GYS NOMADFEED 425-4 AIR WIRE FEEDER Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
Ce manuel convient également à

73502_V4_18/12/2017
NOMADFEED 425-4
www.gys.fr
FR
EN
DE
ES
RU
NL
IT
2-9 / 58-68
10-17 / 58-68
18-25 / 58-68
26-33 / 58-68
34-41 / 58-68
42-49 / 58-68
50-57 / 58-68

2
NOMADFEED
FR
AVERTISSEMENTS - RÈGLES DE SÉCURITÉ
CONSIGNE GÉNÉRALE
Ces instructions doivent être lues et bien comprises avant toute opération.
Toute modication ou maintenance non indiquée dans le manuel ne doit pas être entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
En cas de problème ou d’incertitude, veuillez consulter une personne qualiée pour manier correctement l’installation.
Lire le manuel d’utilisation de la source de soudage avant l’utilisation du dévidoir.
ENVIRONNEMENT
Cette machine doit être utilisée uniquement pour faire des opérations de soudage et gougeage dans les limites indiquées par la plaque signalétique
et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d’utilisation inadéquate ou dangereuse, le fabricant ne pourra être tenu
responsable.
L’installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inammable ou autres substances corrosives de même pour son stockage.
S’assurer d’une circulation d’air lors de l’utilisation.
Plages de température :
Utilisation entre -10 et +40°C (+14 et +104°F).
Stockage entre -20 et +55°C (-4 et 131°F).
Humidité de l’air :
Inférieur ou égal à 50% à 40°C (104°F).
Inférieur ou égal à 90% à 20°C (68°F).
Altitude :
Jusqu’à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTIONS INDIVIDUELLES ET DES AUTRES
Le soudage à l’arc peut être dangereux et causer des blessures graves voire mortelles.
Le soudage expose les individus à une source dangereuse de chaleur, de rayonnement lumineux de l’arc, de champs électromagnétiques (attention au
porteur de pacemaker), de risque d’électrocution, de bruit et d’émanations gazeuses. Protégez-vous et protégez les autres. Respectez les instructions
de sécurité suivantes :
An de vous protéger de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui
couvrent l’ensemble du corps.
Utiliser des gants qui garantissent l’isolation électrique et thermique.
Utilisez une protection de soudage et/ou une cagoule de soudage d’un niveau de protection sufsant (variable selon les applications).
Protégez vos yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de délimiter les zones par des rideaux ignifugés pour protéger la zone de soudage des rayons de l’arc, des
projections et des déchets incandescents.
Informez les personnes dans la zone de soudage de ne pas xer les rayons de l’arc ni les pièces en fusion et de porter les vêtements
adéquats pour se protéger.
Utiliser un casque contre le bruit si le procédé de soudage atteint un niveau de bruit supérieur à la limite autorisée. De même pour
toute personne étant dans la zone de soudage.
Tenir à distance des parties mobiles (ventilateur) les mains, cheveux, vêtements.
Ne jamais enlever les protections carter du groupe froid lorsque la source de courant de soudage est sous tension, le fabricant ne
pourrait être tenu pour responsable en cas d’accident.
Les pièces qui viennent d’être soudées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation. Lors d’intervention
d’entretien sur la torche, il faut s’assurer que celle-ci soit sufsamment froide et attendre au moins 10 minutes avant toute
intervention. Le groupe froid doit être allumé lors de l’utilisation d’une torche refroidie eau an d’être sûr que le liquide ne puisse
pas causer de brûlures.
Il est important de sécuriser la zone de travail avant de la quitter an de protéger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ
Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation sufsante, un
apport d’air est parfois nécessaire. Un masque à air frais peut être une solution en cas d’aération insufsante.
Vérier que l’aspiration est efcace en la contrôlant par rapport aux normes de sécurité.

3
NOMADFEED
FR
Attention, le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains
matériaux contenant du plomb, cadmium, zinc ou mercure voir béryllium peut être particulièrement nocif. Dégraisser également les pièces avant de
les souder.
Les bouteilles doivent être entreposées dans des locaux ouverts ou bien aérés. Elles doivent être en position verticale et maintenues à un support ou
sur un chariot.
Le soudage doit être proscrit à proximité de graisse ou de peinture.
RISQUES DE FEU ET D’EXPLOSION
Protéger entièrement la zone de soudage, les matières inammables doivent être éloignées d’au moins 11 mètres.
Un équipement anti-feu doit être présent à proximité des opérations de soudage.
Attention aux projections de matières chaudes ou d’étincelles et même à travers des ssures, elles peuvent être source d’incendie
ou d’explosion.
Éloigner les personnes, les objets inammables et les containers sous pressions à une distance de sécurité sufsante.
Le soudage dans des containers ou des tubes fermés est à proscrire et dans le cas où ils sont ouverts il faut les vider de toute matière inammable
ou explosive (huile, carburant, résidus de gaz …).
Les opérations de meulage ne doivent pas être dirigées vers la source de courant de soudage ou vers des matières inammables.
BOUTEILLES DE GAZ
Le gaz sortant des bouteilles peut être source de suffocation en cas de concentration dans l’espace de soudage (bien ventiler).
Le transport doit être fait en toute sécurité : bouteilles fermées et la source de courant de soudage éteinte. Elles doivent être
entreposées verticalement et maintenues par un support pour limiter le risque de chute.
Fermer la bouteille entre deux utilisations. Attention aux variations de température et aux expositions au soleil.
La bouteille ne doit pas être en contact avec une amme, un arc électrique, une torche, une pince de masse ou toutes autres sources de chaleur ou
d’incandescence.
Veiller à la tenir éloignée des circuits électriques et de soudage et donc ne jamais souder une bouteille sous pression.
Attention lors de l’ouverture du robinet de la bouteille, il faut éloigner la tête de la robinetterie et s’assurer que le gaz utilisé est approprié au procédé
de soudage.
SÉCURITÉ ÉLECTRIQUE
Le réseau électrique utilisé doit impérativement avoir une mise à la terre. Utiliser la taille de fusible recommandée sur le tableau
signalétique.
Une décharge électrique peut être une source d’accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l’intérieur comme à l’extérieur de la source de courant de soudage quand elle est alimentée (Torches,
pinces, câbles, électrodes) car elles sont branchées au circuit de soudage.
Avant d’ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes an que l’ensemble des condensateurs soit
déchargé.
Ne pas toucher en même temps la torche ou le porte-électrode et la pince de masse.
Veillez à changer les câbles, torches si ces derniers sont endommagés, par des personnes qualiées et habilitées.
Dimensionner la section des câbles (rallonge et câbles de soudage) en adéquation avec l’application.
Toujours utiliser des vêtements secs et en bon état pour s’isoler du circuit de soudage. Portez des chaussures isolantes, quel que soit le milieu où
vous travaillez.
Danger d’électrocution !
Si le soudage est réalisé avec des procédés différents tandis que la torche et le porte-électrode sont raccordés au matériel, une
tension à vide ou de soudage est appliquée aux circuits !
Toujours isoler en début du travail et pendant les interruptions la torche et le porte-électrode !
Isolation du soudeur à l’arc par rapport à la tension de soudage !
Toutes les pièces actives du circuit du courant de soudage ne peuvent pas être protégées contre le contact direct. Le soudeur
doit par conséquent contrer les risques par un comportement conforme aux règles de sécurité. Même le contact avec une tension
basse peut surprendre et, par conséquent, provoquer un accident.
• Porter un équipement de protection sec et intact (chaussures avec semelle en caoutchouc/gants de protection de soudeur en
cuir sans rivets ni agrafes) !
• Eviter le contact direct avec les prises de raccordement ou prises non isolées !
• Toujours déposer la torche de soudage ou le porte-électrodes sur un support isolé !
Risque de brûlure au niveau du raccordement de courant de soudage !
Si les raccordements de courant de soudage ne sont pas verrouillés correctement, les raccords et les câbles peuvent chauffer et
provoquer des brûlures en cas de contact !
• Vérier quotidiennement les raccordements de courant de soudage et les verrouiller au besoin en tournant vers la droite.
Les courants de soudage vagabonds peuvent détruire les conducteurs de terre, endommager l’équipement et les dispositifs
électriques et causer des échauffements de composants pouvant entrainer un incendie.

4
NOMADFEED
FR
Les câbles d’alimentation, de rallonge et de soudage doivent être totalement déroulés an d’éviter toute surchauffe.
- S’assurer que la xation de la pièce est solide et sans problèmes électriques !
- Attacher ou suspendre tous les éléments conducteurs d’électricité de la source de soudage comme le châssis, le chariot et les systèmes de levage
pour qu’ils soient isolés !
- Ne pas déposer d’autres équipements comme des perceuses, dispositifs d’affutage, etc sur la source de soudage, le chariot, ou les systèmes de
levage sans qu’ils soient isolés !
- Toujours déposer les torches de soudage ou portes électrodes sur une surface isolée quand ils ne sont pas utilisés !
ÉMISSIONS ÉLECTROMAGNÉTIQUES
Le courant électrique passant à travers n’importe quel conducteur produit des champs électriques et magnétiques (EMF)
localisés. Le courant de soudage produit un champ électromagnétique autour du circuit de soudage et du matériel de soudage.
Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de
protection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation
de risque individuelle pour les soudeurs.
Tous les soudeurs devraient utiliser les procédures suivantes an de minimiser l’exposition aux champs électromagnétiques provenant du circuit de
soudage:
• positionnez les câbles de soudage ensemble – xez les avec une attache, si possible;
• positionnez votre torse et votre tête aussi loin que possible du circuit de soudage;
• n’enroulez jamais les câbles de soudage autour de votre corps;
• ne positionnez pas votre corps entre les câbles de soudage. Tenez les deux câbles de soudage sur le même côté de votre corps;
• raccordez le câble de retour à la pièce mise en œuvre aussi proche que possible à la zone à souder;
• ne travaillez pas à côté, ne vous asseyez pas sur, ou ne vous adossez pas à la source de courant de soudage;
• ne soudez pas lorsque vous portez la source de courant de soudage ou le dévidoir.
Les porteurs de stimulateurs cardiaques doivent consulter un médecin avant d’utiliser la source de courant de soudage.
L’exposition aux champs électromagnétiques lors du soudage peut avoir d’autres effets sur la santé que l’on ne connaît pas
encore.
TRANSPORT ET TRANSIT DU DÉVIDOIR
Le dévidoir est équipé d’une poignée permettant le portage à la main. Attention à ne pas sous-évaluer son poids. La poignée n’est pas considérée
comme un moyen d’élingage. Ne jamais soulever une bouteille de gaz et le matériel en même temps. Leurs normes de transport sont distinctes.
Ne pas faire transiter le matériel au-dessus de personnes ou d’objets. Il est préférable d’enlever la bobine avant tout levage ou transport du dévidoir.
INSTALLATION DU MATÉRIEL
Règles à respecter :
• Le dévidoir doit être mis en service uniquement avec toutes les trappes fermées.
• Mettre le dévidoir sur un sol dont l’inclinaison maximum est de 10°.
• La source de courant de soudage doit être à l’abri de la pluie battante et ne pas être exposée aux rayons du soleil.
Le matériel est de degré de protection IP23, signiant :
- une protection contre l’accès aux parties dangereuses des corps solides de diam >12.5mm et,
- une protection contre la pluie dirigée à 60° par rapport à la verticale.
Ce matériel peut donc être utilisé à l’extérieur en accord avec l’indice de protection IP23.
Le fabricant GYS n’assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une
utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS
• L’entretien ne doit être effectué que par une personne qualiée. Un entretien annuel est conseillé.
• Débrancher les connexions entre le dévidoir et la source de courant de soudage et attendre deux minutes avant de travailler
sur le matériel.
• Régulièrement, enlever le capot et dépoussiérer à la soufette. En proter pour faire vérier la tenue des connexions électriques avec un outil isolé.
• Contrôler régulièrement l’état du faisceau entre le dévidoir et la source de courant de soudage. Si ce dernier est endommagé, il doit être remplacé.
• Attention ! Si un moyen de manutention est utilisé en cours de soudage, autre que celui préconisé par le fabricant, prévoir une isolation entre
l’enveloppe du dévidoir et le moyen de manutention.

5
NOMADFEED
FR
INSTALLATION – FONCTIONNEMENT PRODUIT
Seul le personnel expérimenté et habilité par le fabricant peut effectuer l’installation. Pendant l’installation, s’assurer que le
générateur est déconnecté du réseau.
Risque de blessure lié aux composants mobiles !
Les dévidoirs sont pourvus de composants mobiles qui peuvent happer les mains, les cheveux, les vêtements ou les outils et
entraîner par conséquent des blessures !
• Ne pas porter la main aux composants pivotants ou mobiles ou encore aux pièces d’entraînement !
• Veiller à ce que les couvercles du carter ou couvercles de protection restent bien fermés pendant le fonctionnement !
DESCRIPTION GÉNÉRALE
NOMADFEED est une valise de dévidage de l pour procédé de soudage à l’arc MIG/MAG/Open-Arc. Son boitier plastique lui confère une isolation
électrique naturelle vis-à-vis de l’environnement de travail ainsi qu’un degré de protection IP23 vis-à-vis des projections d’eau et des corps étrangers
environnants. Elle est auto-alimentée en énergie par la tension électrique disponible sur le circuit de soudage. Cette tension peut être aussi bien issue
d’une source de courant (CC) que de tension (CV), d’un signal alternatif, continu positif ou continu négatif.
NOMADFEED pilote l’arrivée du gaz de protection, l’arrivée du courant de soudage et le dévidage du l de soudage. Elle afche le courant de soudage,
la tension de soudage, la vitesse de dévidage du l et la tension d’alimentation.
Son motodévidoir de forte puissance avec 4 galets entraineurs peut aussi bien dévider des ls pleins que des ls fourrés jusqu’à un diamètre 2.4 mm.
DESCRIPTION DU MATÉRIEL (FIG-1)
1- Moto dévidoir 9- Fusible de protection
2- Cordon de connexion de la pince de masse 10- Bouton de purge gaz
3- Interrupteur 2 temps / 4 temps 11- Bouton de chargement du l
4- Interrupteur général 12- Sélection du mode «Soft Start»
5- Potentiomètre de réglage de vitesse l 13- Sélection du mode CC ou CV
6- Patins de protection 14- Arrivée du gaz de protection
7- Panneau de commande 15- Câble d’alimentation de puissance
8- Support bobine
INTERFACE HOMME MACHINE (IHM) (FIG 2)
Nomadfeed 425-4
L01 - Indicateur d’afchage de la vitesse de dévidage du l
L02 - Indicateur d’afchage du courant de soudage
L03 - Indicateur d’afchage de la tension de soudage
L04 - Indicateur d’afchage de la tension d’alimentation
L05 - Indicateur de surchauffe
L06 - Indicateur de surtension d’alimentation
L07 - Indicateur de présence de tension sur la torche
L08 - Afcheur de tension d’alimentation ou de soudage à 3 digits
L09 - Afcheur de courant de soudage ou de vitesse de dévidage à 3 digits
BRANCHEMENT ET CONSEILS
Le raccordement ou le débranchement du faisceau entre le générateur et le dévidoir doit se faire obligatoirement générateur hors
tension.
L’alimentation électrique de l’appareil se fait en connectant le câble de puissance de la valise sur un générateur de courant de soudage. Vous devez
choisir la polarité de soudage en fonction du type de l utilisé. Le potentiel du câble de puissance sera celui de la torche de soudage.
Connecter la deuxième polarité du générateur sur la pièce à souder.
+
-
CC / CV

6
NOMADFEED
FR
La liaison entre ces deux éléments se fait par l’intermédiaire d’un faisceau dédié parmi la liste suivante :
Désignation Refroidissement Longueur Section Référence
NOMAD CABLE AIR
5m (16 ft)
Ø 95mm²
(3/0 AWG)
032439
10m (32 ft) 032446
Pour des longueurs supérieures, les faisceaux de postes MIG/MAG classiques peuvent être utilisés :
FAISCEAU DE LIAISON MIG INVERTER AIR
15m (48 ft)
Ø 95mm²
(3/0 AWG)
038349
20m (64 ft) 038431
Sections de conducteurs préconisées en fonction du courant de soudage utilisé et de la longueur totale du faisceau de soudage.
Longueur des câbles
Courant de soudage
100 A 200 A 300 A 400 A
Moins de 30 m (100 ft) 16 mm² (6 AWG) 35 mm² (2 AWG) 50 mm² (1 AWG) 70 mm² (2/0 AWG)
50 m (160 ft) 25 mm² (4 AWG) 50 mm² (1 AWG) 70 mm² (2/0 AWG) 95 mm² (3/0 AWG)
70 m (230 ft) 35 mm² (2 AWG) 70 mm² (2/0 AWG) 95 mm² (3/0 AWG) 2 x 70 mm² (2 x 2/0 AWG)
100 m (330 ft) 50 mm² (1 AWG) 95 mm² (3/0 AWG) 2 x 70 mm² (2 x 2/0 AWG) 2 x 95 mm² (2 x 3/0 AWG)
Enn, connecter la pince de masse de la Nomadfeed sur la pièce à souder.
La valise est prête à être mise sous tension. L’alimentation peut se faire à partir d’un signal alternatif 50 ou 60Hz compris entre 30 Vrms et 80 Vrms.
Elle peut aussi se faire à partir d’un signal continu compris entre 17Vdc et 113Vdc. La polarité du signal continu peut être positive ou négative. En
dessous de ces valeurs minimales, Nomadfeed risque de ne pas s’allumer ou de ne pas fonctionner correctement (interruption du soudage).
Au-dessus de ces valeurs, Nomadfeed bloquera son fonctionnement an de se protéger des surtensions et de protéger l’utilisateur. Dans ce cas, le
témoin lumineux L06 s’allume et il n’est plus possible de souder tant que la tension reste trop élevée.
INSTALLATION DE LA BOBINE ET CHARGEMENT DU FIL (FIG 4)
Ne pas porter de gants lors de l’enlement du l d’apport et du changement de la bobine du l d’apport.
Lors du chargement du l, dérouler la torche de façon à ce que le trajet du l soit le plus linéaire possible et démonter la buse (FIG 4F) et le tube
contact (FIG 4E) en bout de torche.
FIG 4A :
• Positionner la bobine sur son support :
• Tenir compte de l’ergot d’entrainement du support bobine. Pour monter une bobine 200 mm, serrer le maintien bobine au maximum.
• Régler le frein (FIG 4A-2) pour éviter lors de l’arrêt de la soudure que l’inertie de la bobine n’emmêle le l. De manière générale, ne pas trop serrer,
ce qui provoquerait une surchauffe du moteur.
FIG 4B :
Il est primordial d’utiliser les galets adaptés au type de l. Les 2 galets presseurs (diam.30mm) situés en haut sont différents des 2 galets moteurs
(diam.37mm) situés en bas (FIG 4B). Il est donc nécessaire de vérier l’ensemble des 4 galets avant d’engager le l.
Type E - Ø 30 mm - (1.2 in) Type C - Ø 37 mm - (1.45 in)
Fil fourré
Ø 1,2 mm
038608
038646
- -
Ø 1,6 mm 038615
037113
040519
Ø 2,0 mm 037106 -
Ø 2,4 mm 038622 - - 040519
Fil plein acier et inox
Ø 0,8 mm
038561
-
042094
Ø 1,0 mm
042117
Ø 1,2 mm
041752
Ø 1,6 mm -
Aluminium
Ø 1,0 mm
038578 -
042162
Ø 1,2 mm 038585
041776
Ø 1,6 mm 038592 -
Régler la pression sur les galets presseurs à l’aide des 2 molettes de réglage (FIG 4C-4). La motricité doit être sufsante pour entrainer le l dans la
torche sans qu’il y ait de patinage du l sur les galets. Cependant, lorsque le l tape contre la pièce à souder, les galets doivent pouvoir patiner sur le
l sans que le l ne s’entortille en sortie de motodévidoir. Sur des ls mous comme l’aluminium, les alliages de cuivre, ou les ls fourrés, la pression
sur les galets doit être raisonnable pour ne pas déformer la section du l ou avoir une motricité trop élevée. Privilégier un réglage sur 2.
Pour du l supérieur au diamètre 1,6 mm, il est nécessaire de retirer le tube capillaire en laiton situé dans le
connecteur européen (FIG 4C-5).
FIG 4C :
Pour changer le l, procéder comme suit :
• Desserrer les molettes (FIG 4C-4) au maximum et l’abaisser, insérer le l, puis refermer le motodévidoir et serrer les molettes selon les indications.
• Actionner le moteur en appuyant sur la gâchette de la torche ou sur le poussoir (11).
• Faire sortir le l de la torche d’environ 5 cm, puis mettre au bout de la torche le tube contact adapté au l utilisé (FIG 4E), ainsi que la buse (FIG 4F).

7
NOMADFEED
FR
Remarques :
• Un mauvais choix de type de gaine, de taille de gaine ou de taille de tube contact peuvent entrainer des problèmes de dévidage et
une surchauffe du moteur.
• Le connecteur de la torche doit être également bien serré an d’éviter son échauffement.
• Vérier que le l et la bobine ne touchent pas la mécanique de l’appareil, sinon il y a danger de court-circuit.
• An d’éviter que la bobine se décroche et chute, il faut toujours bien remettre en place le verrou de bobine ainsi que refermer et
verrouiller le couvercle de la valise en cours de soudage et en cours de transit du produit.
MISE EN MARCHE DE L’APPAREIL
Mettre sous tension l’appareil avec l’interrupteur 4.
L’activation de l’appareil est signalée par l’allumage des afcheurs.
Connecter le gaz de protection sur le raccord 14 (si nécessaire pour le procédé de soudage utilisé). La pression sur ce circuit ne doit pas dépasser
0.5 MPa, 5 bar, 87 psi.
Le bouton 10 permet de commander la vanne d’arrivée du gaz pour purger l’air contenu dans le circuit d’alimentation et dans la torche. Régler le débit
de gaz à la valeur adaptée au l, sur le mano débitmètre de la bouteille de gaz.
Le bouton 11 permet de faire tourner le moteur de dévidage pour faciliter le chargement du l dans la torche.
FONCTIONNEMENT DE L’AFFICHAGE
L’afcheur du haut permet de connaitre en temps réel :
- la tension d’alimentation de l’appareil lorsqu’il n’est pas en cours de soudage (le témoin L04 s’allume)
- la tension de soudage lorsqu’il est en cours de soudage (le témoin L03 s’allume)
L’information de tension de soudage peut être maintenue pendant 20s après le cordon de soudage (voir « boîtier de conguration de l’appareil »).
L’afcheur du bas permet de connaitre en temps réel :
- le courant de soudage (le témoin L02 s’allume)
- la vitesse de dévidage du l (le témoin L01 s’allume)
L’information courant ou vitesse, l’unité d’afchage de la vitesse (m/min ou inch/min) ou le maintien des informations peuvent être paramétrés (voir
« boîtier de conguration de l’appareil »).
Le témoin L05 est allumé lorsqu’il y a une surchauffe de l’appareil.
Le témoin L06 est allumé lorsqu’il y a une surtension d’alimentation de l’appareil.
Le témoin L07 est allumé lorsqu’il y a une présence de tension en bout de torche.
Pendant le soudage, le générateur mesure et afche les valeurs instantanées du courant et de la tension de soudage. Après le soudage les valeurs
moyennées du courant et de la tension restent afchées pendant 20 secondes.
Dès que le réglage de vitesse de dévidage du l (5) est manipulé, les mesures afchées sont remplacées par les mesures de la tension d’alimentation
et de la vitesse l.
En fonction du mode de soudage (court-circuit, globulaire, spray-arc), des longueurs de câblage et du positionnement de la pince de masse, les
valeurs peuvent uctuer légèrement.
RÉGLAGE DE L’APPAREIL
Réglage de la vitesse de dévidage du l :
Le réglage de la vitesse de dévidage du l se fait grâce au potentiomètre 5. La valeur réglée s’afche en temps réel sur l’afcheur du bas.
Fonction Soft Start :
En début de cordon, il est possible d’obtenir une vitesse de dévidage du l lente an d’avoir un amorçage plus doux en plaçant l’interrupteur 12 sur 1.
Lorsque l’interrupteur est sur 0, la vitesse démarrera directement à la valeur réglée pour le soudage. L’amorçage sera donc plus rapide, mais plus
énergique.
Fonction CC / CV :
En fonction du type de générateur de courant utilisé (source de tension ou source de courant), il est possible de sélectionner 2 modes de régulation
de la vitesse de dévidage du l.
Interrupteur 13 sur 1 : le mode CC est activé et permet d’avoir une régulation de la vitesse l en fonction du niveau de tension de soudage. Cette
position est mieux adaptée aux générateurs à courant constant.
Interrupteur 13 sur 0 : le mode CV est activé et permet d’avoir une vitesse l stable quel que soit le niveau de tension de soudage. Cette position est
mieux adaptée aux générateurs à tension constante.
Par défaut, il est recommandé d’utiliser le mode CV.
Fonction 2T / 4T :
L’appui sur la gâchette peut être pris en compte de 2 manières : 2 temps ou 4 temps.
2 temps : sur appui sur la gâchette, l’appareil effectue le cordon de soudure. Dès le relâché de la gâchette, l’appareil interrompt son cordon.
4 temps : au premier appui sur la gâchette, l’appareil débute le cordon de soudure. Au relâché de la gâchette, l’appareil continue le cordon de
soudage. Au 2ème appui sur la gâchette, il interrompt le cordon. Cela permet au soudeur de réaliser un cordon de soudure très long, sans avoir à
maintenir la pression sur la gâchette.
4 secondes après avoir commencé un cordon de soudure, si aucun courant n’est mesuré, l’appareil interrompt immédiatement le cordon.
En n de cordon de soudure, l’appareil gère automatiquement la fusion du l en bout de torche et la protection gazeuse.

NOMADFEED
FR
8
Protection thermique :
L’appareil est muni d’une sécurité thermique agissant si la température des conducteurs est excessive. Dans ce cas, le témoin lumineux L05 s’allume
et il n’est plus possible de souder tant que la température reste trop élevée. En cas de déclenchement de la protection, laisser l’appareil refroidir
pendant 15 min.
Boitier de conguration de l’appareil :
Sur le circuit électronique convertisseur, un boitier à 8 interrupteurs SW permet de congurer l’utilisation de l’appareil. Pour accéder à ce boîtier, il
est nécessaire de déposer le carter en tôle sur lequel sont posés le porte fusible et les 4 boutons. Cette manipulation doit se faire en déconnectant
l’appareil de la source d’énergie et avec un personnel qualié.
SW
Factory setting :
Werkseinstellungen :
DIP switch settings
DIP-Switch Einstellungen
Display hold on
Displaysperre aktiviert
Display hold off
Displaysperre deaktiviert
Welding current display on
Anziege des Strom aktiviert
Welding current display off
Anziege des Strom deaktiviert
Wire speed display : m/min
Anziege der Drahtgeschwindigkeit : m/min
Wire speed display : in/min
Anziege der Drahtgeschwindigkeit : in/min
Mode diagnostic désactivé
Service mode off
Diagnosemodus deaktiviert
Mode diagnostic activé
Service mode on
Diagnosemodus aktiviert
Étalonnage du courant désactivé
Current calibration off
Kalibrierung Strom deaktiviert
Étalonnage du courant activé
Current calibration on
Kalibrierung Strom aktiviert
Étalonnage de la tension (+) désactivé
Voltage (+) calibration off
Kalibrierung Spannung (+) deaktiviert
Étalonnage de la tension (+) activé
Voltage (+) calibration on
Kalibrierung Spannung (+) aktiviert
Étalonnage de la tension (-) désactivé
Voltage (-) calibration off
Kalibrierung Spannung (-) deaktiviert
Étalonnage de la tension (-) activé
Voltage (-) calibration on
Kalibrierung Spannung (-) aktiviert
Wire speed calibration off
Kalibrierung Drahtgeschwindigkeit deaktiviert
Wire speed calibration on
Kalibrierung Drahtgeschwindigkeit aktiviert
1
2
3
4
5
6
7
8
Précisions sur la fonction SW4 :
Cette fonctionnalité permet d’avoir accès à des totalisateurs d’événements ayant eu lieu au cours de l’utilisation du produit sous forme de fonctions
Fc1 à Fc6, signalées sur l’afcheur du haut. Les boutons 10 et 11 permettent de changer de fonction.
Fonction Description
Fc1
Test de l’information de gâchette torche. Un appui sur la gâchette afche 888 sur l’afcheur du bas. Extinction de l’afcheur au relâché
de la gâchette.
Fc2
Totalisateur du nombre de cycles de soudage effectués. Unité d’afchage : 1000 cycles. L’afchage se répète en 3 étapes : pendant
2s, les 3 digits de poids forts, puis pendant 2s, les 3 digits de poids faibles, puis extinction de l’afcheur pendant 2s.
Fc3
Totalisateur de la durée de mise sous tension du produit. Unité d’afchage : 1 heure. L’afchage se répète en 3 étapes : pendant 2s,
les 3 digits de poids forts, puis pendant 2s, les 3 digits de poids faibles, puis extinction de l’afcheur pendant 2s.
Fc4
Totalisateur de la durée de soudage du produit. Unité d’afchage : 1 heure. L’afchage se répète en 3 étapes : pendant 2s, les 3 digits
de poids forts, puis pendant 2s, les 3 digits de poids faibles, puis extinction de l’afcheur pendant 2s.
Fc5
Totalisateur du nombre de déclenchements de la sécurité thermique du produit. Unité d’afchage : 1 déclenchement. L’afchage se
répète en 3 étapes : pendant 2s, les 3 digits de poids forts, puis pendant 2s, les 3 digits de poids faibles, puis extinction de l’afcheur
pendant 2s.
Fc6
Totalisateur du nombre de déclenchements de la sécurité surtension du produit. Unité d’afchage : 1 déclenchement. L’afchage se
répète en 3 étapes : pendant 2s, les 3 digits de poids forts, puis pendant 2s, les 3 digits de poids faibles, puis extinction de l’afcheur
pendant 2s.

9
NOMADFEED
FR
Précisions sur les fonctions SW5 à SW8 :
La vérication de la précision des mesures de tension, de courant et de vitesse de dévidage du l doit se faire annuellement. En cas de dérive des
valeurs, il est possible de réaliser un réglage sur +/- 20% de la valeur afchée. Pour cela, il est nécessaire de disposer :
- d’une source de courant capable de fournir 425A, avec une tension à vide d’au moins 70V.
- d’une charge résistive qui permettra de faire débiter du courant depuis le générateur.
- d’appareils de mesure étalonnés : voltmètre dc, pince ampère métrique dc, dynamomètre permettant de mesurer la vitesse de surface aux
galets du dévidoir.
Connecter le générateur à la valise et la charge résistive en sortie de valise. Placer le voltmètre entre le bout de la torche et la pince de masse de la
valise. Placer la pince ampère métrique sur la torche de soudage. Mesurer la vitesse de dévidage sur un des galets moteurs, en soulevant les galets
presseurs ou à l’aide d’un dynamomètre capable de mesurer la vitesse de surface directement sur le l de soudage.
Sélectionner la fonction SW5 à SW8 souhaitée (une seule à la fois) puis mettre sous tension l’appareil. Sur plusieurs points de mesure couvrant la
plage d’afchage du produit, ajuster la valeur afchée par l’appareil à l’aide des 2 boutons-poussoirs 10 et 11. Le bouton 11 permet de diminuer la
valeur afchée et le bouton 10 permet de l’augmenter.
Les valeurs réglées sont automatiquement afchées et mémorisées.
Messages d’erreurs :
Erreur Signication
Err 001 Gâchette torche activée à la mise sous tension de l’appareil.
Err 002 Bouton d’avance l ou bouton de purge gaz activés à la mise sous tension de l’appareil.
Err 003 2 fonctions (SW4 à 8) activées simultanément
Pour vérier (et/ou) etallonner le Nomadfeed, GYS propose un système spécique CALIWELD :
Valise d’étalonnage :
• GCU 1.0 (réf. 060456)
Charges d’étalonnage :
• Load 320A-100% (réf. 060418)
• Load 550A-3% (réf. 060425)
Câbles de rallonge :
• 1m30, 95 mm² : (réf. 033689)
• 5m, 95 mm² : (réf. 032439)
• 10m, 95 mm² : (réf. 032446)
Découvrez la gamme complète CALIWELD sur notre site www.gys.fr.
INFORMATIONS SUR L’ENTRETIEN ET LE CONTRÔLE DE LA MACHINE
L’entretien, le contrôle ou toute modication de la machine doit être coné à une personne qualiée. Si celle-ci n’est pas autorisée, elle pourra entrai-
ner une invalidation de la garantie. Toute intervention sur la machine doit se faire hors tension (appareil débranché de la source de courant), attendre
au moins 5 minutes avant toute intervention, consigner l’installation si nécessaire.
Quotidiennement :
- Vérier la torche, les galets, les serrages et les connexions.
2 fois par an :
- Nettoyer l’intérieur de l’appareil avec de l’air sec.
- Attention de ne pas introduire de parties conductrices dans la machine comme la torche.
- Vérier l’usure et le serrage des raccords, resserer si nécessaire.
- Vérier la partie électrique, gaz, support bobine, moto dévidoir et xation bouteille.
- Vérier et régler si nécessaire les mesures afchées.

10
NOMADFEED
EN
WARNING - SAFETY RULES
GENERAL INSTRUCTIONS
Read and understand the following safety recommendations before using or servicing the unit.
Any modication or servicing that is not specied in the instruction manual must not be undertaken.
The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions in this manual .
In the event of problems or doubts, please consult a qualied person to handle the installation properly.
Read the welding machine’s instruction manual before using the wire feeder.
ENVIRONMENT
This equipment must only be used for welding and gouging operations in accordance with the limits indicated on the descriptive panel and/or in
the user manual. The operator must respect the safety precautions that apply to this type of welding. In case of inedaquate or unsafe use, the
manufacturer cannot be held liable for damage or injury.
This equipment must be used and stored in a place protected from dust, acid or any other corrosive agent. Operate the machine in an open, or
well-ventilated area.
Operating temperature:
Use between -10 and +40°C (+14 and +104°F).
Store between -20 and +55°C (-4 and 131°F).
Air humidity:
Lower or equal to 50% at 40°C (104°F).
Lower or equal to 90% at 20°C (68°F).
Altitude:
Up to 1000 meters above sea level (3280 feet).
INDIVIDUAL PROTECTIONS AND OTHERS
Arc welding can be dangerous and can cause serious and even fatal injuries.
Welding exposes the user to dangerous heat, arc rays, electromagnetic elds, noise, gas fumes, and electrical shocks. People wearing pacemakers are
advised to consult with their doctor before using this device. Protect yourself and others. Ensure the following safety precautions are taken:
In order to protect you from burns and radiations, wear clothing without cuffs. These clothes must be insulated, dry, reproof and
in good condition, and cover the whole body.
Use protective gloves which guarantee electrical and thermal insulation.
Use sufcient welding protective gear for the whole body: hood, gloves, jacket, trousers... (variable depending on the application/
operation). Protect your eyes during cleaning operations. Do not operate whilst wearing contact lenses.
It may be necessary to install reproof welding curtains to protect the area against arc rays, weld spatters and sparks.
Inform the people around the working area to never look at the arc ray or the molten metal, and to wear protective clothes.
Ensure ear protection is worn by the operator if the work exceeds the authorised noise limit. Ensure ear protection is worn by
anyone in the welding area.
Stay away from moving parts (e.g. engine, fan...) with hands, hair, clothes etc...
Never remove the safety covers from the cooling unit when the machine is plugged in - The manufacturer is not responsible for any
accident or injury that happens as a result of not following these safety precautions.
The pieces that have just been welded are hot and may cause burns when manipulated. During maintenance work on the torch, you
should make sure it’s cold enough and wait at least 10 minutes before any work is carried out. The cooling unit must be switched
on when using a water cooled torch in order to ensure that the liquid does not cause any burns.
It is important to secure the working area before leaving it in order to protect people and properties.
WELDING FUMES AND GASES
The fumes, gases and dust issued by the welding are dangerous to the health. It is mandatory to ensure adequate ventilation
and/or extraction to keep fumes and gases away from the work area. Using a ventilated welding mask is recommended in cases
of insufcient ventilation in the workplace.
Check that the extraction is efcient by checking it against recommended safety standards.

11
NOMADFEED
EN
Caution, welding in small spaces requires surveillance from a safe distance. In addition, the welding of certain materials containing lead, cadmium,
zinc, mercury or beryllium may be very harmful. Also remove any grease on the metal pieces before welding. Gas cylinders must be stored in an open
or ventilated area. The cylinders must be in a vertical position and fastened to a support or trolley.
Do not weld in areas where grease or paint are stored.
FIRE AND EXPLOSION HAZARDS
Protect the entire welding area. Compressed gas containers and other ammable materials must be moved to a minimum safe
distance of 11 meters.
A re extinguisher must be readily available near the welding operations.
Be careful of spatter and sparks, even through cracks. It can be the source of a re or an explosion.
Keep people, ammable objects and pressurised ontainers at a safe distance.
Welding of sealed containers or closed pipes should be avoided, and when opened, the operator must remove any inammable or explosive materials
(oil, petrol, gas...).
Grinding operations should not be directed towards the device itself, the power supply or any ammable materials.
GAS BOTTLE
Gas leaking from the bottles can lead to suffocation if present in high concentrations around the work area.
Transport must be done safely: bottles closed and welding machine switched off. Always keep cylinders in an upright position
securely fastened to a xed support to reduce the risk of falling.
Close the bottle between two operations. Be wary of temperature changes or exposure to sunlight.
The bottle must not be in contact with a ame, an electric arc, a torch, an earth clamp or all other sources of heat.
Always keep gas bottles at a safe distance from electrical circuits and thus never weld a pressurised bottle.
Be careful when opening the valve on the gas bottle, it is necessary to remove the tip of the valve and make sure the gas meets your welding
requirements.
ELECTRICAL SAFETY
The machine must be connected to an earthed electrical supply. Use the fuse size recommended on the signage table.
An electrical discharge can directly or indirectly cause serious and potentially deadly incidents.
Do not touch any live part of the machine (inside or outside) when it is plugged in (Torches, earth cable, cables, electrodes) because they are
connected to the welding circuit.
Before opening the device, it is imperative to disconnect it from the mains and wait 2 minutes, so that all the capacitors are discharged.
Do not touch the torch or electrode holder and earth clamp at the same time.
Damaged cables and torches must be changed by a qualied professional.
Make sure that the cable cross section is adequate with the usage (extensions and welding cables).
Always wear dry clothes in good condition, in order to be insulated from the electrical circuit. Wear insulating shoes, regardless of the environment
in which you work in.
Risk of electrocution !
If the weld is performed using different processes while the torch and the electrode holder are connected to material, a no-load
voltage or welding voltage is applied to the circuits !
At the beginning of a job and during interruptions, always isolate the torch and the electrode holder !
Isolation of the welder at the arc in relation to the welding voltage !
Not all the different parts involved in the welding current can be protected against direct human contact. The welder must
therefore avoid the risks by following the relevant safety regulations. Even a contact at low current may take the operator by
surprise and cause an incident.
• Make sure protective wear used is dry and in good condition (rubber sole shoes / leather welding gloves without staples or
rivets) !
• Avoid contact with with exposed electrical wire and non-insulated plugs!
• Always leave the welding torch or the electrode holder on an insulated surface !
Risk of burn as the welding current goes from the machine into the cables !
If the connectors are not safely locked in place, the connectors and the cables can become hot and cause burns !
• Check the welding connectors daily and lock them in place if needed by turning them to the right.
Stray welding currents can damage earth connections, damage electrical equipment or cause components to overheat and cause
re.

12
NOMADFEED
EN
Power cables, extension leads and welding cables must be fully uncoiled to prevent overheating.
- Check that the metal piece is strongly held and without any electrical problems !
- Attach or hang all the electrically conductive elements,such as the trolley in order to insulate them
- Do not place any non-insulated electrical equipment such as drills on top of the welding machine or its trolley !
- Always place welding torches or electrodes holders on an insulated surface when they’re not in use !
ELECTROMAGNETIC EMISSIONS
The electric current owing through any conductor causes electrical and magnetic elds (EMF). The welding current generates an
EMF around the welding circuit and the welding equipment.
The EMF may disrupt some medical implants, such as pacemakers. Protection measures must be taken for people using medical implants. For
example, by restricting access to poeple passing by or conducting an individual risk evaluation for the operators.
All welders should follow the instructions below in order to minimise exposure to the electromagnetic elds (EMF) generated by the welding circuit::
• position the welding cables together – if possible, attach them;
• keep your head and upper body as far as possible from the welding circuit;
• never enroll the cables around your body;
• never position your body between the welding cables. Hold both welding cables on the same side of your body;
• connect the earth clamp as close as possible to the welding area;
• do not work too close to, do not lean on and do not sit on the welding machine
• do not weld when you’re carrying the welding machine or its wire feeder.
People wearing pacemakers are advised to consult a doctor before using this device.
Exposure to electromagnetic elds while welding may have other health effects which are not yet identied.
TRANSPORT AND TRANSIT OF THE WIRE FEEDER
The wire feeder can be carried using the handle. Be careful not to underestimate the weight of the machine. The handle cannot be used to hang or
attach the machine on something else. Never lift the machine while there is a gas bottle on the support shelf. The transport rules applying to each
item are different.
Do not carry the unit over people or objects. The removal of the wire reel from the machine is recommended before undertaking any lifting operation.
INSTALLATION
Rules to follow :
• Make sure all the access panels are shut when switching the wire feeder on.
• Put the wire feeder on a oor with a maximum incline of 10°.
• The machine must be placed in a sheltered area away from rain or direct sunlight.
• The equipment’s protection level is IP23, which means :
- Protection against acess to dangerous parts from solid bodies of a ≥12.5mm diameter and,
- Protection against the rain inclined at 60° towards the vertical.
The equipment can be used outside in accordance with the IP23 protection certication.
The manufacturer does not accept any liability in relation to damage or harm to objects or people due to an incorrect or careless
use of the equipment.
MAINTENANCE / RECOMMENDATIONS
• Maintenance should only be carried out by a qualied person. A yearly maintenance is recommended.
• Ensure the wire feeder is disconnected from the welding machine, and wait for two minutes before carrying out
maintenance work.
• Remove the casing 2 or 3 times a year and blow any excess dust out. Take this opportunity to have the electrical connections checked by a qualied
person, using an insulated tool.
• Regularly check the condition of the connection cable between the wire feeder and the machine. If found damaged, the interconnection cable must
be replaced.
• Warning ! If the welding machine is transported/handled by another solution than the one recommended by the manufacturer; the wire feeder
casing must be insulated from the transporting/handling solution.

13
NOMADFEED
EN
INSTALLATION – PRODUCT OPERATION
Only qualied personnel authorized by the manufacturer should perform the installation of the welding equipment. During set up,
the operator must ensure that the machine is not connected to the mains.
Risk of harm caused by mobile elements !
The wire feeders contain moving parts that may catch hands, hair, clothes or tools which can lead to injuries! Take extra care.
• Do not touch pivoting or mobile parts or parts used for the feeding parts !
• Make sure that all panels remain closed when in use !
GENERAL DESCRIPTION
NOMADFEED is a mobile MIG/MAG/Open-Arc wire feed case. The plastic casing makes it naturally electrically insulated and it also has the IP23 pro-
tection rating meaning it is protected against water projections and external elements. It powers itself by using the voltage available on the welding
circuit. This voltage can come from a current source (CC), a voltage source (CV), an alternative signal, a positive direct signal or negative direct signal.
NOMADFEED pilots the arrival of the gas, the welding current and wire feeding. The welding current, welding voltage, wire feeding speed and power
supply voltage are displayed.
The powerful wire feed motor assembly has 4 drive rolls and is suitable for standard and cored/ux wire up to 2.4mm thick..
EQUIPMENT DESCRIPTION (FIG-1)
1- Wire feeder motor 9- Protection fuse
2- Earth clamp connection cable 10- Gas purge button
3- 2 times / 4 times switch 11- Wire feed button
4- Main switch 12- Selection of «Soft Start» mode
5- Wire speed potentiometer 13- Selection of CC or CV mode
6- Protection "feet" 14- Arrival of gas
7- Control panel 15- Power supply cable
8- Reel support
MAN MACHINE INTERFACE (MMI) (FIG 2)
Nomadfeed 425-4
L01 - Wire speed display indicator
L02 - Welding current display indicator
L03 - Welding voltage display indicator
L04 - Power supply voltage display indicator
L05 - Overheating indicator
L06 - Overvoltage indicator
L07 - Voltage at torch indicator
L08 - 3 digits welding or power supply voltage
L09 - 3 digits welding current or feeding speed diplay
CONNECTIONS AND RECOMMENDATIONS
Make sure the welding generator is switched off when connecting or disconnecting the wire feeder.
The unit is powered by connecting the power cable in the case to a welding generator. You must choose the polarity based on the type of wire used.
The welding cable potential will be the same as the welding torch.
Connect the second polarity of the generator to the piece to weld.
+
-

14
NOMADFEED
EN
The connection between these two elements is done via one of the following connection cables :
Designation Cooling Length Section Reference
NOMAD CABLE AIR
5m (16 ft)
"Ø 95mm²
(3/0 AWG)"
32439
10m (32 ft) 32446
For longer alternatives, connection cables normally used on traditional MIG/MAG machines will be suitable
INVERTER MIG CONNECTION CABLE AIR
15m (48 ft)
"Ø 95mm²
(3/0 AWG)"
38349
20m (64 ft) 38431
Recommended thickness based on welding current and total length of the welding cable.
Cables length
Welding current
100 A 200 A 300 A 400 A
Less than 30 m (100 ft) 16 mm² (6 AWG) 35 mm² (2 AWG) 50 mm² (1 AWG) 70 mm² (2/0 AWG)
50 m (160 ft) 25 mm² (4 AWG) 50 mm² (1 AWG) 70 mm² (2/0 AWG) 95 mm² (3/0 AWG)
70 m (230 ft) 35 mm² (2 AWG) 70 mm² (2/0 AWG) 95 mm² (3/0 AWG) 2 x 70 mm² (2 x 2/0 AWG)
100 m (330 ft) 50 mm² (1 AWG) 95 mm² (3/0 AWG) 2 x 70 mm² (2 x 2/0 AWG) 2 x 95 mm² (2 x 3/0 AWG)
Finally, connect the Nomadfeed earth clamp on the piece to weld.
The case is now ready to be powered. The unit can be powered by an alternative signal higher than 50 or 60Hz between 30 Vrms and 80 Vrms. It
can also be powered by a direct signal between 17dc and 113dc. The polarity of the signal can be positive or negative. Below these minimum values,
Nomadfeed may not power up or not function correctly (welding interruption).
Above these values, Nomadfeed will stop functioning to protect itself and the operator against overvoltage. In that case, the L06 LED lights up and it
will not be possible to weld while the voltage remains too high.
REEL INSTALLATION AND WIRE FEEDING (FIG 4)
Do not wear gloves when setting up the wire and changing the wire reel.
When initially loading the wire through the torch, make sure the torch is as at and linear as possible and that the nozzle (FIG 4F) and contact tip
(FIG 4E) are removed.
FIG 4A :
• Place the reel on its support :
• Take reel driving force into consideration. To t a 200 mm (10kg) wire reel, tighten the wire reel support to the maximum.
• Adjust the brake (FIG 4A-2) to avoid the wire getting tangled when the weld stops. In general, do not excessively tighten the brake, which would
cause the motor to overheat.
FIG 4B :
It is essential that the rollers match the type of wire used. The 2 top pressure rollers (diam.30mm) are different to the 2 bottom drive rollers
(diam.37mm) (FIG 4B). It is therefore necessary to check all 4 rollers before feeding the wire through.
Type E - Ø 30 mm - (1.2 in) Type C - Ø 37 mm - (1.45 in)
Cored wire
Ø 1,2 mm
038608
038646
- -
Ø 1,6 mm 038615
037113
040519
Ø 2,0 mm 037106 -
Ø 2,4 mm 038622 - - 040519
Steel and stainless
steel wire
Ø 0,8 mm
038561
-
042094
Ø 1,0 mm
042117
Ø 1,2 mm
041752
Ø 1,6 mm -
Aluminium
Ø 1,0 mm
038578 -
042162
Ø 1,2 mm 038585
041776
Ø 1,6 mm 038592 -
Adjust the pressure on the pressure rollers using the 2 adjusting wheels (FIG 4C-4). The pressure level needs to allow the wire to feed through the
torch without being slowed by the rollers. However, when the wire hits the welding area, the rollers must be able to skid on the wire without it get-
ting tangled when leaving the wire feed motor. When using soft wire such as aluminium, copper alloys or cored wire, if the pressure is too high it will
deform the wire . The use of the setting «2» is recommended.
To use 1.6mm wire, it is necessary to remove the brass capillary tube located in the Euro connector (Pic 4C-5).

15
NOMADFEED
EN
FIG 4C :
To change the wire, please follow the instructions below:
• Loosen the adjusting wheels (FIG 4C-4) to the maximum and push it down, insert the wire, shut the wire feed motor and tighten the adjusting
wheels following the instructions provided.
• Press the trigger on the torch or use the button to activate the motor (11).
• Feed the wire through the torch so that there is approximately 5cm coming out of it and t the appropriate contact tip (FIG 4E), as well as the
nozzle (FIG 4F).
Remarques :
• Choosing an incorrect type/length of liner or contact tip may cause wire feed problems and the motor to overheat.
• The torch connector must also be securely tightened to prevent overheating.
• Check that the wire or the reel are not making contact with the metal body of the machine as this could cause a short circuit.
• In order to prevent the reel from falling, it is important to make sure it is locked in place and the case is shut and locked when the unit
is being used or transported.
STARTING THE UNIT
Power up the unit using switch no.4.
When the machine is activated, the display screens activate.
Connect the gas to connector 14 (if required by the welding process in use). The pressure on the circuit must not be higher than 0.5 MPa, 5 bar or
87 psi.
The button no.10 controls the gas ow valve used to purge the air contained in the power supply circuit and in the torch. Using the owmeter on the
gas bottle, adjust the gas ow in order to match the wire used.
The button no.11 activates the motor to facilitate the feeding of the wire in the torch.
FUNCTIONING OF THE DISPLAY
The top screen displays in real time:
- the input voltage to the unit when it is not welding (LED L04 activates)
- the welding voltage during welding (LED L03 activates)
Information regarding the welding voltage can be kept on the screen up to 20s after the welding ends (refer to settings instructions).
The bottom screen displays in real time:
- the welding current (the L02 LED activates)
- the wire feed speed (LED L01 activates)
The current or wire speed information, the measuring unit (m/min or inch/min), or the time they are being displayed can all be changed in the settings.
The LED L05 activates when the machine overheats.
The LED L06 activates in case of overvoltage.
The LED L07 activates when voltage is detected at the end of the torch.
During welding, the machine measures and displays the welding current and voltage. When the welding ends, the average current and voltage values
will be displayed for 20 seconds.
When the operator adjusts the wire speed, the information displayed is replaced by power input voltage and wire speed.
The values may slightly uctuate depending on the welding mode used (short-circuit, globular, spray-arc), the length of the cables or the positioning
of the earth clamp.
UNIT SETTINGS
Wire speed settings:
Adjustable wire speed with potentiometer 5. The selected value is displayed in real time on the bottom display screen.
Soft Start function :
When starting the weld, it is possible to select a slower wire speed to get a softer start by placing the switch no.12 on position 1.
When the switch is on position 0, the wire will directly feed at the selected speed. The start will be quicker and possibly more difcult to handle.
CC / CV function:
Depending on the current generator used (current power source or voltage power source), it is possible to select 2 wire speed control modes.
Switch no.13 on position 1 : the CC mode is activated and wire speed is controlled by the welding voltage. This setting is recommended for direct
current generators.
Switch no.13 on position 0: the CV mode is activated and wire speed will be stable regardless of the welding voltage. This setting is recommended
for constant voltage generators.
As standard, it is recommended to use the CV mode.
Function 2T / 4T :
The use of the torch trigger can managed in 2 ways: 2 times or 4 times.
2 times : when the trigger is pressed, the weld starts. When the trigger is released, the weld stops.
4 times: when the trigger is pressed for the rst time, the weld starts When the trigger is released, the weld continues. When the trigger is pressed
for the second time, the weld stops. This will allow the operator to weld for an extended period of time without having to hold the trigger.
4 seconds after the weld has started, if no current is measured, the unit immediately interrupts the weld.
At the end of the weld, the unit automatically manages the fusion of the wire at the end of the torch and the gas protection.

16
NOMADFEED
EN
Thermal protection:
The thermal protection of the unit will kick in if the temperature of the conductors is excessive. In that case, the L05 LED activates and it is not possible
to weld while the temperature remains too high. If the thermal protection kicks in, leave the unit to cool down for 15 minutes.
Unit controls panel :
The settings of the unit can be changed using an SW 8 switch box on the electronic converter. To access the box, it is required to place the metal
case where the 4 buttons and the fuse holder are. This operation must be carried out by a qualied technician and when the unit is disconnected
from the power source.
SW
Factory setting :
Werkseinstellungen :
DIP switch settings
DIP-Switch Einstellungen
Display hold on
Displaysperre aktiviert
Display hold off
Displaysperre deaktiviert
Welding current display on
Anziege des Strom aktiviert
Welding current display off
Anziege des Strom deaktiviert
Wire speed display : m/min
Anziege der Drahtgeschwindigkeit : m/min
Wire speed display : in/min
Anziege der Drahtgeschwindigkeit : in/min
Mode diagnostic désactivé
Service mode off
Diagnosemodus deaktiviert
Mode diagnostic activé
Service mode on
Diagnosemodus aktiviert
Étalonnage du courant désactivé
Current calibration off
Kalibrierung Strom deaktiviert
Étalonnage du courant activé
Current calibration on
Kalibrierung Strom aktiviert
Étalonnage de la tension (+) désactivé
Voltage (+) calibration off
Kalibrierung Spannung (+) deaktiviert
Étalonnage de la tension (+) activé
Voltage (+) calibration on
Kalibrierung Spannung (+) aktiviert
Étalonnage de la tension (-) désactivé
Voltage (-) calibration off
Kalibrierung Spannung (-) deaktiviert
Étalonnage de la tension (-) activé
Voltage (-) calibration on
Kalibrierung Spannung (-) aktiviert
Wire speed calibration off
Kalibrierung Drahtgeschwindigkeit deaktiviert
Wire speed calibration on
Kalibrierung Drahtgeschwindigkeit aktiviert
1
2
3
4
5
6
7
8
Precisions regarding function SW4 :
This function gives access to totalisators of events that happened when the unit was used and shown as functions Fc1 to Fc6, displayed on the top
screen. Change the function by using buttons 10 and 11.
Function Description
Fc1
Torch trigger information test. The bottom screen will display 888 when the trigger is pushed. It will stop displaying when the trigger
is released.
Fc2
Amount of welding cycles performed. Display unit: 1000 cycles. The display follows 3 steps: 3 digits of heavy weights for 2s, 3 digits
of light weights for 2s and no information for 2s.
Fc3
Total amount of time the unit was switched on. Display unit : 1 hour. The display follows 3 steps: 3 digits of heavy weights for 2s, 3
digits of light weights for 2s and no information for 2s.
Fc4
Total amount of time the unit was welding. Display unit : 1 hour. The display follows 3 steps: 3 digits of heavy weights for 2s, 3 digits
of light weights for 2s and no information for 2s.
Fc5
Total number of ocassions where the thermal protection kicked in. Display unit: 1 occasion. The display follows 3 steps: 3 digits of
heavy weights for 2s, 3 digits of light weights for 2s and no information for 2s.
Fc6
Total number of occasions where the overvoltage protection kicked in. Display unit: 1 occasion. The display follows 3 steps: 3 digits
of heavy weights for 2s, 3 digits of light weights for 2s and no information for 2s.

17
NOMADFEED
EN
Precisions regarding functions SW5 to SW8:
Verication of the voltage, current and wire speed measurements should be carried out yearly. If the values are found to be incorrect, it is possible to
adjust the displayed values by +/- 20%. To do this, it is necessary to have access to:
- a power source able to supply 425A, with a minimum no-load voltage of 70V.
- a resisted load that will allow the generator to supply current
- calibrated measuring devices: dc voltmeter, dc metric ammeter clamp, dynamometer to measure the speed at the surface of the feed rolls.
Connect the generator to the case and to the resisted load out of the case. Place the voltmeter between the end of the torch and the cases’s earth
clamp. Place the metric ammeter clamp around the welding torch. Measure the wire speed on one of the drive rolls, by lifting the pressure rolls or
using a dynamometer able to measure the speed directly on the surface of the wire.
Select the function SW5 to SW8 required (one at the time) and switch the unit on. Adjust the value displayed on the machine using push-buttons 10
and 11, on several points covering the range of the unit. Button 11 is used to decrease the displayed value and button 10 to increase it.
The selected values are automatically displayed and saved.
Error messages :
Error Meaning
Err 001 Torch trigger pushed in when switching the unit on.
Err 002 Wire feed button or gas purge button pushed in when switching the unit on.
Err 003 2 functions (SW4 to 8) simultaneously activated
To verify or calibrate the Nomadfeed, GYS offer a specic solution called CALIWELD:
Calibration case :
• GCU 1.0 (ref. 060456)
Calibration charges :
• Load 320A-100% (ref. 060418)
• Load 550A-3% (ref. 060425)
Extension cables :
• 1m30, 95 mm² : (ref. 033689)
• 5m, 95 mm² : (ref. 032439)
• 10m, 95 mm² : (ref. 032446)
Find out about our complete CALIWELD range on our website www.gys.fr.
MACHINE CONTROL AND MAINTENANCE DETAILS
Machine maintenance or alteration should only be carried out by a qualied person. Failure to comply may void the warranty. Any work must be carried
out when the machine is switched off and not connected to the mains. Wait 5 minutes after the machine is disconnected. Seal off the working area
if necessary.
Daily:
- Check the torch, the rollers and the connections.
Twice a year :
- Clean the inside of the machine with a compressed air cleaner.
- Be careful not to introduce conductor parts in the machine such as the torch.
- Check the condition and tightening of connectors, tighten up if necessary.
- Check the following parts: electrical, gas, wire reel support, wire-feeding motor and bottle support.
- Check and adjust if required the displayed measurements.

18
NOMADFEED
DE
SICHERHEITSANWEISUNGEN
ALLGEMEIN
Die Nichteinhaltung dieser Anweisungen und Hinweise kann mitunter zu schweren Personen- und Sachschäden führen.
Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, wenn diese nicht explizit in der Anleitung gennant
werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind.
Bei Problemen oder Fragen zum korrekten Gebrauch dieses Gerätes, wenden Sie sich bitte an entsprechend qualiziertes und geschultes Fachpersonal.
Lesen Sie sorgfältig die Anleitung der Schweißquelle durch, vor Inbetriebnahme des Drahtvorschubkoffers.
UMGEBUNG
Dieses Gerät darf ausschließlich für Schweißarbeiten für die auf dem Siebdruck-Aufdruck bzw. dieser Anleitung angegebenen Materialanforderungen
(Material, Materialstärke, usw) verwendet werden. Respektieren Sie die Sicherheitsanweisungen. Der Hersteller ist nicht für Schäden bei fehlerhaften
oder gefährlichen Verwendung nicht verantwortlich.
Verwenden Sie das Gerät nicht in Räumen, in denen sich in der Luft metallische Staubpartikel benden, die Elektrizität leiten können. Achten Sie
sowohl beim Betrieb als auch bei der Lagerung des Gerätes auf eine Umgebung, die frei von Säuren, Gasen und anderen ätzenden Substanzen ist.
Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Betriebstemperatur:
zwischen -10 und +40°C (+14 und +104°F).
Lagertemperatur zwischen -20 und +55°C (-4 und 131°F).
Luftfeuchtigkeit:
Niedriger oder gleich 50% bis 40°C (104°F).
Niedriger oder gleich 90% bis 20°C (68°F).
Das Gerät ist bis in einer Höhe von 1000m (über NN) einsetzbar.
SICHERHEITSHINWEISE
Lichtbogenschweißen kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen.
Beim Lichtbogen ist der Anwender einer Vielzahl potentieller Risiken ausgesetzt: gefährliche Heizungsquelle, Lichtbogenstrahlung, elektromagnetische
Störungen (Personen mit Herzschnittmacher oder Hörgerät sollten sich vor Arbeiten in der Nähe der Maschinen von einem Arzt beraten lassen),
elektrische Schläge, Schweißlärm und -rauch. Schützen Sie daher sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitshinweise:
Die Strahlung des Lichtbogens kann zu schweren Augenschäden und Hautverbrennungen führen. Die Haut muss durch geeignete
trockene Schutzbekleidung (Schweißerhandschuhe, Lederschürze, Sicherheitsschuhe) geschützt werden.
Tragen Sie Elekrisch- und Wärmeisolierungshandschuhe.
Tragen Sie Schweißschutzkleidung und einen Schweißschutzhelm mit einer genügen Schutzstufe (je nach Schweißart und -strom).
Schützen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrücklich verboten!
Schirmen Sie den Schweißbereich bei enstprechenden Umgebungsbedingungen durch Schweißvorhänge ab, um Dritte vor
Lichtbogenstrahlung, Schweißspritzen, usw. zu schützen.
In der Nähe des Lichtbogens bendliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit den nötigen Schutz
ausgerüstet werden.
Bei Gebrauch des Schweißgerätes ensteht sehr großer Lärm, der auf Dauer das Gehör schädigt. Tragen Sie daher im Dauereinsatz
ausreichend Gehörschutz. Schützen Sie auch in der Nähe arbeitende Personen.
Bewegliche Teile (Lüfter), ungeschützte Hände, Haare und Kleidungstücke müssen auf Distanz gehalten werden.
Entfernen Sie unter keinen Umständen das Gerätegehäuse, wenn dieses am Stromnetz angeschlossen ist. Der Hersteller haftet nicht
für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes bzw. Nichteinhaltung der Sicherheitshinweise
entstanden sind.
ACHTUNG! Das Werkstück ist nach dem Schneiden sehr heiß! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um
Verbrennungen zu vermeiden. Lassen Sie den Brenner vor jeder Instandhaltung/ Reinigung bzw. nach jedem Gebrauch unbedingt
ausreichend abkühlen (min. 10min). Damit die Kühlüssigkeit entsprechend abkühlt und Verbrennungen vermieden werden.
Der Arbeitsbereich muss vor dem Verlassen abgesichert werden um Personen und Sachen zu schützen.
SCHWEISSRAUCH/-GAS
Beim Schweißen entstehen Rauchgase bzw. toxische Dämpfe, die zu Sauerstoffmangel in der Atemluft führen können. Sorgen
Sie daher immer für ausreichend Frischluft, technische Belüftung (oder ein zugelassenes Atmungsgerät). oder ein zugelassenes
Atmungsgerät.
Verwenden Sie die Schneidanlagen nur in gut belüfteten Hallen, im Freien oder in geschlossenen Räumen mit ausreichend starker
Absaugung, die den aktuellen Sicherheitsstandards entspricht.

19
NOMADFEED
DE
Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form
von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere
Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Vor dem Schweißen,
entfetten Sie die Werkstücke.
Die zum Schweißen benötigten Gasaschen müssen in gut belüfteter, gesicherter Umgebung aufbewahrt werden.
Lagern Sie sie ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasaschenfahrwagens gegen Umkippen.
Informationen zum richtigen Umgang mit Gasaschen erhalten Sie von Ihrem Gaselieferanten.
Schweißarbeiten in unmittelbarer Nähe von Fett und Farben ist grundsätzlich verboten!
BRAND- UND EXPLOSIONSGEFAHR
Sorgen Sie für ausreichenden Schutz des Schweißbereiches. Der Sicherheitsabstand für Gasaschen (brennbare Gase) und
andere brennbare Materialien beträgt mindestens 11 Meter.
Brandschutzausrüstung muss auf dem Schwießbereich vorhanden sein.
Beachten Sie die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken. Sie sind eine potentielle Entstehungsquelle
für Feuer oder Explosionen.
Behalten Sie einen Sicherheitsabstand zwischen Personen, entammbare Sachen und Druckbehältern.
Schweißen Sie keine Behälter, die brennbare Materialien enthalten (auch keine Reste davon) -> Gefahr entammbarer Gase. Falls sie geöffnet sind
müssen sie von irdendwelches entammbaren oder explosive Materialen geleert werden.
Arbeiten Sie bei Schleifarbeiten immer in entgegengesetzer Richtung zu diesem Gerät und entammbaren Materialen.
GASDRUCKAUSRÜSTUNG
Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits-
und Lagerumgebung.
Achten Sie darauf, dass die Gasaschen beim Transport gut verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie
die Gasaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasaschenfahrwagens
gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang. Schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken
Temperaturschwankungen (z.B. sehr tiefen Temperaturen).
Positionieren Sie die Gasaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle.
Positionieren Sie die Gasaschen mit Abstand zu Leistunskreise und Schwießarbeite. Daher ist das Schweißen einer Druckglasasche untersagt.
Achten Sie auf einen einwandfreien Zustand der Gasbehälter und verwenden Sie nur zugelassene Teile wie Schläuche, Kupplungen, Druckminderer
usw. Bei Erstöffnung des Gasventils muss der Plastikverschluss/ Garantiesiegel von der Flasche entfernt werden.Verwenden Sie ausschließlich Gas,
das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT
Das Schweißgerät darf ausschließlich an einer geerdeten Netzversorgung angeschlossen werden. Verwenden Sie nur die
empfohlenen Sicherungen.
Das Berühren stromführender Teile kann tödliche elektrische Schläge, schwere Verbrennungen bis zum Tod verursachen.
Berühren Sie daher UNTER KEINEN UMSTÄNDEN Teile des Geräteinneren oder das geöffnete Gehäuse (Brenner, Klemme, Kabel, Elektrode) wenn
das Gerät mit dem Stromnetz verbunden ist.
Trennen Sie IMMER das Gerät vom Stromnetz und warten Sie 2 weitere Minuten BEVOR Sie das Gerät öffnen, damit sich die Spannung der
Kondensatoren entladen kann.
Berühren Sie niemals gleichzeitig Brenner und Masseklemme!
Ausschließlich qualiziertem und geschultem Fachpersonal ist es vorbehalten beschädigte Kabel und Brenner auszutauschen.
Achten Sie beim Austausch stets darauf das entsprechende Äquivalent zu verwenden.
Tragen Sie zur Isolierung beim Schweißen immer trockene Kleidung in gutem Zustand, um selbst vom Schweißstromkreis getrennt zu sein. Achten
Sie unabhängig der Umgebungsbedingungen stets auf isolierendes Schuhwerk.
Stromschlaggefahr!
Wenn das Schweißen bei verschiedenen Verfahren erfolgt, während der Brenner und der Elektrodenhalter an das Gerät
angeschlossen sind, wird eine Leeraufspannung oder eine Schweißspannung auf die Schaltungen angewendet!
Immer den Brenner und den Elektrodenhalter zum Arbeitsbeginn und während der Unterbrechungen isolieren!
Isolierung der Lichtbogenschweißmaschine hinsichtlich der Schweißspannung!
Alle aktive Werkstücke der Schweißstromsschaltung können nicht gegen den direkten Kontakt geschützt werden. Der Schweißer
muss ein der Sicherheitsregeln entsprechendes Verhalten haben, um den Risiken entgegenzuwirken. Selbst den Kontakt zu einer
niedrigen Spannung kann erwischen und daher zum Unfall führen.
• Eine trockene und unbeschädigte Schutzausrüstung tragen! (Schuhe mit Gummisohlen / Lederschutzhandschuhe ohne Niete
und Klammer für Schweißer geeignet)
• Vermeiden Sie direkten Kontakt zur Anschlussbuchsen oder nicht isolierten Steckdosen!
• Legen Sie den Schweißbrenner oder den Elektrodenhalter auf eine isolierte Oberäsche wenn sie nicht benutzt sind!
Verbrennungsgefahr mit dem Schweißstromanschluss!
Wenn die Schweißstromanschlüsse falsch verriegelt wurden, können die Verbindungen und die Kabel erhitzen und beim Kontakt
Verbrennungen verursachen!
• Alltäglich die Schweißstromanschlüsse prüfen und die bei Bedarf bei Dredhung nach rechts verriegeln.

20
NOMADFEED
DE
Schweißkriechströme können Erdleiter zerstören, die Schweißanlage und elektrische Geräte
beschädigen und die Erwärmung der Bauteile verursachen, die zum Brand führen können.
Die Versogung-, Verlängerung- und Schwießkabel müssen komplett abgerollt werden um Überhitzerisiko zu verhindern.
- Überprüfen Sie die Befestigung des Werkstücks! Diese soll fest und ohne elektrische Probleme sein!
- Machen Sie fest oder hängen Sie alle elektrisch leitfähige Elemente (Rahmen, Wagen und Hebesysteme) der
Schweißquelle auf sodass sie isoliert sind!
- Legen Sie keine andere Geräte (Bohrmaschine, Schleifgeräte usw.) auf der Schwießquelle, dem Wagen oder die Hebesysteme wenn die nicht isoliert
sind!
- Legen Sie die Schweißbrenner oder die Elektrodenhalter auf eine isolierte Oberäsche wenn sie nicht benutzt sind!
HINWEIS ÜBER DIE METHODEN ZUR REDUZIERUNG ELEKTROMAGNETISCHER FELDER
Der durch irgendwelcher Leiter gehender elektrische Strom erzeugt lokalisierte elektrische und magnetische Felder (EMF). Beim
Betrieb von Lichtbogenschweißanlagen kann es zu elektromagnetischen Störungen kommen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise beeinträchtigt
werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
Zum Beispiel Zugangseinschränkungen für Passanten oder individuelle Risikobewertung für Schweißer.
Alle Schweißer sollten das folgende Verfahren folgen um die Exposition zu elektromagnetischen Feldern aus der Schaltung zum Lichtbogenschweißen
zu minimieren :
• Elektrodenhalter und Massekabel bündeln, wenn möglich machen Sie sie mit Klebeband fest;
• Achten Sie darauf, dass ihren Oberkörper und Kopf sich so weit wie möglich von der Schweißarbeit benden;
• Achten Sie darauf, dass sich die Kabel, den Brenner oder die Masseklemme nicht um Ihren Körper wickeln;
• Stehen Sie niemals zwischen Masse- und Brennerkabel. ie Kabel sollten stets auf einer Seite liegen;
• Verbinden Sie die Massezange mit dem Werkstück möglichst nahe der Schweißzone;
• Arbeiten Sie nicht unmittelbar neben der Schweißstromquelle;
• Während des Transportes der Stromquelle oder des Drahtvorschubkoffer nicht schweißen.
Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt
beraten lassen.
Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in Ihrer Funktionsweise
beeinträchtigt werden.
TRANSPORT UND TRANSIT DES DRAHTVORSCHUBKOFFERS
Der Drahtvorschubkoffer lässt sich mit einem Handgriff auf der Geräteoberseite bequem heben. Unterschätzen Sie jedoch nicht dessen Eigengewicht!
Der Handgriff ist jedoch kein Lastaufnahmemittel. Halten Sie sich unbedingt an die unterschiedlichen Transportrichtlinien für Schweißgeräte und
Gasaschen. Diese haben verschiedene Beförderungsnormen.
Das Gerät darf nicht über Personen oder Objekte hinweg gehoben werden. Am besten die Spule vor dem Heben und Transport des Drahtvorschubkoffers
entfernen.
AUFSTELLUNG
Regel zu beachten:
• Der Drahtvorschubkoffer muss nur mit geschlossenen Klappen eingeschaltet werden.
• Stellen Sie den Drahtvorschubkoffer ausschließlich auf festen und sicheren grund, dessen Neigungswinkel nicht größer als 10° ist.
• Schützen Sie das Gerät vor Regen und direkter Sonneneinstrahlung.
Das Gerät ist IP23-Schutzart konform, d. h.:
- das Gerät schützt die eingebauten Teile vor Berührungen und mittelgroße Fremdkörpern mit einem Durchmesser >12,5 mm.
- Schutzgitter gegen Sprühwasser (beliebige Richtungen bis 60° Abweichung von der Senkrechten).
Dieses Gerät kann also im Freien verwendet werden gemäß der IP23-Schutzart.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes entstanden sind.
WARTUNG / HINWEISE
• Alle Wartungsarbeiten müssen von qualiziertem und geschultem Fachpersonal durchgeführt werden. Eine jährliche Wartung
wird empfohlen.
• Die Verbindung zwischen dem Drahtvorschubkoffer und der Stromquelle muss getrennt werden. Warten Sie, bis der Lüfter
ausgeht, dann können Sie mit dem Gerät arbeiten.
• Nehmen Sie regelmäßig (mindenstens 2 bis 3 Mal im Jahr) das Gehäuse ab und reinigen Sie das Innere des Gerätes mit Pressluft. Prüfen Sie das
Gerät regelmäßig mit isolierten Werkzeugen auf seine elektrische Betriebssicherheit.
• Prüfen Sie regelmäßig den Zustand des Zwischenschlauchpakets. Wenn es beschädigt ist, muss es ers
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
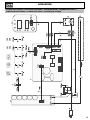 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68




































































GYS NOMADFEED 425-4 AIR WIRE FEEDER Le manuel du propriétaire
- Catégorie
- Système de soudage
- Taper
- Le manuel du propriétaire
- Ce manuel convient également à
dans d''autres langues
Documents connexes
-
GYS WIRE FEEDER FOR MAGYS - AIR - WS-4 R Le manuel du propriétaire
-
-
GYS AUTOPULSE 320-T3 400V v2 - 3 TORCHES INCLUDED Le manuel du propriétaire
-
GYS Separate wire feeder NOMADFEED 425-4 CC/CV Fiche technique
-
GYS Separate wire feeder WS5-4L - For MAGYS Le manuel du propriétaire
-
-
GYS CALIWELD CALIBRATION CASE WPS/WPQR FOR STANDARD EN1090 Fiche technique
-
GYS RESISTIVE LOAD - 550A at 3% Fiche technique
-
-
Autres documents
-
ESAB EMP 235ic Manuel utilisateur
-
ESAB EMP 215ic Manuel utilisateur
-
ESAB EMP 255ic & EMP 320ic Manuel utilisateur
-
 Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
Tweco FABRICATOR® 141i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
-
Miller MK230040N Le manuel du propriétaire
-
Miller MJ320465N Le manuel du propriétaire
-
-
-
-
Diall IP23 chrome Ø8cm Une information important
