Cebora 285 Sound MIG 2035/M Pulse Manuel utilisateur
- Taper
- Manuel utilisateur

I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO Pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE Page 9
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE Seite.16
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL Page 24
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO Pag. 31
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO Pag. 38
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE Sivu.45
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING Side.52
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE Pag.59
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS Sid.66
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.73
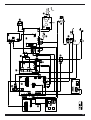
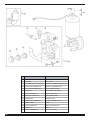
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten sel.: 81÷84
10/09/08
3.300.882/D
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

24
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous,
liés aux opérations de soudure. Pour des informations
plus détaillées, demander le manuel code 3.300.758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
• Installer et raccorder à la terre le poste à souder
selon les normes applicables.
• Ne pas toucher les pièces électriques sous ten-
sion ou les électrodes avec la peau nue, les gants ou les
vêtements mouillés.
• S’isoler de la terre et de la pièce à souder.
• S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
• Garder la tête en dehors des fumées.
• Opérer en présence d’une ventilation adéquate
et utiliser des aspirateurs dans la zone de l’arc
afin d’éviter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la
peau.
• Protéger les yeux à l’aide de masques de sou-
dure dotés de lentilles filtrantes et le corps au
moyen de vêtements adéquats.
• Protéger les autres à l’aide d’écrans ou rideaux adé-
quats.
RISQUE D’INCENDIE ET BRÛLURES
• Les étincelles (jets) peuvent causer des incen-
dies et brûler la peau; s’assurer donc qu’il n’y a
aucune matière inflammable dans les parages et
utiliser des vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des
bruits supérieurs à 80 dB. Le procédé de décou-
page au plasma/soudure peut produire des
niveaux de bruit supérieurs à cette limite; les utilisateurs
devront donc mette en oeuvre les précautions prévues
par la loi.
STIMULATEURS CARDIAQUES
• Les champs magnétiques générés par des courants
élevés peuvent affecter le fonctionnement des stimula-
teurs cardiaques. Les porteurs d’appareils électroniques
vitaux (stimulateurs cardiaques) devraient consulter le
médecin avant de se rapprocher aux opérations de sou-
dure à l’arc, découpage, décriquage ou soudure par
points.
EXPLOSIONS
• Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles
et les détendeurs de pression utilisés dans les opérations
de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10 et ne
doit être utilisée que pour des buts professionnels dans
un milieu industriel. En fait, il peut y avoir des difficultés
potentielles dans l’assurance de la compatibilité électro-
magnétique dans un milieu différent de celui industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
2 DESCRIPTIONS GENERALES
2.1 SPECIFICATIONS
Ce poste à souder est un générateur réalisé avec techno-
logie à ONDULEUR, pour la soudure MIG/MAG pulsé
synergique, MIG/MAG non pulsé synergique, MIG/MAG
conventionnel.
La machine ne peut être utilisée que pour les emplois
décrits dans le manuel.
La machine ne doit pas être utilisée pour décongeler les
tuyaux.
2.2 EXPLICATION DES DONNEES TECHNIQUES
IEC 60974.1 Le poste à souder est construit selon ces
EN 50199 normes internationales
N° Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
Convertisseur statique de fréquence
monophasé. Transformateur - redresseur.
MIG Indiqué pour la soudure MIG.
U0 Tension à vide secondaire.
X Facteur de marche en pour cent
Le facteur de marche exprime le pourcentage
de 10 minutes pendant lesquelles le poste à
souder peut opérer à un certain courant sans
1
~
f
1
f
2
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL

25
causer des surchauffes
I2 Courant de soudure
U2 Tension secondaire avec courant I2
U1 Tension nominale d’alimentation
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz
I
1
Max Courant maxi absorbé au correspondant
courant I
2
et tension U
2
.
I
1
eff C'est la valeur maximale du courant effectif
absorbé en considérant le facteur de
marche.
Cette valeur correspond habituellement à la
capacité du fusible (de type retardé) à utiliser
comme protection pour la machine.
IP23 C. Degré de protection de la carcasse.
Degré 3 en tant que deuxième chiffre signi-
fie que cette machine peut être utilisée à
l'extérieur sous la pluie. La lettre additionnelle
C signifie que la machine est protégée contre
l'accès d'un outil (diamètre 2,5 mm) aux
pièces sous tension du circuit d'alimentation.
Indiqué pour opérer dans des milieux avec
risque accru.
N.B.: En outre le poste à souder a été conçu pour opérer
dans des milieux avec degré de pollution 3. (Voir IEC 664).
2.3 PROTECTIONS
2.3.1 Protection d'arrêt
En cas de mauvais fonctionnement, sur le display G peut
apparaître un numéro clignotant, notamment:
52 = bouton de start appuyé pendant la mise en
marche.
53 = bouton de start appuyé pendant le rétablissement
du thermostat.
56 = Court-circuit prolongé entre le fil de soudure et la
matière à souder.
Arrêter et remettre en marche la machine.
Au cas où le display affiche des numéros différents,
contacter le service après-vente.
2.3.2 Protection mécanique (bouton de sécurité)
L'ouverture du panneau latéral mobile fait activer le bou-
ton de sécurité qui empêche le fonctionnement du poste
à souder. Cette protection, signalée par le sigle clignotant
"OPn" sur le display G, prévient toute situation de danger
lorsque l'opérateur remplace le galet du groupe d'entraî-
nement fil ou le fil de soudure.
2.3.3 Protection thermique
Cette machine est protégée par un thermostat empê-
chant le fonctionnement de la machine au dépassement
des températures admises. Dans ces conditions, le ven-
tilateur continue à fonctionner et le display G affiche, en
mode clignotant, le sigle "OPn".
3 INSTALLATION
Contrôler que la tension d'alimentation correspond à la
valeur indiquée sur la plaquette des données techniques
du poste à souder.
Brancher une fiche de capacité suffisante sur le cordon
d'alimentation en s'assurant que le conducteur vert/jaune
est relié à la borne de terre.
S
La capacité de l'interrupteur magnétothermique ou des
fusibles, en série à l'alimentation, doit être égale au cou-
rant I1 absorbé par la machine.
3.1 Mise en oeuvre
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés en conformité et dans le plein respect de la loi de
prévention des accidents en vigueur (norme CEI 26-10 -
CENELEC HD 427).
3.2 COMMANDES SUR LE PANNEAU AVANT
A - VOYANT Hold jaune
Signale que le courant affiché par le display G est le véri-
table courant utilisé en soudure. S'allume à la fin de
chaque opération de soudure.
B - Bouton de réglage de la vitesse du fil.
En tournant ce bouton:
• lorsqu'on utilise des programmes conventionnels, le
display G affiche la vitesse en mètres/minute.
• lorsqu'on utilise des programmes synergiques (pulsés
ou bien conventionnels), le display G affiche le courant
avec lequel la soudure sera exécutée.
• lorsqu'on utilise des programmes synergiques pulsés,
le display Q affiche, pendant 2 secondes environ, l'épais-
seur conseillée pour le courant devant être défini, et
revient en suite à afficher le numéro du programme de
soudure choisi.
C - VOYANT de couleur verte.
Signale l'activation du mode de soudure par points ou
par intermittence lorsqu'il est allumé en même temps que
le voyant M.
D - Bouton de réglage
Ce bouton règle le temps de pointage ou de travail en
cours de soudure par intermittence.
E - Fixation centralisée
Pour le branchement de la torche de soudure.
F - Prise de masse
Prise pour le branchement du câble de masse.
G - Display à 3 chiffres
Ce display affiche:
• pendant le choix des programmes synergiques (bouton
R), le type de matière relative au programme choisi (FE =
Fer, AL = Aluminium, SS = Acier inoxydable).
• dans les programmes conventionnels, avant la soudure,
la vitesse du fil et, après la soudure, le courant.
• dans les programmes synergiques, avant la soudure, la
vitesse ou le courant préétabli et, après la soudure, le
véritable courant utilisé.
• dans les programmes conventionnels et synergiques,
pulsés et conventionnels, les variations de longueur d'arc
(bouton I) et les variations d'impédance (bouton P) par
rapport à la position recommandée de zéro.
• le sigle "OPn" (clignotant) lorsque le volet de l'emplace-
ment moteur est ouvert.
• le sigle " OPn (clignotant) lors de l'intervention du ther-

26
mostat.
• dans les fonctions de marche (pour plus d'éclaircisse-
ments voir chapitre 5), affiche les sigles: dSP, Job, PrF,
PoF, Acc, bb, HSA, SC, Len, Slo, 3L, CrC, 2-4.
• dans le menu des mémoires, la lettre P suivie de deux
chiffres représentant le numéro de la mémoire. Pour plus
d'éclaircissements lire le chapitre 6.
H - VOYANT vert.
Signale que le programme utilisé pour la soudure est
pulsé synergique.
I - Bouton de réglage.
Dans les programmes conventionnels, varie la tension de
soudure. Plage de réglage 1 - 10.
Dans les programmes synergiques et pulsés synergiques,
l'aiguille de ce bouton doit être placée sur le symbole
"SYNERGIC " au milieu de la plage de réglage; ce sym-
bole représente le réglage recommandé par le fabricant.
A l'aide de ce bouton, il est possible de corriger la valeur
de la longueur d'arc. La variation de cette grandeur, en
positif ou en négatif, par rapport à la valeur de réglage
"SYNERGIC", est affichée sur le display G qui, 2
secondes après la dernière correction, affichera la gran-
deur précédente.
L - VOYANT de couleur verte.
Signale l'activation du mode de soudure en continu.
M - VOYANT de couleur verte.
Signale l'activation du mode de soudure par intermitten-
ce. S'allume en même temps que le voyant C.
N - Bouton de réglage.
Ce bouton règle le temps de pause entre deux traits de
soudure.
O - Touche.
La pression et le relâchement de cette touche modifient,
en l'augmentant, la valeur numérique du display Q.
Si appuyée en même temps que la touche R, permet de
sélectionner les fonctions de marche et les mémoires et
sert à mémoriser les programmes. (Voir chapitre 6)
P - Bouton de réglage.
Dans les programmes conventionnels Plage de réglage
1÷10
Ce bouton règle la valeur de l'impédance.
Pour chaque programme synergique, la valeur optimisée
correspond à la position 0. La machine règle automati-
quement la correcte valeur d'impédance selon le pro-
gramme sélectionné. L'opérateur peut corriger la valeur
PULSEPULSEPULSE
Art.
285
1
2
3
4
7
8
9
10
5
6
1
2
3
4
7
8
9
10
5
6
V
A
®
INVERTER
MIG 2035
/
M
MIG 2035
/
M
MIG
SINERGIC
888
MIG
PULSE
HOLD
11
22
33
44
55
66
77
88
99
10 10
5
4
3
2
1
0
1
2
3
4
5
88
P
F
E
D
C
B
A
H
I
L
M
N
O
P
Q
R
S
G
Fig. 1

27
définie et, en tournant le potentiomètre vers le +, obtien-
dra des soudures plus chaudes et moins pénétrantes et,
en revanche, en tournant vers le - , obtiendra des sou-
dures plus froides et plus pénétrantes.
La variation en + ou un - par rapport au 0 central, en sou-
dant avec un programme synergique, pourrait demander
une correction de la tension de travail au moyen du
potentiomètre I.
La variation est affichée sur le display G qui, 2 secondes
après la dernière correction, affichera la grandeur précé-
dente.
Q - Display à 2 chiffres.
Ce display affiche:
• le numéro de programme sélectionné.
• pendant 2 secondes, la valeur de l'épaisseur lorsqu'on
tourne le bouton B dans les programmes synergiques
pulsés.
• à l'intérieur des fonctions de marche, la valeur numé-
rique de la grandeur affichée par le display G ou bien les
sigles "On, OF, Au, A, SP, 0, 1, 2, 4". Pour plus d'éclair-
cissements lire le chapitre 5.
• dans le menu des mémoires, indique le numéro de pro-
gramme auquel se réfère la mémorisation ou le rappel de
la mémoire. Pour plus d'éclaircissements lire le chapitre 6.
R - Touche.
La pression et le relâchement de cette touche modifient,
en la diminuant, la valeur numérique du display Q.
Si appuyée en même temps que la touche O, permet de
sélectionner les fonctions de marche et les mémoires.
(Voir chapitres concernant les fonctions ci-dessus)
S - Connecteur 10 pôles
Pour le branchement du mâle 10 pôles de la torche Pull
2003.
3.3 COMMANDES SUR LE PANNEAU ARRIERE (Fig.2)
T - Raccord gaz.
U - Interrupteur.
Met en marche et arrête la machine.
V - Points de fixation pour kit bobine 15 Kg Art. 129
3.4 Connecteur type DB9 (RS 232) (Fig. .3)
A employer pour la mise à jour des programmes des
microprocesseurs.
4 SOUDURE
4.1 MISE EN OEUVRE
Contrôler que le diamètre du fil correspond au diamètre
indiqué sur le galet d'entraînement fil et que le program-
me choisi est compatible avec la matière et le type de
gaz. Employer des galets d'entraînement fil avec gorge
en "U" pour les fils d'aluminium et avec gorge en "V" pour
les autres fils.
4.1.1 Raccordement du tuyau gaz
La bouteille de gaz doit être équipée d'un détendeur de
pression et d'un débitmètre.
Si la bouteille est placée sur la plate-forme porte-bou-
teilles du dévidoir, elle doit être fixée l'aide de la chaîne
prévue.
Ne raccorder le tuyau gaz sortant du côté arrière de la
machine au détendeur de pression qu'après avoir bien
rangé la bouteille. Le débit de gaz doit être réglé à envi-
ron 8-10 litres/minute.
IP 23C
15 /14,7 -200 /24
AVAV
X
(40°C)
I
2
U
2
60%35% 100%
160
A
200
A
145
A
22
V
24
V
21,2
V
U
0
64
V
U 230 50/60
1V Hz
I
1
max = 32
I20
A
1A
eff =
1
~
f
1
f
2
MADE IN ITALY
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
EN 60974-1
EN 50199
Nº
S
MIG 2035
/
M
PULSE
Art.
285
V
01
T
V
U
V
W
Fig. 3
Fig. 2

28
4.2 La machine est prête à souder
Lorsqu'on utilise la torche type Pull 2003, suivre les ins-
tructions jointes à la torche.
• Brancher la borne de masse à la pièce à souder.
• Positionner l'interrupteur U sur 1.
• Choisir le programme à utiliser de la liste située à l'inté-
rieur d'une enveloppe dans le panneau latéral mobile
(Fig.4).
• Afficher le numéro correspondant au programme sur le
display Q au moyen des touches O et R.
• Lorsqu'on sélectionne un programme synergique pulsé,
tourner le bouton B jusqu'à faire apparaître sur le display
Q l'épaisseur qui sera utilisée et le display G affichera, à
son tour, le courant correspondant à l'épaisseur choisie.
• Lorsqu'on utilise un programme synergique, vérifier que
les aiguilles des boutons I et P indiquent respectivement
l'inscription "SYNERGIC" et le zéro de l'échelle.
• Enlever la buse gaz.
• Desserrer la buse porte-courant.
• Insérer le fil dans la gaine guide-fil de la torche en s'as-
surant qu'il se trouve à l'intérieur de la gorge du galet et
que celui-ci est en position correcte, et ensuite fermer le
volet.
• Appuyer sur le bouton de la torche pour faire avancer le
fil jusqu'à le faire sortir de la torche.
Attention: garder le visage loin de la lance terminale lors
de la sortie du fil.
• Serrer la buse porte-courant en s'assurant que le
diamètre du trou est égal au fil employé.
• Monter la buse gaz.
• Ouvrir la bouteille
4.3 SOUDURE DES ACIERS AU CARBONE
Pour la soudure de ces métaux il faut:
• Employer un gaz de soudure à composition binaire,
notamment ARGON + CO2 avec pourcentages d'Argon à
partir de 75%. Avec ce mélange, le cordon de soudure
sera beau et bien raccordé.
En employant du CO2 pur en tant que gaz de protection,
on obtiendra des cordons étroits, avec une pénétration
plus profonde, mais avec une remarquable augmentation
des projections.
• Employer un fil d'apport ayant la même qualité de l'acier
à souder. Il est bien d'employer toujours des fils de bonne
qualité tout en évitant de souder avec des fils rouillés qui
pourraient provoquer des défauts de soudure.
• Eviter de souder sur des pièces rouillées ou bien pré-
sentant des taches d'huile ou de graisse.
4.4 SOUDURE DES ACIERS INOXYDABLES
La soudure des aciers inoxydables de la série 300 doit
être exécutée avec un gaz de protection ayant une haute
teneur en Argon et un faible pourcentage (2% environ)
d'oxygène O2 ou de gaz carbonique CO2.
Ne pas toucher le fil avec les mains. Il est important de
garder toujours la zone de soudure propre afin de pas
salir le joint à souder.
4.5 SOUDURE DE L'ALUMINIUM
Pour la soudure de l'aluminium il faut utiliser:
• Argon pur en tant que gaz de protection.
• Un fil d'apport ayant composition adéquate à la matiè-
re de base à souder.
• Utiliser des meules et des brosses spécifiques pour
l'aluminium sans jamais les utiliser pour les autres
matières.
• Pour la soudure de l'aluminium il faut utiliser la torche:
PULL 2003 Art. 2003.
5 FONCTIONS DE MARCHE
Les sigles de ces fonctions sont affichés par le display G.
A l'intérieur de ce menu l'opérateur peut personnaliser la
machine selon ses besoins.
Pour entrer dans ces fonctions, appuyer sur la touche R
et, en la gardant enfoncée, appuyer brièvement et relâ-
cher la touche O; à l'apparition du sigle "dSp", relâcher la
touche R.
La même opération doit être exécutée pour sortir des ces
fonctions et revenir aux programmes de soudure.
Pour passer d'une fonction à une autre, appuyer sur le
bouton de la torche.
La sortie des fonctions de marche confirme les variations
effectuées.
ATTENTION. A l'intérieur des fonctions de marche la sou-
dure n'est pas possible.
5.1 Description des fonctions
• dSp (display)
N'est active que dans les programmes de soudure
pulsés synergiques
Le display Q affiche "A", ce qui signifie qu'en conditions
normales le display G affiche les Ampères. En appuyant
sur la touche O, le display Q affiche SP (speed = vitesse).
Ce choix, opéré dans les conditions de soudure, permet-
tra au display G d'indiquer la vitesse du fil en
mètres/minute.
N.B. La vitesse sera indiquée avant la soudure car, après
la soudure, le display G affichera le courant utilisé et le
voyant A restera allumé.
Fig. 4

29
• Job (Travail)
Active dans tous les programmes de soudure
Le display Q affiche "0", le voyant L est allumé, la machi-
ne est prédisposée pour la soudure en continu.
En appuyant sur la touche O, le voyant L s'éteint, le display
Q affiche "1"; les voyants C et M s'allument, la machine est
prédisposée pour la soudure par intermittence.
En appuyant de nouveau sur la touche O, le display Q
affiche "2", le voyant M s'éteint et le voyant C reste
allumé, ce qui indique que la machine est prédisposée
pour le pointage.
• 2 - 4 (manuel - automatique)
Le display Q affiche le numéro 2 = deux temps = soudu-
re manuelle
Lorsqu'on appuie sur la touche O, le display Q affiche le
numéro 4 = 4 temps = Automatique.
• (HSA) Hot Start Automatique
N'est active que dans les programmes de soudure
pulsés synergiques
Attention: Si la fonction HSA est activée automatique-
ment, la fonction 3L est exclue.
Le display Q affiche le sigle OF = OFF = Arrêt.
Lorsqu'on appuie sur la touche O, le display Q affiche le
sigle On = Marche.
Si la fonction est activée en appuyant sur le bouton de la
torche, les sigles suivants apparaissent en séquence:
- SC (Courant de start)
Plage de réglage 1 - 20 (10 -200%) de la vitesse du fil
correspondant au courant de soudure défini à l'aide
du bouton B dans les programmes de soudure.
Réglage du fabricant 13 (130%). Peut être modifié à
l'aide des touches O et R.
- Len (Durée)
C'est le temps, exprimé en secondes, de durée du
courant de start affiché précédemment.
Plage de réglage 0,1 - 10 secs, réglage du fabricant
0,7. Peut être modifié à l'aide des touches O et R.
- Slo (Slope)
Plage de réglage 0,1 - 10 secs, réglage du fabricant
0,5. Peut être modifié à l'aide des touches O et R.
Définit le temps de raccordement entre le premier
courant (SC) et le courant de soudure défini à l'aide
du bouton B dans les programmes de soudure.
Comment ça se passe pratiquement:
La soudure a lieu en manuel (deux temps).
L'opérateur commence à souder avec le courant cor-
respondant au pourcentage, en plus ou en moins, de
la vitesse de fil défini en SC (dans ce cas, 30% de
plus); ce courant aura une durée en secondes corres-
pondant au temps réglé en Len (dans ce cas, 0,7
secs); en suite, le courant descendra jusqu'au cou-
rant défini à l'aide du bouton B (soudure) dans le
temps réglé par Slo (dans ce cas, 0,5 secs). Cette
fonction est recommandée pour le pointage des tôles
d'aluminium.
Si cette fonction n'est pas active, on peur l'activer en
appuyant sur le bouton de la torche:
• 3L (trois niveaux)
Active dans les courbes des programmes pulsés
synergiques
Attention: Si la fonction 3L est activée automatique-
ment, la fonction HSA est exclue.
Le display Q affiche le sigle OF = OFF = Arrêt.
Lorsqu'on appuie sur la touche O, le display Q affiche le
sigle On = Marche.
Si la fonction est activée en appuyant sur le bouton de la
torche, les sigles suivants apparaissent en séquence:
- SC (Courant de start)
Plage de réglage 1 - 20 (10 -200%) de la vitesse du fil
correspondant au courant de soudure défini à l'aide
du bouton B dans les programmes de soudure.
Réglage du fabricant 13 (130%). Peut être modifié à
l'aide des touches O et R.
- Slo (Slope)
Plage de réglage 0,1 - 10 secs, réglage du fabricant
0,5. Peut être modifié à l'aide des touches O et R.
Définit le temps de raccordement entre le premier
courant (SC) et le courant de soudure défini à l'aide
du bouton B dans les programmes de soudure et
entre le courant de soudure et le troisième courant
CrC de "crater filler".
- CrC Courant de "crater filler"
Plage de réglage 1 - 20 (10 -200%) de la vitesse du fil
correspondant au courant de soudure défini à l'aide
du bouton B dans les programmes de soudure.
Réglage du fabricant 6 (60%). Peut être modifié à l'ai-
de des touches O et R.
Comment ça se passe pratiquement:
La soudure a lieu en automatique, c'est-à-dire que les
temps d'exécution sont décidés par l'opérateur.
Particulièrement recommandée pour la soudure MIG
de l'Aluminium.
Présence de trois courants pouvant être rappelés en
cours de soudure au moyen du bouton de start de la
torche.
La soudure débute en appuyant sur le bouton de la
torche; le courant de soudure rappelé sera celui défi-
ni avec la fonction SC (dans ce cas, 13 = 130%). Ce
courant sera maintenu jusqu'à quand le bouton de la
torche sera gardé enfoncé; à son relâchement, le pre-
mier courant se raccorde au courant de soudure,
défini à l'aide du bouton B, dans le temps établi par
la fonction Slo (dans ce cas, 0,5 secs) et sera main-
tenu jusqu'à quand le bouton de la torche sera
appuyé de nouveau. En appuyant de nouveau sur le
bouton de la torche, le courant de soudure se raccor-
dera au troisième courant ou courant de "crater-filler
", défini avec la fonction CrC (dans ce cas, 6 = 60%),
dans le temps établi par la fonction Slo (dans ce cas,
0,5 secs) et sera maintenu jusqu'à quand le bouton
de la torche sera gardé enfoncé. Au relâchement du
bouton, la soudure s'interrompt.
Si cette fonction n'est pas active, en appuyant sur le bou-
ton de la torche on peut activer la fonction suivante.
• PrF (Pré-gaz)
Active dans tous les programmes de soudure
Plage de réglage 0,0 - 9,9 secs. Réglage 0,1 secs. Peut
être modifié à l'aide des touches O et R.
• PoF (post-gaz)
Active dans tous les programmes de soudure
Plage de réglage 0,1 - 9,9 secs. Réglage 3,0 secs. Peut
être modifié à l'aide des touches O et R.

30
• Acc (Accostage)
N'est active que dans les programmes de soudure
pulsés synergiques
Réglage Auto - 1-100%
C'est la vitesse du fil, exprimée en pourcentage de la
vitesse définie pour la soudure, avant que le fil touche la
pièce à souder.
N.B: Ce réglage est très important afin d'obtenir toujours
de bons démarrages.
Réglage du fabricant "Au" automatique.
Peut être modifié à l'aide des touches O et R. Si, après la
modification, on désire revenir à la valeur du fabricant,
appuyer en même temps sur les touches O et R jusqu'à
l'apparition du sigle "Au" sur le display Q.
• bb (Burn - back)
Active dans tous les programmes de soudure
Plage de réglage 00 - 99. Réglage du fabricant "Au" auto-
matique.
Sert à régler la longueur du fil sortant de la buse gaz
après la soudure. A un numéro élevé correspond une brû-
lure du fil plus importante.
• PPF (Force Push Pull)
Règle le couple d'entraînement du moteur de la
torche du push pull.
Sert à rendre l'avance du fil linéaire.
Réglage 9/-9, réglage du fabricant 0.
Peut être modifié à l'aide des touches O et R.
6 MEMORISATION ET RAPPEL DES MEMOIRES
Présence de 10 mémoires de P01 à P10.
• Pour la mise en mémoire, exécuter un bref trait de sou-
dure avec les paramètres à mémoriser et ensuite:
- Appuyer sur la touche R et, en la gardant enfoncée,
appuyer sur la touche O jusqu'à l'apparition sur le
display G du sigle clignotant P01, et ensuite relâcher
les touches.
N.B. Les sigles clignotants indiquent les pro-
grammes libres; ceux non clignotants, les pro-
grammes mémorisés. Le display Q indique le numé-
ro de programme auquel se réfère le programme de
soudure mémorisé.
- A l'aide des touches O et R, choisir le numéro de
programme à mémoriser et appuyer donc sur la
touche O jusqu'à quand le sigle du programme ne cli-
gnotera plus.
- En relâchant la touche O on sort de la mémorisation.
- Au cas où on veut réécrire un programme, en
appuyant sur la touche O pendant un temps supé-
rieur à 3 secs, le numéro passera de fixe à clignotant
pour revenir ensuite fixe de façon à afficher la réécri-
ture.
L'action de réécriture doit se produire dans le temps
pendant lequel le display G affiche le numéro du pro-
gramme (5 secs).
• Pour rappeler un programme mémorisé, répéter l'action
de pression décrite précédemment
(touches R et O enfoncées jusqu'à l'apparition du sigle
P. .); le dernier programme mémorisé est affiché. 5 secs
après la dernière pression des touches R et O, la machi-
ne est prête à souder.
Avant de souder avec un programme mémorisé, le dis-
play G en affiche le numéro. Au début de la soudure, le
display G affiche le courant et à la fin le voyant A s'allu-
me. Tous les boutons sont désactivés.
Pour voir les valeurs des fonctions de marche liées au
programme mémorisé, appuyer sur la touche R et la gar-
der enfoncée; après 2 secs le display G affiche le premier
sigle dSP. En appuyant sur le bouton de la torche, les
sigles des différentes fonctions seront affichés et le dis-
play Q affichera les valeurs définies.
Pour revenir à la soudure avec programme mémorisé,
relâcher la touche R.
Pour sortir des programmes mémorisés, appuyer sur la
touche R et, en la gardant enfoncée, appuyer brièvement
et relâcher la touche O.
7 ENTRETIEN
• Buse protection gaz
Cette buse doit être dégagée périodiquement des projec-
tions métalliques. Si déformée ou bien ovalisée, il faut la
remplacer.
• Buse porte-courant.
Seulement un bon contact entre cette buse et le fil assu-
re un arc stable et un débit de courant optimal; il faut
donc observer les précautions suivantes:
A) Le trou de la buse porte-courant doit être gardé libre
de saleté ou d'oxydation.
B) Suite à longues soudures, les projections s'attachent
plus facilement tout en empêchant la sortie du fil.
Il faut donc nettoyer la buse très souvent et, si nécessai-
re, la remplacer.
C) La buse porte-courant doit être toujours bien serrée
sur le corps de la torche. Les cycles thermiques subis par
la torche pourraient créer une détente avec conséquent
réchauffement du corps de la torche et de la buse et une
avance irrégulière du fil.
• Gaine guide-fil.
C'est une pièce importante qui doit être contrôlée fré-
quemment car le fil pourrait y déposer des poussières de
cuivre ou des copeaux fins. La nettoyer périodiquement
ainsi que les passages du gaz, avec air comprimé sec.
Les gaines sont soumises à usure continue; après
quelque temps il faut donc les remplacer.
• Groupe moto-réducteur.
Nettoyer périodiquement l'ensemble des galets d'entraî-
nement d'éventuelle rouille ou des résidus métalliques
dus à l'entraînement des bobines. Un contrôle périodique
s'impose sur le groupe responsable de l'entraînement du
fil: enrouleur, galets guide-fil, gaine et buse porte-courant.
8 ACCESSOIRES
Art. 1434 Dévidoir.
Art. 1242 Torche 3,5 m
Art.129 Kit pour bobine diamètre 300 Kg 15
Art. 2003 Torche Pull 2003 avec commande
UP/DOWN sur la poignée.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































Cebora 285 Sound MIG 2035/M Pulse Manuel utilisateur
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: Cebora 285 Sound MIG 2035/M Pulse Manuale utente
- English: Cebora 285 Sound MIG 2035/M Pulse User manual
- español: Cebora 285 Sound MIG 2035/M Pulse Manual de usuario
- Deutsch: Cebora 285 Sound MIG 2035/M Pulse Benutzerhandbuch
- Nederlands: Cebora 285 Sound MIG 2035/M Pulse Handleiding
- português: Cebora 285 Sound MIG 2035/M Pulse Manual do usuário
- dansk: Cebora 285 Sound MIG 2035/M Pulse Brugermanual
- svenska: Cebora 285 Sound MIG 2035/M Pulse Användarmanual
- suomi: Cebora 285 Sound MIG 2035/M Pulse Ohjekirja
Documents connexes
-
Cebora 286 Sound MIG 2035/MD Double Pulse Manuel utilisateur
-
-
Cebora JAGUAR SOUND MIG 2060/MD STAR DOUBLE PULSE Manuel utilisateur
-
-
-
-
-
-
Cebora 309 Sound MIG 3540/T Star Pulse Manuel utilisateur
-