La page est en cours de chargement...

13 FR
S’il vous plaît lire et conserver ces instructions. Lire attentivement avant de monter, installer, utiliser ou de procéder à l’entretien du produit
décrit. Se protéger ainsi que les autres en observant toutes les instructions de sécurité, sinon, il y a risque de blessure et/ou dégâts matériels!
Conserver ces instructions comme référence.
Instructions D’Utilisation & Manuel De Pièces
Modèle WS2100
Arcitech Soudeur à
l'arc à technologie
de convertisseur
BUILT TO LAST
Description
Le futur de la soudure est arrivé ! Le
soudeur à l'arc Arcitech™ de Campbell
Hausfeld utilise la technologie de type
convertisseur pour éliminer la masse et
le poids des soudeurs traditionnels de
type transformateur vous offrant ainsi
une puissance incroyable dans un
emballage portable et minuscule. Cette
source de courant constant donne une
alimentation sans heurt en c.c. pour des
soudures de haute qualité avec le procédé
SMAW (soudage à l'arc avec électrode
enrobée) en utilisant des baguettes.
L'outil se convertit aussi en un soudeur
TIG (arc sous gaz inerte avec électrode
de tungstène) avec un chalumeau TIG
optionnel (WT6100) et une bobonne de
gaz inerte avec un régulateur.
Le modèle Arcitech™ de Campbell
Hausfeld fonctionne sur puissance
d'entrée monophasée de 115 volts/ 20
ampères. Il est doté d'un contrôle
d'ampérage infini pour choisir avec
exactitude le bon courant nécessaire
pour plusieurs conditions de soudure.
Les composants internes sont protégés
thermostatiquement.
Déballage
Lors du déballage, l’examiner
soigneusement pour rechercher toute
trace de dommage susceptible de s’être
produit en cours de transport. S’assurer
que tous raccords, vis, etc. sont serrés
avant de mettre ce produit en service.
Exigences De Circuit
Cet
équip-
ement exige un circuit de 115 volts
uniquement. Se référer au tableau suivant
pour le disjoncteur ou la classification de
fusible correcte. Ne pas faire fonctionner
autres appareils, lampes, ou outils sur ce
circuit pendant l’utilisation de cet
équipement. Reportez-vous au tableau
pour la bonne utilisation de rallonges.
Des fusibles grillés et des disjoncteurs
déclenchés peuvent découler de la non-
conformité à ces recommandations.
!
AVERTISSEMENT
Spécifications
Le porte-
électrode
est “électrisé” (porte une charge électrique)
quand le modèle est en marche (ON).
Composants
(Voir la figure 1)
1. Pince de travail avec fil de 10 pi et
fiche de connexion dinse
2. Porte-électrodes avec fil de 15 pi et
fiche de connexion dinse
3. Cordon d'alimentation – 7.5 pi –
14AWGX3C-SJT
!
AVERTISSEMENT
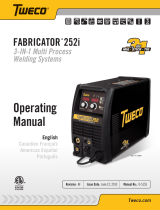
Contrôles – Panneau avant (voir la
figure 2)
1. Bouton de contrôle d'ampérage infini –
contrôle 5-110 A de sortie de c.c.
2. Fiche de connexion dinse positive :
a) Connectez le porte-électrode pour
une polarité « inverse (courant
continu-électrode positive).
b) Connectez la pince de travail pour
une polarité « directe » (courant
continu-électrode négative).
3. Fiche de connexion dinse négative :
a) Connectez la pince de travail pour
une polarité « inverse » (courant
continu-électrode positive).
b) Connectez le porte-électrode pour
une polarité « directe » (courant
continu-électrode négative).
4. DEL jaune - normalement éteinte.
Lorsqu'elle est allumée cela signifie
que le courant de soudure est coupé
à cause de :
a) Surchauffe thermique – régime
d'utilisation est dépassé – laissez
refroidir pendant 15 minutes.
b) Tension d'entrée à l'extérieur des
paramètres de sécurité. (115 volts
+/- 10 %)
5. DEL verte – On (marche) = prêt à
souder.
IN971600AV 4/03
1
3
2
Rallonges – Longueur à la sortie nominale
Soudure Ampères de sortie 55 65
90
Calibre du cordon longueur du cordon
- pieds
14 calibre du cordon 65 50 25
12 calibre du cordon100 75 50
10 calibre du cordon150 125 100
Courant d'entrée à la sortie nominale
Ampères d'entrée c.a.16 19 24
Ampères de sortie c.c.55 65 90
Soudure Volts c.c. 22 23 24
Cycle de travail 100 % 60 % 35 %
Spécifications de courant
Monophasé 50/60 Hz 115 Volts

14 FR
Instructions D’Utilisation & Manuel De Pièces
Contrôles – Panneau arrière
(voir
la figure 3)
1. Interrupteur on/off (marche/arrêt) :
O = arrêt I = marche
2. Entrée du cordon d'alimentation
Généralités Sur La Sécurité
Danger
indique:
Ne pas suivre cet avertissement causera la
perte de vie ou blessures graves.
Avertisse-
ment
indique: Ne pas suivre cet avertissement
peut causer la perte de vie ou blessures
graves.
Attention
indique:
Ne pas suivre cet avertissement peut causer
des blessures (légères ou moyennes) ou
dommage matériel.
Remarque: Remarque indique:
Information additionnelle concernant
le produit ou son utilisation.
!
ATTENTION
!
AVERTISSEMENT
!
DANGER
Toujours avoir un extincteur
d’incendie disponible pendant le
soudage à l’arc.
● Lire et comprendre toutes
instructions avant de démarrer un
soudeur à l’arc ou de procéder à son
entretien. Ne pas suivre les
précautions et instructions de
sécurité peut mener à des blessures
graves, perte de vie ou dommage
matériel. Pour plus d’information
concernant la sécurité, obtenir la
publication ANSI Standard Z49.1 -
Safety in Welding and Cutting.
Cette publication est disponible à
l’American Welding Society, 550 NW
LeJune Rd., Miami, FL 33135.
● Toute installation, entretien,
réparation et utilisation de cet
équipement doivent être effectués
par des personnes qualifiées
conformément aux codes
nationaux, provinciaux et locaux.
La mauvaise utilisation des
soudeurs à l’arc peut mener à
des chocs électriques, blessures,
et perte de vie ! Suivre toutes les
précautions indiquées dans ce manuel afin
de réduire le risque de choc électrique.
● S’assurer que toutes les pièces du
soudeur à l’arc sont propres et en
bon état avant d’utiliser le soudeur.
S’assurer que l’isolation sur tous les
câbles, porte-électrodes et cordons
d’alimentation n’est pas
endommagée. Toujours réparer ou
!
AVERTISSEMENT
!
AVERTISSEMENT
remplacer les pièces détachées qui
sont endommagées avant d’utiliser le
soudeur. Toujours maintenir les
panneaux et couvercles de soudage
en place pendant l’utilisation du
soudeur.
● Toujours porter des vêtements
protecteurs et gants de soudage secs,
et des chaussures isolantes.
● Toujours utiliser le soudeur dans un
endroit propre, sec et bien ventilé.
Ne jamais utiliser de soudeur dans un
endroit humide, trempé, pluvieux,
ou mal-ventilé.
● S’assurer que l’objet sur lequel vous
travaillez est bien fixé et mis à la
terre correctement avant de
commencer votre soudage
électrique à l’arc.
● Le câble de soudage roulé devrait
être déroulé avant l’utilisation afin
d’éviter le surchauffe et les
dommages à l’isolation.
Ne jamais immerger l’électrode ou le porte-
électrode dans l’eau. Si le soudeur devient
trempé, il est nécessaire qu’il soit
complètement sec et propre avant
l’utilisation!
● Toujours mettre l’équipement hors
circuit et le débrancher avant de le
déplacer.
● Toujours brancher d’abord le
conducteur de terre.
● Vérifier que l’objet sur lequel vous
travaillez soit mis à la terre
correctement.
● Toujours mettre l’équipement de
soudage électrique à l’arc hors
circuit s’il n’est pas utilisé et enlever
l’électrode du porte-électrode.
● Ne jamais permettre que votre corps
touche l’électrode et le contact à la
terre, ou l’objet sur lequel vous
travaillez en même temps.
● Les conditions et positions de
soudage difficiles peuvent poser des
risques électriques. Si vous êtres
accroupis, à genoux ou surélevé,
s’assurer que toutes les pièces
conductrices sont isolées. Porter des
vêtements protecteurs convenables
et prendre des précautions contre
les chutes.
!
DANGER
Soudeur à l'arc à technologie de convertisseur
Tableau de polarité
Tyge de baguettee DCEP DCEN
+-
6011 pénétration en profondeur x
6013 usage général xx
7014 remplissage rapide xx
7018 haute résistance x
Frappe automatique xx
Aluminium x
Inoxydable x
Rechargement
x
Figure 2 - Contrôles du panneau avant
Figure 3 - Contrôles du panneau arrière
x = recommendé

15 FR
● Ne jamais essayer d’utiliser cet
équipement aux réglages de
courant ou facteurs d’utilisation
plus hauts que ceux indiqués sur les
étiquettes de l’équipement.
● Ne jamais utiliser de soudeur
électrique à arc pour dégeler les
tuyaux congelés.
Les étincelles volantes et le métal
chaud peuvent causer des
blessures. La scorie peut s’échapper quand
les soudures refroidissent. Prendre toutes
les précautions indiquées dans ce manuel
pour réduire la possibilité de blessure par
les étincelles volantes et le métal chaud.
● Porter un masque de soudure
approuvé par ANSI ou des lunettes
protectrices avec écrans protecteurs
latéraux pendant le burinage ou
l’ébarbage des pièces en métal.
● Utiliser des protège-tympans pour le
soudage aérien afin d’éviter que la
scorie ou la bavure tombe dans les
oreilles.
Le soudage électrique à l’arc
produit une lumière intense, de
la chaleur et des rayons ultraviolets (UV).
Cette lumière intense et ces rayons UV
peuvent causer des blessures aux yeux et à
la peau. Prendre toutes les précautions
indiquées dans ce manuel afin de réduire la
possibilité de blessure aux yeux et à la
peau.
● Toutes les personnes qui utilisent
cet équipement ou qui sont sur
place pendant l’utilisation de
l’équipement doivent porter des
vêtements de soudage protecteurs y
compris: masque ou casque de
soudeur ou écran avec filtre indiqué
sur le tableau suivant, vêtements
incombustibles, gants de soudeur
en cuir, et protection complète
pour les pieds.
!
AVERTISSEMENT
!
AVERTISSEMENT
Ne jamais
observer
le soudage sans protection pour les yeux
indiqué ci-dessus. Ne jamais utiliser de
lentille filtrante fendue, cassée, ou
classifiée moins que 10. Avertir les autres
personnes sur place de ne pas regarder
l’arc.
Le soudage électrique à l’arc
produit des étincelles et chauffe
le métal à des températures qui
peuvent causer des brûlures graves !
Utiliser des gants et des vêtements
protecteurs pendant tout travail de métal.
Prendre toutes les précautions indiquées
dans ce manuel afin de réduire la possibilité
de brûlures de peau ou de vêtements.
● S’assurer que toutes les personnes à
l’endroit du soudage sont protégés
contre la chaleur, les étincelles et les
rayons ultraviolets. Utiliser des
masques additionnels et des écrans
coupe-feu au besoin.
● Ne jamais toucher les objets de travail
avant qu’ils ne refroidissent
complètement.
La chaleur et les étincelles
produites pendant le soudage
électrique à l’arc et autres
travaux de métal peuvent allumer les
matériaux inflammables et explosifs!
Prendre toutes les précautions indiquées
dans ce manuel afin de réduire la possibilité
de flammes et d’explosions.
● Enlever tous les matériaux
inflammables à moins de 35 pieds
(10,7 mètres) de l’arc de soudage. Si
ceci n’est pas possible, couvrir les
matériaux inflammables avec des
couvertures incombustibles.
● Ne pas utiliser de soudeur
électrique à l’arc dans les endroits
qui contiennent des vapeurs
inflammables ou explosifs.
● Prendre des précautions pour
s’assurer que les étincelles volantes
et la chaleur ne produisent pas de
flammes dans des endroits cachés,
fentes, derrière les cloisons, etc.
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
Risque d’incendie! Ne pas
souder les récipients ou
tuyaux qui contiennent ou
ont contenu des matériaux
inflammables ou combustibles gazeux
ou liquides.
Le soudage à l’arc des cylindres
ou récipients fermés tels que les réservoirs
ou bidons peuvent causer une explosion
s’ils ne sont pas bien ventilés ! Vérifier qu’il
y a un trou de ventilation suffisant dans
tout cylindre ou récipient pour permettre la
ventilation des gaz en expansion.
Ne pas inspirer les vapeurs
produites par le soudage à l’arc.
Ces vapeurs sont dangereuses.
Utiliser un respirateur si l’endroit de
soudage n’est pas bien ventilé.
● Tenir la tête et le visage hors des
vapeurs de soudage.
● Ne pas faire de soudage électrique à
l’arc sur les métaux qui sont
galvanisés ou plaqués en cadmium,
ou qui contiennent du zinc, du
mercure, ou du béryllium sans suivre
les précautions suivantes :
a. Enlever l’enduit du métal
commun.
b. S’assurer que l’endroit de
soudage est bien ventilé.
c. Utiliser un respirateur à air fourni.
Des vapeurs extrêmement toxiques
sont produites pendant le chauffage
de ces métaux.
Le champ
électro-magnétique produit
pendant le soudage à l’arc peut
causer de l’interférence avec le
fonctionnement de plusieurs appareils
électriques tels que les pacemakers
cardiaques. Toutes les personnes qui
utilisent ces appareils doivent consulter leur
médecin avant tout soudage électrique à
l’arc.
● Acheminer l’électrode et les câbles
ensemble et les fixer avec du ruban
adhésif si possible.
● Ne jamais enrouler les câbles de
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
Modèle WS2100
Courant Lentille
(Amps) Filtrante
Jusqu’à 160 Amps 10
160 À 250 Amps 12

soudage à l’arc autour du corps.
● Toujours placer l’électrode et les
conducteurs de terre afin qu’ils
soient sur le même côté du corps.
● L’exposition aux champs
électromagnétiques peut
provoquer d’autres réactions
inconnues en matière de santé.
Toujours laisser l’endroit de soudage sûr et
sans risques (étincelles, flammes, métal
chauffé au rouge ou scorie). S’assurer que
l’équipement est hors circuit et que
l’électrode est enlevée. S’assurer que les
câbles sont roulés (sans serrer) et hors du
chemin. S’assurer que tout métal et scorie
sont refroidis.
NORMES DE SÉCURITÉ
ADDITIONNELLES
Norme ANSI Z49.1 de l’ American
Welding Society, 550 N.W. LeJune Rd.
Miami, FL 33126
Safety and Health Standards
(Normes de Sécurité et de Santé)
OSHA 29 CFR 1910, du Superintendent
of Documents, U.S. Government
Printing Office, Washington, D.C.
20402
National Electrical Code (Code
Électrique National)
Norme NFPA 70, du National Fire
Protection Association, Batterymarch
Park, Quincy, MA 02269
Safe Handling of Compressed Gases in
Cylinders (Manipulation Sûr des Gaz
Comprimés en Cylindres)
CGA Pamphlet P-1, du Compressed Gas
Association, 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA
22202
Code for Safety in Welding and
Cutting (Code de Sécurité pour le
Soudage et le Coupage)
Norme CSA W117.2, de l’Association
canadienne de normalisation,
Standards Sales, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada
M9W 1R3
Cutting And Welding Processes
(Procédés de Coupage et de Soudage)
Norme NFPA 51B, du National Fire
Protection Association, Batterymarch
Park, Quicy, MA 02269
Safe Practices For Occupational And
Educational Eye And Face Protection
(Règlements Professionnels et
D’Éducation de Sécurité pour la
Protection des Yeux et du Visage)
Norme ANSI Z87.1, de l’American
National Standards Institute, 1430
Broadway, New York, NY 10018
Se référer aux Material Safety Data
Sheets (fiches de sécurité) et aux
instructions du fabricant pour les
métaux, électrodes, enduits et produits
pour le nettoyage.
Installation
Emplacement
Le choix d’un bon endroit peut
améliorer le rendement, le
fonctionnement et la durée de vie utile
du soudeur à l’arc.
● Pour un meilleur résultat, placer le
soudeur dans un endroit propre et
sec. Éviter les endroits qui sont
exposés aux températures hautes, à
une humidité élevée, à la poussière
et aux vapeurs corrosives.
L’humidité élevée produit de la
condensation sur les pièces
électriques. L’humidité peut
contribuer à la corrosion et causer
un court-circuit dans les pièces
électriques. La poussière et la saleté
dans le soudeur conservent
l’humidité et augmentent l’usure
des pièces mobiles.
● Choisir un endroit pour le soudeur
qui fournit au moins douze po (305
mm) d’espace de ventilation en
avant et en arrière du modèle. Ne
pas obstruer cet espace de
ventilation.
● Ranger les électrodes dans un
endroit propre, sec à faible
humidité, tel que le contenant
d’électrodes WT2240 pour conserver
son enduit.
● Le panneau de contrôle du soudeur
contient de l’information sur la
bonne tension et le bon ampérage.
Suivre les spécifications sur le
panneau avant du soudeur.
● La prise de courant utilisée pour le
soudeur doit être mise à la terre
correctement et le soudeur doit
être le seul appareil de charge sur le
circuit. Se référer au tableau
d’ampères de Circuit dans la section
de Spécifications pour la bonne
capacité du circuit.
ASSEMBLAGE DU MASQUE DE
SOUDAGE À MAIN (Voir les figures
4).
1. Couper les raidisseurs de retenue et
le manche amovible loin du masque.
Tailler le surplus de plastique pour
retirer les bords tranchants.
2. Insérer la lentille filtrante.
3. Fixer les raidisseurs sur les goupilles
des pattes de fixation de la lentille.
MONTAGE DU CASQUE DE SOUDEUR -
Modèles promotionnels seulement
Modèle WT1000 (Voir Figure 5)
1. Retirer les dispositifs de retenue de la
lentille du casque.
2. Placer d'abord la lentille transparente
dans le casque, puis la lentille
ombragée dans le casque. La lentille
transparente devrait être à l'extérieur
puisque sa raison d'être est de
protéger la lentille ombragée des
étincelles et des projections. Fixer les
deux lentilles en encliquetant le
dispositif de retenue des lentilles en
place.
3. Positionner le bras de réglage du
côté droit du casque. Placer la petite
goupille du bras dans l'un des petits
trous du casque. Ce réglage contrôle
l'ajustement du casque lorsqu'il est
abaissé et se repositionne facilement
au besoin.
4. Positionner le protège-tête à
l'intérieur du casque. Assembler le
casque en insérant la vis d'ancrage
dans le protège-tête et dans le
casque (et le bras de réglage du côté
droit) puis dans l'écrou de tension,
tel qu'illustré. Ne pas resserrer
!
AVERTISSEMENT
16 FR
Soudeur à l'arc à technologie de convertisseur
Lentille
Porte-lentille
Raidisseur de
retenue
Figure 4 – Masque à main
Instructions D’Utilisation & Manuel De Pièces

17 FR
Modèle WS2100
l'écrou de tension jusqu'au bout.
5. Faire l'essai de l'ajustement du
casque de soudeur. Ajuster la bande
à cliquet du protège-tête à une
position confortable et abaisser le
casque. Si celui-ci est trop près ou
trop loin du visage, utiliser un trou
différent pour le bras de réglage.
Ajuster les écrous de tension pour
que le casque s'abaisse facilement
sur le visage en penchant la tête.
Fonctionnement
1. Lire, comprendre, et suivre toutes
les précautions dans la section
Généralités Sur La Sécurité. Lire la
section entière Directives De
Soudage avant d’utiliser
l’équipement.
2. Mettre le soudeur hors circuit et le
brancher dans la prise de courant
convenable:
115V-20A - électrodes c.a.
3. Vérifier si les surfaces du métal sont
libre de saleté, rouille, peinture,
huile, écailles ou autres polluants
avant de les souder ensemble. Ces
polluants peuvent causer de
mauvaises soudures.
Toutes
personnes
utilisant cet équipement ou qui sont dans
l’endroit pendant l’utilisation de
l’équipement doivent porter des
vêtements de soudage protecteurs y
compris: la protection pour les yeux avec
l’écran correct, vêtements incombustibles,
gants de soudeur en cuir et la protection
complète pour les pieds.
!
AVERTISSEMENT
Pour le
chauf-
fage, soudage ou coupage des matériaux
qui sont galvanisés, plaqué en zinc, plomb,
ou en cadmium, se référer à la section
Généralités Sur La Sécurité pour plus
d’instructions. Les vapeurs extrêmement
toxiques sont produit pendant le
chauffage de ces métaux.
4. Raccorder le collier de mise à la
terre à l’objet de travail ou à
l’établi (si en métal). S'assurer que
le contact est sûr et non obstrué
par la peinture, le vernis, la
corrosion, ou autres matériaux non-
métalliques.
5. Insérer la partie exposée de
l'électrode (l'extrémité sans flux)
dans les mâchoires du porte-
électrode.
6. Régler le bouton de réglage
d'ampérage au bon endroit pour le
diamètre de l'électrode. Se reporter
au tableau suivant pour les bons
réglages de courant de l'électrode.
porte-
électrode
et la baguette sont “chaud” (courant actif)
quand le soudeur est en marche. La mise à
la terre contre n’importe quelle surface
métallique peut produire un arc qui peut
causer des étincelles et endommager les
yeux.
7. Tenir l'électrode et le support loin
du travail mis à la masse ou de
l'établi. Mettre l'appareil en marche.
Un voyant vert s'allume lorsque le
courant est en marche.
8. Tenir la baguette de l’électrode et le
porte-électrode à l’écart de l’objet
de travail mis à la terre et de l’établi.
Mettre le soudeur en marche. Un
bruit de ronron doux est présent
quand le soudeur est en marche.8.
Tenir l’électrode en position de
soudage, baisser la casque de
soudeur ou mettre le masque à
!
AVERTISSEMENT
!
AVERTISSEMENT
main en position et produire un arc.
Régler l’ampérage si nécessaire.
9. À la fin du soudage, mettre le
soudeur hors tension (off) et
l’entreposer correctement.
FACTEUR D’UTILISATION /
PROTECTION THERMOSTATIQUE
Le facteur d’utilisation de soudage est
le pourcentage du temps de soudage
actuel qui peut se passer dans un
intervalle de dix minutes. Par exemple,
le soudage actuel peut se produire
pour une minute à un facteur
d’utilisation de 10%, et ensuite, le
soudeur doit se refroidir pour neuf
minutes.
Les pièces détachées internes de ce
soudeur sont protégées contre le
surchauffe par interrupteur
automatique thermique. Un voyant
jaune s'allume sur le panneau de
contrôle si le cycle de service est dépassé.
Continuer le soudage quand la lampe
n’est plus allumée.
Entretien
Débran-
cher et
mettre la machine hors circuit avant de
vérifier ou de procéder à l’entretien de
n’importe quelle pièce détachée.
Avant chaque usage;
1. Vérifier la condition des câbles de
soudage et réparer ou remplacer
immédiatement, les câbles qui ont
de l’isolation endommagée.
2. Vérifier la condition du cordon
d’alimentation et le réparer ou
remplacer immédiatement si
endommagé.
3. Vérifier la condition des pièces
isolants du porte-électrode et
remplacer les isolateurs fendus ou
manquants immédiatement.
S’assurer que toutes les attaches
sont serrées et isolées.
Ne pas
utiliser ce
soudeur si l’isolation sur les câbles de
soudage, le porte-électrode, ou le cordon
d’alimentation est fendu ou manquant.
Tous les 3 mois;
Remplacer toutes les étiquettes qui ne
sont pas lisibles sur le soudeur. Utiliser
de l’air comprimé pour souffler toute la
poussière des ouvertures de ventilation.
!
AVERTISSEMENT
!
AVERTISSEMENT
Figura 5
Armazón
Máscara
Lentes Oscuros
Cubierta Clara de los Lentes (2)
Pestaña
Soporte de los lentes
Brazo de
Ajuste (2)
Tuerca de Tensión (2)
Perno Prisionero (2)
Guide d'ampérage de sortie
Diamètre de l'électrode Réglage de
courant
1/16 po 30-60 A
5/64 po 40-70 A
3/32 po 60-100 A
1/8 po 90-110 A

Directives De Soudage
Généralités
Cette série de soudeurs utilise un
procédé appelé Soudage À L’Arc Au
Métal Enrobé (Shielded Metal-Arc
Welding SMAW). Ce procédé est utilisé
pour unir des métaux en les réchauffant
avec un arc électrique créé entre
l’électrode et l’objet sur lequel vous
travaillez.
Les électrodes utilisées pour le soudage
à l’arc au métal couvert ont deux pièces.
Le centre est une baguette en métal ou
un fil qui devrait être de composition
semblable au métal commun.
L’enrobage extérieur s’appelle le flux.
Une variété d’enduits de flux sont
disponibles. Chacun est conçu pour une
situation de soudage particulière.
Une fois fondu, le métal peut devenir
contaminé par des éléments dans l’air.
Cette contamination peut affaiblir la
soudure. L’enrobage de flux crée une
barrière protectrice appelée scorie qui
protège le métal fondu contre les
éléments polluants.
Quand le courant (ampérage) passe à
travers le circuit à l’électrode, un arc est
produit entre le bout de l’électrode et
l’objet de travail. L’arc fond l’électrode
et la pièce de travail. Le métal fondu de
l’électrode s’écoule dans le cratère
fondu et produit un adhérence avec
l’objet.
Remarque: Ne pas utiliser ni jeter les
électrodes qui se sont brûlées qu’à 1 à 2
pouces du porte-électrode.
AMORÇAGE D’UN ARC
Placer le bout nu de l’électrode dans le
porte-électrode. Tenir le porte-
électrode légèrement afin de réduire la
fatigue de la main et du bras.
Remarque : Toujours garder les
mâchoires du porte-électrode propres
pour assurer un bon contact électrique
avec l’électrode.
Prendre
soin de ne
pas toucher l’objet de travail ou l’établi de
soudage avec l’électrode. Ceci peut causer
un flash d’arc.
Les deux méthodes d’amorçage d’un arc
sont la méthode de coup et la méthode
d’égratignure. Dans la méthode de
coup, l’électrode est dirigée et frappée
sur la pièce.
Avec la méthode d’égratignure,
l’électrode est entraînée à un angle le
long de la surface comparable au
frottage d’une allumette. Peu importe
la méthode, après le contact avec la
plaque, il est nécessaire de soulever
l’électrode immédiatement à une
distance égale au diamètre de
l’électrode, sinon l’électrode sera collée
à la surface. Toujours diriger l’électrode
dans la soudure.
Remarque: Si l’électrode se colle à
l’objet de travail, la dégager en
tortillant rapidement ou en pliant et
levant à l’endroit du porte-électrode. Si
l’électrode ne se dégage pas, la
débrayer en la faisant tomber du porte-
électrode.
Éléments fondamentaux Du
Soudage À L’Arc
Il y a cinq méthodes fondamentales qui
on un effet sur la qualité de la soudure :
sélection de l’électrode, réglage du
courant, angle de soudure, longueur de
l’arc, et vitesse. L’exécution correcte de
ces méthodes est nécessaire afin
d’atteindre une soudure de bonne
qualité.
TYPE ET TAILLE D’ÉLECTRODE
Le choix correct d’électrodes comprend
une variété de facteurs tels que la
position de soudage, le type de matériel
de l’objet de travail, l’épaisseur, et la
condition de la surface. L’American
Welding Society, (AWS), a regroupé
certaines exigences pour chaque type
d’électrode.
Les électrodes sont classifiées en cinq
groupes principaux : acier doux, acier à
haute teneur en carbone, acier spécial
allié, fonte et non-ferreux tel que
l’aluminium. La plupart du soudage à
l’arc est effectué avec les électrodes de
classification acier doux. La composition
de l’électrode doit correspondre avec le
matériel de l’objet de travail.
!
AVERTISSEMENT
18 FR
Instructions D’Utilisation & Manuel De Pièces
Soudeur à l'arc à technologie de
convertisseur
Même
Diamètre
Que
L’Électrode
Même
Diamètre
Que
L’Électrode
Figure 7 - Produire Un Arc
E - 6 0 1 3
E= Électrode
60= Acier doux
70= Acier à haute teneur
1= Électrode peut être
utilisé dans toutes
positions
2= Électrode seulement
pour utilisation dans
une position plate ou
horizontale
Type de flux
Classement D’Électrodes AWS
Scorie
Soudure
Fil
Flux
Objet de
travail
Cratère
Figure 6 - Pièces Détachées de Soudage

Les enduits de flux sont fabriqués pour
l’utilisation avec c.a. (courant
alternatif), c.c. (courant continu)
polarité inversée, ou c.c. polarité
ordinaire. Quelques-uns fonctionnent
aussi bien avec c.a. et c.c.
ÉLECTRODES COMMUNES
1. E-6011 PÉNÉTRATION CREUSE
• La puissance de l’arc et la
solidification rapide du métal
facilite le soudage aérien et vertical
avec cette baguette.
• Si vous n’avez pas le temps
d’enlever la rouille, écailles ou
peinture, la pénétration avec cette
baguette est rapide et facile.
• Acceptable pour le soudage de
courant alternatif ou continu (c.a.
ou c.c.) (polarité inversée).
2. E-6013 TOUT USAGE
• Baguette pour toutes positions,
dépôt lisse avec éclaboussure basse.
• Pour tout acier doux et travaux
généraux.
• Acceptable pour la soudure à
courant alternatif ou continu (AC
ou DC) (polarité ordinaire ou
inversée).
3. E-7014 POUDRE EN FER
• Une baguette de “traînage” pour
tout usage et toutes positions.
• Idéal pour situations de mauvais
ajustage entre les pièces de métal.
• La poudre en fer dans l’enrobage
du flux se mélange avec la
baguette de remplissage afin de
produire un dépôt lisse avec peu
d’éclaboussure.
• Idéal pour les travaux décoratifs.
• Acceptable pour le soudage à
courant alternatif ou continu (c.a
ou c.c.) (polarité inversée).
4. E-7018 HYDROGÈNE BAS
• Une électrode à haute résistance,
pour toutes positions, conçue pour
la production d’hydrogène faible
avec propriété mécanique
excellente.
• Acceptable pour le soudage à
courant alternatif ou contenu (c.a.
ou c.c.) (polarité inversée).
COURANT
Le bon courant exige un ajustement
du soudeur au réglage d’ampérage
exigé. Le courant représente le flux
d’électricité actuel et peut être réglé
avec un bouton sur le soudeur. Le
courant utilisé dépend de la taille
(diamètre) et du type d’électrode
utilisée, position de la soudure, et
l’épaisseur de l’objet. Consulter les
spécifications indiquées sur
l'emballage de l'électrode ou le
tableau général de la section
d'opération. Le courant excessif brûle à
travers le métal léger, et le cordon de
soudure est plat et poreux ou le
cordon de soudure peut sous-caver
l’objet (Voir Fig. 11). Le cordon de
soudure paraît trop haut et irrégulier si
le courant est trop bas.
ANGLE DE SOUDURE
L’angle de soudure est l’angle de
l’électrode pendant le soudage.
L’utilisation du bon angle assure la
pénétration et la formation du cordon
de soudure exigé. L’angle de
l’électrode est un facteur très
important pour obtenir une soudure
de bonne qualité dans des positions de
soudure différents.
L’angle de l’électrode comprend deux
positions - l’angle de déplacement et
l’angle de travail. (Voir Figure 8.)
L’angle de déplacement est l’angle
situé dans la ligne de la soudure et
peut être variable de 5º à 45º de la
verticale selon les conditions de
soudage.
L’angle de travail est l’angle de
l’horizontale, mesuré aux angles droits
à la ligne de soudage.
Un angle de travail de 45º et un angle
de déplacement de 45º sont suffisant
pour la plupart des applications. Pour
les applications spécifiques, consulter
un manuel de soudage à l’arc.
Remarque: Les soudeurs droitiers
devraient souder de la gauche à la
droite. Les soudeurs gauchers devraient
souder de la droite à la gauche.
L’électrode devrait toujours être dirigée
vers le flaque de la soudure comme
indiqué.
LONGUEUR DE L’ARC
La longueur de l’arc est la distance de
l’objet de travail jusqu’au bout de
l’électrode; la distance de déplacement
de l’arc. Une longueur d’arc correcte est
nécessaire pour la production de
chaleur exigée pour le soudage (Voir
Fig. 11). Un arc qui est trop long produit
un arc instable, réduit la pénétration,
augmente l’éclaboussure, et produit des
cordons de soudure plats et larges. Un
arc trop court ne produit pas assez de
chaleur pour fondre l’objet de travail,
l’électrode se colle facilement, la
pénétration n’est pas suffisante, et les
cordons de soudure sont inégaux avec
des ondulations irrégulières. L’arc ne
devrait pas être plus long que le
diamètre de la baguette et son bruit
devrait être un grésillement constant
comme le grésillement du bacon.
VITESSE DE DÉPLACEMENT
La vitesse de déplacement indique la
Modèle WS2100
19 FR
L’angle de déplacement
L’angle de travail
5º - 45º
Figure 8 - Angle De Travail

vitesse à laquelle l’électrode est dirigée
le long de la surface de soudage. Le
diamètre et le type d’électrode,
l’ampérage, la position, et l’épaisseur de
l’objet de travail ont tous un effet sur la
vitesse de déplacement et peuvent avoir
un effet sur la qualité de la soudure.
(Voir Fig. 11).Si la vitesse est trop rapide,
le cordon est étroit et les ondulations du
cordon sont pointues comme indiqué. Si
la vitesse est trop lente, la soudure se
tasse et le cordon est haut et large.
RETRAIT DES SCORIES
Porter
des
lunettes protectrices approuvées ANSI
(ANSI Standard Z87.1) et des vêtements
protecteurs pour enlever les scories
chaudes. Les débris chauds et volants
peuvent causer de blessures.
Après avoir terminé la soudure,
attendre que les sections de soudage
refroidissent. Une couche protectrice
appelée scorie couvre le cordon de
soudure qui empêche la réaction du
métal fondu avec les polluants dans
l’air. La scorie peut être enlevée une
fois que la soudure a refroidi assez et
lorsqu’elle n’est plus rouge. Enlever la
scorie avec un marteau à buriner.
Frapper la scorie légèrement avec le
marteau et la dégager du cordon de
soudure. Finir avec une brosse
métallique.
Enlever la scorie avant chacune des
passes multiples.
POSITIONS DE SOUDAGE
Il y a quatre positions générales de
soudage : plate, horizontale, verticale,
et aérienne. La vitesse peut être
augmentée, le métal fondu coule
moins, une meilleure pénétration est
possible, et le travail est moins fatigant.
Le soudage est effectué avec une
électrode à un angle de déplacement
de 45º et un angle de travail de 45º.
Les autres positions exigent d’autres
techniques tels que le tissage, passe
circulaire, et jogging. Il faut une plus
grande compétence pour ces soudures.
La soudure aérienne est la position plus
difficile et dangereuse. Le réglage de la
chaleur et la sélection d’électrode
!
AVERTISSEMENT
20 FR
Instructions D’Utilisation & Manuel De Pièces
Soudeur À L’Arc Au Métal Enrobé
Longueur de l’arc trops courte
Courant trops haut
Longueur de l’arc trops longue
Courant trops bas Vitesse trops basse
Vitesse trops rapide
Métal Commun
Figure 11 - Apparence de la Soudure
REMARQUE: La largeur (W) du cordon de
soudeur devrait être approximativement
deux fois le diamètre de la baguette
d’électrode utilisée.
W
Courant, longueur de l’arc et
vitesse ordinaire
Figure 9 -
Multiples passes
de soudage
Figure 10 - Fillet
de soudage

varient selon la position.
Tout le travail devrait être effectué
dans la position plate si possible. Pour
les applications spécifiques, consulter
un manuel de soudage.
PASSES DE SOUDAGE
Quelque fois il est nécessaire d’utiliser
plus qu’une passe pour remplir le joint
(Voir Fig. 9 et 10). Si les pièces sont
épaisses, il est peut être nécessaire de
biseauter les bords qui sont unis à un
angle de 60º. Enlever la scorie avant
chaque passe.
Modèle WS2100
21 FR
Garantie Limitée 5-3-1
1. Durée : Le fabriquant garantie la réparation, sans frais pour les pièces et main-d’oeuvre, le Soudeur, le Pistolet Soudeur ou Câbles qui se
sont révèlés défectueux en matière ou fabrication, pendant les durées suivantes après la date d’achat initiale: Pour 1 An
2. Garantie Accordée Par (Garant) :
Campbell Hausfeld
The Scott Fetzer Company
100 Production Drive
Harrison, OH 45030
Telephone: (513)-367-4811
3. Bénéficiaire De Cette Garantie (Acheteur) : L’acheteur initial du produit Campbell Hausfeld .
4. Couverture De La Présente Garantie : Défauts de matière et de fabrication qui se révèlent pendant la période de validité de la
garantie. Cette garantie comprend le Soudeur, le Transformateur du Soudeur et Redresseur, Pistolet du Soudeur ou le Porte-Électrode, et
câbles seulement.
5. La Présente Garantie Ne Couvre Pas :
A. Les garanties implicites, y compris celles de commercialisabilité et D’ADAPTION À UNE FONCTION PARTICULIÈRE SONT LIMITÉES EN DURÉE
À CETTE GARANTIE. Après cette durée, tout risques de perte, quoi que ce soit, devient la responsabilité de l’acheteur. Certaines Provinces
n’autorisent pas de limitations de durée pour les garanties implicites. Les limitations précédentes peuvent donc ne pas s’appliquer.
B. TOUT DOMMAGE, PERTE OU DÉPENSE FORTUIT OU INDIRECT POUVANT RÉSULTER DE TOUT DÉFAUT, PANNE OU MAUVAIS
FONCTIONNEMENT DU PRODUIT CAMPBELL HAUSFELD. Certaines Provinces n’autorisent pas l’exclusion ni la limitation des dommages
fortuits ou indirects. La limitation ou exclusion précédente peut donc ne pas s’appliquer.
C. Les accessoires qui sont compris avec le produit et qui sont soumis à l’usure par l’usage normal; la réparation ou le remplacement de ces
objets sont la responsabilité de l’acheteur. Ces pièces MIG comprennent, mais ne sont pas limités à; Pointes De Contact, Buses, Doublures de
Pistolet, Rouleaux D’Entraînement, Nettoyant pour Fil en Feutre. Additionnellement, cette garantie ne comprend pas le dommage causé par
le remplacement ou entretien prématuré des pièces USABLES précédentes.
D. Toute panne résultant d’un accident, d’une utilisation abusive, de la négligence ou d’une utilisation ne respectant pas les instructions
données dans le(s) manuel(s) accompagnant le produit.
E. Service avant livraison, i.e. montage et ajustement.
7. Responsabilités Du Garant Aux Termes De Cette Garantie : Réparation ou remplacement, au choix du Garant, des produits ou
pièces qui se sont révélés défectueux pendant la durée de validité de la garantie.
8. Responsibilités De L’Acheteur Aux Termes De Cette Garantie :
A. Livraison ou expédition du produit ou pièce Campbell Hausfeld à Campbell Hausfeld. Taux de frais , si applicable, sont la responsabilité de
l’acheteur.
B. Utilisation et entretien du produit avec un soin raisonable, ainsi que le décri(vent)t le(s) mnuel(s) d’utilisation.
9. Réparation ou Remplacement Effectué Par Le Garant Aux Termes De La Présente Garantie : La réparation ou le remplacement
sera prévu et exécuté en fonction de la charge de travail dans le centre d’entretien et dépendra de la disponibilité des pièces de rechange.
Cette garantie limitée confère des droits précis. L’acheteur peut également jouir d’autres droits qui varient d’une Province à l’autre.
Garantie Limitée

22 FR
Instructions D’Utilisation & Manuel De Pièces
Le soudeur ne ronron pas quand
il est mis en marche (Voyant vert
n’est pas allumé)
Le soudeur ronron, mais ne soude
pas
Le soudeur donne des chocs à
goutte
Le soudeur surchauffe - fait
sauter les fusibles, déclenche le
disjoncteur
Arc difficile à amorcer
Cordon de soudure est trops
mince par intervalles
Cordon de soudure est trops épais
par intervalles
Enfoncements en lambeaux au
bord de la soudure
Le cordon de soudure ne pénétre
pas le métal commun
L’électrode se colle à l’objet de
travaille
Les électrodes crachent et se
collent
1. Manque de puissance à
la prise de courant
2.Cordon d’alimentation
endommagé
1.Courant insuffisant à
l’électrode
2. Mauvais raccordements
au soudeur
1.Contact accidentel avec
l’objet de travail
2. Perte de courant causer
pas les vêtements ou
endroit de travail
humides
1. Utilisation de la
mauvaise rallonge
2. Diamètre d’électrode
trops large
3. Surcharge du circuit
1. Diamètre d’électrode
trops large
2.L’objet de travail n’est
pas mis à la terre
correctement
3.Tension basse causer
par le surcharge
1.Vitesse de déplacement
irrégulière
2. Réglage de l’ampérage
de sortie trops bas
1. Vitesse de déplacement
lent et/ou irrégulière
2. Réglage de l’ampérage
de sortie trops haute
1.Vitesse de déplacement
trops rapide
2.Arc trops court
3.Réglage de l’ampérage
de sortie trops haut
1.Vitesse de déplacement
irrégulière
2. Réglage de l’ampérage
de sortie trops bas
L’électrode est en contact
avec l’objet de travaille
pendant que l’arc est
amorçé
Électrodes humides
1. Vérifier le fusible du circuit ou le disjoncteur
2.Faire réparer le cordon d’alimentation
1. Vérifier le collier de mise à la terre, le câble et son raccordement
à l’objet de travaille
2. Vérifier tous raccordements externes du soudeur
1. Éviter le contact avec l’objet de travail
2. Assurer que vos vêtements et l’endroit de travail sont secs
1. Déménager le soudeur si possible afin d’éviter l’usage d’un
cordon prolongateur, sinon, utiliser un cordon prolongateur plus
épais (Nº de calibre plus bas) Voir le tableau de la page 1..
2. Utiliser un électrode de diamètre plus petit
3. Cet équipement exige un circuit de 20A unique.
1. Utiliser un électrode de diamètre plus petit
2. Vérifier la mise à la terre. (Absence de peinture, vernis ou de
corrosion)
3. Faire fonctionner le soudeur sur un circuit de 20A unique.
1. Réduire et maintenir la vitesse de déplacement
2. Réglage de l’ampérage de sortie trops bas
1. Vitesse de déplacement lent et/ou irrégulière
2. Réglage de l’ampérage de sortie trops haute
1.Vitesse de déplacement trops rapide
2.Arc trops court
3.Réglage de l’ampérage de sortie trops haut
1.Vitesse de déplacement irrégulière
2. Réglage de l’ampérage de sortie trops bas
L’électrode est en contact avec l’objet de travaille pendant que l’arc
est amorçé
Électrodes humides
Guide De Dépannage - Soudeur
Symptôme Cause(s) Possible(s) Mesures Correctives
Pour Des Informations Concernant Ce Produit,
Appeler 1-800-746-5641

23 FR
Modèle WS2100
1 Décalque, avertissement DK683700AV 1
2 Connecteur, dinse WC000200AV 2
3 Emboîtement, dinse WC000400AV 2
4 Bride de mise à la terre WC100100AV 1
5 Serrage WC102000AV 1
6 Support, électrode WC200200AV 1
7 Manche WC301900AV 1
8 Interrupteur Marche/Arrêt WC403000AV 1
9 Bouton de sortie WC403001AV 1
10 Masque à main ▲ WC801200AV 1
11 Marteau ▲ WC803000AV 1
12 Lentille du masque à main ▲ WC801100AV 1
13 Cordon amovible, courant – 14AWGX3C, Type SJT 7.5 pieds (229 cm), • 1
14 Câble, soudage – 6 mmˆ2 10 pieds (305 cm) • 1
14 Câble, soudage – 6 mmˆ2 15 pieds (457 cm) • 1
15 Casque de soudure ▲ WT100500AV +
16 Trousse de chalumeau TIG ▲ WT610000AV +
▲Non illustré
•Quincaillerie standard disponible à votre quincaillerie ou fournisseur de soudage local.
+Accessoire optionnel
Instructions D’Utilisation & Manuel De Pièces
3
2
14
6
1
7
13
5
8
4
9
Pour Des Informations
Concernant Ce Produit,
Appeler 1-800-746-5641
N
o
de
Réf. Description Numéro de Pièce Qté
Figure 12 - Pièces de Rechange
Modèle WS2100

24
Courant Alternatif ou c.a. - courant
électrique qui change de direction
périodiquement. Le courant à soixante
cycles voyage dans les deux directions
soixante fois par seconde.
Longueur de L’Arc - La distance du
bout de l’électrode jusqu’au point où l’arc
contacte la surface de travail.
Métal Commun - le matériel qui doit
être soudé.
Joint en Bout - un joint entre deux
pièces qui sont alignées
approximativement dans le même plan.
Cratère - une flaque ou poche qui est
produite quand l’arc contacte le métal.
Courant Continu ou c.c. - courant
électrique d’une direction seulement. La
polarité (+ ou -) détermine la direction du
courant.
Polarité Inversée c.c. - quand le porte-
électrode est branché au pôle positif du
soudeur. La Polarité Inversée dirige plus de
chaleur dans l’électrode plutôt que sur
l’objet de travail pour l’utilisation sur les
matériaux plus minces.
Polarité Ordinaire c.c. - quand le
porte-électrode est branché au pôle
négatif du soudeur. Plus de chaleur est
dirigé vers l’objet de travail pour meilleur
pénétration des matériaux épais.
Électrode - un fil en métal enrobé ayant
approximativement la même composition
du matériel qui doit être soudé.
Soudure en Cordon - dimension
approx. d’un triangle, profil en travers, qui
uni les deux surfaces à angles droits en
soudure à recouvrement, en T ou en coin.
Flux - un enduit qui produit un gaz
protecteur autour de l’endroit de soudage.
Ce gaz protège les métaux contre les
polluants dans l’air.
Soudure À L’Arc Fourré de Flux - ou
Sans-gaz est une méthode de soudage
utilisée avec un soudeur à alimentation en
fil. Le fil de soudage est tubulaire avec du
flux à l’intérieur pour protection.
Soudure À L’arc au chalumeau - est
une méthode utilisée avec un soudeur à
alimentation en fil. Le fil est solide et un
gaz inerte est utilisé pour protection.
Soudure À L’Arc Tungstène au
chalumeau - est une méthode de
soudage utilisée avec de l’équipement de
soudage qui a une génératrice à haute
fréquence. L’arc est crée entre un
électrode tungstène non-usable et l’objet
de travail. Du bouche-pores peut être
utilisé.
Convertisseur - la technologie qui
convertit le courant d'entrée c.a. à haute
tension en courant de sortie de soudure
c.c. à ampérage élevé en utilisant un pont-
transistor et un redresseur de courant
constant au lieu d'un lourd transformateur
traditionnel.
Soudure à Recouvrement - un joint
entre deux pièces en chevauchement.
MIG - voir « soudure à l'arc à fil fourré »
Tension au Repos - la tension entre
l’électrode et le collier de mise à la terre du
soudeur quand il n’y a pas de flux de
courant (pas de soudage). Ceci détermine
la vitesse à laquelle l’arc est amorcé.
Chevauchement - se produit quand
l’ampérage est trop bas. En ce cas, le
métal fondu tombe de l’électrode sans se
fusant dans le métal commun.
Porosité - des soufflures, ou creux
formés pendant la solidification de la
soudure qui affaiblissent la soudure.
Pénétration -la profondeur que la
chaleur affecte l’objet pendant la soudure.
Une soudure de haute qualité est celle qui
atteint une pénétration de 100%. C’est à
dire que l’objet de travail en entier a été
chauffé et solidifié à nouveau. Les endroits
affectés par la chaleur devraient être
visibles sur le sens inverse de la soudure.
Soudure À L’Arc Au Métal Enrobé -
est une méthode de soudage qui utilise
une électrode usable pour soutenir un arc.
L’enduit de flux fondu sur l’électrode
fournit la protection.
Scorie - une couche d’encrassement de
flux qui protège la soudure des oxydes et
autres polluants pendant le
refroidissement de la soudure. Enlever la
scorie après que la soudure s’est refroidie.
Bavure - particules métalliques volantes
qui se refroidissent sur la surface de travail.
La bavure peut être diminuée si vous
utilisez un agent vaporisateur qui résiste la
bavure sur l’objet de travail avant de
souder.
Baguette - voir « soudage à l'arc au
métal enrobé ».”
Point de Soudure - une soudure
utilisée pour tenir les pièces en alignement
jusqu’à ce que les soudures actuelles
soient faites.
TIG - voir « soudage à l'arc tungstène au
chalumeau »
L’Angle de Déplacement - l’angle de
l’électrode dans la ligne de soudure.Ceci
est variable, de 5º à 45º selon les
conditions.
Joint en T - placer le bord d’un morceau
de métal sur l’autre à un angle de 90º.
Caniveau - une condition résultant d’un
ampérage trop haut qui produit une
rainure dans le métal commun le long des
deux côtés du cordon de soudure et sert à
affaiblir la soudure.
Flaque de Soudure - un volume de
métal fondu dans une soudure avant sa
solidification.
Cordon de Soudage - une couche(s)
étroite de métal placé sur le métal
commun pendant que l’électrode fond. Le
cordon de soudage est typiquement deux
fois le diamètre de l’électrode.
Angle de Travail - l’angle de l’électrode
à angle droit de la ligne de soudure.
électrode.
Lexique De Termes De Soudage
1/36