La page est en cours de chargement...

V1.0 8835910
Please read and understand all instructions before use. Retain this manual for future reference.
CUTTING AND WELDING KIT
VICTOR STYLE HEAVY DUTY

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
2 For technical questions call 1-800-665-8685
SPECIFICATIONS
Fuel Type Oxygen and Acetylene
Series 1
Connection Type Inlet Oxygen CGA540
Inlet Acetylene CGA510LH
Cutting Capacity Up to 3/4 in. or 6 in. with optional tips
Welding Capacity Up to 1/8 in. or 3 in. with optional tips
HAZARD DEFINITIONS
Please familiarize yourself with the hazard notices found in this manual.
A notice is an alert that there is a possibility of property damage, injury
or death if certain instructions are not followed.
DANGER! This notice indicates an immediate and specific hazard that
will result in severe personal injury or death if the proper
precautions are not taken.
WARNING! This notice indicates a specific hazard or unsafe practice
that could result in severe personal injury or death if the
proper precautions are not taken.
CAUTION! This notice indicates a potentially hazardous situation that
may result in minor or moderate injury if proper practices are
not taken.
NOTICE! This notice indicates that a specific hazard or unsafe
practice will result in equipment or property damage, but
not personal injury.

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 3
INTRODUCTION
The Victor Style Heavy Duty Cutting and Welding Kit is an oxygen/
acetylene gas welder capable of welding up to 1/8 in. steel or cutting
up to 3/4 in. steel. Optional tips (sold separately) increase the welding
capacity to 3 inches and cutting to 6 inches.
You must have training in the safe use and operation of a welding unit
to use this tool. This manual is not a substitute for this training.
SAFETY
WARNING! Read and understand all instructions before using this
tool. The operator must follow basic precautions to reduce the
risk of personal injury and/or damage to the equipment.
Keep this manual for safety warnings, precautions, operating or
inspection and maintenance instructions.
WORK AREA
1. Operate in a safe work environment. Keep your work area clean, well-
lit and free of distractions.
2. Remove all unnecessary people from the work area when welding.
Anyone remaining in the work area must wear the appropriate
welding safety equipment.
3. Store tools properly in a safe and dry location. Keep tools out of
the reach of children.
4. Do not install or use in the presence of flammable gases, dust or
liquids.
5. Welding sparks and ejected molten slag can start a fire. Remove
combustible materials within 39 ft (12 metres) of the welding unit.
See Fire and Explosion Precautions.
6. Have a fire extinguisher readily available (see Fire and Explosion
Precautions).
7. Use protective screens or barriers to protect others from flash and
glare; warn others in the area to look away from the arc.
8. Check that the work area is free from fires, sparks or hot debris
before leaving.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
4 For technical questions call 1-800-665-8685
PERSONAL SAFETY
WARNING! Wear personal protective equipment approved by the
Canadian Standards Association (CSA) or American National
Standards Institute (ANSI).
HEAD PROTECTION
DANGER! Never look directly at the welding arc without the
proper protection. The light can cause flash burn damage and
impair vision. Although treatment is possible, multiple
occurrences can result in permanent eye damage.
1. Protect your eyes from welding light by wearing a welder's helmet
fitted with a filter shade suitable for the type of welding you are
doing. The welding process produces intense white light, infrared
and ultraviolet light, these arc rays can burn both eyes and skin.
1.1. Consult the Welding Shade Guide in Appendix A for the
minimum shade to protect the eyes based on the amperage
and type of welding.
2. An opaque helmet will protect against the ultraviolet or infrared
light. A helmet will also protect against ejected hot material and
slag. The helmet should protect the face, forehead, ears and neck.
3. Wear a fire-resistant head covering like a skullcap or balaclava
hood to protect your head when the faceplate is down or when
using a welding hand-held face shield.
4. Wear ventilated safety goggles beneath the welding helmet or
behind the hand-held face shield. The cooling weld bead may
fragment or eject slag that can damage the eyes, when the helmet
or hand-held face shield is not in place.
4.1 Eye protection equipment should comply with CSA Z94.3-07
or ANS I Z87.1 standards based on the type of work
performed.
5. Wear fire resistant earplugs when welding overhead to prevent
spatter or slag from falling into ear.
PROTECTIVE CLOTHING
1. Wear a leather apron or jacket, leather welding gloves and full foot
protection. Choose clothing fabrics that resist sparks, heat, flames and

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 5
splashes of molten material. Artificial fabrics may burn and melt,
resulting in a more severe injury.
1.1 Wear welding capes and sleeves when performing overhead
welding.
2. Do not wear clothes or protective gear that are frayed, oily or
greasy as they may ignite from the heat or ejected slag and sparks.
3. Wear thick clothes that do not expose the skin. Ultraviolet or
infrared light can burn skin with sufficient exposure.
4. Do not wear clothing that can hold hot debris or sparks such as pant
cuffs, shirt pockets or boots. Choose clothing that has flaps over
pockets or wear clothing to cover the openings such as pant legs over
the boots or an apron over the shirt.
RESPIRATORS
1. Respiratory protection is needed when ventilation is not sufficient to
remove welding fumes or when there is risk of oxygen deficiency.
1.1. Wear a NIOSH approved respirator when working on materials
that produce dust or particulate matter.
2. Work in a confined space only if it is well ventilated or while
wearing an air-supplied respirator. Welding fumes and gases can
displace air and lower the oxygen level causing injury or death. Be
sure the breathing air is safe (See Fumes and Gases).
3. The user can take the additional precaution of informing another
person in the work area of the potential danger, so that person can
watch for indications that the user is suffering from oxygen deprivation.
PERSONAL PRECAUTIONS
Control the tool, personal movement and the work environment to avoid
personal injury or damage to the tool.
1. Do not operate any tool when tired or under the influence of drugs,
alcohol or medications.
2. Avoid wearing clothes or jewelry that can become entangled with
the moving parts of a tool. Keep long hair covered or bound.
3. Do not overreach when operating the tool. Proper footing and balance
enables better control in unexpected situations.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
6 For technical questions call 1-800-665-8685
4. Support the workpiece or clamp it to a stable platform. Holding the
workpiece by hand or against your body may lead to personal injury.
5. Do not wear any personal grooming products that are flammable,
such as hair preparations, perfume or cologne with an alcohol base.
6. Remove any combustibles, such as butane lighters or matches,
from your person before doing any welding. Hot welding sparks
may light the matches or ignite leaking lighter fuel.
SPECIFIC SAFETY PRECAUTIONS
WARNING! DO NOT let comfort or familiarity with product (gained
from repeated use) replace strict adherence to the tool safety
rules. If you use this tool unsafely or incorrectly, you can suffer
serious personal injury.
Welding produces sparks, molten slag, intense white light, plus infrared
and ultraviolet light. A cooling bead can eject chips or fragments of
slag. Any of these can cause direct harm to the eyes and skin of the
welder or bystanders.
1. Use the correct tool for the job. This tool was designed for a
specific function. Do not modify or alter this tool or use it for
an unintended purpose.
2. Welding requires a helmet with full face protection per CSA
standard Z94.3.1.
3. Protect against reflected arc rays. The rays can reflect off a shiny
surfaces behind the user, into the helmet and off the filter lens into
the eyes. Remove or cover any reflective surface behind the user
such as a glossy painted surface, aluminum, stainless steel or glass.
4. Welding produces sparks and molten slag. A cooling bead can
eject chips or fragments of slag. Any of these can cause direct
harm to the eyes or skin of the user or bystanders.
5. Erect protective screens or barriers to protect bystanders from the
flash and glare; warn others in the area not to watch the arc. Do not
strike a welding arc until all bystanders and you (the user) have
welding shields and/or helmets in place.
6. Immediately replace a cracked or broken helmet or a scratched or
damaged lens filter to avoid damage to the eyes or face from arc
flash or ejected molten material.

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 7
7. Do not handle hot metal rods with bare hands. Handling may result in a
burn injury.
8. Do not use the welding unit if personal movement is confined or if
there is a danger of falling.
9. Do not point the torch at any body part of yourself or at anyone else.
10. Do not use a welding unit to thaw frozen pipes.
FIRE AND EXPLOSION PRECAUTIONS
Welding can produce sparks, hot slag or spatter, molten metal drops
and hot metal parts that can start fires.
1. Clear the floor and walls of an area of all combustible and/or
flammable materials up to 39 ft (12 metres) away from the welding
unit. Hot debris ejected during welding can land at a considerable
distance away. Solid floors of concrete or masonry is the preferred
working surface.
1.1 Cover any combustible material with fire resistant covers or
shields, if it cannot be removed. The covering must be tight
and should not leave openings for sparks or ejected slag to
enter.
1.2. Check both sides of a panel or wall for combustible material.
Remove the combustible material before welding.
2. A combustible floor should be protected with a fire resistant
covering. Alternatives are to spray the floor with water to keep it wet
for the duration of the welding or cover with damp sand.
3. Seal cracks and openings to adjacent areas that a spark or slag
can enter. Seal any openings found with a fire-resistant cover. Shut
doors and windows that do not provide ventilation or erect
protective screens in front of them when possible.
4. Avoid welding near hydraulic lines or containers containing
flammable contents.
5. Do not perform any welding work on containers that held
flammable or toxic substance, until they are cleaned by a person
trained in removing toxic and flammable substances and vapours
per the American Welding Standard AWS F4.1.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
8 For technical questions call 1-800-665-8685
6. Open a container before performing any welding work on it. The
heat generated by the welding process will cause the air and gases
to expand. The internal pressure may cause a sealed or closed
container to rupture, possibly causing an injury or death.
7. Inspect oxy-fuel apparatus for oil, grease or damaged parts. DO
NOT use the oxyfuel apparatus if oil or grease is present or if
damage is evident. Have the oxy-fuel apparatus cleaned and/or
repaired by a qualified repair technician before using it.
8. Keep flames, heat and sparks away from cylinders and hoses.
9. Never test for gas leaks with a flame. Use an approved leak-
detector solution such as soapy water.
10. Do not weld pipes or metal that are covered in combustible
material or in contact with combustible structure such as a wall.
Only weld if the covering can be safely removed.
10.1 Follow all safety precautions and legal requirements before
welding a workpiece that contains Asbestos or attempting to
remove the Asbestos covering. This requires expert
knowledge and equipment.
10.2 Molten slag can run down the inside and outside of a pipe
and start a fire. Be aware where the pipe terminates and take
precautions.
11. Do not weld a panel that is a sandwich construction of combustible
and metal materials.
12. Have a fire extinguisher available for immediate use. A dry chemical
fire extinguisher for Types A, B and C is suggested.
12.1 Welding a combustible metal like zinc, magnesium or
titanium requires a Type D fire extinguisher.
13. Ventilation systems should be positioned so sparks or molten slag
isn’t carried to an adjacent area.
14. Have a Fire Watcher observing areas outside of the welder’s view,
such as the opposite side of a wall or behind the welder. A fire may
also start on the other side of a structure that could not be removed.
The Fire Watcher will extinguish a fire or raise the alarm to evacuate if
the fire cannot be contained by the extinguishing equipment.

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 9
14.1 A fire watch extends at least 30 minutes after the welding is
complete to ensure there are no fires caused by smoldering
sparks or ejected material.
15. Never point the stream of pure oxygen at a greasy surface. The
oxygen can ignite the grease and cause a fire, risking the lives of
those in the area.
16. Never exceed 15 PSI output when using acetylene. Acetylene is
explosive at pressures of 29.4 PSI or above. Acetylene gas is
dissolved in liquid acetone within the cylinder to prevent this.
FUMES AND GASES
WARNING! Stop welding and move to a location with ventilation if
your eyes, nose or throat become irritated. This indicates the
ventilation is not adequate to remove the fumes. Do not resume
welding until the ventilation is improved and the discomfort
ceases. Seek medical attention if the symptoms do not diminish
or if the welder experiences nausea, dizziness or malaise.
Welding may produce hazardous fumes and gas during the welding
process. A well ventilated work area can normally remove the fumes
and gases, but sometimes the welding produces fumes and gases that
are hazardous to your health.
1. Only work in a confined space if the area is well ventilated or while
wearing a respirator or an air-supplied respirator. Welding fumes
and gases can displace air and lower the oxygen level causing
injury or death. Be sure the breathing air is safe. Always have a
trained watchperson nearby.
1.1 If ventilation in the work area is poor, use an approved air-
supplied respirator. All the people in the work area must also
have air-supplied respirators.
2. Avoid positions that allow welding fumes to reach your face. Always
attempt to weld ‘upwind’ of the workpiece with the airflow across the
face of the welder. Airflow from behind may create a low pressure area
in front of the welder and draw the fumes to the person.
3. Ventilate the work area to remove welding fumes and gases. The
fumes and gases should be drawn away from the user.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
10 For technical questions call 1-800-665-8685
3.1 Ventilation should be enough to disperse fumes, but not
enough to disturb the flame during welding.
3.2 Ventilation exhaust shall be directed to a non-work area to
avoid exposing other people to potential toxic or dangerous
fumes.
3.3 Air removed from the work area by the ventilation system must be
replenished with fresh air to avoid oxygen starvation or a build-up
of fumes or gases. Only use air to provide ventilation. Any other
combination of gases may be explosive or toxic to people in the
work area.
3.4 Ventilation methods that remove gas and fumes from the
welding point before they reach the welder’s face should be
given preference.
4. Avoid welding in a work area that has vapours from cleaning,
degreasing or any spraying operations. The heat and light from
welding can react with the vapour and form irritating or potentially toxic
gases. Wait for the vapours to disperse.
5. Consult the manufacturer's Safety Data Sheets (SDS) for
instructions and precautions about metals, consumables, coatings,
cleaners and degreasers.
5.1 Do not weld on coated metals such as galvanized, lead or
cadmium plated steel, unless the coating is removed from the
weld area. The coatings and any metals containing these
elements can give off toxic fumes during the welding process.
5.2 Do not weld, cut or heat lead, zinc, cadmium, mercury, beryllium
or similar metals without seeking professional advice and
inspection of the welding area’s ventilation. These metals
produce extreme toxic fumes, which can cause discomfort,
illness and death.
5.3 Do not weld or cut near chlorinated solvents or in areas that
chlorinates solvents can enter. The heat or ultraviolet light of
the arc can separate chlorinated hydrocarbons into a toxic gas
(phosgene) that can poison or suffocate the user or
bystanders.

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 11
COMPRESSED GAS CYLINDER PRECAUTIONS
WARNING! Improper handling or maintenance of compressed gas
cylinders and regulators can result in serious injury or death. Do
not use a cylinder or its contents for anything other than its
intended use.
1. Open the oxygen cylinder’s valve completely to seat the cylinder’s
seal and packing.
2. Do not attempt to mix gases or refill a gas cylinder. Exchange a
cylinder or have it refilled by a professional service.
3. Do not deface or alter the name, number or other markings on a
cylinder. Do not rely on a cylinder’s colour to identify the contents. Do
not connect a regulator to a cylinder that contains a gas that the
regulator was not designed to handle.
4. Do not expose a cylinder to excessive heat, sparks, slag, flame or
any other heat source.
4.1 A cylinder exposed to temperatures above 130 °F will require
water spray cooling.
5. Do not expose a cylinder to electricity of any kind.
6. Do not attempt to lubricate a regulator. Always change a cylinder
carefully to prevent leaks and damage to the cylinder’s walls, valve
or safety devices.
7. Gases in the cylinder are under pressure. Protect the cylinder from
bumps, falls, falling objects and harsh weather. A punctured
cylinder under pressure can become a lethal projectile. If a cylinder
is punctured, do not approach until all pressure is released.
7.1 Protect the valve and regulator. Damage to either can result in
regulator’s explosive ejection from the cylinder.
8. Always secure a gas cylinder in a vertical position to a welding cart or
other fixed support with a steel chain, so it cannot be knocked over.
8.1 Away from areas where they may be struck or subjected to
physical damage.
8.2 Do not use as an improvised support or roller.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
12 For technical questions call 1-800-665-8685
9. Always place the cylinder cap securely on the cylinder unless it is
in use or being serviced.
10. Do not use a wrench or hammer to open a cylinder valve that
cannot be opened by hand. Notify your supplier for instructions.
11. Do not modify or exchange gas cylinder fittings.
12. Close the cylinder valve and immediately remove the faulty regulator
from service for repair, if any of the following conditions exist:
12.1 Gas leaks externally.
12.2 Delivery pressure continues to rise with the downstream
valve closed.
12.3 The gauge pointer does not move off the stop pin when
pressurized or fails to return to the stop pin after pressure is
released.
13. Do not attempt to make regulator repairs. Send faulty regulators to
the manufacturer's designated repair center.
14. Do not weld on the gas cylinder.
15. Keep your head and face away from the cylinder valve outlet when
opening the cylinder valve.
16. Compressed gas cylinders must not be located in a confined
space with the person welding to prevent the possibility of leaks
displacing the oxygen.
UNPACKING
WARNING! Do not operate the tool if any part is missing. Replace
the missing part before operating. Failure to do so could result in
a malfunction and personal injury.
Remove the parts and accessories from the packaging and inspect for
damage. Make sure that all items in the contents are included.
Contents: • Oxygen Regulator • Acetylene Regulator • Torch body
• Cutting Nozzle • 3 Welding Tips • Tip Cleaner
• Heating Nozzle • Twin Rubber Hose • Wrench
• Gas Lighter • Goggles

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 13
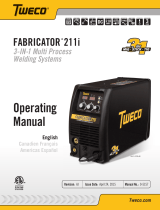
IDENTIFICATION KEY
A Swaged Nozzle
B Torch body
C Acetylene Fuel Knob
D Hose Check Valves (not
included)
E Oxygen Knob
F Cutting Tip
G Cutting Torch Lever
H Welding Blowpipe (A, B, C, D
and E)
I Cutting Blowpipe (B, C, D, E,
F, G )
J Oxygen Regulator (Green)
K Oxygen Cylinder
L Flashback Arrestor (not
included).
M Acetylene Fuel Regulator
(Red)
N Oxygen Supply Hose (Green)
O Acetylene Fuel Supply Hose
(Red)
P Acetylene Cylinder
ASSEMBLY & INSTALLATION
Letter references in parenthesis (A) refer to the included Identification Key.
ASSEMBLE THE CONNECTIONS
1. Check the each cylinder’s valve and threads. Remove debris by
hand or quickly open and close the valves to blow debris out.
Confirm each valve is closed.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
14 For technical questions call 1-800-665-8685
2. Screw the red acetylene fuel regulator (M) into the acetylene
cylinder (P) and make sure it is secure.
3. Screw the green oxygen regulator (J) into the oxygen cylinder (K)
and make sure it is secure.
4. Screw a flashback arrestor (L) into each regulator’s low pressure
outlet. Make sure the arrows on the arrestor match the gas flow
direction when installing.
4.1 Only install flashback arrestors designed for the type of gas in
the cylinder.
5. Screw the red acetylene fuel supply hose (O) to the flashback
arrestor on the acetylene cylinder (P).
6. Screw the green oxygen supply hose (N) to the oxygen
cylinder (K).
7. Install hose check valves (D) onto the inlets of the torch body (B) or
cutting blowpipe.
8. Screw one of the three swaged nozzles (A), the heating nozzle or
the cutting tip onto the welding body (H) based on the welding
task. Tighten the coupling nut to secure.
9. Connect each supply hose to the correct check valve. Re-confirm
the oxygen and acetylene fuel hoses are connected to the correct
inlets.
10. Confirm all valves are closed.
CHECK FOR GAS LEAKS
Check for gas leakage after each time the welding unit is set up for
welding and at regular intervals.
1. Connect the regulator and gas hose assembly and then tighten all
connectors and clamps.
2. Slowly open regulator valve on the acetylene fuel cylinder until the
hose is pressurized.
3. Close the cylinder valve and pay attention to the needle indicator
on the regulator’s pressure gauges. If the needle drops away
towards zero, there is a gas leak.

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 15
A drop in the low pressure gauge indicates the leak is in the hose
or blowpipe. A drop on the high pressure side indicates the leak is
the cylinder connection. The regulator itself may be the problem
regardless of which gauge shows a pressure drop.
Sometimes a gas leak can be slow and difficult to identify. Leave
the gas pressure in the regulator and line for an extended time.
Close the cylinder valve and check after a minimum of 5 minutes.
4. Open the blowpipe valve and purge the hose of acetylene.
5. Repeat steps 1 to 4 with the oxygen cylinder and hose.
6. After confirming there is a loss of gas, check all connectors and
clamps for leakage by brushing or spraying with soapy water.
Bubbles will appear at the leakage point.
7. Tighten clamps or fittings to eliminate gas leakage. Replace the
clamps and fittings if this fails to solve the problem.
8. Repeat this test when changing the tips or heating nozzle between
tasks.
OPERATION
WARNING! Perform all welding in a well-ventilated area to help
prevent the concentration of flammable and/or toxic fumes.
Matching the swaged and cutting nozzle size to the task is important to
control the gas flow and heat applied to the workpiece.
An oversized nozzle requires more gas to generate the correct amount
of heat. This will also expose a larger area to the heat and may cause
unwanted distortion in the metal.
An undersized nozzle may overheat and become unusable due to
damage. Reducing the gas flow to reduce the heat may cause a
flashback if the flow is too low.
Consult the following charts to determine the correctly sized nozzle for
the task and the correct pressure setting for each gas cylinder.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
16 For technical questions call 1-800-665-8685
WELDING SETTINGS
SWAGED WELDING NOZZLES AND PRESSURE SETTINGS
NOZZLE
SIZE
PLATE
THICKNESS
ACETYLENE
PRESSURE
OXYGEN
PRESSURE
GAS CONSUMPTION
IN. MM GAUGE PSI BAR PSI BAR ACT L/M OXY L/M
1
0.9
19
2
0.14
2
0.14
0.47
0.47
2 1.2 16 2 0.14 2 0.14 0.94 0.94
3 2 12 2 0.14 2 0.14 1.4 1.4
5 2.6 10 2 0.14 2 0.14 2.4 2.4
7 3.2 8 2 0.14 2 0.14 3.3 3.3
10 4 6 3 0.21 3 0.21 4.7 4.7
13 5 4 4 0.28 4 0.28 6 6
18 6.5 2 4 0.28 4 0.28 8.5 8.5
CUTTER PRE-HEATING SETTINGS
CUTTING NOZZLE AND PRE-HEATING SETTINGS
NOZZLE
SIZE
PLATE THICKNESS ACETYLENE
PRESSURE
OXYGEN
PRESSURE
GAS
CONSUMPTION
IN. MM INCH BAR PSI BAR
PSI ACT L/M
OXY L/M
1/32 3 to 6 1/8 to
15/64
0.14 2 1.5 21.70
8 8.7
3/64 5 to 12 13/64 to
15/32
0.14 2 2.0 29.00
9.5 10
1/16 10 to 75 25/64 to
2-61/64
0.14 2 2.5 36.25
11.5 13
5/64 70 to 100 2-3/4 to
3-15/16
0.14 2 2.5 36.25
13 14.5
3/32 90 to 150 3-17/32 to
5-29/32
0.21 3 2.5 36.25
18 20
1/8 190 to 300 7-31/64 to
11-13/16
0.28 4 3.0
43.5 24 27

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 17
CUTTING SETTINGS
CUTTING NOZZLES AND CUTTING SETTINGS
NOZZLE
SIZE
PLATE THICKNESS ACETYLENE
PRESSURE
OXYGEN PRESSURE GAS
CONSUMPTION
IN. MM INCH BAR PSI BAR PSI ACT
L/M
OXY
L/M
1/32 3 to 6 1/8 to
15/64
0.14 2 1.5 to 2.0 21.7 to 29
8.7 20-25
3/64 5 to 12 13/64 to
15/32
0.14 2 2.0 to 3.0 29 to
43.5
10 40-50
1/16 10 to
75
25/64 to
2-61/64
0.14 2 3.0 to 4.0 43.5 to
58
13 80-
110
5/64 70 to
100
2-3/4 to
3-15/16
0.14 2 3.5 to 4.5 50.75 to
65.25
14.5 130-
160
3/32 90 to
150
3-17/32 to
5-29/32
0.21 3 4.0 to 5.0 58 to
72.5
20 170-
200
1/8 190 to
300
7-31/64 to
11-13/16
0.28 4 6.0 to 7.0 87 to
101.5
27 350-
400
LIGHTING THE BLOWPIPE
WARNING! Wear personal protective equipment before igniting
the blowpipe to avoid a burn injury or blindness (see Safety).
1. Purge the acetylene fuel hose and blowpipe by opening the fuel
regulator valve to eject contaminants. Leave open for 5 seconds for
every 25 feet of hose. Close the fuel valve on the blowpipe.
2. Next, purge the oxygen hose and blowpipe in the same way. Close
the oxygen valve on the blowpipe.
3. Open the torch fuel valve approximately 1/8 turn. You want the
minimum amount of gas
4. Hold the spark lighter nozzle so it does not obstruct the gas flow.
Activate the lighter to ignite the gas.
6. Open the oxygen valve on the torch handle and adjust until the
feather disappears leaving a small inner flame. This is a neutral
flame.
7. An additional step for the cutting torch is to press the lever (G) to
introduce additional oxygen. The inner flame should not change if
properly set. Adjust if necessary.

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
18 For technical questions call 1-800-665-8685
SHUTTING DOWN
1. Close the blowpipe’s oxygen valve, then close the acetylene valve.
1.1 Closing the acetylene valve before the oxygen valve can cause
a flashback or backfire.
2. Close both cylinder valves to stop the gas flow.
3. Reopen the blowpipe’s acetylene valve to allow it to purge. Close
the valve.
4. Reopen the blowpipe’s oxygen valve to allow it to purge. Close the
valve.
5. Close both regulator valves.
FLASHBACK
Flashback occurs when the flame travels into the torch, up the hose and
into the fuel or oxygen cylinder. A loud pop may occur and a shrill
hissing sound can be heard when the flame is burning inside the torch.
A flashback arrestor (L) will stop the flame from passing through to the
next section. A flashback will blow through a check valve without
stopping. A flashback arrestor must be installed after the regulator to
protect the gas cylinders.
When a flashback occurs, immediately shut off the oxygen supply at the
blowpipe and then the cylinder. Then shut off the acetylene fuel.
Allow the torch and tips to cool before attempting to reuse them.
Discontinue use if a second flashback occurs and have a qualified
technician examine and repair the torches or hoses.
CARE & MAINTENANCE
1. Maintain the tool with care. A tool in good condition is efficient,
easier to control and will have fewer problems.
2. Inspect the tool components daily. Repair or replace damaged or
worn components. Only use identical replacement parts when
servicing.
3. Follow instructions for lubricating and changing accessories.
4. Only use accessories intended for use with this tool.
5. Keep the tool clean, dry and free from oil/grease at all times.

V1.0 Victor Style Heavy Duty Cutting and Welding Kit 8835910
Visit www.princessauto.com for more information 19
6. Maintain the tool’s labels and name plates. These carry important
information. If unreadable or missing, contact Princess Auto Ltd. for
replacements.
7. Pressure test the welding tool once each week to make sure there
are no leaks.
8. Refurbish or replace the tool every five years.
WARNING! Only qualified service personnel should repair the
tool. An improperly repaired tool may present a hazard to the
user and/or others.
DISPOSAL
Recycle a tool damaged beyond repair at the appropriate facility.
TROUBLESHOOTING
Visit a Princess Auto Ltd. location for a solution if the tool does not
function properly or parts are missing. If unable to do so, have a
qualified technician service the tool.
PROBLEM(S) POSSIBLE CAUSE(S) SUGGESTED SOLUTION(S)
Torch bangs or
snaps off
during ignition
1. Gas remaining in hose
or tool.
2. Insufficient acetylene
gas flow.
3. Torch is not pressure
tight.
4. Nozzle installed
improperly.
5. Incorrect gas flow for
nozzle size.
1. Ensure hoses are purged
correctly.
2. Increase fuel gas flow before
lighting.
3. Check torch for leaks.
4. Check nozzle is properly
seated.
5. Ensure sufficient flow of
acetylene for the nozzle size
in use.
Torch bangs or
snaps off
during use
1. Incorrect gas flow for
nozzle size.
2. Dirty nozzle.
3. Damaged nozzle
1. Check gas flow and pressure
is correct for the nozzle size.
2. Check the nozzles is not
blocked, clean with nozzle
cleaners
3. Replace nozzle
Torch bangs
when switching
off
Shutdown procedure not
followed.
Ensure the oxygen supply is
switched off first (Operations -
Shutting Down).

8835910 Victor Style Heavy Duty Cutting and Welding Kit V1.0
20 For technical questions call 1-800-665-8685
APPENDIX A
/