PROPOINT 8611311 Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

8611311 180 MULTI-PROCESS MIG-ARC-TIG WELDER V1.0
34 For technical questions call 1-800-665-8685
APPENDIX A

V1,0 8611311
Vous devez lire et comprendre toutes les instructions avant d'utiliser l'appareil. Conservez ce manuel afin
de pouvoir le consulter plus tard.
SOUDEUSE À PROCESSUS
MULTIPLES MIG-ARC-TIG
MANUEL D'UTILISATEUR

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
2 En cas de questions techniques, appelez le 1-800-665-8685
SPÉCIFICATIONS
Tension d'entrée 115/230 V c.a ± 15
Courant nominal d'entrée
115 V
16 à 27,5 A
230 V 22,6 à 30,2 A
Phase
Monophasé
Plage de courant de sortie 10 à 180 A
Puissance de sortie de soudage MIG (GMAW/FCAW) à un cycle
de service de 25 %
115 V 30 à 100 A
230 V 30 à 180 A
Plage de tensions pour le soudage MIG
15 1/2 à 21 1/2 A
Puissance de sortie de soudage par baguettes (SMAW) à un
cycle de service de 25 %
115 V 10 à 100 A
230 V
10 à 160 A
Puissance de sortie de soudage TIG (GTAW) à un cycle de
service de 25 %
115 V 10 à 100 A
230 V 10 à 180 A
Tension à vide 53 V
Capacité de soudage
3/8 po
Vitesse du dévidoir de fil 30 à 60 po par minute
Diamètre du fil de soudage (MIG-ARC-TIG)
0,025 / 0,03 / 0,035 po
Catégorie de protection IP21S
INTRODUCTION
La soudeuse à processus multiples MIG-ARC-TIG 180 Pro.Point présente la version la plus
récente de la technologie de transistor bipolaire à porte isolée, de sorte qu'elle procure une
efficacité maximale et un cycle de service prolongé. La soudeuse offre une puissance de
soudage MIG, TIG et ARC de 180 A avec bitension (115/230 V). Sélectionnez le calibre du fil et le
mode ARC, MIG ou TIG avec l'option de réglage intelligent breveté. La soudeuse s'occupe du
reste. Pour le soudage MIG/MAG, l'utilisateur peut utiliser les options avec ou sans gaz. La
soudeuse est munie d'un raccord de chalumeau de soudage TIG Tweco de type européen qui
permet de relier un chalumeau MIG (vendu séparément). Des dévidoirs de fil sont installés à
l'intérieur avec des rouleaux de guidage en acier qui s'utilisent avec le fil de soudage.
La trousse de pistolet à bobine de 200 A Pro.Point (UGS 8612517) est compatible avec
cette soudeuse.
SÉCURITÉ
AVERTISSEMENT ! Veuillez lire et comprendre toutes les instructions avant d'utiliser cet outil.
L'utilisateur doit respecter les précautions de base lorsqu'il utilise cet outil afin de réduire le
risque de blessure ou de dommage à l'équipement.
Conservez ce manuel qui contient les avertissements de sécurité, les précautions, les
instructions de fonctionnement ou d'inspection et d'entretien.
SOUDEUSE À PROCESSUS
MULTIPLES MIG-ARC-TIG 180

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 3
DÉFINITIONS DE DANGER
Veuillez-vous familiariser avec les avis de danger qui sont présentés dans ce manuel. Un avis est
une alerte indiquant qu'il existe un risque de dommage à la propriété, de blessure ou de décès
si on ne respecte pas certaines instructions.
DANGER ! Cet avis indique un risque immédiat et particulier qui
entraînera
des blessures
corporelles graves ou même la mort
si on omet de prendre les précautions nécessaires.
AVERTISSEMENT ! Cet avis indique un risque particulier ou une pratique non sécuritaire qui
pourrait
entraîner des
blessures corporelles graves ou même la mort
si on omet de prendre
les précautions nécessaires.
ATTENTION ! Cet avis indique une situation possiblement dangereuse qui peut entraîner des
blessures mineures ou modérées si on ne procède pas de la façon recommandée.
AVIS ! Cet avis indique un risque particulier ou une pratique non sécuritaire qui entraînera des
dommages au niveau de l'équipement ou des biens, mais non des blessures corporelles.
AIRE DE TRAVAIL
1. Travaillez dans un environnement de travail sécuritaire. Gardez votre aire de travail propre,
bien éclairée et exempte de toute distraction.
2. Toute personne non impliquée dans le soudage devrait se tenir à l'écart de l'aire de travail.
Toute personne demeurant dans l'aire de travail doit porter l'équipement de protection
approprié pour le soudage.
3. Rangez les outils correctement dans un lieu sécurisé et sec. Gardez les outils hors de la
portée des enfants.
4. N'installez pas et n'utilisez pas d'outils électriques en présence de gaz, de poussière ou de
liquides inflammables.
5. Les étincelles et le laitier résultant du soudage peuvent provoquer un incendie. Enlevez la
matière combustible à une distance de 12 m (39 pi) de l'appareil de soudage.
6. Assurez-vous de disposer d'un extincteur à la portée de la main (voir Précautions pour
éviter les incendies et les explosions).
7. Utilisez des écrans ou des barrières de sécurité pour protéger les autres des arcs et des
éblouissements; avertissez les autres personnes dans le secteur de ne pas regarder l'arc.
8. Maintenez l'appareil de soudage à au moins 1 pi de tout mur ou structure.
9. Assurez-vous que l'aire de travail ne présente pas de flammes, d'étincelles ou de débris
chauds avant de partir.
SÉCURITÉ PERSONNELLE
AVERTISSEMENT ! Portez de l'équipement de protection personnelle homologué par
l'Association canadienne de normalisation (CSA) ou l'American National Standards
Institute (ANSI).
PROTECTION DE LA TÊTE
DANGER ! Ne regardez jamais l'arc de soudage sans protéger vos yeux de manière adéquate. La
lumière peut provoquer une brûlure par flash électrique et compromettre votre vision. Même si
un traitement est possible, une répétition du phénomène peut entraîner des dommages
permanents aux yeux.
1. Protégez vos yeux contre la lumière provoquée lors du soudage en portant un casque de
soudeur muni d'un filtre dont la teinte convient au type de soudage que vous effectuez. Le
processus de soudage produit une lumière blanche intense, ainsi qu'une lumière infrarouge
et ultraviolette dont les rayons peuvent causer des brûlures à la peau et aux yeux.

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
4 En cas de questions techniques, appelez le 1-800-665-8685
1.1 Consultez le Guide des teintes pour le soudage à l'annexe A afin de déterminer la teinte
minimale capable de protéger les yeux en fonction de l'intensité et du type de soudage.
2. Un casque opaque vous protégera contre la lumière ultraviolette ou infrarouge. Un casque
vous protégera également contre les projections de matières chaudes et de scories.
3. Portez un couvre-chef ignifuge, comme une calotte ou un passe-montagne afin de protéger
votre tête lorsque la plaque avant est abaissée ou lorsque vous utilisez un écran à main
pour le soudage.
4. Portez des lunettes de sécurité ventilées sous le masque de soudeur ou derrière l'écran
facial à main. Le cordon de soudure en cours de refroidissement peut se fragmenter ou
projeter des scories capables d'endommager les yeux lorsque le masque ou l'écran à main
n'est pas en place.
4.1 L'équipement de protection des yeux devrait être conforme à la norme CSA Z94.3-07
ou ANSI Z87.1 fonction du type de travail effectué.
5. Portez des bouchons ignifuges dans les oreilles lors du soudage en hauteur pour empêcher
les projections ou le laitier de tomber dans vos oreilles.
VÊTEMENTS DE PROTECTION
1. Portez un tablier ou une veste en cuir, des gants de soudage en cuir et une protection
complète pour les pieds. Choisissez des vêtements fabriqués de tissus qui résistent aux
étincelles, à la chaleur, aux flammes et au matériau fondu. Les tissus artificiels peuvent
brûler et fondre, augmentant ainsi la gravité des blessures.
1.1 Portez une cape et des manches de soudage afin de procéder au soudage en hauteur.
2. Ne portez pas de vêtements ou d'équipement de protection effiloché, huileux ou graisseux,
puisqu'il peut s'allumer sous la chaleur du laitier et des étincelles projetés.
3. Portez des vêtements épais qui ne laissent aucune surface de peau exposée. La lumière
ultraviolette ou infrarouge peut brûler la peau lors d'une exposition suffisante.
4. Ne portez pas des vêtements pouvant retenir les débris chauds ou les étincelles, comme un
pantalon à revers, des poches de chemise ou des bottes. Choisissez des vêtements dont les
poches présentent des rabats ou portez des vêtements qui recouvrent les ouvertures,
comme un pantalon recouvrant les bottes ou un tablier au-dessus de votre chemise.
5. Les gants devraient être dotés d'une doublure isolante afin de protéger contre les chocs
électriques.
6. Des chaussures à semelle de caoutchouc ou des bottes de travail isolées électriquement
sont recommandées lorsqu'on utilise un appareil de soudage. Une semelle antidérapante
contribuera également à ne pas perdre pied et à maintenir son équilibre pendant le travail.
6.1 Pour éviter les blessures dues aux chutes d'objets, portez des bottes à embout d'acier.
APPAREILS RESPIRATOIRES
1. Il est nécessaire de porter un appareil respiratoire lorsque la ventilation ne suffit pas à
éliminer les émanations de soudage ou lorsqu'il existe un risque de manque d'oxygène.
1.1 Portez un appareil respiratoire approuvé par la NIOSH pour travailler sur des matériaux
qui produisent de la poussière ou des particules.
2. Travaillez dans un espace clos seulement si cet espace est bien aéré ou si vous portez un
appareil respiratoire à adduction d'air. Les vapeurs et les gaz de soudage peuvent déplacer
l'air et abaisser le niveau d'oxygène causant un risque de blessure ou de mort. Assurez-vous
que l'air respirable est sain (voir Émanations et gaz).
3. L'utilisateur peut prendre cette précaution additionnelle qui consiste à informer un autre
individu dans l'aire de travail du risque possible, de façon à ce que celui-ci puisse ainsi
surveiller les indices révélant que l'utilisateur souffre d'un manque d'oxygène.

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 5
PRÉCAUTIONS PERSONNELLES
Gardez le contrôle de l'outil, de vos mouvements et de l'environnement de travail pour éviter les
blessures ou le bris de l'outil.
1. N'utilisez pas l'outil si vous êtes fatigué ou sous l'effet de drogues, d'alcool ou de
médicaments.
2. Évitez de porter des vêtements ou des bijoux pouvant se prendre dans les pièces mobiles
d'un outil. Gardez les cheveux longs recouverts ou attachés.
3. Retirez tous les bijoux et articles de métal que vous portez avant de procéder au soudage.
Les articles de métal peuvent venir en contact avec le circuit électrique de l'appareil de
soudage, entraînant ainsi des blessures ou même la mort.
4. N'utilisez pas l'outil si vous devez étirer les bras pour vous en servir. Une stabilité et un
équilibre appropriés sont nécessaires afin d'avoir un meilleur contrôle en cas de situations
inattendues.
5. Soutenez la pièce à travailler ou fixez-la sur une plate-forme stable. Une pièce à travailler
tenue dans les mains ou appuyée contre votre corps sera instable et peut entraîner des
blessures corporelles.
6. Ne portez aucun produit de maquillage inflammable, comme des produits préparés pour les
cheveux, du parfum ou de l'eau de Cologne à base d'alcool.
7. Enlevez tout combustible comme des briquets au butane ou des allumettes que vous
pourriez transporter sur vous avant de souder. Des étincelles de soudage chaudes
pourraient allumer des allumettes ou le combustible fuyant de l'allumeur.
CONSIGNES DE SÉCURITÉ SPÉCIFIQUES
DANGER ! Ne permettez PAS au confort ou à votre familiarisation avec l'outil (obtenus après
un emploi répété) de se substituer à une adhésion stricte aux règles de sécurité de l'outil. Si
vous utilisez cet outil de façon dangereuse ou incorrecte, vous pouvez subir des blessures
corporelles graves.
Le soudage produit des étincelles, du laitier, une lumière blanche intense en plus de rayons
infrarouge et ultraviolet. Un cordon en train de refroidir peut libérer des copeaux ou des
fragments de laitier. Ces phénomènes peuvent causer des torts directs aux yeux ou à la peau
des soudeurs ou des spectateurs.
1. Utilisez le bon outil pour la tâche à effectuer. Cet outil a été conçu pour une utilisation
spécifique. Évitez de modifier ou d'altérer cet outil ou de l'utiliser à une fin autre que celle
pour laquelle il a été conçu.
2. Lors du soudage à l'arc, utilisez un écran à main ou un masque de soudage protégeant tout
le visage conformément à la norme CSA Z94.3.1.
3. Protégez-vous contre le réfléchissement des rayons de l'arc de soudage. Ces rayons
peuvent se réfléchir sur les surfaces lustrées qui se trouvent derrière l'utilisateur pour
pénétrer à l'intérieur du masque et dévier ensuite sur la lentille filtrante afin d'atteindre les
yeux. Enlevez ou recouvrez toute surface réfléchissante derrière l'utilisateur, comme une
surface recouverte d'une peinture lustrée, l'aluminium, l'acier inoxydable ou le verre.
4. Le soudage produit des étincelles et du laitier en fusion. Un cordon en train de refroidir
peut libérer des copeaux ou des fragments de laitier. Ces phénomènes peuvent causer des
torts directs aux yeux ou à la peau des utilisateurs ou des gens à proximité.
5. Utilisez des écrans ou barrières de sécurité pour protéger les autres des arcs et des
éblouissements; avertissez les autres personnes dans le secteur de ne pas regarder l'arc.
Procédez au soudage à l'arc uniquement si tous les gens à proximité et vous-même
(l'utilisateur) portez un écran de protection et/ou un masque.

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
6 En cas de questions techniques, appelez le 1-800-665-8685
6. Remplacez immédiatement tout masque fissuré ou brisé ou toute lentille filtrante égratigné
ou endommagés afin d'éviter les dommages aux yeux ou au visage que provoquerait un arc
d'étincelles ou l'éjection de matière en fusion.
7. Évitez que la baguette d'apport ne touche accidentellement la bride de mise à la masse; ou
la pièce à la masse. Un arc d'étincelles résultera du contact et pourrait blesser l'utilisateur et
les gens à proximité qui n'y sont pas préparés.
8. Ne manipulez pas le métal chaud ou les tiges des électrodes avec les mains nues. Une telle
manipulation pourrait entraîner des brûlures.
9. N'utilisez pas l'appareil de soudage si vos mouvements sont limités ou s'il existe un risque
de chute.
10. Assurez-vous que tous les panneaux et les couvercles sont solidement en place lorsque
vous utilisez l'appareil de soudage.
11. Isolez la bride de serrage lorsqu'elle n'est pas reliée à la pièce à travailler pour empêcher
tout contact avec un objet en métal.
12. N'utilisez pas l'appareil de soudage si le porte-électrode ou le câble de soudage est humide.
Ne plongez pas ces objets dans l'eau. Ces composants et l'appareil de soudage doivent être
complètement secs avant que vous ne tentiez de les utiliser.
13. Ne pointez pas le porte-électrode vers vous-même ou vers quiconque.
14. N'utilisez jamais un appareil de soudage pour dégeler des tuyaux gelés.
15. Isolez-vous de la pièce et du sol en utilisant un isolant sec. Assurez-vous que l'isolant est
suffisamment grand pour recouvrir entièrement la zone de contact physique entre la pièce
et le sol.
16. Ne trempez jamais l'électrode dans l'eau pour la refroidir.
17. Enlevez l'électrode du support lorsqu'elle n'est pas utilisée.
18. Après avoir procédé au soudage, assurez-vous qu'aucune partie du circuit de l'électrode ne
touche la pièce à travailler ou le point de mise à la masse. Un contact accidentel peut
provoquer une surchauffe et créer un risque d'incendie.
19. Assurez une ventilation adéquate des persiennes de cet équipement. Une ventilation efficace est
essentielle pour assurer le rendement normal et une durée utile convenable de cet équipement.
PRÉCAUTIONS POUR ÉVITER LES INCENDIES ET LES EXPLOSIONS
Le soudage à l'arc peut provoquer des étincelles, des scories, des projections, des gouttes de métal
en fusion et une surchauffe des pièces de métal capables d'entraîner un incendie.
1. Éliminez toute matière combustible et/ou inflammable du plancher et des murs à une
distance de 12 m (39 pi) de la coupeuse au plasma. Les débris chauds éjectés lors du
soudage peuvent atterrir à une distance considérable. Les planchers en béton ou en
maçonnerie constituent des surfaces de travail préférées.
1.1 Recouvrez toute matière combustible au moyen de couvercles ou de protecteurs
ignifuges s'il est impossible de l'enlever. Le couvercle doit être serré et ne comporter
aucune ouverture qui permettrait aux étincelles ou au laitier projetés de s'infiltrer.
1.2. Vérifiez les deux côtés d'un panneau ou d'un mur afin de détecter la présence de
matières combustibles. Enlevez la matière combustible avant de procéder au soudage.
2. Protégez tout plancher fabriqué d'un matériau combustible au moyen d'un matériau
ignifuge. Les autres options consistent à vaporiser de l'eau sur le plancher pour qu'il
demeure humide pendant toute la durée du soudage ou à le recouvrir de sable humecté
d'eau. Il est également important de procéder avec soin afin d'éviter tout choc électrique au
cours de cette opération. Il n'est pas nécessaire de vaporiser de l'eau sur un plancher
fabriqué d'un matériau combustible placé directement sur le béton.

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 7
3. Scellez les fissures et ouvertures dans les endroits adjacents où une étincelle ou du laitier
peut pénétrer. Scellez tout orifice au moyen d'une couverture ignifuge. Fermez les portes et
les fenêtres qui ne procurent aucune ventilation ou érigez des écrans de protection devant
elles dans la mesure du possible.
4. Évitez de souder près des conduites hydrauliques ou des contenants de matériel inflammable.
5. Ne procédez pas aux travaux de soudage sur des contenants ayant renfermé un produit
inflammable ou toxique avant qu'ils n'aient été nettoyés par un individu ayant suivi une
formation sur l'élimination des substances et des émanations toxiques et inflammables
conformément à la American Welding Standard AWS F4.1.
6. Ouvrez le contenant avant d'effectuer des travaux de soudage sur celui-ci. La chaleur produite
lors du soudage provoquera une expansion de l'air et des gaz. La pression interne peut
provoquer la rupture d'un contenant scellé ou fermé, ce qui pourrait entraîner des blessures ou
même la mort.
7. Ne soudez pas les tuyaux ou les pièces de métal recouverts d'une matière combustible ou
qui viennent en contact avec une structure combustible, comme un mur. Soudez
uniquement s'il est possible d'enlever le revêtement de manière sécuritaire.
7.1 Respectez toutes les consignes de sécurité et les exigences juridiques avant de souder
une pièce à travailler qui renferme de l'amiante ou de tenter d'enlever le revêtement
d'amiante. Cette opération demande une certaine expertise et doit s'effectuer avec un
équipement particulier.
7.2 Le laitier peut s'écouler à l'intérieur et à l'extérieur d'un tuyau et provoquer ainsi un
incendie. Sachez où se termine le tuyau et prenez les précautions qui s'imposent.
8. Ne soudez pas un panneau inséré entre un métal et un matériau combustible.
9. Assurez-vous de disposer d'un extincteur à la portée de la main. On recommande d'utiliser
un extincteur à poudre pour feux de type A, B et C.
9.1 Utilisez un extincteur de type D lors du soudage d'un métal combustible, comme le
zinc, le magnésium ou le titane.
9.1 Ne faites pas appel aux méthodes d'extinction à base de liquide près de l'appareil de
soudage à l'arc électrique, puisqu'il peut en résulter un risque de choc électrique.
10. Les systèmes de ventilation devraient être placés de manière à ce que les étincelles et le
laitier ne soient pas entraînés dans une zone adjacente.
11. Demandez à un guetteur d'incendie de surveiller les zones qui se trouvent hors du champ
de vision du soudeur, comme le côté opposé d'un mur ou la zone qui se trouve derrière le
soudeur. Un incendie pourrait également débuter de l'autre côté d'une structure qu'on n'est
pas parvenu à enlever. Le guetteur d'incendie éteindra l'incendie ou déclenchera l'alarme
pour signifier l'évacuation si l'équipement d'extinction ne permet pas de contenir l'incendie.
11.1 Le rôle du guetteur d'incendie se poursuit au moins 30 minutes après qu'on ait terminé
le soudage pour s'assurer qu'aucun incendie n'est causé par des étincelles couvantes ou
par de la matière éjectée.
ÉMANATIONS ET GAZ
AVERTISSEMENT ! Arrêtez de souder si vous ressentez une irritation dans les yeux, le nez ou la
gorge et déplacez-vous vers un endroit doté de ventilation. Cela indique que la ventilation ne
suffit pas pour éliminer les émanations. Ne reprenez pas le soudage avant que la ventilation ne
soit améliorée et que votre inconfort ait disparu. Consultez un médecin si les symptômes ne
s'atténuent pas ou si le soudeur souffre de nausées, d'étourdissements ou de malaise.
Le processus de soudage peut provoquer des émanations et des gaz dangereux. Une aire de
travail bien aérée permet normalement d'éliminer les émanations et les gaz, mais il arrive que le
processus de soudage produise des émanations et des gaz dangereux pour votre santé.

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
8 En cas de questions techniques, appelez le 1-800-665-8685
1. Travaillez dans un espace clos seulement si cet espace est bien aéré ou si vous portez un appareil
respiratoire à adduction d'air. Assurez-vous qu'un surveillant formé se trouve à proximité.
1.1 Si la ventilation dans l'aire de travail est insuffisante, utilisez un appareil respiratoire à
adduction d'air approuvé. Tous les gens qui se trouvent dans l'aire de travail doivent
porter un appareil respiratoire à adduction d'air.
1.2 Un déplacement d'oxygène peut se produire dans les endroits confinés lorsque le gaz
protecteur remplit la pièce et expulse l'air.
1.2.1 L'argon, le propane et le dioxyde de carbone sont plus lourds que l'air et
remplissent un lieu confiné de bas en haut.
1.2.2 L'hélium et le gaz naturel sont plus légers que l'air et remplissent un lieu confiné
de haut en bas.
2. Évitez les positions qui permettent aux émanations de soudage d'atteindre votre visage.
Essayez toujours de souder la pièce à travailler « en amont » alors que le courant d'air
croise la face du soudeur. L'air provenant d'en arrière peut créer une zone de basse pression
devant le soudeur et entraîner les émanations vers l'individu.
3. Aérez l'aire de travail afin d'éliminer les émanations et les gaz de soudage. Les émanations
et les gaz devraient être entraînés loin de l'utilisateur.
3.1 La ventilation devrait suffire afin de disperser les émanations, mais sans perturber le
gaz protecteur ou la flamme pendant le soudage.
3.2 Le conduit d'échappement du système de ventilation devrait mener à l'extérieur de
l'aire de travail pour ne pas exposer les gens à des émanations possiblement toxiques
ou dangereuses.
3.3 L'air extrait de l'aire de travail au moyen du système de ventilation doit être remplacé
par de l'air frais afin d'éviter toute pénurie d'oxygène ou toute accumulation
d'émanations ou de gaz. Utilisez seulement de l'air aux fins de ventilation. Toute autre
combinaison de gaz pourrait exploser ou être toxique pour les gens situés à l'intérieur
de l'aire de travail.
3.4 On devrait prioriser les méthodes de ventilation qui permettent d'éliminer les émanations
et les fumées du point de soudage avant qu'elles n'atteignent le visage du soudeur.
4. Évitez de souder dans une aire de travail qui présente des émanations provoquées par des
opérations de nettoyage, de dégraissage ou de vaporisation. La chaleur et la lumière produites
lors du soudage peuvent réagir avec les émanations et provoquer ainsi la formation de gaz
irritants ou possiblement toxiques. Attendez que les vapeurs se soient dispersées.
5. Consultez les fiches de données de sécurité (FDS) pour connaître les instructions et les
précautions concernant les métaux, les matières consommables, les revêtements, les
produits de nettoyage et les produits de dégraissage.
5.1 Ne soudez pas sur des métaux enrobés comme l'acier galvanisé, plaqué de plomb ou
de cadmium, à moins que le revêtement soit retiré de la section à souder. Les
revêtements et tout métal qui renferment ces éléments peuvent libérer des émanations
toxiques lors du soudage.
5.2 Évitez de souder, couper ou chauffer le plomb, le zinc, le cadmium, le mercure, le béryllium
ou des métaux semblables avant de demander l'avis d'un professionnel et de faire inspecter
le système de ventilation dans la zone de soudage. Ces métaux produisent des émanations
extrêmement toxiques pouvant entraîner un inconfort, des maladies ou même la mort.
5.3 N'effectuez pas d'opérations de soudage ou de coupage près des solvants chlorés ou dans
les endroits où l'on peut trouver de tels solvants. La chaleur et la lumière ultraviolette
produites par l'arc peuvent séparer les hydrocarbures chlorés pour former un gaz toxique
(phosgène) capable de provoquer l'empoisonnement ou la suffocation de l'utilisateur ou
des gens à proximité.

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 9
6. Consultez la fiche signalétique pour connaître les consignes en matière de manutention et
de sécurité des baguettes d'apport consommables, puisque le revêtement peut comporter
de nombreux produits chimiques.
PRÉCAUTIONS ENTOURANT L'UTILISATION DE
BOUTEILLES DE GAZ COMPRIMÉ
AVERTISSEMENT ! Une manutention ou un entretien inadéquat des bouteilles de gaz comprimé
et des régulateurs peut entraîner des blessures graves ou même la mort. N'utilisez pas une
bouteille ou son contenu autrement que pour la raison pour laquelle ils ont été conçus.
1. Utilisez uniquement un gaz inerte ou ininflammable avec l'appareil de soudage, comme le
dioxyde de carbone, l'argon, l'hélium.
1.1 N'utilisez jamais de gaz inflammables, puisqu'ils s'allumeront et pourraient provoquer
une explosion ou un incendie capable d'entraîner des blessures ou même la mort.
2. Ne tentez pas de mélanger des gaz ou de remplir une bouteille de gaz. Changez de
bouteille ou faites-la remplir par un atelier de service professionnel.
3. Ne trafiquez ou ne modifiez pas le nom, le numéro ou toute autre marque qui apparaît sur
une bouteille. Ne vous fiez pas sur la couleur d'une bouteille pour identifier son contenu. Ne
reliez pas un régulateur à une bouteille qui contient un gaz qui ne correspond pas au type
de régulateur.
4. N'exposez pas une bouteille à une chaleur excessive, des étincelles, des scories, des
flammes ou toute autre source de chaleur.
4.1 Vaporisez de l'eau pour refroidir la bouteille si elle est exposée à des températures
supérieures à 130 °F. Cette méthode peut ne pas convenir aux appareils de soudage
électriques en raison du risque d'électrocution.
5. N'exposez pas la bouteille à quelque source d'électricité que ce soit.
6. Ne tentez pas de lubrifier un régulateur. Changez toujours la bouteille avec prudence afin
de prévenir les fuites et les dommages au niveau des parois, de la soupape ou des
dispositifs de sécurité de la bouteille.
7. Les gaz que renferme la bouteille sont sous pression. Protégez la bouteille contre les coups,
les chutes d'objets et les conditions météorologiques difficiles. Une bouteille sous pression
percée peut devenir un projectile mortel. Si une bouteille est perforée, ne l'approchez pas
avant que toute la pression ait été évacuée.
7.1 Protégez la soupape et le régulateur. Une soupape ou un régulateur endommagé peut
provoquer une explosion ayant pour effet de projeter le régulateur hors de la bouteille.
8. Retenez toujours une bouteille de gaz en position verticale sur un chariot de soudage ou sur
tout autre support fixe en utilisant une chaîne d'acier pour éviter qu'elle ne se renverse.
8.1 Ne laissez pas la bouteille dans un passage ou dans une aire de travail où l'on pourrait
la frapper.
8.2 N'utilisez pas la bouteille comme un support ou un rouleau improvisé.
9. Placez toujours le capuchon de la bouteille solidement sur celle-ci avant de la transporter.
10. N'utilisez pas de clé ou un marteau pour ouvrir le robinet de bouteille que vous ne parvenez
pas à ouvrir à la main. Avisez votre fournisseur et demandez-lui les instructions.
11. Ne modifiez et n'échangez pas les raccords d'une bouteille de gaz.
12. Fermez le robinet de bouteille et retirez immédiatement le régulateur défectueux du service
pour le réparer dans les cas suivants :
12.1 Fuites de gaz à l'extérieur

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
10 En cas de questions techniques, appelez le 1-800-665-8685
12.2 La pression de distribution continue d'augmenter alors que la soupape en aval est fermée.
12.3 L'aiguille de la jauge ne quitte pas la goupille d'arrêt lorsque la bouteille est sous
pression ou ne retourne pas vers la goupille après avoir libéré la pression.
13. N'essayez pas de réparer le régulateur. Confiez les régulateurs défectueux au centre de
réparation désigné par le fabricant.
14. N'effectuez pas de travaux de soudage sur la bouteille de gaz.
15. Gardez la tête et le visage loin de la sortie du robinet de bouteille lorsque vous ouvrez celui-ci.
16. Les bouteilles de gaz comprimé ne doivent pas se trouver dans un lieu confiné en
compagnie du soudeur afin d'éviter le risque de fuites qui entraîneraient un déplacement de
l'oxygène.
SÉCURITÉ EN ÉLECTRICITÉ
1. Évitez tout contact physique avec le circuit du courant de soudage. Ce circuit comprend :
1.1 La pièce à travailler ou tout matériau conducteur qui vient en contact avec celle-ci;
1.2 La bride de mise à la masse;
1.3 L'électrode.
1.4 Toutes pièces en métal du chalumeau au plasma.
1.5 Les bornes de sortie.
2. Isolez-vous du courant électrique et placez-vous à la masse en installant des tapis isolants
secs ou des couvertures suffisamment grandes pour empêcher tout contact physique avec
la pièce à travailler ou le sol.
3. Reliez la bride de mise à la masse le plus proche possible de la pièce à travailler pour
empêcher le courant de soudage d'emprunter un trajet inattendu, créant ainsi un choc
électrique ou un risque d'incendie.
3.1 Une option consiste à fixer la bride de mise à la masse sur une surface de métal nu de
l'atelier. Le circuit sera complet tant et aussi longtemps que la pièce à travailler présente
un contact intégral avec l'établi de métal nu.
4. Ne soudez pas sur des surfaces humides capables de transmettre le courant électrique sans
prendre les précautions nécessaires afin de protéger le soudeur et les Visitez gens à
proximité. L'électrode et la buse sont sous tension électrique. L'électrode, la tête de
soudage et la buse sont sous tension électrique.
5. Utilisez uniquement des connecteurs isolés pour réunir les câbles de soudage.
6. Assurez-vous qu'il n'existe entre la pièce à travailler et la surface de travail aucun contact
entraînant une mise à la masse, autre que par le circuit d'un câble de mise à la masse.
7. Ne dépassez pas le cycle de service ou l'ampérage nécessaire en fonction du type de
soudage. Un ampérage excessif peut avoir pour effet de détériorer l'isolant de protection,
provoquant ainsi un risque de choc (voir Spécifications).
8. Débranchez la coupeuse au plasma lorsqu'elle n'est pas utilisée, puisque le courant
continue de l'alimenter, et ce, même lorsqu'elle est fermée.
9. Vérifiez régulièrement si le câble d'alimentation d'entrée est usé et remplacez-le
immédiatement s'il est endommagé. Un câblage nu est dangereux et peut même provoquer
la mort.
10. N'utilisez pas de câbles endommagés, sous-dimensionnés ou mal raccordés.
11. Ne débranchez pas le cordon d'alimentation au lieu d'utiliser le commutateur de
MARCHE/ARRÊT sur l'outil. Ceci permet d'éviter une mise en marche involontaire lorsque
vous branchez le cordon d'alimentation dans la source d'énergie.

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 11
11.1 Advenant une panne de courant, fermez l'appareil dès que le courant est interrompu. Il
pourrait y avoir un risque de blessure accidentelle advenant le retour du courant alors
qu'on n'a pas fermé l'appareil.
12. Assurez-vous que la source d'énergie est conforme aux exigences de votre équipement
(consulter les spécifications).
PRÉCAUTIONS RELATIVES AUX OUTILS ÉLECTRIQUES
Cet équipement nécessite un circuit à courant alternatif monophasé dédié de 115/230 V, 30 A
équipé d'un disjoncteur d'une puissance nominale similaire ou d'un fusible à fusion lente.
N'utilisez pas d'autres appareils, lampes, outils ou équipements sur le circuit lorsque vous
utilisez cet appareil de soudage.
1. Ne recouvrez pas et ne transportez pas de câbles de soudage en bobine sur votre corps
lorsque les câbles sont branchés dans l'appareil de soudage.
2. Ne mettez pas l'outil en marche lorsque le fil de soudage est en contact avec la pièce à travailler.
3. Tenez l’outil par les surfaces de prise isolées, lors d’une opération dans laquelle il risque de
toucher un câblage dissimulé ou son propre cordon. Un contact avec un fil électrique « sous
tension » va électrifier les pièces métalliques exposées et l’opérateur ressentira un choc.
4. Évitez la surcharge ou la surchauffe du moteur en prenant des pauses. Consultez le cycle de
service de l'appareil de soudage dans les Spécifications.
5. Lorsque l'outil est en marche, gardez les mains à l'écart de l'électrode et de la surface sur
laquelle il est appliqué.
6. Ne connectez pas la bride de mise à la masse de la coupeuse au plasma à un conduit
électrique. N'effectuez jamais des travaux de soudage sur un conduit électrique.
7. Ne touchez pas l'électrode ou la surface soudée immédiatement après utilisation. La surface
sera chaude et pourrait causer des blessures.
8. N'utilisez jamais un outil qui présente une électrode de soudage fissurée ou usée.
Remplacez l'électrode de soudage avant de souder.
9. Enlevez l'électrode du support lorsqu'elle n'est pas utilisée.
CORDON D'ALIMENTATION
Autant que possible, insérez la fiche du cordon d'alimentation directement dans la source
d'énergie. L'utilisation de rallonges n'est pas recommandée avec cet appareil de soudage.
CHAMPS ÉLECTROMAGNÉTIQUES
AVERTISSEMENT ! Interrompez immédiatement le soudage et éloignez-vous de la
coupeuse au plasma si vous êtes sur le point de vous évanouir, ou si vous ressentez des
étourdissements, des nausées ou des chocs électriques. Consultez un médecin.
Les champs électromagnétiques peuvent nuire aux appareils électroniques, comme les
stimulateurs cardiaques. Quiconque porte un stimulateur cardiaque devrait consulter son
médecin avant d'utiliser ou de travailler à proximité d'un appareil de soudage à l'arc. Les étapes
suivantes permettent de minimiser les effets des champs électromagnétiques.
1. Torsadez les câbles ou regroupez-les au moyen de ruban pour les empêcher de s'enrouler.
2. N'enroulez pas de câbles autour de votre corps.
3. Assurez-vous que la source d'alimentation et les câbles de soudage sont aussi loin que
possible de l'utilisateur. Une distance d'au moins 24 po est recommandée.
4. Reliez la bride de la pièce à travailler aussi près que possible de la soudure, mais placez
l'électrode et les câbles de la pièce loin de l'utilisateur.
5. Utilisez le courant de réglage le plus faible possible lors du soudage.

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
12 En cas de questions techniques, appelez le 1-800-665-8685
6. Évitez les salves de courant longues et régulières pendant le soudage. Appliquez l'électrode
par petits coups et de manière intermittente. Vous empêcherez ainsi le stimulateur
cardiaque d'interpréter le signal comme un battement de coeur rapide.
7. Évitez que l'électrode ne touche le métal pendant le soudage.
8. Enveloppez le câble de raccordement et le câble de mise à la masse ensemble dans la
mesure du possible.
9. Laissez le câble de raccordement et les câbles de mise à la masse du même côté de votre corps.
DÉBALLAGE
AVERTISSEMENT ! Ne faites pas fonctionner l'outil si des pièces sont manquantes. Remplacez
les pièces manquantes avant l'utilisation. Le non-respect de cet avertissement peut entraîner
une défectuosité et des blessures graves.
Retirez les pièces et les accessoires de l'emballage et vérifiez s'il y a des dommages. Assurez-
vous que tous les articles sur la liste de pièces sont compris.
Contenu :
• Appareil de soudage à processus multiples MIG-ARC-TIG 180
• Ensemble de fil de terre et de fil ARC
• 2 rouleaux d'entraînement avec rainure en V, 0,6 à 0,8 mm et
0,8 à 1,0 mm
• Chalumeau soudeur MIG
• Adaptateur de 115/230 V
• Régulateur
Le chalumeau pour soudage TIG, les accessoires et les pièces sont vendus séparément.
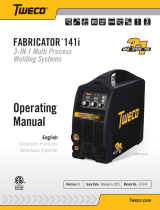
TOUCHE D'IDENTIFICATION
A Voltmètre à affichage numérique
B Ampèremètre à affichage numérique
C Bouton sélecteur 2T/4T
D Bouton de réglage de la vitesse du fil et
de l'intensité de courant
E Bouton de réglage de la tension, de la
pente descendante et de l'intensité ARC
F Bouton sélecteur du mode de soudage et
du réglage intelligent
G Prise de courant de sortie négative (-)
H Raccord de chalumeau de soudage
MIG/TIG de type européen (MIG/MAG)
I Prise de courant de sortie positive (+)
J Fil d'alimentation pour le soudage
K Interrupteur d'alimentation
L Admission de gaz
M Ventilateur
N Câble d'entrée de courant
O Plaque de données
P Commutateur de sélection de pistolet à
bobine/standard
Q Bouton d'alimentation graduelle du fil
R Bouton de vérification du gaz
S Dispositif de retenue de bobine
T Ensemble d'alimentation de fil
Fig. 1
Fig. 1
Fig. 2
Fig. 3

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 13
ASSEMBLAGE ET INSTALLATION
Les lettres de référence entre parenthèses (A) se rapportent à la clé d'identification comprise.
Les numéros entrecoupés entre parenthèses (fig. 1-1) se rapportent à un point précis d'une
illustration ou d'une image.
TYPE ENTRÉE COURANT
NOMINAL
SORTIE
CYCLE DE SERVICE
X
I2
U2
ARC
115 V - 20 A 27,5 A 10 A/20,4 V ~ 100 A/24 V
25 % 100 A 24 V
60 % 65 A 22,6 V
100 % 50 A 22 V
230 V 30 A 10 A/20,4 V ~ 160 A/26,4 V
25 % 160 A 26,4 V
60 % 103 A 24,1 V
100 %
80 A
23,6 V
MIG
115 V - 15 A 21,4 A 30 A/15,5 V ~ 100 A/19 V
25 % 100 A 19 V
60 % 65 A 17,3 V
100 % 50 A 16,5 V
230 V 30,2 A 30 A/15,5 V ~ 180 A/21,5 V
25 % 180 A 23 V
60 % 116 A 19,8 V
100 %
90 A
18,5 V
TIG
115 V 21,4 A 10A/10,4 V ~ 100A/14 V
25 % 110 A 14 V
60 % 65 A 12,6 V
100 % 50 A 12 V
230 V 22,6 A 10 A/10,4 V ~ 180 A/17,2 V
25 % 180 A 17,2 V
60 % 116 A 14,6 V
100 % 90 A 13,6 V
X = Pourcentage du cycle de service
I2 = Courant de soudage
U2 = Tension secondaire avec courant de soudage I2
INSTALLATION POUR SOUDAGE ARC (BAGUETTE)
Veuillez installer l'appareil strictement selon les étapes suivantes..
SPÉCIFICATIONS D'ALIMENTATION
Le cordon d'alimentation fourni avec cet appareil de soudage est conçu pour acheminer la
tension maximale requise (voir Spécifications). Consultez la plaque de données de l'appareil de
soudage et assurez-vous que la source d'alimentation est capable de répondre à ces exigences.
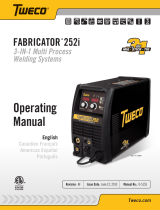
BRANCHEMENT DES FILS D'ALIMENTATION
1. Branchement des câbles de sortie - Une
électrode peut demander une charge
positive ou négative afin de produire des
résultats optimaux. Branchez le porte-
électrode à la prise de sortie positive (I)
ou à la prise de courant de sortie
négative (G) selon ce que recommande le
fabricant des électrodes en fonction de la
polarité prescrite.
La figure 4 nous présente la configuration
par défaut pour le soudage ARC alors que
le fil de terre est relié au fil positif (fig. 4-1)
et que le porte-électrode est relié au fil
négatif (fig. 4-2).
Tableau 1
Fig. 4
4-3
4-1
4-2

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
14 En cas de questions techniques, appelez le 1-800-665-8685
2. Actionnez la source d'énergie et
sélectionner la fonction ARC au moyen du
bouton du mode de soudage (fig. 4-3).
3. Réglez le courant de soudage en fonction
du type et de la taille de l'électrode utilisée
et selon ce que recommande le fabricant
des électrodes (fig. 5)
4. Placez l'électrode dans le porte-électrode
et serrez solidement (fig. 6)
INSTALLATION ET UTILISATION POUR LE SOUDAGE MIG AVEC GAZ
1. Reliez le chalumeau de soudage MIG au connecteur Euro (H) et serrez le connecteur (fig. 7-1).
2. Reliez le fil de terre à la prise de courant de sortie négative (G) (fig. 7-2).
3. Reliez le fil d'alimentation pour le soudage à la prise de courant de sortie positive (I) (fig. 7-3).
4. Installez le fil de soudage, au besoin (voir Installation et disposition des fils).
5. Ouvrez la soupape sur le cylindre de gaz et réglez le débit à 21 pi cubes/h (fig. 7-4).
6. Actionnez la source d'énergie et sélectionner
la fonction MIG au moyen du bouton du
mode de soudage. Une alternative consiste à
utiliser l'option de réglage intelligent (voir
Réglage intelligent) (fig. 7-6).
7. Réglez le mode de fonctionnement du
chalumeau 2T/4T (fig. 7-5).
• 2T - Appuyez sur la gâchette et
maintenez-la enfoncée afin de créer l'arc.
Relâchez la gâchette pour l'arrêter.
• 4T - Appuyez sur la gâchette et relâchez-
la afin de créer l'arc. Appuyez sur la
gâchette et relâchez-la pour arrêter l'arc.
Le fonctionnement en mode de fusion du fil
est automatique et préréglé pour les deux
modes.
8. Réglez les paramètres de soudage au moyen des boutons de commande du dévidoir de fil
(D) et de tension (E). Ces paramètres sont déjà réglés si vous avez opté pour le mode de
réglage intelligent (fig. 7-7).
INSTALLATION ET UTILISATION DU MODE DE SOUDAGE
MIG SANS GAZ
1. Reliez le chalumeau de soudage MIG au connecteur Euro (H) et serrez le connecteur.
2. Reliez le fil de terre à la prise de courant de sortie négative (I).
3. Reliez le fil d'alimentation pour le soudage à la prise de courant de sortie positive (G).
4. Installez le fil de soudage fourré et le rouleau d'entraînement moleté (voir Installation et
disposition des fils).
5. Actionnez la source d'énergie et sélectionner la fonction MIG au moyen du bouton du mode
de soudage.
Fig. 5
Fig. 6
Fig. 7
7-4
7-2
7-1
7-3
7-5
7-6
7-7

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 15
6. Réglez le mode de fonctionnement du chalumeau 2T/4T.
• 2T - Appuyez sur la gâchette et maintenez-la enfoncée afin de créer l'arc. Relâchez la
gâchette pour l'arrêter.
• 4T - Appuyez sur la gâchette et relâchez-la afin de créer l'arc. Appuyez sur la gâchette
et relâchez-la pour arrêter l'arc.
La fonction de fusion du fil est automatique et préréglée pour les deux modes.
7. Réglez les paramètres de soudage au moyen des boutons de commande du dévidoir de fil
(D) et de tension (E). Ces paramètres seront toujours réglés si on a opté pour le mode de
réglage intelligent.
INSTALLATION ET CONFIGURATION AFIN DE
PROCÉDER AU SOUDAGE TIG À C.C.
La configuration décrite concerne un courant continu-électrode positif (DCEP).
1. Reliez le chalumeau de soudage TIG à la douille Euro et serrez le connecteur.
2. Reliez le fil de terre à la prise de courant de sortie négative.
3. Reliez le fil d'alimentation (J) pour le soudage à la prise de courant de sortie positive (G).
4. Actionnez la source d'énergie et sélectionnez la fonction TIG au moyen du commutateur de
sélection de réglage intelligent.
5. Réglez le chalumeau au mode 2T ou 4T.
• 2T – Appuyez sur la gâchette et maintenez-la enfoncée afin de mettre le gaz en
circulation; placez le fil de tungstène en contact avec la pièce et éloignez-le ensuite afin
de créer l’arc.Relâchez la gâchette pour l'arrêter. [Voir Allumage avec soulèvement de
l’arc pour soudage TIG
• 4T - Appuyez sur la gâchette afin de mettre le gaz en circulation; placez le tungstène
en contact avec la pièce à travailler et éloignez-le afin de créer l’arc. Relâchez ensuite la
gâchette. Appuyez sur la gâchette et relâchez-la pour arrêter le gaz et l'arc.
6. Reliez le tuyau de gaz au régulateur et branchez ensuite le régulateur à la bouteille de gaz.
Reliez l'autre extrémité du tuyau de gaz à l'entrée de gaz (L) sur l'arrière de la soudeuse.
Vérifiez s'il y a des fuites de gaz.
VÉRIFIEZ S'IL Y A DES FUITES DE GAZ
Vérifiez s'il y a des fuites de gaz chaque fois que vous configurez l'appareil de soudage afin de
procéder au soudage TIG et régulièrement par la suite.
Pour ce faire, procédez comme suit :
1. Branchez les tuyaux du régulateur et de gaz. Serrez ensuite tous les connecteurs et toutes
les brides.
2. Ouvrez doucement le robinet de bouteille.
3. Réglez le débit sur le régulateur environ entre 15 et 25 pi cubes/h.
4. Fermez le robinet de bouteille et observez l'aiguille sur le manomètre du régulateur. Si
l'aiguille avance vers le zéro, cela indique qu'il y a une fuite de gaz.
Il arrive qu'une fuite de gaz soit minime et difficile à percevoir. Laissez le gaz sous pression
à l'intérieur du régulateur et de la conduite sur une longue période. Procédez à l'essai décrit
ci-dessus, mais réduisez le débit entre 16 et 21 pi cubes/h. Fermez le robinet de bouteille et
vérifiez après au moins 15 minutes.
5. Après avoir confirmé qu'il y a une fuite de gaz, vérifiez tous les raccords et les brides afin de
détecter des fuites en appliquant de l'eau savonneuse par vaporisation ou au moyen d'un
pinceau. Des bulles apparaîtront en cas de fuite.

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
16 En cas de questions techniques, appelez le 1-800-665-8685
6. Serrez les brides ou les raccords afin d'éliminer les fuites de gaz. Remplacez les brides et les
raccords si cette démarche ne permet pas de résoudre le problème.
INSTALLATION ET DISPOSITION DES FILS
L'installation précise de la bobine de fil et du fil dans le dévidoir est essentielle afin d'assurer
une alimentation uniforme et constante du fil. Une disposition inadéquate du fil à l'intérieur du
dévidoir représente une cause majeure de bris des soudeuses MIG. Le guide ci-dessous vous
aidera à monter correctement votre dévidoir de fil.
1. Enlevez l'écrou de
retenue de la bobine
(fig. 8). L'écrou de
retenue de la bobine
présente un filetage
à gauche.
2. Notez le dispositif de
réglage du ressort de
tension (fig. 9-1) et
l'ergot de guidage de la
bobine (fig. 9-2).
3. Placez la bobine de fil sur le
support de bobine. Placez
l'ergot de guidage dans le trou
de positionnement sur la
bobine (fig. 10). Réinstallez
l'écrou de retenue de la bobine
et serrez-le solidement.
4. Choisissez un rouleau
d'entraînement en fonction
de l'épaisseur du fil de
soudage. Dévissez le
bouton retenant le rouleau
d'entraînement en place et
échangez les rouleaux
d'entraînement. Réinstallez
le bouton et serrez-le.
4.1 Fil fourré - Installez un
rouleau d'entraînement
moleté. Appliquez une légère pression sur le rouleau d'entraînement. Une pression trop
élevée aura pour effet d'écraser le fil fourré.
4.2 Aluminium - Installez un rouleau d'entraînement présentant une rainure en U.
5. Dénudez soigneusement le fil en vous assurant de le tenir pour éviter un déroulement rapide.
Insérez soigneusement le fil dans le tube de guidage d’admission du dévidoir (fig. 11).
6. Insérez le fil au travers du rouleau d'entraînement et dans le tube de guidage de sortie du
dévidoir (fig. 12). Notez que le rouleau de pression de cette soudeuse est lisse et qu'il n'est
pas muni d'engrenages comme on peut le voir sur la photo.
7. Bloquez le rouleau de pression supérieur (fig. 13-1) et exercez une pression moyenne au
moyen du bouton de réglage de tension (fig. 13-2).
8. Vérifiez si le fil passe au centre du tube de guidage de sortie sans toucher les côtés (fig. 14-1).
Desserrez la vis de blocage (fig. 14-2) suivie de l'écrou de retenue du tube de guidage de
sortie (fig. 14-3) afin de procéder à tout ajustement, s'il y a lieu. Resserrez soigneusement le
contre-écrou et la vis afin de retenir le tout dans la nouvelle position.
9. Enlevez la buse de gaz et l'embout de contact du col du chalumeau soudeur (fig. 15).
Fig. 8
Fig. 9
Fig. 10
9-2
9-1
Fig. 11
Fig. 12
12-1
Fig. 13
Fig. 14
Fig. 15
14-3
14-2
13-2
13-1
14-1

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 17
10. Enfoncez et maintenez le bouton d'alimentation graduelle (Q) pour insérer le fil au travers
du col du chalumeau. Relâchez le bouton d'alimentation graduelle lorsque le fil devient
visible au niveau du col du chalumeau (fig. 16).
11. Fixez un embout de contact de taille appropriée et faites passer le fil à travers; vissez
l'embout de contact dans le support d'embout sur le chalumeau coupeur. Serrez le fil à
proximité de l'embout (fig. 17) à moins que vous ne procédiez à l'essai de tension
d'entraînement de la façon décrite à l'étape 12.
11.1 Installez un embout de
contact en aluminium
de la taille et du
diamètre prescrits
lorsque vous utilisez
un fil de soudage en
aluminium.
12. Fixez la buse de gaz sur le
chalumeau coupeur (fig. 18).
13. Une simple vérification de la tension d'entraînement consiste à plier l'extrémité du fil pour le
retenir sur environ 4 po de votre main et à le laisser ensuite glisser dans votre main. Celui-ci
devrait s'enrouler dans votre main sans s'arrêter et glisser au niveau des rouleaux
d'entraînement. Augmentez la tension si le fil glisse (fig. 19).
14. Une tension trop faible au niveau
de la bobine de fil peut lui
permettre de tourner après que
le mécanisme d'alimentation du
fil se soit arrêté, provoquant ainsi
l'emmêlement des boucles de fil
hors de la bobine. Augmentez la
pression au niveau du ressort de
tension à l'intérieur du support
de bobine en réglant la vis de
tension si tel est le cas (fig. 20).
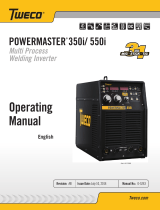
SÉLECTION DU ROULEAU
DU DÉVIDOIR DE FIL
La soudeuse comprend deux rouleaux d'entraînement avec rainure en V.
On ne peut trop insister sur l'importance d'une alimentation uniforme et constante du fil
pendant le soudage MIG. Plus l'alimentation du fil est uniforme, meilleure sera la soudure.
Les rouleaux d'alimentation, qu'on appelle également « rouleau d'entraînement », permettent
d'insérer mécaniquement le fil sur la longueur du pistolet de soudage.
Les rouleaux d'alimentation
ont été conçus pour certains
types de fil de soudage et
présentent des modèles
différents de rainures usinées
qui sont destinées à recevoir
les différents types de fil. Le
fil (fig. 21-1) est retenu à
l'intérieur de la rainure par le
rouleau supérieur du
dispositif d'entraînement du fil. On qualifie ce rouleau de « rouleau de pression » (fig. 21-2). La
pression est appliquée au moyen d'un bras de tension qu'on peut ajuster pour augmenter ou
réduire la pression en fonction des besoins. Le type de fil déterminera la pression qu'on peut
Rainure en V
Rainure en U
Rainure moletée
Fig. 21
21-1
21-2
Fig. 19
Fig. 20
Fig. 16
Fig. 17
Fig. 18

8611311 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 V1,0
18 En cas de questions techniques, appelez le 1-800-665-8685
appliquer, ainsi que le type de rouleau d'entraînement qui convient idéalement afin de produire
une alimentation optimale du fil.
Rainure en V
- Un fil solide, par exemple, en acier ou en acier inoxydable, doit être utilisé avec un
rouleau d'entraînement présentant une rainure en V pour assurer une prise et une force
d'entraînement optimales. Les fils solides subissent une tension plus élevée du rouleau de pression
supérieur qui le retient à l'intérieur de la rainure, de sorte qu'une rainure en V convient davantage à
cet effet. Les fils solides se prêtent mieux au processus d'alimentation en raison de la résistance
plus élevée de leur section transversale. Ils sont plus rigides et plus difficiles à plier.
Rainure en U
- Les fils souples, comme l'aluminium, doivent s'utiliser avec une rainure en U. Le fil
d'aluminium présente une résistance moindre et se plie facilement, de sorte qu'il est plus difficile à
insérer. Les fils souples peuvent boucler facilement au niveau du dévidoir, soit à l'endroit où le fil
pénètre dans le tube de guidage d'admission du chalumeau. Le rouleau en U présente une surface
de prise plus grande et une traction plus élevée qui contribuent à entraîner le fil plus souple. Le fil
plus souple demande également moins de tension de la part du rouleau de tension supérieur pour
éviter ainsi de déformer le fil, puisqu'une tension trop élevée aura pour effet de le déformer, de
sorte qu'il restera coincé dans l'embout de contact.
Rouleau d'entraînement moleté
- Le fil fourré/sans gaz présente une gaine en métal mince
recouverte de composés de fondant et de métal qu'on a ensuite enroulés à l'intérieur d'un cylindre
pour créer le fil fini. Le fil ne peut encaisser une pression trop grande du rouleau supérieur, puisqu'il
peut s'écraser et se déformer. On a donc créé un rouleau d'entraînement moleté et muni d'une
dentelure fine à l'intérieur de la rainure. La dentelure retient le fil et contribue à l'entraîner sans
exercer trop de pression au niveau du rouleau supérieur. L'inconvénient que présente l'utilisation
d'un dévidoir de fil moleté avec un fil fourré consiste dans ce qu'il use très lentement la surface du
fil de soudage avec le temps. Les petits fragments se délogent éventuellement et s'infiltrent à
l'intérieur de la doublure. Ceux-ci auront pour effet d'obstruer la doublure et la friction plus élevée
entraînera des problèmes d'alimentation du fil de soudage.
Il est également possible d'utiliser un fil avec rainure en U en tant que fil fourré sans que les
particules ne viennent à la surface du fil. Cependant, on considère que le rouleau moleté procurera
une alimentation plus favorable du fil fourré sans déformer le fil.
UTILISATION
CARACTÉRISTIQUES
PROTECTION CONTRE LES SURCHARGES THERMIQUES
Un dépassement constant du cycle de service peut endommager l'appareil de coupage. Un
protecteur thermique interne s'ouvrira si on dépasse le cycle de service, interrompant ainsi
toutes les fonctions de l'appareil de coupage à l'exception du ventilateur de refroidissement.
Laissez l'appareil de coupage en fonction sans que le ventilateur soit en marche. Le protecteur
thermique se réinitialisera automatiquement et l'appareil de coupage fonctionnera de nouveau
normalement lorsqu'il se sera refroidi.
Attendez au moins 10 minutes de plus après que le protecteur thermique se soit ouvert avant de
reprendre le coupage. Le cycle de service peut être raccourci si on débute avant ce temps additionnel.
SURTENSION
Cet équipement est doté d'une fonction de compensation automatique de la tension, qui
permet à l'unité de maintenir la tension à l'intérieur de la plage prescrite. Si la tension ou
l'ampérage d'entrée excède la valeur stipulée, il est possible que les composants de
l'équipement subissent des dommages. Veuillez vous assurer que la source d'alimentation
principale est convenable (voir Spécifications).
RÉGLAGE DE LA PENTE DESCENDANTE
La pente descendante concerne la diminution de puissance graduelle de l'arc électrique à la fin
du processus de soudage. Cette diminution de puissance permet au métal de se refroidir plus
lentement en plus de prévenir la formation d'une soudure friable ou de fissures de contrainte.

V1,0 SOUDEUSE À PROCESSUS MULTIPLES MIG-ARC-TIG 180 8611311
Visitez www.princessauto.com pour plus d'informations 19
La pente descendante débute lorsqu'on relâche la gâchette du chalumeau pour interrompre
l'arc de soudage. La puissance diminue alors sur un temps préprogrammé de 1 à 10 secondes
(E). À la fin de la durée choisie, l'arc et le gaz sont interrompus. L'opération de remplissage des
cratères se déroule automatiquement au niveau préréglé en usine.
IMPORTANT ! Cette caractéristique est recommandée uniquement pour les opérations de
soudage effectuées à plus de 70 A.
RÉGLAGE DU PROCESSUS DE FUSION DU FIL
La fusion du fil est un processus qui consiste à fournir du courant au niveau du fil de soudage après
avoir relâché la gâchette du chalumeau, mais qui interrompt l'alimentation du fil de soudage. Le
soudeur peut ainsi retirer le fil de soudage du bain de fusion avant que celui-ci ne se solidifie. Ce
réglage est effectué au préalable à l'usine,
RÉGLAGE INTELLIGENT
Le réglage intelligent est un réglage prédéfini en fonction du type de gaz et du diamètre du fil
utilisé. Tournez le bouton de réglage intelligent (F) au réglage souhaité afin que la soudeuse
utilise une tension et une vitesse de fil prédéterminées, permettant ainsi à l'utilisateur d'établir
rapidement les paramètres de soudage convenant idéalement à un métal donné.
SOUDAGE MMA (À L'ARC MANUEL AVEC ÉLECTRODE
MÉTALLIQUE)
Le soudage à l'arc manuel avec électrode métallique (MMA) ou le soudage au moyen de
baguettes représente un des types les plus fréquents de soudage à l'arc. Un courant électrique
permet de créer un arc entre le matériau de base et une électrode ou « baguette »
consommable. La tige de l'électrode est fabriqué d'un matériau compatible avec le matériau de
base qu'on doit souder, alors
qu'elle est recouverte d'un
fondant qui produit des
vapeurs gazeuses servant de
gaz protecteur et procure
une couche de laitier, deux
éléments qui protègent la
surface de soudage contre la
contamination
atmosphérique.
Le centre de l'électrode joue un rôle de matériau d'apport, alors que le résidu du fondant qui
entraîne la création de laitier recouvrant le métal de soudage doit être enlevé après le soudage.
1. Placez l'électrode contre la pièce à travailler afin de créer l'arc et tenez
l'électrode immobile pour entretenir l'arc (fig. 23).
2. La chaleur de l'arc fait fondre la surface du métal de base afin de créer
un bain de fusion à l'extrémité de l'électrode.
3. Le métal en fusion de l'électrode est transféré au niveau de l'arc et dans
le bain de fusion pour devenir ainsi un métal de soudure déposé.
4. Le dépôt est recouvert et protégé par un laitier qui provient du
revêtement de l'électrode.
5. L'arc et la zone immédiate baignent dans une atmosphère constituée
d'un gaz protecteur.
6. Tenez l'électrode légèrement au-dessus de la pièce à travailler pour
entretenir l'arc tout en la déplaçant à une vitesse constante afin de
créer un dépôt uniforme de soudure (fig. 24).
7. Pour terminer la soudure, interrompez l'arc en retirant brusquement
l'électrode de la pièce à travailler (fig. 25).
Fig. 23
Fig. 22
Fig. 24
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72








































































PROPOINT 8611311 Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
dans d''autres langues
- English: PROPOINT 8611311 Owner's manual
Documents connexes
Autres documents
-
Powerfist 9038787 Le manuel du propriétaire
-
Power Fist 8785115 Manuel utilisateur
-
 Tweco FABRICATOR® 181i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
Tweco FABRICATOR® 181i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
-
 Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
-
ESAB Firepower MST 140i 3-IN-1 Multi Process Welding System Manuel utilisateur
-
 Tweco FABRICATOR 252i Mode d'emploi
Tweco FABRICATOR 252i Mode d'emploi
-
 Tweco POWERMASTER® 350i/ 550i Multi Process Welding Inverter Manuel utilisateur
Tweco POWERMASTER® 350i/ 550i Multi Process Welding Inverter Manuel utilisateur
-
PRO POINT 8958696 Manuel utilisateur
-



