ESAB Caddy® Mig C200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

US
FR
ES
Valid for serial no. 026-xxx-xxxx0440 001 031 US FR ES 110222
Caddy
Mig C200i
Manuel d'instructions
Instrucciones de uso
Instruction manual

- 2 -
Sous réserve de modifications sans avis préalable.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Rights reserved to alter specifications without notice.
AMERICAN 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
FRANÇAIS 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ESPAÑOL 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

FRANÇAIS
- 24 -
TOCf
1 MESURES DE SECURITE 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1 SÉCURITÉ 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 INTRODUCTION 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Equipement 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 CARACTÉRISTIQUES TECHNIQUES 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 INSTALLATION 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Instructions pour soulever l'appareil 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Emplacement 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Alimentation secteur 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 FONCTIONNEMENT 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Appareils de contrôle et de connexion 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Fonctionnement 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.1 Mode manuel 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.2 Mode QSet 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.3 Unités de mesure 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Codes d’erreur 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Réglages de l'induction (Fe/Acier inox) 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Changement de polarité 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Pression de dévidage 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Remplacement et insertion de fil 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Remplacement de rainure de galet 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 Gaz inerte 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.9 Protection anti-surchauffe 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 ENTRETIEN 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Contrôle et nettoyage 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Changement de gaine 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 DÉPANNAGE 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 COMMANDE DE PIÈCES DE RECHANGE 44. . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHÉMA 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
NUMÉRO DE RÉFÉRENCE 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
PIÈCES D'USURE 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACCESSOIRES 69. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

- 25 -
US warningf
1 MESURES DE SECURITE
ATTENTION : ces règles de sécurité ont pour objet d'assurer votre protection. Elles constituent
une synthèse des mesures de sécurité contenues dans les ouvrages de référence repris au chapitre
Informations complémentaires relatives à la Sécurité. Avant toute installation ou utilisation du matériel,
veillez à lire et à respecter les règles de sécurité énoncées ci-dessous ainsi que dans les divers
manuels, fiches de sécurité du matériel, étiquettes, etc. Le non-respect de ces précautions risque
d'entraîner des blessures graves ou mortelles.
PROTECTION INDIVIDUELLE ET DE L'ENTOURAGE
Certains procédés de soudage, découpage et gougeage sont bruyants et
requièrent le port de protections auditives. L'arc, tout comme le soleil, émet
des ultraviolets (UV) et d'autres rayonnements susceptibles de provoquer des
lésions oculaires et dermatologiques. Le métal chaud peut être à l'origine de
brûlures. Une formation à l'utilisation correcte des procédés et équipements
est essentielle pour prévenir les accidents. En conséquence :
1. Porter impérativement des lunettes avec écrans latéraux dans les zones de travail, même
lorsque le port du casque de soudage, de l'écran facial et des lunettes de protection est
obligatoire
2. Tant pour exécuter les travaux que pour y assister, porter un écran facial muni de plaques
protectrices et de verres filtrants appropriés pour protéger les yeux, le visage, le cou et les
oreilles des étincelles et du rayonnement de l'arc. Avertir les personnes se trouvant à proximité
qu'elles ne doivent pas regarder l'arc, ni s'exposer à son rayonnement ou à celui du métal
incandescent.
3. Porter des gants ignifuges à crispins, une tunique épaisse à longues manches, des pantalons
sans rebord, des chaussures à embout d'acier et un casque de soudage ou une casquette pour
se protéger du rayonnement de l'arc, des étincelles et du métal incandescent. Le port d'un tablier
ininflammable est également recommandé afin de se protéger des étincelles et du rayonnement
thermique.
4. Les étincelles ou projections de métal en fusion risquent de se loger dans les manches
retroussées, les bords relevés de pantalons ou dans les poches. Il convient donc de boutonner
complètement les manches et le col, et de porter des vêtements sans poches à l'avant.
5. Protéger du rayonnement de l'arc et des étincelles les personnes se trouvant à proximité à l'aide
d'un écran ou d'un rideau ininflammable approprié.
6. Porter des oculaires et des lunettes de protection pendant le meulage du laitier. Les particules
meulées, souvent brûlantes, peuvent être projetées à des distances importantes, de sorte que
les personnes se trouvant à proximité doivent également porter des lunettes de protection.
INCENDIES ET EXPLOSIONS
La chaleur dégagée par les flammes et les arcs peuvent être à l'origine
d'incendies. Le laitier incandescent et les étincelles peuvent également
provoquer incendies et explosions. En conséquence :
1. Éloigner suffisamment tous les matériaux combustibles de la zone de travail ou les recouvrir
complètement d'une bâche ignifuge. Ce type de matériaux comprend le bois, les vêtements, la
sciure, les carburants sous forme liquide et gazeuse, les peintures, les enduits, le papier, etc.
2. Les étincelles ou projections de métal en fusion peuvent tomber dans les fissures du sol ou des
murs et déclencher une combustion lente dans les planchers ou à l'étage inférieur. Veiller à
protéger ces ouvertures pour que les étincelles et projections n'y pénètrent pas.
3. Ne pas procéder à des travaux de soudage, de découpage et autres travaux à chaud tant que la
surface n'est pas complètement nettoyée et débarrassée des substances susceptibles de
produire des vapeurs inflammables ou toxiques. Ne pas effectuer de travaux à chaud sur des
conteneurs fermés pour éviter tout risque d'explosion.
4. Conserver à portée de main un équipement d'extinction – tuyau d'arrosage, seau d'eau ou de
sable, extincteur portatif, etc. et s'assurer d'en connaître l'utilisation.
5. Ne pas utiliser l'équipement au-delà de ses spécifications. Par exemple, un câble de soudage
surchargé est susceptible de surchauffer et d'être à l'origine d'un incendie.
FR

- 26 -
US warningf
6. Une fois le travail terminé, inspecter la zone de travail pour s'assurer qu'aucune étincelle ou
projection de métal ne risque de déclencher un incendie. Le cas échéant, utiliser des systèmes
de détection d'incendie.
7. Pour toute information supplémentaire, voir la norme NFPA 51B relative à la prévention des
incendies lors de travaux de découpage et de soudage, disponible auprès de la National Fire
Protection Association, Batterymarch Park, Quincy, MA 02269 – USA.
CHOC ELECTRIQUE
Tout contact avec des éléments sous tension et la masse peut provoquer des
blessures graves ou mortelles. NE PAS utiliser de courant de soudage CA
dans des zones humides, des lieux exigus ou lorsqu'il existe un risque de
chute. En conséquence :
1. Vérifier que le châssis du générateur est bien relié au dispositif de mise à la masse de
l'alimentation.
2. Assurer une mise à la masse correcte de la pièce à souder.
3. Connecter le câble de soudage à la pièce à souder. Un raccordement médiocre ou inexistant
constitue un risque mortel pour l'utilisateur et son entourage.
4. Utiliser du matériel correctement entretenu. Remplacer les câbles usés ou endommagés.
5. Empêcher l'apparition de toute humidité, notamment sur les vêtements, dans la zone de travail,
sur les câbles, la torche de soudage, le porte-électrode et le générateur.
6. S'assurer que le corps est totalement isolé de la pièce à souder et de la masse.
7. Éviter tout contact direct avec du métal ou la masse lors de travaux dans des endroits exigus et
en zone humide ; se tenir sur des panneaux ou sur une plate-forme isolante et porter des
chaussures à semelles en caoutchouc.
8. Enfiler des gants secs et sans trous avant de mettre l'équipement sous tension.
9. Mettre l'équipement hors tension avant de retirer les gants.
10. Voir la norme ANSI/ASC Z49.1 (voir page suivante) pour les recommandations de mise à la
masse. Ne pas confondre le câble de soudage et le câble de masse.
CHAMPS ELECTRIQUES ET MAGNETIQUES
Danger. Le courant électrique parcourant les conducteurs génère localement
des champs électriques et magnétiques (EMF). Le courant de soudage et de
découpe crée des EMF autour des câbles de soudage et des postes à souder.
En conséquence :
1. Les porteurs de stimulateurs cardiaques consulteront leur médecin avant d'effectuer des travaux
de soudage. Les EMF peuvent en effet provoquer des interférences.
2. L'exposition aux EMF peut également avoir des effets méconnus sur la santé.
3. Les soudeurs respecteront les procédures suivantes pour réduire l'exposition aux EMF :
a. Rassembler en faisceau les câbles de soudage et d'électrode. Si possible, les attacher avec
du ruban adhésif.
b. Ne jamais enrouler le câble de la torche ou le câble de soudage autour du corps.
c. L'utilisateur ne doit jamais se trouver entre le câble de la torche et le câble de soudage.
Faire passer tous les câbles du même côté du corps.
d. Connecter le câble de soudage à la pièce à souder, au plus près de l'endroit du soudage.
e. S'éloigner au maximum du générateur et des câbles.
FR

- 27 -
US warningf
FUMEES ET GAZ
L'inhalation des fumées et gaz peut provoquer des malaises et des
dommages corporels, surtout lors de travaux dans les espaces confinés. Ne
pas les respirer. Les gaz inertes peuvent causer l'asphyxie.
En conséquence :
1. Assurer une aération adéquate de la zone de travail par une ventilation naturelle ou mécanique.
Ne pas effectuer de travaux de soudage, découpage ou gougeage sur des matériaux tels que
l'acier galvanisé, le cuivre, le zinc, le plomb, le béryllium et le cadmium en l'absence d'une
ventilation mécanique adéquate. Ne pas inhaler les fumées dégagées par ces matériaux.
2. Ne pas travailler à proximité d'opérations de dégraissage et de pulvérisation étant donné que la
chaleur dégagée et l'arc peut réagir avec les hydrocarbures chlorés pour former du phosgène –
un gaz particulièrement toxique – et d'autres gaz irritants.
3. Une irritation momentanée des yeux, du nez ou de la gorge provoquée par les travaux est le
signe d'une ventilation inappropriée. Dans ce cas, il convient d'arrêter le travail et de prendre les
mesures nécessaires pour améliorer l'aération. Ne pas poursuivre le travail si le malaise persiste.
4. Voir la norme ANSI/ASC Z49.1 (voir ci-dessous) pour les recommandations de ventilation.
5. ATTENTION : utilisé dans des opérations de soudage et de découpage, ce produit dégage des
fumées et gaz qui contiennent des substances chimiques reconnues par l'État de Californie
comme pouvant être à l'origine de malformations congénitales et de cancers (California Health &
Safety Code §25249.5 et seq.).
MANIPULATION DES BOUTEILLES DE GAZ
Une erreur de manutention des bouteilles de gaz peut les endommager et
entraîner une libération violente du gaz. La rupture soudaine de la soupape
ou du détendeur peut provoquer des blessures graves ou mortelles.
En conséquence :
1. Utiliser le gaz approprié à la pression adéquate, celle-ci étant réglée par un détendeur adapté au
type de bouteille utilisée. Ne pas utiliser d'adaptateurs. Garder les tuyaux et accessoires en bon
état. Pour le montage du détendeur sur une bouteille de gaz comprimé, suivre les instructions du
fabricant.
2. Fixer les bouteilles verticalement – au moyen d'une chaîne ou d'une sangle – à un chariot à bras,
un châssis de roulement, un banc, un mur, un piquet ou un rack. Ne jamais attacher les
bouteilles aux établis et éléments susceptibles de les intégrer à un circuit électrique.
3. Conserver les bouteilles fermées lorsqu'elles ne sont pas utilisées. Les fermer par un bouchon
lorsqu'elles ne sont pas raccordées. Attacher et déplacer les bouteilles à l'aide de chariots
adéquats.
4. Éloigner les bouteilles des sources de chaleur, d'étincelles et de flammes nues. Ne jamais
déclencher d'arc sur une bouteille de gaz.
5. Pour plus d'informations sur les précautions d'utilisation des bouteilles de gaz comprimé, voir la
norme CGA P-1, disponible auprès de la Compressed Gas Association, 1235 Jefferson Davis
Highway, Arlington, VA 22202 – USA.
ENTRETIEN DE L'EQUIPEMENT
Un équipement mal entretenu peut provoquer des blessures graves ou mortelles. En
conséquence :
1. Confier l'installation, les dépannages et l'entretien à du personnel qualifié. Ne pas effectuer de
travaux électriques si vous ne possédez pas les compétences requises.
2. Mettre l'équipement hors tension avant toute intervention d'entretien sur le générateur.
3. Maintenir en bon état de fonctionnement les câbles, câbles de masse, connexions, cordons
d'alimentation et générateurs. Ne jamais utiliser d'équipements défectueux.
4. Ne jamais surcharger les équipements et accessoires. Conserver les équipements à l'écart des
sources de chaleur – notamment des fours –, des flaques d'eau, des traces d'huile ou de graisse,
des atmosphères corrosives et des intempéries.
5. Laisser en place tous les dispositifs de sécurité et tous les panneaux du tableau de commande
en veillant à les garder en bon état.
6. Utiliser l'équipement conformément à l'usage prévu ; n'y apporter aucune modification
quelconque.
FR

- 28 -
US warningf
INFORMATIONS COMPLEMENTAIRES RELATIVES A LA SECURITE Pour plus
d'informations relatives aux règles de sécurité pour les travaux de gougeage, de
découpage et de soudage à l'arc électrique, demander au fournisseur une copie du
formulaire 52/529.
L'American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126 – USA, publie les documents
suivants dont la lecture est également recommandée :
1. ANSI/ASC Z49.1 - ”Safety in Welding and Cutting”
2. AWS C5.1 . ”Recommended Practices for Plasma Arc Welding”
3. AWS C5.2 - ”Recommended Practices for Plasma Arc Cutting”
4. AWS C5.3 - ”Recommended Practices for Air Carbon, Arc Gouging and Cutting”
5. AWS C5.5 - ”Recommended Practices for Gas Tungsten Arc Welding”
6. AWS C5.6 - ”Recommended Practices for Gas Metal Arc welding”
7. AWS SP - ”Safe practices” - Réédition, Manuel de soudage
8. ANSI/AWS F4.1 - ”Recommended Safe Practices for Welding and Cutting of Containers That
Have Held Hazardous Substances”
SYMBOLES
Signification des symboles utilisés dans ce manuel : = Attention ! Rester prudent !
= danger immédiat ; risque de blessures graves ou mortelles.
= danger potentiel ; risque de blessures graves ou mortelles.
= danger ; risque de blessures légères.
FR

- 29 -
bc22f
1 SÉCURITÉ
Il incombe à l'utilisateur d'un équipement ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système ou se trouvant à proxi
mité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type d'appa
reil. Le contenu de ces recommandations peut être considéré comme un complément à la
réglementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou
vant soit blesser l'opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître :
S sa mise en service
S l'emplacement de l'arrêt d'urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage et de coupage
2. L'opérateur doit s'assurer :
S que personne ne se trouve dans la zone de travail de l'équipement au moment de sa mise en
service.
S que personne n'est sans protection lorsque l'arc est amorcé.
3. Le poste de travail doit être :
S conforme au type de travail.
S non soumis à des courants d'air.
4. Protection personnelle
S Toujours utiliser l'équipement de protection individuelle recommandé : lunettes, vêtements
ignifuges, gants, etc.
S Éviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s'accrocher en cours d'opération ou occasionner des brûlures.
5. Divers
S S'assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l'incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d'entretien en cours de marche.
FR

- 30 -
bc22f
AVERTISSEMENT
Lire attentivement le mode d'emploi avant d'installer la machine et de l'utiliser.
Le soudage et le coupage a l'arc peuvent être dangereux pour vous comme pour autrui.
Soyez donc très prudent en utilisant la machine à souder et à découper. Observez les règles
de sécurité de votre employeur, qui doivent être basées sur les textes d'avertissement du fab
ricant.
DÉCHARGE ÉLECTRIQUE - Danger de mort
S Installer et mettre à la terre l'équipement en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S'isoler du sol et de la pièce à souder.
S S'assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
S Éloigner le visage des fumées.
S Ventiler et aspirer les fumées pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L'ARC - Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l'arc par des rideaux ou des écrans
protecteurs.
RISQUES D'INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S'assurer qu'aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d'oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT - Faire appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES !
AVERTISSEMENT!
Ne pas utiliser le générateur pour dégeler des canalisations.
PRUDENCE!
Ce produit est uniquement destiné au soudage à l'arc.
PRUDENCE!
Les équipements de “Class A” ne sont pas conçus pour un usage
résidentiel alimenté par de la basse tension. Dans ce cas, des
problèmes de compatibilité électromagnétique des équipements de
“Class A” peuvent se produire en raison de perturbations liées à la
conduction et au rayonnement.
PRUDENCE!
Lire attentivement le mode d'emploi avant d'installer
la machine et de l'utiliser.
FR

- 31 -
bc22f
Jetez votre équipement électronique dans les centres de recyclage agréés !
Conformément à la Directive européenne 2002/96/EC relative aux déchets
d’équipements électroniques et électriques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et/ou électroniques parvenus en fin
de vie doivent être confiés à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre responsabilité d'obtenir des
informations sur les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur ESAB le plus proche.
ESAB fournit tous les accessoires et équipements de protection nécessaires
pour le soudage.
2 INTRODUCTION
Mig C200i est un générateur portable de soudage au format compact et destiné au
soudage MIG/MAG.
Il est possible de passer d’un soudage à fil plein/gaz inerte à un soudage à fil fourré
sans gaz.
Ce générateur fonctionne avec des diamètres de fil allant de 0,6 à 1,0 mm.
L'argon pur, des mélanges gazeux ou du CO
2
pur peuvent être utilisés comme gaz
inertes.
2.1 Equipement
Le générateur est livré avec :
S Mode d'emploi
S Pistolet de soudage MXL
TM
180 (3 m, fixe)
S Câble de retour avec pince (3 m, fixe)
S Câble d'alimentation (3 , fixe, avec fiche)
S Sangle d'épaule (voir page 33)
S Tuyau de gaz avec raccord rapide (4,5 m)
Voir les accessoires ESAB en page 69.
FR

- 32 -
bc22f
3 CARACTÉRISTIQUES TECHNIQUES
Mig C200i
Tension de secteur 230 V, 1 50/60 Hz
Charge maximale admissible avecfacteur de
marche
2 5 %
facteur de marche 60 % facteur de marche
10 0 %
180 A
120 A
1–0 A
Plage de réglages 30 A - 200 A
Tension de circuit ouvert 60 V
Puissance circuit ouvert 15 W
Rendement au courant maximum 82%
Facteur de puissance au courant maximum 0.99
Vitesse de dévidage 2,0 - 12,0 m/min
Diamètre du fil
Fe
Fil fourré
Ss
Al
0,6 - 1,0
0,8 - 1,0
0,8 - 1,0
1,0
Diamètre max. de la bobine de fil 200 mm
Niveau de pression acoustique à vide < 70 dB
Dimensions L x l x H 449 x 198 x 347 mm
Poids 12 kg
Température de fonctionnement -10 à +40
o
C
Température de transport de -20 à +55° C
Classe de protection IP 23C
Catégorie d’application
Facteur de marche
Le facteur d'intermittence est le temps, exprimé en pourcentage d'une période de 10 minutes, pen
dant lequel il est possible de souder ou de couper à une charge déterminée. Le facteur de marche
est valable à 40° C.
Classe de protection
Le code IP correspond à la classe de protection, c’est-à-dire au niveau de protection contre les
pénétrations d'eau ou d’autres éléments. Les équipements marqués IP 23C sont destinés à un
usage intérieur et extérieur.
Classe d'utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
FR

- 33 -
bc22f
4 INSTALLATION
L'installation doit être assurée par un technicien qualifié.
Remarque!
Alimentation électrique requise
Les équipements à grande puissance, vu l'importance du courant primaire requis, peuvent
influencer la qualité de la grille de puissance. C'est pourquoi, pour certains types d'équipements
(voir les caractéristiques techniques), des restrictions ou exigences relatives à l'impédance
maximale admissible ou à la puissance d'alimentation minimale requise peuvent être appliquées
au point d'interface avec le réseau public. Dans ce cas, il incombe à l'installateur ou à l'utilisateur
de vérifier auprès du gestionnaire de réseau de distribution si l'équipement peut être connecté.
4.1 Instructions pour soulever l'appareil
Utilisez la poignée ou la sangle d'épaule fournie avec l'appareil pour le soulever. La
sangle se fixe comme indiqué dans le schéma ci-après.
4.2 Emplacement
Placez le générateur de soudage de manière ne pas obstruer les entrées et sorties
d'air de refroidissement.
FR

- 34 -
bc22f
4.3 Alimentation secteur
Vérifiez que le générateur est connecté à une tension d'alimentation secteur adaptée
et qu'il est protégé par un fusible de calibre approprié. Pour des raisons de
protection, l'équipement doit être relié à la terre, conformément aux réglementations
en vigueur.
Plaque signalétique avec informations
de connexion
Recommandations pour calibres de fusibles et sections minimales de câbles
Mig C200i
Tension de secteur 230 V 15 % 150/60 Hz
Section câble principal 3G1,5 mm
2
Phase courant, I
eff
10 A
Fusible régularisateur 16 A
Attention ! La section des câbles d'alimentation et les calibres de fusibles mentionnés ci-dessus
sont conformes aux normes suédoises. Veillez à respecter les normes locales en vigueur.
Câble rallonge
Si nécessaire, il est recommandé d'utiliser un câble rallonge, 3G2,5 mm
2
d'une
longueur maximale de 50 m.
Alimentation fournie par les générateurs
La source d'alimentation peut être fournie par différents types de générateurs.
Cependant, certains générateurs sont susceptibles de ne pas fournir une puissance
suffisante pour le soudage. Les générateurs équipés d'un régulateur automatique de
tension, de régulation équivalente ou meilleure avec une puissance nominale de
5,5...6,5 kW, sont recommandés pour un fonctionnement à pleine capacité.
Il est également possible d'utiliser des générateurs de puissance nominale
inférieure, de 3,0 kW, mais dans ce cas, le réglage doit être proportionnellement
limité. Le générateur est protégé contre la sous-tension. Si la puissance fournie par
le générateur est insuffisante, le soudage est interrompu. Le début du soudage est
particulièrement susceptible d'être perturbé. En cas de perturbation du processus de
soudage, ajustez les paramètres de soudage ou choisissez un générateur plus
puissant.
FR

- 35 -
bc22f
5 FONCTIONNEMENT
Les prescriptions générales de sécurité pour l'utilisation de l'équipement figu
rent en page 29. En prendre connaissance avant d'utiliser l'équipement.
ATTENTION ! Déplacer l'équipement par la poignée prévue à cet effet. N'exercer
aucune traction sur le pistolet.
AVERTISSEMENT!
Pièces rotatives - risque d'accident.
AVERTISSEMENT!
Veiller ce que les panneaux latéraux restent fermés pendant l'opération.
ATTENTION!
Risque d'écrasement lors du remplacement de la bobine de fil !
Ne pas utiliser de gants lors de l'insertion du fil à souder entre les galets
d'alimentation.
AVERTISSEMENT!
Verrouiller la bobine afin de l'empêcher de
glisser hors du moyeu.
FR

- 36 -
bc22f
5.1 Appareils de contrôle et de connexion
1 Interrupteur secteur 4 Câble de retour
2 Écran 5 Câble secteur
3 Pistolet de soudage 6 Connexion gaz
1
3
2
4
5
6
5.2 Fonctionnement
Le générateur n'est pas instantanément alimenté dès que l'interrupteur secteur (1)
est actionné. Aprèsenviron 2 secondes, l'écran (2) indique que le générateur est prêt
à emploi.
Si la gâchette du pistolet de soudage est enfoncée alors que le générateur est
alimenté, l'opération est désactivée et jusqu'à ce que la gâchette soit relâchée.
Le câble de retour (4) doit être correctement raccordé à la pièce à souder ou à la
table de soudage.
Le panneau latéral recouvrant le dévidoir doit être refermé avant de démarrer le
soudage.
L'interrupteur secteur (1) éteint instantanément le générateur
FR

- 37 -
bc22f
5.2.1 Mode manuel
A - Tension de soudage
B - Courant de soudage
C - Vitesse de dévidage
F - Bouton de réglage de la
tension
G - Bouton mode manuel/QSet
H - Bouton de réglage de
l’induction
I - Bouton de réglage de la de
la vitesse de dévidage
L’opérateur doit paramétrer correctement la vitesse de dévidage et la tension de
soudage.
5.2.2 Mode QSet
A - Tension de soudage
B - Courant de soudage
C - Vitesse de dévidage
D - Epaisseur de plaque
E - Valeur QSet
F - Bouton de réglage de la
valeur QSet
G - Bouton mode Manuel/QSet
H - Sélection du matériel/
Bouton de réglage de
l'induction
D - Bouton de réglage de
l'épaisseur de plaque
Dans le mode QSet, la tension de soudage appropriée est automatiquement réglée
par le générateur. QSet contrôle l'arc de soudage et ajuste la tension en continu
pour maintenir le réglage optimal.
FR
A
B
C
D
E
F
I
GH

- 38 -
bc22f
Calibrage
Si vous utilisez le mode QSet pour la première fois et lorsque vous changez le fil à
souder, le matériau ou le gaz inerte, vous devez autoriser le QSet à effectuer le
calibrage. Effectuez pour cela un test de soudage (6 secondes mini.). Commencez
l'opération de soudage et laissez le QSet détecter les réglages de paramètres
adaptés.
Sélection du matériau
La dispersion de chaleur variant en fonction des matériaux, il faut sélectionner le
groupe de matériaux adapté (H) de manière à calculer la valeur adéquate
d'épaisseur de plaque. Les réglages relatifs au fil fourré s'effectuent uniquement en
mode manuel.
Réglage d'épaisseur de plaque
Réglez l'épaisseur de plaque de l'objet que vous souhaitez souder à l'aide du bouton
de réglage d'épaisseur de plaque (I) Ce bouton règle la vitesse de dévidage (C).
QSet calcule automatiquement le réglage de la tension adéquate. L'épaisseur de
plaque recommandée en fonction de la vitesse de dévidage définie s'affiche
simultanément (D). L'épaisseur de plaque recommandée est calculée pour les
soudures d'angle en utilisant des fils de dimensions suivantes : Fe/Inox et CuSi -
0,8 mm, Alu - 1,0 mm. Si vous utilisez un fil de diamètre inférieur, vous devez
indiquer une épaisseur de plaque légèrement supérieure à celle du matériau que
vous allez souder. Si vous utilisez un fil de diamètre supérieur; indiquez une valeur
légèrement inférieure.
Réglage de l'apport thermique
L'apport thermique peut être ajusté grâce au bouton QSet (F) dans les étapes -9 à
+9 afin d'obtenir une soudure plus chaude ou plus froide. Une valeur supérieure
donne une soudure (longueur d'arc plus importante) plus chaude, plus concave,
pour une pénétration plus importante. Une valeur inférieure donne une soudure
(longueur d'arc moins importante) plus froide, plus convexe, et permet d'éviter de
brûler la pièce à souder. En règle générale, lorsque la valeur QSet est réglée à 0,
l'apport thermique moyen ainsi obtenu convient à la majorité des cas. Le réglage de
l'apport thermique est symbolisé par un thermomètre qui indique les réglages plus
ou moins élevés de la température.
5.2.3 Unités de mesure
Le réglage de l'unité de mesure est une fonction masquée. La valeur par défaut du
générateur est en mm. Pour indiquer cette valeur en pouces, il suffit de maintenir les
boutons-poussoirs G et H enfoncés pendant 5 sec. Le bouton (I) permet de
sélectionner l'unité de mesure souhaitée.
FR

- 39 -
bc22f
5.3 Codes d’erreur
Si une erreur survient, seul le code d'erreur est visible.
Erreur N° Description Solution
1 Erreur de programme
Appuyez sur OFF pour éteindre la machine, patientez 30 sec.
et appuyez sur ON pour redémarrer.
Faites appel au service d'assistance si l'erreur
persiste.
2 Erreur de matériel
3 Erreur de matériel
5 Erreur de programme
4 Protection thermique N'éteignez pas le générateur, laissez-le refroidir.
5.4 Réglages de l'induction (Fe/Acier inox)
Dans certains cas, et plus particulièrement dans celui du soudage d'acier doux dans
différents gaz, vous pouvez améliorer la qualité du soudage en modifiant les
réglages d'induction du générateur.
La fonction d'induction est habituellement masquée, mais vous y accédez en
maintenant le bouton-poussoir (H) enfoncé pendant 5 secondes minimum. Dès que
la fonction de réglage est disponible, tous les graphiques affichés sur la droite de
l'écran disparaissent et seul un nombre de 00 à 10 s'affiche. Ce nombre correspond
à la valeur d'induction. 00 signifie que l'induction est faible et que l'arc de soudage
est ”dur”, 10 signifie que l'induction est élevée et que l'arc de soudage est ”doux”.
Utilisez le bouton (I) pour régler la valeur de l'induction. Le réglage par défaut est 05.
Recommandations :
S Quand le CO
2
est utilisé, il est recommandé de régler l'induction à une valeur
inférieure à 05, de 03 à 00.
S Quand le mélange Ar/CO
2
est utilisé, vous devez sélectionner une induction plus
élevée, de 05 à 10.
L'écran s'affiche de nouveau en mode standard 10 secondes après la dernière
manipulation du bouton(I) ou après la dernière pression sur le bouton-poussoir(H).
Vous pouvez accélérer le retour au mode standard en appuyant de nouveau sur le
bouton-poussoir(H) et en le maintenant enfoncé pendant 5 secondes.
FR

- 40 -
bc22f
5.5 Changement de polarité
BORNES +/-
A la livraison du générateur, le fil à souder est connecté au pôle "+". Il est
recommandé de souder certains fils avec une polarité négative, comme par exemple
les fils fourrés sans gaz. Une polarité négative signifie que le fil est connecté au pôle
"-" et que le câble de retour est connecté au pôle "+". Vérifiez la polarité
recommandée pour le fil à souder que vous souhaitez utiliser.
Vous pouvez modifier la polarité de la manière suivante :
1. Eteignez le générateur et déconnectez le câble principal d'alimentation.
2. Ouvrez le panneau latéral.
3. Otez les protections en caoutchouc pour accéder aux bornes +/-.
4. Retirez les écrous et les rondelles. Notez l'ordre des rondelles.
5. Changez la position des câbles pour obtenir la polarité souhaitée (voir marques).
6. Fixez les rondelles dans le bon ordre et serrez les écrous avec une clé
7. Vérifiez que les protections en caoutchouc recouvrent bien les bornes +/-.
FR

- 41 -
bc22f
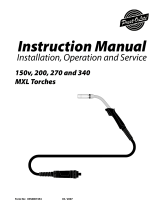
5.6 Pression de dévidage
Commencer par contrôler que le fil passe facilement à travers le guide-fil. Régler
ensuite la pression des galets de pression du mécanisme d'alimentation. Il est im
portant que la pression ne soit pas trop importante.
Pour contrôler que le réglage de la pression d'alimentation est correct, le fil doit
être alimenté vers un objet isolé, par exemple un morceau de bois.
Figure . 1 Figure . 2
Lorsque l'on tient la torche à environ 5 mm du morceau de bois (figure 1), les ga
lets d'alimentation doivent déraper.
Si l'on tient la torche à environ 50 mm du morceau de bois, le fil doit être alimenté
et se plier (figure 2).
5.7 Remplacement et insertion de fil
1. Ouvrez le panneau latéral.
2. Placez la bobine sur le moyeu et fixez-là avec le verrou
3. Déconnectez le bras de pression en le pliant sur le côté ; le galet de pression
s'écarte.
4. Tirez le nouveau fil sur 10 à 20 cm. Ébarbez et limez les irrégularités de
l'extrémité du fil avant de l'insérer dans le dévidoir.
5. Veillez à ce que le fil soit correctement engagé dans la rainure du galet, dans la
tuyère d'échappement et le porte-fil.
6. Sécurisez le bras de pression.
7. Fermez le panneau latéral.
Insérez le fil dans le pistolet de soudage jusqu'à ce qu'il ressorte par la tuyère.
Soyez attentifs en effectuant cette manipulation car le fil est prêt pour le soudage et
un arc involontaire est susceptible de se produire. Maintenez le pistolet à l'écart des
pièces conductrices pendant l'insertion du fil et arrêtez d'insérer le fil dès que vous le
voyez ressortir.
Voir le chapitre sur les Données Techniques,3, pour connaître les dimensions de fil
pour chaque type de fil.
Utilisez uniquement des bobines 200 mm. Remarque : les bobinesj100 mm/1 kg
ne sont pas applicables.
ATTENTION !
Eloignez la torche de vos oreilles et de votre visage pendant l'insertion du fil
pour éviter tout risque de blessure.
FR
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70






































































ESAB Caddy® Mig C200i Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
- English: ESAB Caddy® Mig C200i User manual
- español: ESAB Caddy® Mig C200i Manual de usuario
Documents connexes
-
ESAB Caddy® Mig C160i Manuel utilisateur
-
-
 Prest-O-Lite 200 Manuel utilisateur
Prest-O-Lite 200 Manuel utilisateur
-
-
ESAB PowerCut 400 Manuel utilisateur
-
ESAB Mig 510 Origo™ Manuel utilisateur
-
ESAB PowerCut 700 PT-39 Manuel utilisateur
-
-
-
ESAB Origo™ Feed 4804 Manuel utilisateur
