Cebora 287 Sound MIG 3840/T Pulse Manuel utilisateur
- Taper
- Manuel utilisateur

I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO Pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE Page 12
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE Seite.22
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL Page 33
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO Pag. 44
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO Pag. 55
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE Sivu. 66
DK -NSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING Side . 76
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE Seite. 86
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS Sid . 97
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel. 107
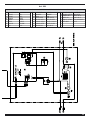
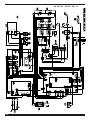
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten : 118÷135
20/05/08
3.300.911/F
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

33
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous,
liés aux opérations de soudure. Pour des informations
plus détaillées, demander le manuel code 3.300.758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous tension
ou les électrodes avec la peau nue, les gants ou les vête-
ments mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate et
utiliser des aspirateurs dans la zone de l’arc afin d’é-
viter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la peau.
· Protéger les yeux à l’aide de masques de soudure
dotés de lentilles filtrantes et le corps au moyen de
vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adéquats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incendies et
brûler la peau; s’assurer donc qu’il n’y a aucune
matière inflammable dans les parages et utiliser des
vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
STIMULATEURS CARDIAQUES
· Les champs magnétiques générés par des courants élevés
peuvent affecter le fonctionnement des stimulateurs car-
diaques. Les porteurs d’appareils électroniques vitaux (sti-
mulateurs cardiaques) devraient consulter le médecin avant
de se rapprocher aux opérations de soudure à l’arc, décou-
page, décriquage ou soudure par points.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles
et les détendeurs de pression utilisés dans les opérations
de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10 et ne
doit être utilisée que pour des buts professionnels dans
un milieu industriel. En fait, il peut y avoir des difficultés
potentielles dans l’assurance de la compatibilité électro-
magnétique dans un milieu différent de celui industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
2 DESCRIPTIONS GENERALES
La machine Sound Mig 5040/T Pulse est une installation
multiprocédé pour la soudure
MIG/MAG pulsé synergique, MIG/MAG non pulsé syner-
gique, MIG/MAG conventionnel, TIG (DC) avec allumage
par contact de l'arc et MMA, réalisée avec technologie à
onduleur.
Le poste à souder est fourni complet de dévidoir entraî-
nement fil WF4/P avec motoréducteur à quatre galets et
de groupe de refroidissement GR52.
La machine ne peut être utilisée que pour les emplois
décrits dans le manuel.
La machine ne doit pas être utilisée pour décongeler les
tuyaux.
2.1 GENERATEUR
2.1.1 EXPLICATION DES DONNEES TECHNIQUES
IEC 60974.1 Le poste à souder est construit selon ces
IEC 60974.10 normes internationales
N° Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
Convertisseur statique de fréquence triphasé
Transformateur - redresseur
MIG
Indiqué pour la soudure MIG.
MMA Indiqué pour la soudure avec électrodes
revêtues.
TIG Indiqué pour la soudure TIG.
U0 Tension à vide secondaire.
X Facteur de marche en pour cent
Le facteur de marche exprime le pourcentage
de 10 minutes pendant lesquelles le poste à
3
~
f
1
f
2
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL

34
souder peut opérer à un certain courant sans
causer des surchauffes
I2 Courant de soudure
U2 Tension secondaire avec courant I2
U1 Tension nominale d’alimentation
3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz
I
1
Max Courant maxi absorbé au correspondant
courant I
2
et tension U
2
.
I
1
eff C'est la valeur maximale du courant effectif
absorbé en considérant le facteur de
marche.
Cette valeur correspond habituellement à la
capacité du fusible (de type retardé) à utiliser
comme protection pour la machine.
IP23 C. Degré de protection de la carcasse.
Degré 3 en tant que deuxième chiffre signi-
fie que cette machine peut être utilisée à
l'extérieur sous la pluie.
La lettre additionnelle C signifie que la
machine est protégée contre l'accès d'un
outil (diamètre 2,5 mm) aux pièces sous ten-
sion du circuit d'alimentation.
Indiqué pour opérer dans des milieux avec
risque accru.
N.B.: En outre le poste à souder a été conçu pour opérer
dans des milieux avec degré de pollution 3. (Voir IEC 60664).
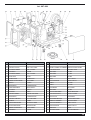
2.1.2 Description du générateur (Fig. 1)
BO - Prise:
En soudure MIG, brancher le connecteur du câble de
masse. En cas de soudure TIG, brancher le connecteur
volant du câble de puissance de la liaison généra-
teur/dévidoir.
BP - Connecteur:
Connecteur type DB9 (RS 232) à utiliser pour mettre à
jour les programmes des microprocesseurs.
BR - Prise:
En soudure MIG, brancher le connecteur volant du câble
de puissance (pôle plus) de la liaison générateur/dévidoir
BS - Connecteur:
Brancher le connecteur du câble des services de la liai-
son générateur/dévidoir.
BU - Interrupteur Marche/Arrêt.
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39
AV AV
10 /20 -400 /36
AV AV
XX
I
2
I
2
U
2
U
2
100
%
100
%
60
%
60
%
40
%
40
%
430
A
320
A
450
A
360
A
500
A
400
A
35,5
V
32,8
V
36,5
V
34
V
39
V
36
V
U
0
U
0
80
V
80
V
U
1
3x400 50/60V- Hz
U
1
3x400 50/60V- Hz
I
1max= A
36 I
1max= A
26
I
1eff= A
28 I
1eff= A
19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.
288
V
I
0
IP 23C
U
1
= 1x400V-50/60Hz
P1,5(1l/min) =
kW
P0,35
max Mpa
=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,81max A=
IP 23C
5 /10 -500 /39
AV AV
10 /20 -400 /36
AV AV
XX
I
2
I
2
U
2
U
2
100
%
100
%
60
%
60
%
40
%
40
%
430
A
320
A
450
A
360
A
500
A
400
A
35,5
V
32,8
V
36,5
V
34
V
39
V
36
V
U
0
U
0
80
V
80
V
U
1
3x400 50/60V- Hz
U
1
3x400 50/60V- Hz
I
1max= A
36 I
1max= A
26
I
1eff= A
28 I
1eff= A
19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.
288
V
I
0
U
1
= 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

35
BV - Cordon d'alimentation.
2.2 DEVIDOIR ENTRAINEMENT FIL
2.2.1 Description du dévidoir (Fig. 1)
BA - Fixation centralisée:
Brancher la torche de soudure MIG ou bien TIG
BB - Connecteur:
pour le branchement des commandes à distance
Entre les broches 4 et 5 se trouve un contact propre se
fermant à l'allumage de l'arc (Arc On).
Entre les broches 1 et 9 il est possible de commander le
début et l'arrêt de la soudure.
BC - Support:
Support pour la torche de soudure
BD - Connecteur:
Brancher le connecteur du câble des services de la liai-
son générateur/dévidoir
BE - Raccord tuyaux gaz:
Brancher le tuyaux gaz de la liaison générateur/dévidoir
BF - Prise:
Brancher le connecteur volant du câble de puissance de
la liaison générateur/dévidoir
BG - Ouverture:
Fente pour le passage des tuyaux de refroidissement
BH - Robinets à accouplement rapide:
Brancher les tuyaux rouge et bleu de la liaison dévi-
doir/générateur.
NB Respecter les couleurs des tuyaux et des robinets
BI - Robinets à accouplement rapide:
Brancher les tuyaux sortant de l'éventuelle torche refroi-
die par eau.
NB Respecter les couleurs des tuyaux et des robinets
BJ - Porte.
BL - Couverture bobine fil.
BM - Support bobine:
Pour bobines standards jusqu'à Ø 300 mm, 16 Kg.
BN - Bouton de réglage:
Régler la pression des galets d'entraînement fil sur le fil
de soudure à l'aide de ce bouton. NB: régler aux valeurs
minimales en cas de soudure de l'aluminium.
2.3 GROUPE DE REFROIDISSEMENT
Ce groupe de refroidissement a été conçu pour refroidir
les torches utilisées pour la soudure TIG et MIG/MAG.
Ne doit être utilisé qu'avec ce générateur.
2.3.1 Explication des données techniques
U1 Tension nominale d'alimentation
1x400V Alimentation monophasée
50/60 Hz Fréquence
I1max Courant maximal absorbé
Pmax Pression maximale
P (1l/min) Puissance de refroidissement mesurée
en 1L/min
2.3.2 DESCRIPTION DES PROTECTIONS
2.3.2.1 Protection pression liquide de refroidissement
Cette protection est réalisée au moyen d'un pressostat
inséré dans le circuit de refoulement du liquide et com-
mandant un microinterrupteur. La pression insuffisante
est signalée, avec le sigle H2O clignotant, par le display
O (instructions panneau de commande).
2.3.2.2 Fusible (T 1,6A/400V-Ø 6,3x32)
Ce fusible a été inséré en tant que protection de la pompe
et est placé sur le circuit de contrôle situé à l'intérieur du
groupe.
2.3.3 DESCRIPTION DU GROUPE DE REFROIDISSE-
MENT (Fig. 1)
BX - Fente:
Fente de contrôle du niveau du liquide de refroidissement
BQ - Robinets à accouplement rapide:
A utiliser uniquement pour les postes de soudure TIG.
NB: ne doivent pas être reliés directement entre eux.
BW - Bouchon.
BT - Robinets à accouplement rapide:
Brancher les tuyaux rouge et bleu de la liaison dévi-
doir/machine.
NB Respecter les couleurs des tuyaux et des robinets
2.3.4 MISE EN OEUVRE
Desserrer le bouchon BW et remplir le réservoir (la machi-
ne est fournie avec à peu près un litre de liquide).
Il est important de contrôler périodiquement, à travers la
fente BX, que le liquide est maintenu au niveau "max".
Comme liquide de refroidissement utiliser de l'eau (de
préférence de type déionisé) mélangée avec le pourcen-
tage d'alcool défini selon la table suivante
température eau/alcool
0°C jusqu'à -5°C 4L/1L
-5°C jusqu'à -10°C 3,8L/1,2L
NB Si la pompe tourne sans liquide de refroidissement, il
faut enlever l'air des tuyaux. Pour ce faire, arrêter le géné-
rateur, remplir le réservoir, débrancher le raccord de la
liaison générateur/dévidoir du raccord BT( ) et y bran-
cher un tuyau tout en insérant l'autre
extrémité du tuyau dans le réservoir. Mettre en marche le
générateur pendant 10/15 secondes environ et brancher
de nouveau les tuyaux de la liaison générateur/dévidoir .
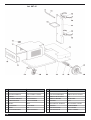
2.4 CHARIOT DE TRANSPORT (Fig. 1)
BY - Support bouteille.
BZ - Sangles de blocage bouteille.
BK - Trou:
Fixer la plaque raccordée à la liaison dévidoir/générateur
3 DESCRIPTION DU PANNEAU (Fig. 2)
Les commandes sur les panneaux sont réparties sur 4
secteurs plus un menu avec fonctions secondaires et
décrites dans le paragraphes suivants :
3.1 Définition du procédé de soudure
3.2 Fonctions accessoires
3.3 Affichage et réglage des paramètres de soudure
3.4 Fonctions de service
3.5 Menu avec fonctions secondaires
3.1 DÉFINITION DU PROCÉDÉ DE SOUDURE
3.1.1 Bouton AI Choix du procédé de soudure.
A chaque pression de ce bouton, le voyant corres-
pondant au choix s'allume.
Voyant R1
Soudure MIG/MAG pulsé synergique.

36
Voyant R2
Soudure MIG/MAG synergique non pulsé.
Voyant R3
Soudure MIG/MAG conventionnel.
Voyant R4
Soudure TIG. L'allumage de l'arc se fait par
court-circuit.
Voyant R5
Soudure à l'électrode (MMA).
3.1.2 Bouton AJ Choix du mode de fonctionnement.
A chaque pression de ce bouton, le voyant corres-
pondant au choix s'allume.
Voyant S-Deux temps
La machine commence à souder lorsqu'on
appuie sur le bouton et s'arrête lorsqu'on le relâche
N.B. Ce mode est actif dans tous les procédés MIG et en TIG.
Voyant T-Quatre temps
Pour commencer la soudure, appuyer sur le
bouton de la torche et le relâcher; pour l'arrêter, il faut
appuyer et le relâcher de nouveau.
N.B. Ce mode est actif dans tous les procédés MIG et en TIG.
Voyant U-Soudure avec trois niveaux de
courant.
N.B: ce mode est actif dans les procédés MIG syner-
giques et en TIG.
Particulièrement conseillée pour la soudure MIG de
l'Aluminium.
Trois courants peuvent être rappelés en cours de soudu-
re au moyen du bouton de start de la torche. La définition
des courant et du "slope" est décrite au paragraphe 3.2
"fonctions accessoires": voyants AB, AC, AD.
· Fonctionnement en MIG:
La soudure commence lorsqu'on appuie sur le bouton de
la torche; le courant de soudure rappelé sera celui défini
au moyen du voyant AB. Ce courant sera maintenu tant
que le bouton de la torche sera gardé pressé; à son relâ-
chement, le premier courant va joindre le courant de sou-
dure, défini au moyen du bouton N, dans le temps établi
par le voyant AC et sera maintenu jusqu'à la prochaine
pression du bouton de la torche. A cette occurrence, le
courant de soudure va joindre le troisième courant ou
courant de "crater-filler ", défini au moyen du voyant AD,
dans le temps établi par le voyant AC (Slo pour P2) et
sera maintenu tant que le bouton de la torche sera gardé
pressé; au relâchement du bouton, la soudure s'arrête.
A partir de la version 06 de l’art. 287 et de la version 13 de
l’art. 289, les paramètres définis à l’aide des voyants AB,
AC, AD sont affichables et réglables dans le menu fonc-
tions de marche (paragraphe 3.5) et auront, respective-
ment, les sigles suivants :
SC = Starting current (courant de démarrage) correspon-
dant au voyant AB.
Slo = Slope (temps de raccordement) correspondant au
voyant AC.
CrC = Crater current (courant de remplissage cratère) cor-
respondant au voyant AD, exprimé en pourcentage
de la vitesse du fil pendant la soudure.
· Fonctionnement en TIG:
Pour allumer l'arc, appuyer et relâcher brièvement (< 0,7
sec) le bouton de la torche; d'ici trois secondes, réaliser
un bref court-circuit entre l'électrode de tungstène et la
pièce à souder. L'arc s'allume et le courant de soudure
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

37
sera celui défini au moyen du voyant AB. Ce courant sera
maintenu jusqu'à quand le bouton de la torche sera
appuyé et relâché brièvement. Suite à cette commande,
le premier courant va joindre le courant de soudure, défi-
ni au moyen du bouton N, dans le temps établi par le
voyant AC et sera maintenu jusqu'à quand le bouton de
la torche sera encore appuyé et relâché brièvement. A ce
point, le courant de soudure va joindre le troisième cou-
rant, ou courant de "crater-filler ", défini au moyen du
voyant AD, dans le temps établi par le voyant AC. Pour
éteindre l'arc, appuyer et relâcher brièvement le bouton.
En cours de soudure, toute pression du bouton de la torche
pendant un temps supérieur à 0,7 sec fait éteindre l'arc.
N.B: en modifiant le courant de repère, c'est-à-dire celui
défini au moyen du bouton N, même les courants définis
au moyen des voyants AB et AD varient automatique-
ment en pour cent.
3.1.3 Bouton AK Choix du diamètre du fil.
A chaque pression de ce bouton, le voyant (V1, V2,
V3, V4) relatif au diamètre de fil que la machine se
prépare à souder s'allume.
N.B. Cette sélection n'est active qu'avec les procédés
MIG synergiques.
3.1.4 Bouton AL Choix du métal d'apport
A chaque pression de ce bouton, le voyant corres-
pondant au choix s'allume.
Voyant W1 pour le fer,
voyant W2 pour l'Aluminium,
voyant W3 pour l'acier inoxydable.
Le voyant X affiche le choix d'autres fils d'ap-
port de type spécial.
Par suite des choix opérés au moyen des boutons ci-dessus:
Le display AN1
affiche les programmes de soudure disponibles selon
les types de métal, à savoir:
avec sélection FE SG2, etc.
avec sélection AL AlSi 5, AlMg 5, Al 99,5, etc.
avec sélection SS 308L, 316L, etc.
avec sélection SP Al Bz8, CuSi 3, Rutil, Basic,
Metal, CrNi, etc.
Le choix des métaux se fait au moyen du bouton AM.
N.B. Cette sélection n'est active qu'avec les procé-
dés MIG.
Le display AN2
affiche les programmes de soudure disponibles selon
les types de gaz combinés aux types de métal, à
savoir:
avec sélection FE CO2, Ar 18CO2, etc.
avec sélection Al Ar
avec sélection SS Ar 2CO2, Ar 2O2, etc.
avec sélection SP Ar, Ar 30He, Ar 18CO2, etc.
Le choix des gaz se fait au moyen du bouton AX.
N.B.Cette sélection n'est active qu'avec les procédés MIG.
N.B: Si, après avoir opéré les choix, aucun programme
pour souder le diamètre de fil sélectionné n'est dispo-
nible, l'inscription NO-PRG sera affichée sur les displays
O et P.
3.2 FONCTIONS ACCESSOIRES
3.2.1 Bouton AH
A la pression de ce bouton, le display AN2 s'éteint et
le display AN1 affiche numériquement la valeur de la
grandeur sélectionnée.
Cela est signalé par l'allumage du voyant correspondant
et le réglage se fait au moyen des boutons AM et AX.
Si d'ici 5 secondes la valeur numérique n'est pas modi-
fiée, les displays AN2 et AN1 reviennent à la configuration
précédente.
N.B: les dernières valeurs affichées par le display AN1
seront mémorisées.
Voyant Y Pré-gaz
Plage de réglage 0 - 10 sec
Actif dans tous les procédés MIG et en TIG.
Voyant Z Post-gaz
Plage de réglage 0 - 30 sec
Actif dans tous les procédés MIG et en TIG.
Voyant AA Accostage
Plage de réglage Auto 1 - 100%
Actif dans tous les procédés MIG.
C'est la vitesse du fil, exprimée en pour cent de la vites-
se définie pour la soudure, avant que le fil touche la pièce
à souder.
N.B: Ce réglage est important pour obtenir toujours de
bons démarrages.
Réglage du fabricant "auto" automatique.
Voyant AB Courant de "Hot start"
Plage de réglage 1 - 200% du courant de
soudure (réglé au moyen du bouton N)
Actif dans les programmes MIG synergiques et en TIG
lorsqu'on a sélectionné le mode de soudure à trois
niveaux (voyant U). Actif avec "HSA-ON" voir 3.5.2.
Voyant AC Slope
Plage de réglage 1 - 10 sec
Définit le temps de liaison entre le premier courant "Hot
start" et le deuxième courant "soudure" et entre le
deuxième courant et le troisième de "crater filler" .
Actif dans les programmes MIG synergiques et en TIG
lorsqu'on a sélectionné le mode de soudure à trois
niveaux (voyant U).
Actif avec "HSA-ON" voir 3.5.2.
Voyant AD Courant de "crater filler"
Plage de réglage 1 - 200% du courant de
soudure (réglé au moyen du bouton N)
Actif dans les programmes MIG synergiques et en TIG
lorsqu'on a sélectionné le mode de soudure à trois
niveaux (voyant U).
Actif avec "HSA-ON" voir 3.5.2.
Voyant AE Burn - back
Plage de réglage 4 - 250 ms)
Sert à régler la longueur du fil sortant de la buse gaz
après la soudure.

38
Actif dans tous les procédés MIG.
Plus élevée est la valeur, plus importante est la brûlure du
fil. Réglage du fabricant "auto" automatique.
Voyant AF Hot - start pour MMA
Plage de réglage 0 - 100%
Surintensité débitée à l'allumage de l'arc.
Actif en MMA.
Voyant AG Arc - force
Plage de réglage 0 - 100%
C'est le réglage de la caractéristique dynamique de l'arc.
Actif en MMA.
3.3 AFFICHAGE ET RÉGLAGE DES PARAMÈTRES DE
SOUDURE.
Bouton N
Selon le type de procédé sélectionné, au moyen de ce
bouton il est possible de régler les grandeurs suivantes :
· MIG pulsé synergique, MIG synergique :
épaisseur (voyant B),
vitesse du fil (voyant C),
Courant (voyant D).
· MIG conventionnel:
vitesse du fil (voyant C)
· TIG et MMA:
courant (voyant D)
Dans les fonctions de service, sélectionne les fonctions
indiquées par les sigles H2O, SP, HSA, CrA, dP, Ito, rob,
FAC.
N.B.: dans les programmes synergiques, lorsqu'on règle
une grandeur, les autres vont se modifier par conséquent.
Bouton E
Chaque pression sélectionne la grandeur réglable au
moyen du bouton N.
Les grandeurs sélectionnables sont rapportées au type
de procédé de soudure choisi.
Voyant B Epaisseur
Le display O affiche l'épaisseur conseillée sur la
base du courant et de la vitesse du fil définis.
Actif dans les procédés MIG synergiques.
Voyant C Vitesse du fil
Inique que le display O affiche la vitesse du fil en
soudure.
Actif dans tous les procédés de soudure MIG.
Voyant D Courant
Inique que le display O affiche le courant de soudu-
re préétabli ou bien, si associé à l'allumage du
voyant F, le véritable courant de soudure.
Actif dans tous les procédés de soudure.
Bouton Q
Selon le type de procédé sélectionné, au moyen de ce
bouton il est possible de régler les grandeurs suivantes :
MIG pulsé synergique et MIG synergique:
longueur de l'arc (K)
Impédance (L)
· MIG conventionnel:
tension de soudure (J)
Impédance (L)
· A l'intérieur des programmes mémorisés, sélectionner le
numéro de programme désiré.
Toutes ces grandeurs sont affichées par le display (P) et
sont sélectionnées au moyen du bouton I.
Dans les fonctions de service sélectionner les sigles OFF,
OnC, OnA, SAu, rES, On.
Bouton I
Chaque pression sélectionne la grandeur réglable au
moyen du bouton Q.
Les grandeurs sélectionnables sont rapportées au type
de procédé de soudure choisi.
Voyant J Tension
Dans tous les procédés de soudure MIG, indique
que le display P affiche la tension préétablie ou
bien, si associé à l'allumage du voyant F, la véritable ten-
sion de soudure.
En TIG et en MMA, il est toujours allumé et n'est pas
sélectionnable. Indique que le display P affiche la tension
à vide ou la tension de soudure ou bien, si associé à l'al-
lumage du voyant F, la véritable tension de soudure.
Voyant K Longueur de l'arc
Plage de réglage (-9,9 ÷ +9,9).
Dans tous les programmes MIG synergiques le dis-
play P affiche un numéro. Zéro est le réglage établi
par le fabricant. Si ce numéro devient négatif, la longueur
de l'arc diminue; au contraire, si positif, augmente.
La longueur de l’arc est affichée même en tournant le bou-
ton Q lorsque le voyant J est affiché; 3 secondes après la
dernière correction, le voyant K s’éteint et le voyant J se
rallume.
Voyant L Impédance
Plage de réglage (-9,9 ÷ +9,9).
Dans tous les programmes MIG le display P affiche
un numéro. Zéro est le réglage établi par le fabricant. Si
ce numéro devient négatif, l'impédance diminue et l'arc
devient plus dur; au contraire, si augmente, devient plus
souple.

39
Voyant A position globulaire
N'est pas sélectionnable. Actif dans le procédé MIG
synergique non pulsé. Son allumage signale que le
couple de valeurs choisies pour la soudure peut causer
des arcs instables et avec projections.
Voyant F Hold
N'est pas sélectionnable. Actif en soudure MIG, TIG
et MMA, signale que les grandeurs affichées par les
displays O et P (normalement Ampères et Volts) sont les
valeurs utilisées en soudure. S'allume à la fin de chaque
soudure.
Voyant G Thermostat
Son allumage signale l'entrée en service de la pro-
tection thermique.
Voyant H Sécurité
Signale la fonction de blocage de tous les boutons.
L'opérateur ne pourra régler que les paramètres de
soudure compris dans la plage AY.
Pour activer la fonction, appuyer d'abord sur le bouton
AO et, en le gardant pressé, appuyer brièvement sur le
bouton I. Le voyant H s'allume et signale que la fonction
est active. Pour la désactiver, répéter de la même façon
la pression des boutons AO et I.
Voyant M Programmes mémorisés
Ce voyant s'allume lorsqu'on appuie sur la touche
AO (PRG).
Voir paragraphe 3.4.1.
Display O
Dans tous les procédés de soudure affiche numérique-
ment les sélections faites au moyen du bouton E et
réglées à l'aide du bouton N.
Pour le courant de soudure (voyant D), affiches les
Ampères.
Pour la vitesse du fil (voyant C), affiche les mètres la
minute
Pour l'épaisseur (voyant B), affiche les millimètres.
Si aucun programme n'est disponible dans les choix défi-
nis, affiche NO (sigle NO-PRG).
Dans la prédisposition au fonctionnement du groupe de
refroidissement, affiche le sigle H2O.
Affiche l'inscription "OPn", en mode clignotant, si la porte
du dévidoir entraînement fil est ouverte.
Dans les messages d'erreur, affiche le sigle " Err ".
Dans les fonctions de service, affiche les sigles H2O, SP,
HSA, CrA, dP, Ito, rob, FAC.
Display P
Dans tous les procédés de soudure affiche numérique-
ment les sélections faites au moyen du bouton I et
réglées à l'aide du bouton Q.
Pour la tension de soudure (voyant J), affiche les Volts
Pour la longueur de l'arc (voyant K), affiche un numéro
compris entre -9,9 et +9,9, zéro étant le réglage conseillé
Pour l'impédance (voyant L), affiche un numéro compris
entre -9,9 et +9,9, zéro étant le réglage conseillé.
A l'intérieur des mémoires, affiche le numéro du pro-
gramme choisi.
Dans la prédisposition au fonctionnement du groupe de
refroidissement, affiche le sigle OFF (arrêt), On-C (fonc-
tionnement continu), On-A (fonctionnement automa-
tique).
Si aucun programme n'est disponible dans les choix défi-
nis, affiche PRG (sigle NO-PRG).
Dans les messages d'erreur, affiche le numéro de l'erreur.
Dans les fonctions de service, affiche les sigles OFF,
OnC, OnA. (H2O).
Dans la fonction "HSA", affiche les sigles OFF / On.
Dans les fonctions de double pulsation:
-FdP, affiche OFF - 0,1÷5
-ddP, affiche 0,1÷3
-tdP, affiche 25÷75
-AdP, affiche -9,9÷9,9
Dans la fonction "rob", affiche les sigles OFF, On (si l'in-
terface robot n'est pas insérée, le display O affichera le
sigle rob clignotant).
Dans la fonction "FAc", affiche le sigle - - -, All, noP, PrG.
3.4 FONCTIONS DE SERVICE
Bouton AR Test fil
Permet l'avancement à 8 m/min sans la présence de
tension et du gaz.
Bouton AQ Test gaz
En appuyant sur cette touche, le gaz commence à
sortir; pour arrêter sa sortie, il faut l'appuyer de nouveau.
Si non appuyée, après 30 sec. la sortie du gaz s'arrête.
3.4.1 Mémorisation et rappel des programmes
mémorisés.
Bouton AP Mémorisation
Appuyer sur la touche AP; le voyant M s'allume et, en
présence de torche avec bouton HAUT/BAS, égale-
ment le voyant AT s'allume.
Le display O affiche le sigle STO et le display P indique
son numéro (clignotant si libre, fixe si occupé).
Le premier numéro de programme libre est indiqué; au
moyen du bouton Q, choisir le numéro de programme
désiré et appuyer donc sur la touche AP pendant un
temps supérieur à 3 sec. Après la mémorisation, le numé-
ro du programme passera de clignotant à fixe. En relâ-
chant le bouton AP, on sort de la mémorisation et le
voyant M s'éteint. Lorsqu'on veut écraser un programme,
à la pression du bouton AP pendant un temps supérieur
à 3 sec., le numéro passera de fixe à clignotant pour
devenir encore fixe de façon à afficher la réécriture.
L'action de mémorisation doit avoir lieu dans le temps
pendant lequel le display P affiche le numéro du pro-
gramme (5 sec).
Nota: Le choix du numéro du programme peut se faire
aussi bien en tournant le bouton Q que, en présence de
torche avec bouton HAUT/BAS, en appuyant sur le bou-
ton HAUT/BAS gauche situé sur la poignée.
Au cas où on appuie brièvement sur le bouton AP pour
afficher les mémoires et on ne veut ni les utiliser ni les modi-
fier, appuyer brièvement sur le bouton AO pour sortir.
En outre, il est possible d'effacer un programme de
soudure mémorisé.
Pour ce faire, procéder de la manière suivante :
Appuyer sur le bouton AP; le display O affiche le sigle

40
“Sto” et le display P indique le numéro. Sélectionner le
numéro du programme de soudure mémorisé au moyen
du bouton Q. Tourner le bouton N jusqu'à l'apparition, sur
le display O, du sigle “del”. Appuyer sur le bouton AP
pendant un temps supérieur à 3 secs.
Si l’on désire rappeler un programme mémorisé pour le
modifier, répéter les actions décrites précédemment, mais
à l’aide du bouton N sélectionner le sigle “rCL” (recall –
rappel mémoire). Appuyer sur le bouton AP pendant un
temps supérieur à 3 sec ; le voyant M s’éteint et tous les
paramètres du programme rappelé peuvent être définis sur
le panneau.
Bouton AO Rappel des programmes mémorisés
Pour rappeler un programme mémorisé, appuyer
brièvement sur le bouton AO. Le display O affiche le
sigle PRG et le display P indique le numéro du dernier
programme utilisé ou bien, si aucun programme n'a
jamais été utilisé, le dernier programme mémorisé. Le
voyant M s'allume. Au moyen du bouton Q ou bien du
bouton HAUT/BAS gauche de la torche, choisir le numé-
ro de programme. Pendant 5 secondes après le choix, les
displays O et P affichent les grandeurs mémorisées et la
machine est prête à souder.
Lorsque les voyants M et AT (en présence de torche avec
bouton HAUT/BAS) sont allumés, tout réglage est interdit.
N.B. Les grandeurs signalées par les voyants J - K - L et
B - C - D pourront être affichées, mais non pas modifiées.
Les commandes à distance seront interdites.
Pour sortir des programmes mémorisés, appuyer sur le
bouton AO (deux fois si le numéro du programme a dis-
paru); les voyants M et AT (en présence de torche avec
bouton HAUT/BAS) s'éteignent et la machine affiche les
derniers paramètres avant la pression du bouton PRG.
NB: à l'aide du bouton HAUT/BAS de la torche il est pos-
sible de changer de programme même en cours de sou-
dure et de rappeler en séquence tous les programmes
mémorisés.
En outre, il est possible de rappeler, en séquence, des
programmes de soudure du même type mémorisés
consécutivement et délimités par deux programmes
libres.
Cette fonction doit être exécutée avec l'arc allumé.
3.5 MENU FONCTIONS DE SERVICE
3.5.1 Gestion groupe de refroidissement
En appuyant sur le bouton AO et en le gardant pressé,
appuyer sur le bouton E pour entrer dans un sous-menu.
Au moyen du bouton N opérer le choix: H2O
Tourner le bouton Q pour sélectionner le type de fonc-
tionnement:
· OFF = arrêt.
· On C = marche continue.
· On A = mise en marche automatique. A la mise en marche
de la machine, même le groupe entre en service. Si le bou-
ton de la torche n'est pas appuyé, après 15 secondes le
groupe s'arrête. A la pression du bouton de la torche, le
groupe commencer à fonctionner et s'arrête 3 minutes après
le relâchement du même bouton.
Pour sortir, appuyer de nouveau sur les touches AO et E.
Si la pression du liquide de refroidissement est insuffi-
sante, le générateur ne débite aucun courant et le display
O affichera l'inscription H2O de façon clignotante.
3.5.2 SP Pointage et intermittence.
Fonction active dans la soudure à deux temps (voyant S)
ou quatre temps (voyant T).
Pour la sélectionner, tourner le bouton N, le display P affi-
chant OFF. Pour activer la fonction, tourner le bouton Q
jusqu’à l’apparition du sigle On sur le display P.
En tournant le bouton N, sélectionner le sigle “tSP” (temps
de pointage Spot time). Le display P affiche le temps de
1 seconde ; régler ce temps à l’aide du bouton Q avec
une plage de réglage de 0,3 à 5 secondes.
Si l’on désire régler l’intermittence (soudure avec temps
de pause automatique), tourner ultérieurement le bouton N
de façon à ce que le display P affiche le sigle “tIn” (temps
d’intermittence). Le display P affichant OFF, tourner le
bouton Q jusqu’à l’apparition d’un numéro qui sera le
temps choisi entre deux pointages.
3.5.3 Hot Start Automatique (HSA).
Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-menu.
En tournant le bouton N, opérer le choix: HSA.
Tourner le bouton Q pour sélectionner le type de fonc-
tionnement :
OFF = Arrêt
On = Marche
La fonction est active dans les programmes MIG syner-
giques lorsqu’on sélectionne la soudure à deux temps
(voyant S) ou quatre temps (voyant T).
L’opérateur pourra régler :
1. Le niveau du courant de “hot-start” voyant AB.
2. Sa durée, voyant AD, plage de réglage 0,1÷10
secondes.
3. Le temps de passage entre le courant de “hot-start” et
le courant de soudure voyant AC.
A partir de la version 06 de l’art. 287 et de la version 13 de
l’art. 289, les paramètres définis à l’aide des voyants AB,
AC, AD sont sélectionnables (bouton N) et réglables (bou-
ton Q) après la sélection de la fonction HSA ; les sigles
sélectionnables sont:
SC = starting current (courant de démarrage) correspon-
dant au voyant AB.
Slo = Slope (temps de raccordement) correspondant au
voyant AC.
tSC = Starting current time (temps du courant de démar-
rage) correspondant au voyant AD.
3.5.4 CrA (crater filler – remplissage du cratère final).
La fonction est sélectionnable au moyen du bouton N et
est active dans la soudure à deux temps (voyant S) ou
quatre temps (voyant T) et, si désiré, même en combinai-
son avec la fonction HSA. Après avoir activé la fonction en
sélectionnant “On” à l’aide du bouton Q, tourner le bouton
N pour afficher les sigles:
Slo = temps de raccordement entre le courant de soudure
et le courant de remplissage cratère. Par défaut
0,5 sec. Plage de réglage 0,1 – 10 sec.
CrC = courant de remplissage cratère exprimé en pour-
centage de la vitesse du fil pendant la soudure. Par
défaut 60%. Plage de réglage 10 – 200%.
TCr = temps de durée du courant de remplissage. Par
défaut 0,5 sec. Plage de réglage 0,1 – 10 sec.

41
3.5.5 dP Double pulsation (Art. 287 Optionnel).
Ce type de soudure fait varier l’intensité de courant entre
deux niveaux et peut être insérée dans tous les pro-
grammes synergiques.
Avant de la définir, il faut réaliser un bref cordon afin de
déterminer la vitesse la plus proche à la soudure à exé-
cuter. La vitesse de référence est ainsi déterminée.
Pour activer la fonction, procéder de la manière suivante :
1. Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-
menu.
2. Tourner le bouton N jusqu’à l’apparition du sigle “dP”
sur le display O ; activer la fonction en tournant le bou-
ton Q jusqu’à l’apparition du sigle On sur le display P.
3. Tourner le bouton N jusqu’à l’apparition du sigle FdP
(fréquence double pulsation) sur le display O. Le dis-
play P affiche le sigle OFF (arrêt). Tourner le bouton Q
pour sélectionner la fréquence de travail (plage de
réglage de 0,5 à 5 Hz). La valeur choisie est affichée
par le display P.
4. Tourner le bouton N jusqu’à l’apparition du sigle ddP
(différence en m/min de la double pulsation). Tourner le
bouton Q pour sélectionner les mètres par minute
(plage de réglage 0,1- 3 m/min) qui seront additionnés
et soustraits à la vitesse de référence (default 1
m/min).
5. Tourner le bouton N jusqu’à l’apparition du sigle tdP.
C’est le temps de durée de la vitesse du fil la plus
élevée, à savoir du courant le plus élevé. Est exprimé
en pourcentage du temps obtenu de la fréquence Fdp
(voir figure 3).
Tourner le bouton Q pour régler le pourcentage. Plage
de réglage de 25 à 75% (default 50%).
6. Tourner le bouton N jusqu’à l’apparition du sigle AdP
(longueur d’arc du courant le plus élevé). Plage de
réglage -9,9 - 9,9 (default 0).
Pendant la soudure, vérifier que la longueur de l’arc est la
même pour les deux courants; au besoin, tourner le bou-
ton Q pour la corriger.
Note: il est possible de souder l’intérieur des fonctions de
double pulsation.
Après avoir exécuté ces réglages, pour revenir à la confi-
guration normale du panneau, appuyer sur le bouton AO
et, en le gardant enfoncé, appuyer sur le bouton E.
S’il faut régler la longueur de l’arc du courant le plus bas,
notamment la vitesse la plus faible, régler la longueur
d’arc relative à la vitesse de référence (voyant K activé).
En modifiant la vitesse de référence, les réglages précé-
dents seront répétés même pour la nouvelle vitesse.
3.5.6 Fonction ito (inching time out).
Le but est d’arrêter le poste à souder si, après le démarra-
ge, le fil sort de la longueur en centimètres définie sans
passage de courant.
Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-
menu.
En tournant le bouton N, opérer le choix: ito.
Tourner le bouton Q pour sélectionner le type de fonc-
tionnement :
OFF = Arrêt
Plage de réglage = 5 – 50 cm.
3.5.7 Fonctions Robot “rob”.
Valide uniquement pour versions robot.
3.5.8 Fonction FAC (factory).
Activation:
Le but est de rétablir les valeurs usine du poste à souder
définies par le fabricant lors de la première fourniture.
Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-
menu.
En tournant le bouton N, opérer le choix: FAC
En tournant le bouton Q, on peut sélectionner les sigles
suivants:
noP = Rétablissement du fonctionnement défini par le
fabricant sans effacer les programmes mémorisés.
Arrêt du groupe de refroidissement.
PrG = Effacement de tous les programmes mémorisés.
ALL = Rétablissement du fonctionnement défini par le
fabricant. Arrêt du groupe de refroidissement.
Pour activer la fonction, appuyer sur le bouton AP.
4 INSTALLATION
L'installation du poste à souder doit être exécutée par du
personnel expert. Tous les raccordements doivent être
exécutés dans le plein respect de la loi de prévention des
accidents en vigueur.
4.1 MISE EN PLACE
Le poste à souder pèse 108 Kg; pour son éventuel soulè-
vement voir Fig. 4
Positionner la machine dans une aire assurant une bonne
stabilité et une efficace ventilation et de façon à éviter
toute entrée de poudre métallique (par ex. émeri).
4.2 MISE EN OEUVRE
Positionner le dévidoir entraînement fil WF4-P sur le
générateur.
Relier le dévidoir entraînement fil au générateur à l'aide
de la liaison Art. 1197 ou bien 1197-20 en la fixant à l'ai-
de la plaque prévue au point BK situé sur le plan du cha-
riot de transport.
NB: éviter de ranger la liaison en forme de bobine afin de
minimiser les effets inductifs qui pourraient affecter les
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
=
=
Fig. 3
VITESSE DE
REFERENCE

42
résultats en soudure MIG/MAG pulsé.
Monter la broche sur le cordon d'alimentation en veillant
notamment à relier le conducteur vert-jaune au pôle de la
terre.
Vérifier que la tension d'alimentation correspond à la ten-
sion nominale du poste à souder.
Dimensionner les fusibles de protection sur la base des
données indiquées sur la plaquette des données tech-
niques.
Positionner la bouteille sur le support BY et la bloquer à
l'aide des sangles BZ ; brancher le tuyau gaz sur la sor-
tie du détendeur de pression.
Monter la torche.
Contrôler que la gorge des galets correspond au diamètre
du fil utilisé.
Pour son éventuel remplacementvoir Fig.5:
Ouvrir la porte BJ, enlever la couverture CA, débloquer
les galets appuie-fil à l'aide du bouton de réglage de la
pression BN, remplacer les galets et monter de nouveau
la couverture CA.
Monter la bobine du fil et enfiler le fil dans l'entraînement
et dans la gaine de la torche.
Bloquer les galets appuie-fil à l'aide du bouton BN et
régler la pression.
Mettre en marche la machine.
Régler le gaz en utilisant la touche AQ et faire avancer le
fil en utilisant la touche AR.
La machine est fournie avec le groupe de refroidissement
prédisposé sur OFF. Lorsqu'on utilise une torche avec
refroidissement par eau, définir le fonctionnement du
groupe de refroidissement comme décrit au paragraphe
3.5.1.
5 SOUDURE
5.1 SOUDURE MIG PULSÉ SYNERGIQUE (VOYANT
R1) OU BIEN MIG NON PULSÉ SYNERGIQUE
(VOYANT R2)
Sélectionner le procédé à l'aide du bouton AI.
Ensuite, choisir le mode, le diamètre du fil, le type et la
qualité de la matière et le type de gaz.
Régler les fonctions accessoires selon les indications aux
paragraphes 3.2 du manuel des panneaux de contrôle.
Régler les paramètres de soudure à l'aide des boutons N
et Q.
5.2 SOUDURE EN MIG CONVENTIONNEL (VOYANT
R3)
Sélectionner le procédé à l'aide du bouton AI.
Ensuite, choisir le mode, le diamètre du fil, le type et la
qualité de la matière et le type de gaz.
Régler les fonctions accessoires selon les indications aux
paragraphes 3.2.
Régler la vitesse du fil et la tension de soudure à l'aide
des boutons N et Q respectivement.
5.3 SOUDURE TIG (VOYANT R4)
Brancher le câble de masse sur le pôle plus BR et le
connecteur du câble de puissance de la liaison dévi-
doir/générateur sur le pôle moins BO.
Brancher la torche TIG sur le connecteur BA.
Sélectionner le procédé à l'aide du bouton AI.
Ensuite, choisir le mode à l'aide du bouton AJ.
Régler les fonctions accessoires selon les indications aux
paragraphes 3.2.
5.4 SOUDURE EN MMA (VOYANT R5)
NB: le dévidoir doit rester relié au générateur.
Brancher les connecteurs du câble de la pince porte-
électrodes et de masse sur les connecteurs BO et BR en
respectant la polarité prévue par le fabricant des élec-
trodes.
6 ACCESSOIRES
6.1 TIROIR POUR RÉGLAGE COURANT ART. 187
(POTENTIOMÈTRE) + LIAISON DE RACCORDE
MENT (m 5) ART.1192 + CÂBLE ADAPTATEUR
ART. 1191
Possibles réglages dans les différents procédés de soudure:
MMA Règle le courant du minimum (10A) au courant
défini au moyen du bouton N situé sur le
panneau.
TIG Le tiroir exécute la même fonction qu'en MMA.
CA
BN
BN
Fig. 5
Fig. 4

43
6.2 PÉDALE ART. 193 + CÂBLE ADAPTATEUR ART. 1191
A utiliser avec procédé de soudure TIG.
Le réglage du courant se fait au moyen de cet accessoi-
re alors que la commande de start se fait au moyen du
bouton de la torche. Il est possible de régler le courant du
minimum jusqu'au maximum de la valeur établie à l'aide
du bouton N du panneau.
6.3 TORCHE TIG ART. 1265
Torche TIG type SR 26 non refroidie m 4
6.4 TORCHE MIG ART. 1243
Torche MIG type CEBORA PW 500 Refroidie par eau m
3,5
6.5 TORCHE MIG ART. 1245 (avec double commande
HAUT/BAS)
Torche MIG type CEBORA PW 500 U/D Refroidie par eau
m 3,5
La commande HAUT/BAS gauche:
- dans les programmes synergiques, règle les paramètres
de soudure au long de la courbe synergique.
- en MIG conventionnel, règle la vitesse du fil.
- à l'intérieur des programmes mémorisés, les sélection-
ne numériquement.
Si, en présence de torche avec bouton HAUT/BAS
(voyant AT allumé), on désire effectuer une mémorisation,
le choix du numéro du programme peut se faire au moyen
du bouton HAUT/BAS.
La commande HAUT/BAS droite:
- dans les programmes synergiques, règle la longueur de
l'arc
- en MIG conventionnel, règle la tension
- à l'intérieur des programmes mémorisés, n'est pas active
Au branchement du connecteur des torches avec bouton
HAUT/BAS le voyant AS s'allume tout en signalant que la
torche a été reconnue.
6.6 KIT POUR SOUDURE AVEC TORCHES
PUSH - PULL.
En installant cette carte accessoire, il est possible d'utili-
ser les torches push - pull avec moteur de la torche à 42V.
7 ENTRETIEN
Contrôler périodiquement que le poste à souder et tous
les raccordements sont à même de garantir la sécurité de
l'opérateur.
Après un dépannage, veiller à monter le câblage de façon
à avoir une isolation sûre entre les pièces reliées à l'ali-
mentation et les pièces reliées au circuit de soudure.
Eviter que les fils puissent entrer en contact avec les
pièces en mouvement ou avec des pièces se réchauffant
pendant le fonctionnement. Remonter les colliers comme
sur la machine d'origine de façon à éviter que, si un
conducteur se casse ou se débranche accidentellement,
l'alimentation et les circuits de soudure puissent être
reliés.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136








































































































































Cebora 287 Sound MIG 3840/T Pulse Manuel utilisateur
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: Cebora 287 Sound MIG 3840/T Pulse Manuale utente
- English: Cebora 287 Sound MIG 3840/T Pulse User manual
- español: Cebora 287 Sound MIG 3840/T Pulse Manual de usuario
- Deutsch: Cebora 287 Sound MIG 3840/T Pulse Benutzerhandbuch
- Nederlands: Cebora 287 Sound MIG 3840/T Pulse Handleiding
- português: Cebora 287 Sound MIG 3840/T Pulse Manual do usuário
- dansk: Cebora 287 Sound MIG 3840/T Pulse Brugermanual
- svenska: Cebora 287 Sound MIG 3840/T Pulse Användarmanual
- suomi: Cebora 287 Sound MIG 3840/T Pulse Ohjekirja
Documents connexes
-
Cebora 289 Sound MIG 5040/TD Double Pulse Manuel utilisateur
-
-
-
Cebora JAGUAR SOUND MIG 2060/MD STAR DOUBLE PULSE Manuel utilisateur
-
Cebora 309 Sound MIG 3540/T Star Pulse Manuel utilisateur
-
-
-
-
Cebora EVO SPEED STAR 380 TC Manuel utilisateur
-