ESAB Welding Control Unit PEI Manuel utilisateur
- Taper
- Manuel utilisateur

Valid for serial no. 5380449 331 001 110214
Welding Control Unit
PEI
106
Manuel d’instructions

-- 2 --
Sous réserve de modifi cations sans avis préalabl e.
FRANÇAIS 5.............................................

3
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, försäkrar under eget ansvar att
manöverlåda Welding Control Unit PEI från serienummer 2433100016 är i överens-
stämmelse m ed standard EN 60974--1 enligt villkoren i direktiv (73/23/EEG) med til-
lägg (93/68/EEG) och standard EN 50199 enligt villkoren i direktiv (89/336/EEG)
med tillägg (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
OVERENSSTEMMELSEERKLÆRING
Esab Welding Equipment AB, 695 81 Laxå, Sweden garanterer under eget ansvar,
at styreboks Welding Control Unit PEI fra serienummer 2433100016 er i overens-
stemmelse med standard EN 60974--1 ifølge betingelserne i direktiv (73/23/EEC)
med tillægg (93/68/EEC) og standarden EN 50199 ifølge betingelserne i dir e ktiv
(89/336/EØF) med tillæg ( 93/68/EØF) .
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
VAATIMUSTENMUKAISUUSVAKUUTUS
Esab Welding Equipment AB, 695 81 Laxå, Sweden, vakuuttaa omalla vastuullaan,
että ohjausyksikkö Welding Control Unit PEI sarjanumerosta 2433100016 täyttää
standardin EN 60974--1 vaatim ukset direktiivin (73/23/EEC) ja sen lisäyksen
(93/68/EEC) mukaisesti ehtojen mukaisesti sekä standardin EN 50199 vaatimukset
direktiivin (89/336/ETY) ja sen lisäysten (93/68/ETY) ehtojen mukaisesti.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, 695 81 Laxå, Sweden, gives its unreserved guarantee
that control unit Welding Control Unit PEI from serial number 2433100016 complies
with standard EN 60974--1, in accordance with the requirements of directive
(73/23/EEC) and addendum (93/68/EEC), and with standard EN 50199, in accord -
ance with the requirements of directive (89/336/EEC) and addendum (93/68/EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
KONFORMITÄTSERKLÄRUNG
Esab Welding Equipment AB, 695 81 Laxå, Sweden, versichert hiermit auf eigene
Verantwortung, daß die Bedieneinheit Welding Control Unit PEI ab Serien--Nr
2433100016 mit der Norm EN 60974--1 gemäß den Bedingungen der Richtlinien
(73/23/EWG) mit der Ergänzung (93/68/EWG) in Übereinstimmung steht und dem
Standard EN 50199 gemäß den Bedingungen der Direktive (89/336/EEG) mit Zusatz
(93/68/EEG) entspricht.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre respon-
sabilité que le boîtier de commande Welding Control Unit PEI à partir du numéro de
serie 2433100016 répond aux normes de qualité EN 60974--1 conformément aux
directives (73/23/EEC) avec annexe (93/68/EEC) et à la norme EN 50199 selon les
conditions de la directive (89/336/CEE) avec additif (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
OVEREENKOMSTIGHEIDSVERKLARING
Esab Welding Equipment AB, 695 81 Laxå Sweden, verklaart op eigen verantwoor-
delijkheid dat bedieningsbox Welding Control Unit PEI van ser ienum m e r
2433100016 overeenkomt met norm EN 60974--1 volgens richtlijn (73/23/EEG) van
de Raad met toevoeging (93/68/EEG) en met norm EN 50199 conform de bespalin-
gen in richtlijn (89/336/EEG) met annex (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------

4
DECLARACIÓN DE CONFORMIDAD
Esab Welding Equipment AB, 695 81 Laxå, Sweden, declara, asumiendo toda res-
ponsabilidad, que la caja de m andos Welding Control Unit PEI desde el número de
serie 2433100016 está fabricada de conformidad con la normativa EN 60974--1 se-
gún los requisitos de la directiva (73/23/EEC) con el suplemento (93/68/EEC) y con
la norma EN 50199 según los requisitos de la directiva (89/336/CEE) con el suple-
mento (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DICHIARAZIONE DI CONFORMITA
Esab Welding Equipment AB, 695 81 Laxå, Sweden, dichiara sotto la propria re-
sponsabilità che la centralina di controllo Welding Contro l Unit PEI dal numero di se-
rie 2433100016 è conforme alla norma EN 60974--1 ai sensi dei requisiti previsti dal -
la direttiva (73/23/CEE) e successive integrazioni nella direttiva (93/68/CEE) ed alla
norma EN 50199 come previsto dalla direttiva (89/336/CEE) e successive integra-
zioni (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARAÇÃO DE CONFORMIDADE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, certifica, sob a sua própria res -
ponsabilidade que, a caixa de contr olo Welding Control Unit PEI desde núm ero de
série 2433100016 está em conformidade com a norma EN 60974--1, segundo os
requisitos constantes na directiva (73/23/EEC) e com o suplemento (93/68/EEC) e
com a norma EN 50199 segundo os requisitos da directiva (89/336/CEE) com o su-
plemento ( 93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
ÂÅÂÁÉÙÓÇ ÓØÌÖÙÍÉÁÓ
Ç Esab Welding Equipment AB, 695 81 Laxå Sweden, âåâáéþíåé ìå ä éêÞ ôçò åõèýíç
oôé ç ðçãÞ êéâþôéï ÷åéñéóìïý Welding Control Unit PEI áðü ôïí áñéèìü óåéñÜò
2433100016 âñßóêåôáé óå óõìöùíßá ìå ôï óôáíôáñô ÅÍ 60974-1 óýìöùíá ìå ôïõ
üñïõò ôçò ïäç ãßáò (73/23/ÅÅC) êáé ôçí ðñïóèÞêç (93/68/ÅÅC) êáé ôï ðñüôõðï
EN 50199 óýìöùíá ìå ôéò áðáéôÞóåéò ôçò ïäçãßáò (89/336/EEG) êáé ôïõ
ðáñáñôÞìáôïò (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director
Equipment and Automation
Laxå 2003--03--13

FRANÇAIS
-- 5 --
TOCf
1 SECURITE 6.........................................................
2 INTRODUCTION 9...................................................
2.1 Généralités 9...............................................................
2.2 Sources de courant 9........................................................
2.3 Caractéristiques techniques 9.................................................
3 DESCRIPTION TECHNIQUE 10.........................................
3.1 Commandes sur la face avant 10...............................................
3.2 Commandes figurant sur le panneau arrière 13...................................
4 INSTALLATION 14....................................................
4.1 Généralités 14...............................................................
4.2 Réglage de la tension 15......................................................
5 MISE EN MARCHE 16.................................................
5.1 Généralités 16...............................................................
COTES D'ENCOMBREMENT 17...........................................
LISTE DE PIÈCES DÉTACHEES 19........................................

-6-
SafeArcS FR
1 SECURITE
Il incombe à l'utilisateur d'un équipem ent de soudage ESAB de prendre toutes
les mesures nécessaires pour garantir la sécur ité du personnel utilisant le
système de soudage ou se trouvant à proxim ité. Les m esures de sécur ité
doivent répondre aux normes correspondant à ce type d'appareil. Le contenu
de ces recommandations peut être considéré comme un complément à la
réglementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appar eil doit êtr e conforme au mode d'emploi et
exclusivement réservée à des opérateurs habilités. Toute utilisation incorrecte
risque de créer une situation anormale pouvant soit blesser l'opérateur, soit
endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l'emplacement de l'arrêt d' urgence
S son fonctionnement
S les r ègles de sécurité en vigueur
S le processus d e soudage
2. L'opérateur doit s'assurer:
S que personne ne se trouve dans la zone de travail de l'équipement au
moment de sa mise en service.
S que personne n'est sans lorsque l'arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d'air.
4. Protection personnelle
S Toujours utiliser l'équipement recommandé de protection personnelle,
tel que lunettes protectrices, vêtements ignifuges, gants protecteurs.
Remarque! Ne pas porter de gants de sécurité pour remplacer le fil
d'apport.
S Eviter de porter des vêtements trop larges ou par exemple une
ceinture, u n b racelet, etc. pouvant s' accrocher en cours d'opération
ou occasionner des brûlures.
5. Autres risques
S Des poussières et particules de certaine dimension peuvent ê tre
dangereuses. Assurer une ventilation et une extraction suffisantes
pour éliminer ce danger.
6. Divers
S S'assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur
le système électr ique.
S Un équipement de lutte contre l'incendie doit se trouver à proximité et
clairement signalé.
S Ne pas effectuer de graissage ou d'entretien en cours de marche.
FR

-7-
SafeArcS FR
ATTENTION, RISQUE D'ÉCRAS EMENT!
Ne pas porter de gants de sécurité pour remplacer le fil d'apport, les galets
d'alimentation et les bobines de fil.
FR

-8-
SafeArcS FR
FR
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT ÊTRE DANGEREUX POUR
VOUS COMME POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT
LA MACHINE À SOUDER. OBSERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE
EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES SUR LES TEXTES D'AVERTISSE-
MENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE - Peut être mortelle
S Installer et m ettre à la terre l'équipement de soudage en suivant les
normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec
les mains nues ou des gants de protection humides.
S Isolez-vous du sol et de la pièce à travailler.
S Assurez-vous que votre position de travail est sûre.
FUMÉES ET GAZ - Peuvent être nuisibles à votre santé
S Eloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de
travail sain.
RADIATIONS LUMINEUSES DE L'ARC - Peuvent abîmer les yeux et causer des
brûlures à l'épiderme
S Se pr otéger les yeux et l'épiderme. Utiliser un écran soudeur et por ter des
gants et des vêtements de protection.
S Protéger les personnes voisines des effets dangereux de l'arc par des rideaux
ou des écrans protecteurs.
RISQUES D'INCENDIE
S Les étincelles (ou "puces" de soudage) peuvent causer un incendie. S'assurer
qu'aucun objet inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut nuire à vo s facultés auditives
S Protégez-vous. Utilisez des pr otecteurs d' o r eilles ou toute autre pr otection
auditive.
S Avertissez des risques encourrus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT
S Faire appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES!
LIRE ATTENTIVEMENT LE MODE D'EMPLOI AVANT
D'INSTALLER LA MACHINE ET DE L'UTILISER.

-9-
fgc6d1fa
2 INTRODUCTION
2.1 Généralités
L'unité de commande de soudage PEI est utilisée conjointement avec l'équipement
de soudage automatique A2 pour régler les paramètres de soudage et commander
le procédé de soudage.
Elle est prévue pour le soudage à l'arc sous flux ou le soudage MIG/MAG avec
courant continu. ( NOTA. PEI et ajusté pour le soudage sous flux à la livraison. Pour
changer à MIG/MAG, veuillez contacter ESAB.)
2.2 Sources de courant
Les sources de courant sont spécialement adaptées pour fonctionner avec l'unité de
commande de soudage PEI.
2.3 Caractéristiques techniques
Unité de commande de soudage PEI
Tension d'alimentation (tolérance ±10 %) : 42 V, 50/60 Hz
Fusible : 16 A retardé
Puissance à vide : 25 VA
Charge permise : 40 V DC max
Signal de référence pour le réglage de la
tension :
0-10,0V
Temps de remontée de l'arc : 0-2,0s
Temps de prédébit/postdébit : 0.5 s /1,0 s
Puissance de sortie de la source de courant : 30 V DC, 100 mA max - NPN-OC
Soupape à gaz/auxiliaire : 42 V 50/60 Hz - 1A max
Gamme du voltmètre : 10 - 99,9 V (3 chiffres)
Gamme de l'ampèremètre : 30 - 1999 A (3½ chiffres)
Shunts de courant externe admissible : 1000 A / 60 mV (réglage en usine)
1500 A / 60 mV
750 A / 100 mV
600 A / 60 mV
Vitesse de dévidage - SAW : 0,5 - 9,0 m/min, 20 - 355 IPM (KSV5035/375)
Vitesse de dévidage - MIG/MAG: 0,9 - 16,2 m/min, 35 - 640 IPM (KSV5035/374)
Vitesse de déplacement : 0,1 - 2,0 m/min, 4.0 - 80,0 IPM (KSV5035/603)
Alimentation intégrée pour capteurs externes: 24V 300mA
Alimentation intégrée pour lampe de marqueur
laser :
3,3V/ 5V DC 50 mA
Gamme de températures : -10 - 40_C (14 - 104_F)
Poid s : 6,2 kg
Dimensions: 197 x 227 x 220 mm
Classe de protection : IP 23
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
FR

-10-
fgc6d2fa
3 DESCRIPTION TECHNIQUE
3.1 Commandes sur la face avant
S4 (Rouge) Interrupteur d'urgence
S1 (Vert) Procédé de soudage - MARCHE
S2 (Rouge) Procédé de soudage - ARRÊT
Déplacement - ARRÊT
S3 (Blanc) Déplacement - MARCHE
S5 Avance très lente (interrupteur à bascule)
S6 Direction de déplacement (interrupteur à bascule)
R1 Réglage de la tension
R2 Réglage de la vitesse du fil
R3 Réglage de la vitesse de déplacement
FR

-11-
fgc6d2fa
Interrupteur d'urgence, S4 (Rouge)
L'interrupteur d'urgence est raccordé directement au circuit de
commande des sources de courant.
Bouton-poussoir, S1 (Vert) - Début de soudage
Bouton-poussoir avec témoin.
Le témoin s'allume 2 secondes après la mise en circuit de la source
de courant.
Si, au bout de ce laps de temps, le témoin commence à clignoter,
c'est que la source de courant n' est pas prête par suite d'un signal
incorrect au cours de la période initiale.
Par exemple, si, pour une quelconque raison, la source de courant a
été mise en circuit au cours de la période initiale, le contrôleur reste
bloqué jusqu'à l'annulation de la tension à la sortie du redresseur.
De même, si le courant est fourni, ou si l'interrupteur d'avance très
lente ou un quelconque bouton-poussoir est activé, au cours de la
période initiale suivant la mise sous tension.
Le démarrage est invalidé si :
S l' avance très lente est exécutée,
S le chariot est déjà mis en circuit (au moyen du bouton-poussoir S3),
S l'interrupteur de proximité envoie un signal correspondant à la direction de
déplacement,
S le signal de débit d'eau fait défaut (uniquement lorsqu'un régulateur de débit de
liquide de refroidissement est utilisé lors du soudage en atmosphère gazeuse) .
La commande du procédé de soudage est exécutée conformément à la séquence
définie, y compris prédébit de gaz, amorçage direct ou amorçage au gratté, temps
de remontée de l'arc et postdébit de gaz.
Le témoin est allumé au cours du soudage.
Le procédé de soudage est interrompu lorsque :
S le bouton-poussoir S2 est pressé,
S un interrupteur de proximité approprié envoie
un signal,
S la direction de déplacement est changée
(au moyen de l'interrupteur à bascule S6)
S le signal de protection de débit d'eau disparaît,
S un court-circuit d'une durée supérieureà1sest
détecté (tension inférieure à 10 V et courant non coupé)
Bouton-poussoir, S2 (Rouge) - pour interrompre le procédé de soudage et le
déplacement.
FR

-12-
fgc6d2fa
Bouton-poussoir, S3 (Blanc) - pour mettre en marche le
déplacement.
L'utilisation de ce bouton est invalidée pendant le soudage.
Le déplacement est interrompu si :
S le bouton-poussoir ”0” est pressé,
S un interrupteur de proximité approprié envoie un signal,
S la direction de déplacement est changée (au moyen de
l'interrupteur à bascule S6).
Bouton de réglage de la tension, R1
Prévu pour le réglage de la tension de la source
de courant.
Le signal de référence (0-10 V) est généré en
positionnant le bouton.
Voltmètre
Il indique la valeur moyenne de la tension d'arc. Le voltmètre n'indique aucune
tension inférieure à 10 V.
L'indication du voltmètre est gelée dès l'interruption du procédé de soudage.
Bouton de réglage de la vitesse d e d évidage, R2
Prévu pour le réglage de la vitesse du fil.
Interrupteur à bascule pour l'avance très lente, S5
L'utilisation de ce bouton est invalidée pendant le
soudage. Le système de commande ne permet
pas l'inversion rapide dans le sens opposé afin de
protéger l'entraîneur.
Ampèremètre
Il indique la valeur moyenne du courant de soudage. L'ampèremètre n'indique aucun
courant inférieur à 10 A.
L'indication de l'ampèremètre est gelée dès l'interruption du procédé de soudage.
L'ampèremètre est prévu pour différents types de shunts. L' appareil est réglé à 1000
A en usine.
Afficheur de la vitesse du fil
L'afficheur indique la vitesse réglée du fil. La gamme de vitesses est fonction du
mode de soudage sélectionné : soudage à l'arc sous flux (SAW) ou soudage
MIG/MAG. La vitesse peut être affichée en m/min ou pouce/min (IPM).
NOTA. A la livraison l'affichage indique m/min. Pour changer à IPM (inch/min),
veuillez contacter ESAB.
S La gamme de vitesses pour le soudage à l'arc sous flux s'étale de 0,5 à 9 m/min,
(20-355 IPM),
S La gamme de vitesses pour le soudage MIG/MAG s'étale de 0,9 à 16,2 m/min,
(35-640 IPM).
FR

-13-
fgc6d2fa
Bouton d e réglage de la vitesse de déplacement, R3
Prévu pour le réglage de la vitesse de
déplacement.
Afficheur d e la vitesse d e déplacement
Prévu pour afficher la vitesse de déplacement.
La valeur maximale affichée est 200 cm/min (80IPM).
NOTA. A la livraison l'affichage indique cm/min.
Pour changer à IPM (inch/min), veuillez contacter ESAB.
Interrupteur à bascule d e la direction de dép lacement, S6
Prévu pour régler la direction de déplacement.
Le soudage est interrompu dès que la direction de déplacement est changée.
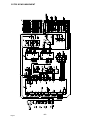
3.2 Commandes figurant sur le panneau arrière
DIRECT
START
SCRATCH
START
BURN BACK
1,6
0
0,4
0,8
1,2
6
EXT.
2,0s
Réglage d u mode (1)
Pour régler le mode AMORCAGE DIRECT ou AMORCAGE AU GRATTÉ.
S DIRECT START (AMORCAGE DIRECT)
Le moteur de glissière démarre à la vitesse minimale. Le chariot est arrêté. Au
moment de la détection du courant de soudage, les deux moteurs démarrent
aux vitesses préréglées.
S SCRATCH START (AMORCAGE AU GRATTÉ)
Le moteur de glissière et le chariot démarrent à la vitesse minimale. Au moment
de la détection du courant de soudage, les deux moteurs démarrent aux vitesses
préréglées.
S EXT.
Extension, non mise en oeuvre.
Réglage du temps de remontée de l'arc (2)
Pour régler le temps de remontée de l'arc (maximum 2 secondes).
Le réglage n'est pas actif pendant le soudage. Le réglage est rafraîchi une fois par
seconde.
FR

-14-
fgc6i1fa
4 INSTALLATION
4.1 Généralités
L'installation doit être assurée par u n technicien qualifié.
1. Démontez le panneau arrière comme suit:
a. Dévissez les quatre vis (1) situées à l'arrière du couvercle supérieur.
b. Dévissez la vis (2) située sous le couvercle inférieur.
c. Si nécessaire, desserrez les vis (3).
d. Vous pouvez enlever maintenant le panneau arrière.
2. Si les condensateurs variables nécessitent un r églage, veuillez contacter ESAB.
FR

-15-
fgc6i1fa
3. Raccordez la tête de soudage à la borne 1 de X2.
Utilisez l'orifice et le presse-garniture de caoutchouc appropriés pour la sortie de
câble. NOTA. N'enlevez pas les traversée de pont!
*1 La tête de soudage
*2 Source de courant
4. Remettez en place le panneau arrière et montez les vis (voir à la page 14).
5. Raccordez la source de courant et l'unité de commande à la douille X1 placée
sur le panneau arrière de l'appareil en utilisant le câble de commande.
6. Au moyen d'un tournevis, sélectionnez un mode d'amorçage approprié
(DIRECT/AU GRATTÉ), voir à la page 13. Aucune prise en charge d'un mode
externe.
7. Réglez le temps de remontée de l'arc à une valeur approximative.
Réglez ultérieurement au bout de quelques tests de soudage. Voir à la page 13.
8. Raccordez les câbles de courant à la tête de soudage et à la pièce.
4.2 Réglage de la tension
Si le réglage de la tension ne fonctionne pas, prenez contact avec votre repré-
sentant ESAB le plus proche. Voir le dos de couverture.
FR

-16-
fgc6o1fa
5 MISE EN MARCHE
5.1 Généralités
Les prescriptions générales de sécurité pour l'utilisation de l'équipement figu-
rent en page 6. En prendre connaissance avant d'utiliser l'équipement.
1. Positionnez la tête de soudage automatique au point de départ sur le joint.
2. Positionnez le fil près de la pièce au moyen de l'interrupteur à bascule S5.
3. Coupez le fil en angle.
4. Réglez les valeurs approximatives prévues de la tension de soudage, de la
vitesse du fil et d e la vitesse du chariot au moyen des boutons correspondants.
5. Sélectionnez le mode d' amorçage et la direction du déplacement.
6. Commencez le soudage en poussant le bouton S1.
7. Ajustez les paramètres de soudage en vous basant sur les affichages et la
qualité de la soudure au moyen des boutons correspondants.
8. Appuyez sur le bouton-poussoir S2 pour arrêter le soudage.
9. Si nécessaire, ajustez le temps de remontée de l'arc. Voir à la page 13.
FR

COTES D'ENCOMBREMENT
-17-
diagdoc

-18-
sida

LISTE DE PIÈCES DÉTACHEES
-19-
sparefram.ildoc
Edition 070427
Ordering no. Denomination Notes
0449 330 880 Welding control unit PEI

-20-
f449330s.ildoc
Item ref.
Qty Ordering no. Denomination Notes
0449330880 We lding Control Unit PEI
1)
A1 1 0349302904 Control module TS11
R1, R2, R3 3 0349302093 Knob FI 23 E103-3-1611-343
R1, R2, R3 3 0349303030 Potentiometer PC-16 S H 10 C P11 222 A 2020 MTA
S1 1 0349484300 Pushbutton FT22-KLZ-11-N
S2 1 0349484302 Pushbutton FT22-WC-01-N
S3 1 0349484297 Pushbutton FT22-KB-10-N
S4 1 0349303239 Pushbutton FT22-B-02-N
S5 1 0349303236 Toggle switch 100-SP4-T8-B13-M1 RE / 7105TZBE / A127T1TZBP
S6 1 0349303235 Toggle switch 100-SP1-T8-B13-M1 RE / 7101TZBE / A123T1TZBP
1 0349303238 Front panel foil PEI
1)
Calibration may be needed after replacement of A1 or it's “A” subpart. Please
contact supplier or nearest service shop for help/guidance.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Welding Control Unit PEI Manuel utilisateur
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB MEI 21 Manuel utilisateur
-
-
-
ESAB LAF 635/ LAF 635R Manuel utilisateur
-
-
-
ESAB A2 Tripletrac Manuel utilisateur
-
-
-
ESAB LAF 1250 Manuel utilisateur