ESAB CUTMASTER® 60i Plasma Cutting System Manuel utilisateur
- Taper
- Manuel utilisateur

60
208-
480V
esab.com
SL60QD
SORTIE SORTIE MAX
TENSION
ALIMENTATION D'ENTRÉE
3
ALIMENTATION D'ENTRÉE
PHASÉ
PHASÉ
Art # A-13285FR_AB
Révision : AB Date d'émission : 3 avril, 2017 Nº du manuel : 0-5436FR
Mode
d'emploi
CUTMASTER
®
60i
SYSTÈME DE COUPE AU PLASMA

NOUS APPRÉCIONS VOTRE FIDÉLITÉ !
Félicitations pour l'achat de votre produit Thermal Dynamics. Nous sommes ers de vous compter parmi notre clientèle et ferons
tout en notre pouvoir pour vous fournir le service le plus able et de meilleure qualité dans le domaine. Ce produit est protégé
par notre large garantie et notre réseau mondial de service. Pour trouver le distributeur le plus près de chez vous ou un centre de
réparation, composer le 1-800-426-1888 ou visiter le site Web au www.esab.com
Ce manuel de l'utilisateur est conçu pour vous indiquer la bonne façon d'utiliser votre produit Thermal Dynamics. Notre préoc-
cupation principale est votre satisfaction et l'utilisation appropriée du produit. Il est donc important de prendre le temps de lire
ce guide en entier, en particulier les Consignes de sécurité. Ceci permet d'éviter les risques possibles liés à l'utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE !
La marque de choix des entrepreneurs et des fabricants dans le monde entier.
Thermal Dynamics est une marque internationale d'entretien et de l'automatisation des produits de coupage plasma pour ESAB.
Nous nous démarquons de nos concurrents grâce à nos produits ables et d'avant-garde qui ont fait leurs preuves au l des ans.
Nous sommes ers de nos innovations techniques, nos prix compétitifs, nos délais de livraison hors pair, notre service à la clientèle
et notre soutien technique de qualité supérieure, en plus de l'excellence de notre savoir dans le domaine de la vente.
Avant tout, nous sommes engagés dans la conception de produits aux technologies innovatrices pour obtenir un environnement
de travail plus sûr dans le domaine de la soudure.

Bloc d'alimentation de coupe au plasma
Cutmaster® 60i
SL60QD™ 1Torch™
Numéro du manuel de fonctionnement 0-5436FR
Publié par :
ESAB Group Incorporated
2800 Airport Rd.
Denton, Texas 76207
www.esab.com
© Copyright 2016 par
Thermal Dynamics une marque d'ESAB.
Tous droits réservés.
Il est interdit de reproduire tout ou partie de ce document sans la permission de l'éditeur.
L'éditeur décline toute responsabilité envers les parties en cas de pertes ou de dommages
provoqués par une erreur ou une omission gurant dans ce Guide, qu'elle soit le résultat
d'une négligence, d'un accident ou d'une autre cause.
Pour les spécications d'impression, reportez-vous au document 47x1909
Date de la publication initiale : 12 décembre 2016
Date de révision : 3 avril, 2017
Conserver les renseignements suivant pour la garantie :
Endroit de l'achat :_______________________________ _________________
Date de l'achat :__________________________________ ________________
Numéro de série du bloc d'alimentation :___________________________ ___
Nº de série de la torche :___________________________________ _________
i
!
AVERTISSEMENT
Lire et assimiler l'intégralité du présent manuel et les consignes de sécurité de votre employ-
eur avant l'installation, l'exploitation ou l'entretien de l'équipement.
L'information contenue dans ce Guide représente le bon jugement du fabricant, mais celui-ci
n'assume aucune responsabilité lors de l'utilisation.

ASSUREZ-VOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L’OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
ATTENTION
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement. Si vous
n’avez pas une connaissance approfondie des principes de fonctionnement et des règles
de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous suggérons de
lire notre brochure « Precautions and Safe Practices for Arc Welding, Cutting and Gouging,
» Brochure 0-5407. Ne permettez PAS aux personnes non qualiées d’installer, d’opérer
ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer ou d’opérer cet équi-
pement avant de lire et de bien comprendre ces instructions. Si vous ne comprenez pas
bien les instructions, communiquez avec votre fournisseur pour plus de renseignements.
Assurez-vous de lire les Règles de Sécurité avant d’installer ou d’opérer cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/ou les feuillets
d’information si l’équipement est installé, opéré, entretenu et réparé selon les instructions fournies. Vous devez faire une vérication périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien entretenu. Les pièces qui sont brisées, usées, déformées
ou contaminées doivent être remplacées immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est recommandé par le
fabricant de faire une demande de conseil de service écrite ou par téléphone chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par le fabricant. L’utilisateur de l’équipement sera
le seul responsable de toute défaillance résultant d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modication par une personne autre que le fabricant ou un centre de service désigné par le fabricant.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’OPÉRER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

TABLE DES MATIÈRES
SECTION 1: INFORMATIONS GÉNÉRALES .............................................................. 1-1
1.04 Note, Attention et Avertissement ..................................................................... 1-1
1.05 Précautions De Sécurité Importantes ............................................................. 1-1
1.06 Documents De Reference ............................................................................... 1-3
1.07 DÉCLARATION DE GARANTIE ......................................................................... 1-4
SECTION 2 SYSTÈME : INTRODUCTION ................................................................ 2-1
2.01 Comment utiliser ce manuel ........................................................................... 2-1
2.02 Identification de l'équipement ......................................................................... 2-1
2.03 Réception de l'équipement ............................................................................. 2-2
2.04 Caractéristiques du bloc d'alimentation .......................................................... 2-2
2.05 Caractéristiques du câblage d'alimentation ..................................................... 2-4
2.06 Caractéristiques du bloc d'alimentation .......................................................... 2-5
SECTION 2 TORCHE : INTRODUCTION ................................................................. 2T-1
2T.01 But du manuel ...............................................................................................2T-1
2T.02 Description générale ......................................................................................2T-1
2T.03 Spécifications ...............................................................................................2T-1
2T.04 Torche à débranchement rapide (Quick Connection) .....................................2T-2
2T.05 Option et accessoires .....................................................................................2T-2
2T.06 Introduction au plasma ..................................................................................2T-2
SECTION 3 SYSTÈME : INSTALLATION ................................................................. 3-1
3.01 Déballage ........................................................................................................ 3-1
3.02 Option de levage ............................................................................................. 3-1
3.03 Ouverture du couvercle de l'interrupteur principal .......................................... 3-2
3.04 Connexions de l'alimentation primaire, monophasé ....................................... 3-2
3.05 Connexions de l'alimentation primaire, triphasé ............................................. 3-3
3.06 Raccords à gaz ............................................................................................... 3-4
3.07 Raccordement du câble de masse .................................................................. 3-7
SECTION 3 TORCHE : INSTALLATION ................................................................... 3T-1
3T.01 Connexions de la torche .................................................................................3T-1
3T.02 Réglage de la torche mécanisée .....................................................................3T-1
SECTION 4 SYSTÈME : FONCTIONNEMENT ............................................................ 4-1
4.01 Commandes et caractéristiques du panneau de commande ........................... 4-1
4.02 Préparation en vue de l'exploitation ................................................................ 4-4
SECTION 4 TORCHE : FONCTIONNEMENT ............................................................. 4T-1
4T.01 Sélection des pièces de la torche ...................................................................4T-1
4T.02 Qualité de la coupe ........................................................................................4T-1
4T.03 Informations générales relatives à la coupe ...................................................4T-2
4T.04 Fonctionnement de la torche manuelle ..........................................................4T-3
4T.05 Gougeage .......................................................................................................4T-6
4T.06 Fonctionnement de la torche mécanisée ........................................................4T-7
4T.07 Sélection des pièces pour la coupe à la torche manuelle et mécanisée ..........4T-8
4T.08 Vitesses de coupe recommandées avec pointe non protégée ........................4T-9
4T.09 Vitesses de coupe recommandées avec pointe protégée .............................4T-12

TABLE DES MATIÈRES
INFORMATIONS RELATIVES AUX BREVETS ......................................................... 4T-15
SECTION 5 SYSTÈME : ENTRETIEN ...................................................................... 5-1
5.01 Entretien général ............................................................................................. 5-1
5.02 Calendrier d’entretien ...................................................................................... 5-2
5.03 Pannes courantes ........................................................................................... 5-3
5.04 Indicateur de défaillance ................................................................................. 5-4
5.05 Guide de dépannage de base .......................................................................... 5-4
5.06 Remplacement des pièces de base du bloc d'alimentation ............................. 5-8
SECTION 5 TORCHE : ENTRETIEN ....................................................................... 5T-1
5T.01 Entretien général ............................................................................................5T-1
5T.02 Inspection et remplacement des pièces consommables de la torche .............5T-2
SECTION 6 : NOMENCLATURE DES PIÈCES ............................................................ 6-1
6.01 Introduction .................................................................................................... 6-1
6.02 Informations relatives à la commande ............................................................ 6-1
6.03 Remplacement du bloc d'alimentation ............................................................ 6-1
6.04 Pièces de rechange du bloc d'alimentation ..................................................... 6-2
6.05 Options et accessoires .................................................................................... 6-2
6.06 Pièces de rechange externes (plastique) ........................................................ 6-3
6.07 Pièces de rechange pour la torche manuelle .................................................. 6-4
6.08 Consommables de la torche (SL60) ................................................................ 6-5
6.09 Consommables de la torche (SL100) .............................................................. 6-6
ANNEXE 1: INFORMATIONS DE LA PLAQUETTE SIGNALÉTIQUE .................................... A-1
ANNEXE 2: SCHÉMAS DE BROCHAGE DE LA TORCHE ................................................ A-2
ANNEXE 3: SCHÉMAS DE CONNEXION DE LA TORCHE ............................................... A-3
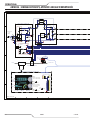
ANNEXE 4 : SCHÉMA DE PRINCIPE, APPAREILS 208/460 V MONOPHASÉS ....................... A-4
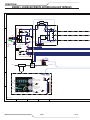
ANNEXE 5 : SCHÉMA DE PRINCIPE, APPAREILS 208/460 V TRIPHASÉS .......................... A-6
ANNEXE 6 : HISTORIQUE DES PUBLICATIONS ......................................................... A-8

CUTMASTER 60i
0-5436FR INFORMATIONS GÉNÉRALES
1-1
SECTION 1: INFORMATIONS
GÉNÉRALES
1.04 Note, Attention et Avertissement
Dans ce manuel, les mots “note,” “attention,” et “avertisse-
ment” sont utilisés pour mettre en relief des informations
à caractère important. Ces mises en relief sont classiées
comme suit :
REMARQUE!
Fonction, procédé ou renseignement de base qui
nécessite une plus grande attention ou contribue au
bon fonctionnement du système.
!
MISE EN GARDE
Procédé qui, s'il n'est pas suivi correctement, peut
endommager l'équipement.
!
AVERTISSEMENT
Procédé qui, s'il n'est pas suivi correctement, peut
causer des lésions à l'utilisateur ou aux personnes
dans la zone d'exploitation.
AVERTISSEMENT
Fournit des renseignements relatifs à d’éventuelles
blessures se devant à une décharge électrique. Les
avertissements seront encadrés par deux lignes
noires épaisses comme celles-ci.
1.05 Précautions De Sécurité Importantes
!
AVERTISSEMENT
L’OPÉRATION ET LA MAINTENANCE DU MATÉRIEL DE
SOUDAGE À L’ARC AU JET DE PLASMA PEUVENT PRÉ-
SENTER DES RISQUES ET DES DANGERS DE SANTÉ.
Coupant à l’arc au jet de plasma produit de l’énergie
électrique haute tension et des émissions magné-
tique qui peuvent interférer la fonction propre d’un
“pacemaker” cardiaque, les appareils auditif, ou autre
matériel de santé electronique. Ceux qui travail près
d’une application à l’arc au jet de plasma devrait
consulter leur membre professionel de médication et
le manufacturier de matériel de santé pour détermi-
ner s’il existe des risques de santé.
Il faut communiquer aux opérateurs et au personnel
TOUS les dangers possibles. An d’éviter les blessures
possibles, lisez, comprenez et suivez tous les avertis-
sements, toutes les précautions de sécurité et toutes
les consignes avant d’utiliser le matériel. Composez
le + 603-298-5711 ou votre distributeur local si vous
avez des questions.
FUMÉE et GAZ
La fumée et les gaz produits par le procédé de jet de plasma
peuvent présenter des risques et des dangers de santé.
• Eloignez toute fumée et gaz de votre zone de respiration.
Gardez votre tête hors de la plume de fumée provenant
du chalumeau.
• Utilisez un appareil respiratoire à alimentation en air si
l’aération fournie ne permet pas d’éliminer la fumée et
les gaz.
• Les sortes de gaz et de fumée provenant de l’arc de
plasma dépendent du genre de métal utilisé, des
revêtements se trouvant sur le métal et des diérents
procédés. Vous devez prendre soin lorsque vous coupez
ou soudez tout métal pouvant contenir un ou plusieurs
des éléments suivants:
antimoine cadmium mercure
argent chrome nickel
arsenic cobalt plomb
baryum cuivre sélénium
béryllium manganèse vanadium
• Lisez toujours les ches de données sur la sécurité des
matières (sigle américain “SDS/GHS”); celles-ci devraient
être fournies avec le matériel que vous utilisez. Les SDS/
GHS contiennent des renseignements quant à la quan-
tité et la nature de la fumée et des gaz pouvant poser
des dangers de santé.
• Pour des informations sur la manière de tester la fumée
et les gaz de votre lieu de travail, consultez l’article 1 et
les documents cités à la page 5.
• Utilisez un équipement spécial tel que des tables de
coupe à débit d’eau ou à courant descendant pour capter
la fumée et les gaz.
• N’utilisez pas le chalumeau au jet de plasma dans une
zone où se trouvent des matières ou des gaz combus-
tibles ou explosifs.
• Le phosgène, un gaz toxique, est généré par la fumée
provenant des solvants et des produits de nettoyage
chlorés. Eliminez toute source de telle fumée.
• AVERTISSEMENT: Ce produit contient des produits
chimiques, notamment du plomb, reconnu par l'État de
la Californie pour causer des malformations congénitales
et d'autres dommages touchant le système reproductif.
Se laver les mains après manipulation.
CHOC ELECTRIQUE
Les chocs électriques peuvent blesser ou même tuer. Le
procédé au jet de plasma requiert et produit de l’énergie

CUTMASTER 60i
INFORMATIONS GÉNÉRALES 0-5436FR
1-2
électrique haute tension. Cette énergie électrique peut
produire des chocs graves, voire mortels, pour l’opérateur
et les autres personnes sur le lieu de travail.
• Ne touchez jamais une pièce “sous tension” ou “vive”;
portez des gants et des vêtements secs. Isolez-vous
de la pièce de travail ou des autres parties du circuit de
soudage.
• Réparez ou remplacez toute pièce usée ou endommagée.
• Prenez des soins particuliers lorsque la zone de travail
est humide ou moite.
• Montez et maintenez le matériel conformément au Code
électrique national des Etats-Unis. (Voir la page 5, article
9.)
• Débranchez l’alimentation électrique avant tout travail
d’entretien ou de réparation.
• Lisez et respectez toutes les consignes du Manuel de
consignes.
INCENDIE ET EXPLOSION
Les incendies et les explosions peuvent résulter des scories
chaudes, des étincelles ou de l’arc de plasma. Le procédé à
l’arc de plasma produit du métal, des étincelles, des scories
chaudes pouvant mettre le feu aux matières combustibles
ou provoquer l’explosion de fumées inammables.
• Soyez certain qu’aucune matière combustible ou inam-
mable ne se trouve sur le lieu de travail. Protégez toute
telle matière qu’il est impossible de retirer de la zone de
travail.
• Procurez une bonne aération de toutes les fumées inam-
mables ou explosives.
• Ne coupez pas et ne soudez pas les conteneurs ayant pu
renfermer des matières combustibles.
• Prévoyez une veille d’incendie lors de tout travail dans
une zone présentant des dangers d’incendie.
• Le gas hydrogène peut se former ou s’accumuler sous
les pièces de travail en aluminium lorsqu’elles sont cou-
pées sous l’eau ou sur une table d’eau. NE PAS couper
les alliages en aluminium sous l’eau ou sur une table
d’eau à moins que le gas hydrogène peut s’échapper
ou se dissiper. Le gas hydrogène accumulé explosera si
enammé.
RAYONS D’ARC DE PLASMA
Les rayons provenant de l’arc de plasma peuvent blesser
vos yeux et brûler votre peau. Le procédé à l’arc de plasma
produit une lumière infra-rouge et des rayons ultra-violets
très forts. Ces rayons d’arc nuiront à vos yeux et brûleront
votre peau si vous ne vous protégez pas correctement.
• Pour protéger vos yeux, portez toujours un casque ou un
écran de soudeur. Portez toujours des lunettes de sécurité
munies de parois latérales ou des lunettes de protection
ou une autre sorte de protection oculaire.
• Portez des gants de soudeur et un vêtement protecteur
approprié pour protéger votre peau contre les étincelles
et les rayons de l’arc.
• Maintenez votre casque et vos lunettes de protection en
bon état. Remplacez toute lentille sale ou comportant
ssure ou rognure.
• Protégez les autres personnes se trouvant sur la zone de
travail contre les rayons de l’arc en fournissant des cabines
ou des écrans de protection.
• Utilisez la nuance de lentille qui est suggèrée dans le
recommendation qui suivent ANSI/ASC Z49.1:
Nuance Minimum Nuance Suggerée
Courant Arc Protective Numéro Numéro
Moins de 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* Ces valeurs s’appliquent ou l’arc actuel est
observé clairement. L’experience a démontrer
que les ltres moins foncés peuvent être utilisés
quand l’arc est caché par moiceau de travail.
BRUIT
Le bruit peut provoquer une perte permanente de l’ouïe. Les
procédés de soudage à l’arc de plasma peuvent provoquer
des niveaux sonores supérieurs aux limites normalement
acceptables. Vous dú4ez vous protéger les oreilles contre
les bruits forts an d’éviter une perte permanente de l’ouïe.
• Pour protéger votre ouïe contre les bruits forts, portez des
tampons protecteurs et/ou des protections auriculaires.
Protégez également les autres personnes se trouvant sur
le lieu de travail.
• Il faut mesurer les niveaux sonores an d’assurer que les
décibels (le bruit) ne dépassent pas les niveaux sûrs.
• Pour des renseignements sur la manière de tester le bruit,
consultez l’article 1, page 5.
!
AVERTISSEMENT
AVERTISSEMENT: Ce produit contient des produits
chimiques, notamment du plomb, reconnu par l'État de la
Californie pour causer des malformations congénitales et
d'autres dommages touchant le système reproductif.
Se laver
les mains après manipulation.

CUTMASTER 60i
0-5436FR INFORMATIONS GÉNÉRALES
1-3
1.06 Documents De Reference
Consultez les normes suivantes ou les révisions les plus
récentes ayant été faites à celles-ci pour de plus amples
renseignements :
1. OSHA, NORMES DE SÉCURITÉ DU TRAVAIL ET DE PROTEC-
TION DE LA SANTÉ, 29CFR 1910, disponible auprès du
Superintendent of Documents, U.S. Government Printing
Oce, Washington, D.C. 20402
2. Norme ANSI Z49.1, LA SÉCURITÉ DES OPÉRATIONS DE
COUPE ET DE SOUDAGE, disponible auprès de la Société
Américaine de Soudage (American Welding Society), 550
N.W. LeJeune Rd., Miami, FL 33126
3. NIOSH, LA SÉCURITÉ ET LA SANTÉ LORS DES OPÉRATIONS
DE COUPE ET DE SOUDAGE À L’ARC ET AU GAZ, disponible
auprès du Superintendent of Documents, U.S. Govern-
ment Printing Oce, Washington, D.C. 20402
4. Norme ANSI Z87.1, PRATIQUES SURES POUR LA PROTEC-
TION DES YEUX ET DU VISAGE AU TRAVAIL ET DANS LES
ECOLES, disponible de l’Institut Américain des Normes
Nationales (American National Standards Institute), 1430
Broadway, New York, NY 10018
5. Norme ANSI Z41.1, NORMES POUR LES CHAUSSURES
PROTECTRICES, disponible auprès de l’American National
Standards Institute, 1430 Broadway, New York, NY 10018
6. Norme ANSI Z49.2, PRÉVENTION DES INCENDIES LORS
DE L’EMPLOI DE PROCÉDÉS DE COUPE ET DE SOUDAGE,
disponible auprès de l’American National Standards
Institute, 1430 Broadway, New York, NY 10018
7. Norme A6.0 de l’Association Américaine du Soudage
(AWS), LE SOUDAGE ET LA COUPE DE CONTENEURS
AYANT RENFERMÉ DES PRODUITS COMBUSTIBLES, dis-
ponible auprès de la American Welding Society, 550 N.W.
LeJeune Rd., Miami, FL 33126
8. Norme 51 de l’Association Américaine pour la Protection
contre les Incendies (NFPA), LES SYSTEMES À GAZ AVEC
ALIMENTATION EN OXYGENE POUR LE SOUDAGE, LA
COUPE ET LES PROCÉDÉS ASSOCIÉS, disponible auprès
de la National Fire Protection Association, Batterymarch
Park, Quincy, MA 02269
9. Norme 70 de la NFPA, CODE ELECTRIQUE NATIONAL, dis-
ponible auprès de la National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269
10. Norme 51B de la NFPA, LES PROCÉDÉS DE COUPE ET DE
SOUDAGE, disponible auprès de la National Fire Protec-
tion Association, Batterymarch Park, Quincy, MA 02269
11. Brochure GCA P-1, LA MANIPULATION SANS RISQUE
DES GAZ COMPRIMÉS EN CYLINDRES, disponible auprès
de l’Association des Gaz Comprimés (Compressed Gas
Association), 1235 Jeerson Davis Highway, Suite 501,
Arlington, VA 22202
12. Norme CSA W117.2, CODE DE SÉCURITÉ POUR LE SOU-
DAGE ET LA COUPE, disponible auprès de l’Association
des Normes Canadiennes, Standards Sales, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada, M9W 1R3
13. Livret NWSA, BIBLIOGRAPHIE SUR LA SÉCURITÉ DU
SOUDAGE, disponible auprès de l’Association Nationale
de Fournitures de Soudage (National Welding Supply
Association), 1900 Arch Street, Philadelphia, PA 19103
14. Norme AWSF4.1 de l’Association Américaine de Soudage,
RECOMMANDATIONS DE PRATIQUES SURES POUR LA
PRÉPARATION À LA COUPE ET AU SOUDAGE DE CONTE-
NEURS ET TUYAUX AYANT RENFERMÉ DES PRODUITS
DANGEREUX , disponible auprès de la American Welding
Society, 550 N.W. LeJeune Rd., Miami, FL 33126
15. Norme ANSI Z88.2, PRATIQUES DE PROTECTION RES-
PIRATOIRE, disponible auprès de l’American National
Standards Institute, 1430 Broadway, New York, NY 10018

CUTMASTER 60i
INFORMATIONS GÉNÉRALES 0-5436FR
1-4
1.07 DÉCLARATION DE GARANTIE
GARANTIE LIMITÉE : Sous réserves des conditions ci-après, ESAB garantit à l'acheteur au détail initial que les nouveaux systèmes
de coupage à l'arc Plasma Thermal Dynamics CutMaster™ vendus après la date d'entrée en vigueur de ladite garantie sont exempts
de défauts de matériel et de vices de fabrication. En cas de constat de non-conformité à ladite garantie survenue au cours de la
période de validité énoncée ci-dessous, ESAB s'engage, après notication de sa part et preuves à l'appui que le produit a bien été
entreposé, exploité et entretenu conformément aux spécications, instructions, recommandations de Thermal Dynamics et aux
procédures sanctionnées par la pratique industrielle, à corriger lesdits défauts en réparant ou en remplaçant le produit.
Cette garantie est exclusive et remplace toute garantie de qualité marchande ou de bon fonctionnement pour une
utilisation particulière.
Seul juge en la matière, ESAB réparera ou remplacera dans les délais précisés ci-après les pièces ou les composants sous garantie,
dont la défaillance est imputable à des défauts de matériel ou de vices de fabrication. Prière d'aviser ESAB de toute défaillance
dans les 30 jours. Dans ce cas, ESAB fournira les instructions relatives à l'Application des conditions de garantie.
ESAB honorera les réclamations sous garantie soumises durant les périodes de garantie répertoriées ci-dessous. Les périodes
de garantie entrent en vigueur à la date à laquelle le produit a été vendu à l'acheteur au détail initial, ou 1 an après la vente à un
distributeur agréé par Thermal Dynamics.
VALIDITÉ DE LA GARANTIE LIMITÉE
Produit Composants du bloc d'alimentation (Pièces et main-d'œuvre) Torche et ls (Pièces et main-d'œuvre)
U.S. Non américain
Cutmaster® 60i 4ans 3ans 1an
La présente garantie ne couvre pas :
1. Aux consommables, tels que les pointes, les électrodes, les boucliers, les joints toriques, les cartouches d'amorçage, les
distributeurs de gaz, les fusibles, les ltres.
2. Équipement qui a été modié par un tiers non autorisé, INcorrectement installé, exploité de manière inadéquate ou détourné
de l'usage prévu par les normes sectorielles.
En cas de réclamation dans le cadre de ladite garantie, les voies de recours laissées à la discrétion de ESAB incluront :
1. Réparation du produit défectueux.
2. Remplacement du produit défectueux.
3. Remboursement des coûts de réparation raisonnables dûment autorisés au préalable par Thermal Dynamics.
4. Établissement d'un crédit à la hauteur du prix d'achat duquel la dégradation matérielle provenant de l'usage réel sera
déduite.
Lesdites voies de recours peuvent être autorisées par Thermal Dynamics et sont franco bord de West Lebanon, NH ou dans un centre
de réparations agréé par ESAB. Les frais de renvoi du produit à réparer incombent au propriétaire et les coûts de déplacement ou
de transport ne font l'objet d'aucun remboursement.
LIMITATION DE RESPONSABILITÉ : ESAB ne sera en aucun cas responsable des dommages particuliers ou indirects comme, mais
non limités à : endommagement ou perte des biens achetés ou remplacés, ou réclamations de la part des clients du distributeur
(dénommés ci-après « Acheteur ») en cas d'interruption de service. Les voies de recours de l'acheteur énoncées ci-après sont exclusives
et la responsabilité d'ESAB en ce qui concerne un contrat quelconque, ou tout acte y aérent, y compris l'exécution ou la violation dudit
contrat, ou découlant de la fabrication, vente, livraison, revente ou utilisation des biens couverts ou fournis par ESAB, qu'il s'agisse d'une
conséquence du contrat, d'une négligence, d'un acte dommageable ou des clauses d'une garantie quelconque ou autre, ne devront pas,
sauf disPosition expresse contraire, dépasser le prix des biens sur lequel se fonde la responsabilité.
L'utilisation de pièces de rechange ou d'accessoires susceptibles de compromettre la sécurité ou les prestations de l'un des produits
Thermal Dynamics entraîne la déchéance de la présente garantie.
La présente garantie est nulle et non avenue si le produit Thermal Dynamics est vendu par des personnes non autorisées.
En vigueur le lundi 12 décembre 2016

CUTMASTER 60i
0-5436FR Introduction
2-1
Section 2 Système : Introduction
2.01 Comment utiliser ce manuel
Le présent manuel de l’utilisateur s'applique uniquement aux produits répertoriés à la page i.
Pour assurer une exploitation sûre de l'appareil, lire le manuel dans son intégralité, notamment le chapitre concernant les
directives de sécurité et les avertissements.
Les mentions AVERTISSEMENT, MISE EN GARDE et REMARQUE peuvent gurer tout au long de ce manuel. Accorder une
attention particulière à l’information fournie sous ces mentions. Ces annotations se reconnaissent facilement comme suit :
REMARQUE!
Fonction, procédé ou renseignement de base qui
nécessite une plus grande attention ou contribue au
bon fonctionnement du système.
!
MISE EN GARDE
Procédé qui, s'il n'est pas suivi correctement, peut
endommager l'équipement.
!
AVERTISSEMENT
Procédé qui, s'il n'est pas suivi correctement, peut
causer des lésions à l'utilisateur ou aux personnes
dans la zone d'exploitation.
AVERTISSEMENT
Fournit des renseignements relatifs à d’éventuelles
blessures se devant à une décharge électrique. Les
avertissements seront encadrés par deux lignes
noires épaisses comme celles-ci.
D’autres exemplaires du présent manuel sont disponibles à la vente, contactez Thermal Dynamics à l'adresse et au numéro
de téléphone de votre région indiqués sur la quatrième de couverture du présent manuel. Indiquer le numéro du manuel
d'utilisation et les numéros d'Identication de l'équipement.
Des exemplaires électroniques de ce manuel peuvent également être téléchargés gratuitement en format Acrobat PDF en
visitant le site Web d'ESAB indiqué ci-dessous et en cliquant sur "Product Support" / "ESAB Documentation" / "Download
Library", puis en naviguant jusqu'à "Plasma Equipment" et "Manual".
http://www.esab.com
2.02 Identication de l'équipement
Le numéro d’Identication (caractéristiques ou numéro de pièce), le nom du modèle et le numéro de série se trouvent en
général sur une plaquette Signalétique xée à la base. Équipement sans plaquette Signalétique comme une torche ou
un câblage, identiés uniquement par la caractéristique ou la référence imprimée sur une étiquette libre ou l'emballage
d'expédition. Inscrire ces numéros au bas de la page 1 pour référence ultérieure.

CUTMASTER 60i
Introduction 0-5436FR
2-2
2.03 Réception de l'équipement
Lors de la réception de l’équipement, faire l’inventaire de la livraison et le Comparer à la facture pour s'assurer qu’il ne
manque aucun élément, puis inspecter l’équipement pour s'assurer qu’il n’a pas été endommagé durant la livraison. En
cas de dommages, entrer immédiatement en CONTACT avec le transporteur an de faire une demande d'indemnisation.
S'adresser à l’endroit indiqué au verso de la couverture de ce manuel et fournissez tous les renseignements nécessaires à
la demande d'indemnisation en cas de dommages à l’équipement ou d’erreur de livraison.
Inscrire tous les numéros d'Identication de l'équipement comme décrit ci-dessus et fournir une Description complète de
la pièce défectueuse ou de l'erreur à la livraison.
Art# A-13290
Articles inclus :
• Bloc d'alimentation 60i
• Torche et ls SL60QD™
• Prise du câble de masse avec bride de serrage de pièce
• Kit de pièces de rechange (2 électrodes, 2 pointes, 1 bouclier)
• Mode d'emploi
• Clé à ltre
Déplacer l'équipement vers le lieu de travail avant de retirer l'appareil de sa boîte. Redoubler de vigilance an de
ne pas endommager les équipements au moment d'ouvrir la boîte.
2.04 Caractéristiques du bloc d'alimentation
monophasé
60i monophasé Caractéristiques du bloc d'alimentation
Alimentation d'entrée 208 - 480 V c.a. (187 - 528 V c.a.), monophasé, 50/60Hz
monophasé câble d'alimentation d'entrée Le bloc d'alimentation inclut un câble d'entrée 3/C 8 AWG monophasé de 9 pi avec che NEMA 6-50P.
Courant de sortie 10 à 60 A, réglage en continu
Capacité de ltration du gaz du bloc
d'alimentation
Particules jusqu'à 5 microns
Pression d'entrée maximale 125 PSI (8.6 bar)
Facteur de marche du bloc d'alimentation du 60i *
Température d'air ambiante
Valeur nominale du facteur de marches @ 40° C (104° F)
Plage de fonctionnement 0 °C - 50 °C
Valeurs nominales
Toutes les unités
Facteur de marche 50% 60% 100%
Courant
60A 50A 40 A
Tension en c.c.
126 122 119
* REMARQUE : le facteur de marche sera réduit si l’alimentation primaire (c.a.) est faible ou si la puissance de sortie (c.c.) est plus élevée que celle
indiquée au tableau.

CUTMASTER 60i
0-5436FR Introduction
2-3
Triphasé
60i Triphasé Caractéristiques du bloc d'alimentation
Alimentation d'entrée 208 - 480 V c.a. (187 - 528 V c.a.), triphasé, 50/60Hz
Triphasé câble d'alimentation
d'entrée
Le bloc d'alimentation inclut un câble d'entrée 4/C 12 AWG monophasé de 9
pi.
Courant de sortie 10 à 60 A, réglage en continu
Capacité de ltration du gaz du bloc
d'alimentation
Particules jusqu'à 5 microns
Pression d'entrée maximale 125 PSI (8.6 bar)
Facteur de marche du bloc d'alimentation du 60i *
Température d'air ambiante
Valeur nominale du facteur de marches @ 40° C (104° F)
Plage de fonctionnement 0 °C - 50 °C
Valeurs nominales
Toutes les unités
Facteur de marche 50% 60% 100%
Courant
60A 50A 40 A
Tension en c.c.
126 122 119
* REMARQUE : le facteur de marche sera réduit si l’alimentation primaire (c.a.) est faible ou si la puissance de sortie
(c.c.) est plus élevée que celle indiquée au tableau.
Capacité de coupe 60i
Recommandé Perçage Maximum
5/8" 5/8" 1 1/4"
Recommandations visant le générateur
Lorsqu'on utilise des générateurs pour alimenter le système de coupe au Plasma 60i, les valeurs suivantes constituent un
minimum et doivent être utilisées conjointement avec les valeurs répertoriées plus haut.
Spécications générateur 60i
Valeurs nominales de sortie du générateur Courant de sortie 60i Caractéristiques d'arc
15 kW 60A Intégrale
12 kW
60A Limitée
45A Intégrale
10 kW
45A Limitée
30A Intégrale
REMARQUE!
En raison de l'âge et l'état des circuits, deux générateurs avec les mêmes évaluations
peuvent produire des résultats diérents. Régler l'intensité en conséquence.

CUTMASTER 60i
Introduction 0-5436FR
2-4
536.47 mm
(21.121")
15.875 kg / 35 lb
199.3 mm
(7.847”)
359.3 mm
(14.146")
Art # A-13252FR
381 mm
(15")
150 mm
(6")
381 mm
(15")
150 mm
(6")
Art # A-13247FR
Dimensions et poids du bloc d'alimentation Exigences en matière de dégagement et de Ventilation
2.05 Caractéristiques du câblage d'alimentation
AVERTISSEMENT
Chaque système Cutmaster 60i est un dispositif monophasé OU triphasé
spécique. Il n'est pas possible de recongurer la phase d'un système. Ne pas
tenter de changer la phase en raison des risques de blessure inhérents.
monophasé
Câble d'entrée d'alimentation Cutmaster 60i monophasé - Exigences de câblage
Tension d’entrée Freq Puissance d'entrée Tailles recommandées
Volts Hz kVA I max I
1
e Fusible (A) Cordon souple (min. AWG)
monophasé
208 50/60 8.9 43 30.5 50 8 AWG (10mm
2
)
230 50/60 8.9 38.9 27.6 50 10AWG (10mm
2
)
380 50/60 8.9 23.5 16.7 30 12 AWG (2.5mm
2
)
400 50/60 8.9 22.4 15.9 30 14 AWG (2.5mm
2
)
415 50/60 8.9 21.6 15.3 30 14 AWG (2.5mm
2
)
480 50/60 8.9 18.6 13.2 30 14 AWG (2.5mm
2
)
Tension de lignes avec protection de circuit et tailles du câblage suggérées en fonction du Code national de l'électricité et du Code canadien de
l'électricité
Monophasé

CUTMASTER 60i
0-5436FR Introduction
2-5
Triphasé
Triphasé Bloc d'alimentation Cutmaster 60i Input Cable Wiring Exigences
Tension d’entrée Freq Puissance d'entrée Tailles recommandées
Volts Hz kVA I max I
1
e Fusible (A) Cordon souple (min. AWG)
Triphasé
208 50/60 9.1 26 18.5 40 12 AWG (2.5mm
2
)
230 50/60 9.1 23.3 16.5 30 12 AWG (2.5mm
2
)
380 50/60 8.9 13.8 9.8 20 14 AWG (2.5mm
2
)
400 50/60 8.9 13.2 9.4 20 14 AWG (2.5mm
2
)
415 50/60 9.1 12.8 9.1 20 16 AWG (1.5mm
2
)
480 50/60 9.2 11.3 8.0 15 16 AWG (1.5mm
2
)
Tension de lignes avec protection de circuit et tailles du câblage suggérées en fonction du Code national de l'électricité et du Code canadien de
l'électricité
Triphasé
REMARQUE!
Se reporter à la réglementation locale et nationale ou aux pouvoirs publics locaux compé-
tents pour obtenir les exigences de câblages nécessaires.
La taille du câble est déclassée en fonction du facteur de marche de l'équipement.
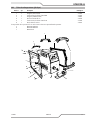
2.06 Caractéristiques du bloc d'alimentation
Poignée et enrouleur de câbles
Connecteur femelle des
fils de la torche
Panneau de commande
Prise du câble de masse
Art # A-13258FR
Cordon d'alimentation d'entrée
Port pour câble d'interface
d'automation en option
Port d'entrée du gaz
Système module filtre
Interrupteur MARCHE/ARRÊT
alimentation d'entrée
Art # A-13275FR

CUTMASTER 60i
Introduction 0-5436FR
2-6
Cette page est intentionnellement laissée vierge.

CUTMASTER 60i
0-5436FR INTRODUCTION
2T-1
SECTION 2 TORCHE : INTRODUCTION
2T.01 But du manuel
Ce manuel contient des descriptions, des instructionss de
fonctionnement et des procédures d'entretien relatives aux
modèles de torches manuelles SL60, SL60QD™ et SL100/
mécanisées de coupe au plasma. La réparation de cet
équipement est restreinte au personnel d’entretien formé
à cet eet ; le personnel non compétent ne doit pas essayer
de réparer ou de régler l’équipement au-delà de ce qui est
expliqué dans le manuel au risque d’annuler la garantie.
Lire ce manuel dans son intégralité. Une parfaite assimila-
tion des caractéristiques et des capacités de l'équipement
contribuent à garantir la abilité d'exécution pour laquelle
il a été conçu.
2T.02 Description générale
Les torches au plasma sont semblables à la bougie du mo-
teur d'une automobile. Elles disposent de segments à pôles
positif et négatif séparés par une section centrale isolée. À
l'intérieur de la torche, l'arc pilote s'amorce entre l'électrode
chargée négativement et la pointe chargée positivement.
Un fois le gaz plasma ionisé par l'arc pilote, la colonne de
gaz extrêmement chaud passe par le petit orice du bec de
la torche et est acheminé sur le métal à couper.
Un seul tuyau de torche fournit un gaz d'une seule source
qui sera utilisé comme gaz secondaire et plasma. La division
du débit d'air s'eectue à l'intérieur de la tête de la torche.
Un fonctionnement à un seul gaz est peu coûteux et se fait
avec une torche de petite dimension.
!
MISE EN GARDE
Même si les câbles de torche sont souples, il faut
savoir que les ls internes peuvent quand même
se casser. Do not exceed a 2" radius bend and avoid
repeated tight bends when possible.
REMARQUE!
Se reporter à la section 2T.05, Introduction au
plasma, pour une description plus approfondie du
fonctionnement d'une torche au plasma.
Voir les annexes pour de plus amples renseigne-
ments relatifs au bloc d'alimentation utilisée.
2T.03 Spécications
A. Congurations de la torche
1. Torche manuelle/à main, modèle SL60QD™
La tête de la torche manuelle forme un angle de 75°
par rapport à la poignée. Les torches manuelles sont
munies d'une poignée et d'une gâchette.
257 mm (10.125")
95 mm
(3.75"
)
29 mm (1.17")
Art # A-13246FR
2. Torche mécanisée, modèle
La torche automatisée standard comporte un tube
de positionnement avec un dispositif de xation à
pignon et crémaillère.
Ar
t # A-02998FC
1,175 po
/
44.5 mm
1,375 po / 35 mm
15,875 po / 403 mm
0,625 po /
16 mm
4,95 po / 126 mm
1,175 po / 30 mm
9,285 po / 236 mm
B. Longueur de ls de la torche
Les torches manuelles se présentent comme suit :
• 20pi/6,1m avec connecteurs ATC
• 50pi/15,2m avec connecteurs ATC
Les torches mécanisées présentent comme suit :
• 5pi/1,5m avec connecteurs ATC
• 10pi/3,05m avec connecteurs ATC
• 25pi/7,6m avec connecteurs ATC
• 50pi/15,2m avec connecteurs ATC
C. Pièces de la torche
Cartouche de démarreur, électrode, pointe, bouclier
D. Pièces en place (PIP)
La tête de la torche comporte un interrupteur intégré.
15 VDC circuit rating

CUTMASTER 60i
INTRODUCTION 0-5436FR
2T-2
E. Type de refroidissement
Mélange d'air ambiant et de courant gazeux dans la
torche.
F. Caractéristiques nominales de la torche
Caractéristiques de la torche manuelle
Température ambiante
104° F
40° C
Facteur de marche 100% à 60A à 400pi3/heure standard
Courant maximum 60A
Tension (V
crêt
e) 500V
Tension d’amorçage d’arc 500V
Caractéristiques de la torche mécanisée
Température ambiante
104° F
40° C
Facteur de marche 100% à 100A à 400pi3/heure standard
Courant maximum 120A
Tension (V
crêt
e) 500V
Tension d’amorçage d’arc 500V
G. Exigences en matière de gaz
Caractéristiques du gaz pour les torches manuelles et
mécanisées
Gaz (plasma et secondaire) Air comprimé
Pression de fonctionnement
Voir la REMARQUE
90 - 120 psi
6.2 - 8.3 bar
Pression d'entrée maximale 125psi/8,6bar
Flux de gaz (coupe et gougeage)
5 - 8.3 SCFM
300 - 500scfh
142 à 235l/min
!
AVERTISSEMENT
Cette torche ne doit pas être utilisée avec de
l'oxygène (O2).
Le SL60QD torche ne doit pas être utilisé sur un
système HF.
REMARQUE!
La pression de fonctionnement varie selon le modèle
de la torche, l'intensité du courant et la longueur du
l de la torche. Se reporter aux tableaux de réglage
de pression du gaz pour chacun des modèles.
H. Danger au contact direct
Depuis la pointe, la distance pointe/pièce recomman-
dée est de 3/16po / 4,7mm.
2T.04 Torche à débranchement rapide (Quick
Connection)
La nouvelle torche SL60QD™ (Déconnexion Rapide) a
été conçue pour permettre une permutation rapide de
l'ensemble poignée de torche au niveau du faisceau
de ls. Pour changer l'ensemble poignée de torche,
procéder comme suit :
1. Retirer l'ensemble poignée de torche en saisissant la
poignée dans une main et l'écrou de raccordement
et les câbles dans l'autre main.
2. Tourner l'écrou sur au moins un tour complet vers la
gauche (sens anti-horaire) et sortir l'ensemble poi-
gnée de torche des câbles en tirant en ligne droite.
3. Pour xer de nouveau l'ensemble, saisir les deux
composants et aligner soigneusement les pièces
de connexion interne.
4. Encher les deux composants.
5. Aligner le repère situé sur l'écrou de raccordement
avec celui situé sur le dessus de la poignée de la
torche et tourner vers la droite (sens horaire) pour
réunir les deux et établir les connexions internes. Ne
pas utiliser d'outils pour serrer.
2T.05 Option et accessoires
Consulter la section 6 pour connaître les options et les
accessoires.
2T.06 Introduction au plasma
A. Débit du gaz plasmagène
Le plasma est un gaz qui a été chaué à une température
extrêmement élevée et fortement ionisé an de devenir
conducteur d'électricité. Les procédés de coupage et
de gougeage à l'arc plasma utilisent ce plasma pour
transférer un arc électrique à la pièce à souder. Le
métal devant être coupé ou élimé fond sous l'eet de
la chaleur de l'arc avant d'être soué.
Contrairement à la coupe à l'arc plasma qui a pour but
de séparer le matériau, le gougeage à l'arc plasma sert
à éliminer les défauts du métal qu'il évacue à une pro-
fondeur et une largeur contrôlées.
Dans une torche de coupage au plasma, un gaz refroidi
pénètre dans la zone B, où il est chaué et ionisé par
un arc pilote amorcé entre l'électrode et la pointe de
la torche. L'arc électrique principal rejaillit ensuite sur
la pièce à travers la colonne de gaz plasmagène dans
la zone C.

CUTMASTER 60i
0-5436FR INTRODUCTION
2T-3
A-00002FC_AB
Pièce de travail
Source
d’alimentation
+
_
C
B
A
Détails de la tête typique d'une torche
En forçant le gaz plasmagène et l'arc électrique à travers
un orice de petite taille, la torche dégage une forte
concentration de chaleur sur une petite zone. Une fois
tendu, l’arc au plasma contracté s’établit dans la zone
C. Comme le montre l’illustration, le courant continu
(C.C.) à polarité directe est employé pour le coupage
à l’arc plasma.
La zone A achemine un gaz secondaire qui refroidit la
torche. Ce gaz aide également le gaz plasmagène très
rapide à évacuer le matériau fondu hors du trait, ce qui
mène à une découpe rapide et exempte de laitier.
B. Distribution du gaz
Le gaz simple utilisé est fractionné en interne en gaz
plasmagène et en gaz secondaire.
Le gaz plasmagène s'écoule dans la torche à travers le l
négatif, la cartouche du démarreur et autour de l'élec-
trode avant de s'échapper à travers l'orice de la pointe.
Le gaz secondaire s'écoule autour de la cartouche de
démarreur de la torche et sort entre la pointe et le bou-
clier pour enrober l'arc plasma.
C. Arc pilote
Une fois la torche amorcée, un arc pilote s'établit entre
l'électrode et la pointe de coupage ou de gougeage.
L'arc pilote en question crée un sillon de façon à ce que
l'arc principal puisse être transféré sur la pièce.
D. Arc principal
Le c.c. est également utilisé pour l'arc principal. La sortie
négative est raccordée à l'électrode de la torche par le
biais du l de celle-ci. Quant à la sortie positive, elle
est reliée à la pièce par le câble de masse et à la torche
par un l pilote.
E. Pièces en place (PIP)
La torche est dotée d'un circuit pièces en place (PIP).
Une fois correctement installé, le bouclier ferme un
interrupteur. La torche ne pourra pas fonctionner si
l'interrupteur est ouvert.
Gâchette
de la torche
Commutateur
de PIP
Tasse de
Bouclier
Au câblage de
câble de commande
Commutateur
de la torche
Schéma électrique des pièces en place pour la torche manuelle

CUTMASTER 60i
INTRODUCTION 0-5436FR
2T-4
Cette page est intentionnellement laissée vierge.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































ESAB CUTMASTER® 60i Plasma Cutting System Manuel utilisateur
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB Cutmaster 100 PLASMA CUTTING SYSTEM Manuel utilisateur
-
ESAB ESAB Cutmaster 120 Plasma Cutting System Manuel utilisateur
-
-
-
 Thermal Dynamics Cutmaster 60I PLASMA CUTTING SYSTEM Manuel utilisateur
Thermal Dynamics Cutmaster 60I PLASMA CUTTING SYSTEM Manuel utilisateur
-
-
-
-
ESAB A60i Plasma Cutting System Manuel utilisateur
-
