ESAB POC 12-60 A22 POC 12-60 Manuel utilisateur
- Catégorie
- Outils électroportatifs
- Taper
- Manuel utilisateur

Valid for serial no. 730--xxx--xxxx0443 959 001 020321
A22 POC 12-60
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones d e uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 3..............................................
DANSK 13................................................
NORSK 23................................................
SUOMI 33................................................
ENGLISH 43..............................................
DEUTSCH 53.............................................
FRANÇAIS 63.............................................
NEDERLANDS 73.........................................
ESPAÑOL 83..............................................
ITALIANO 93..............................................
PORTUGUÊS 103..........................................
ÅËËÇÍÉÊÁ 113.............................................

FRANÇAIS
-- 6 3 --
TOCf
1 DIRECTIVES 64.......................................................
2 SÉCURITÉ 64........................................................
3 INTRODUCTION 65...................................................
3.1 Tableau d’options 66..........................................................
3.2 Caractéristiques techniques 67.................................................
4 INSTALLATION 67....................................................
4.1 Raccordements 67...........................................................
5 MISE EN MARCHE 68.................................................
5.1 Réglage 68..................................................................
5.2 Emplacement de l’outil de soudage 69..........................................
5.3 Début de soudage 69.........................................................
6 MAINTENANCE 70....................................................
6.1 Tous les jours 70.............................................................
6.2 Au besoin 70................................................................
6.3 Démontage de l’outil 70.......................................................
6.4 Remise en position de repos 70................................................
6.5 Montage de l’outil 70..........................................................
6.6 Remplacement et montage des pièces d’usure 71................................
7 ACCESSOIRES 72....................................................
8 COMMANDE DE PIÈCES DÉTACHÉES 72...............................
COTES D’ENCOMBREMENT 123.........................................
DOMAINE D’APPLICATION 124............................................
SCHÉMA 125.............................................................
LISTE DE PIÈCES DÉTACHÉES 127........................................

-- 6 4 --
dra2d1fa
1 DIRECTIVES
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre respon-
sabilité que la outils de soudage de tubes A22 POC 12--60 à partir du numéro de se-
rié 730 répond aux normes de qualité EN 60292 conformément aux directives
(89/392/EEC) avec annexe.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
Laxå 971118
2 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air .
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 6 5 --
dra2d1fa
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
3 INTRODUCTION
L’outil de soudage A22 POC 12--60 est destiné au soudage intérieur de tubes à des
tôles planes en mode de soudage TIG. Equipé éventuellement d’accessoires, il peut
servir aussi à toutes les formes de soudage de joint. L’outil de soudage fonctionne
avec les sources de courant: LTO 160, LTO 250, LTP 450, LT S 160, LT S 250 et
LTS 320.
Le A22 POC 12--60 doit être u tilisé conjointement avec une broche et un dispositif
de centrage appropriés, voir le tableau d’options à la page 66.
FR

-- 6 6 --
dra2d1fa
3.1 Tableau d’options
Diamètre de tube Dispositif de centrage Broche
Min mm Max mm Réf. Réf.
9,9 10,5 0442 634 880 0442 714 880
10,3 10,9 0442 634 881
10,7 11,3 0442 634 882
11,1 11,7 0442 634 883
11,5 12,1 0442 634 884
11,9 12,7 0442 634 885
12,5 13,3 0442 634 886
13,1 13,9 0442 635 880 0332 208 880
13,7 14,5 0442 635 881
14,3 15,4 0442 635 882
15,2 16,3 0442 635 883
16,1 17,6 0442 635 884
17,4 19,0 0442 635 885
18,8 20,2 0442 635 886
19,9 21,7 0442 635 887
21,4 23,2 0442 636 880 0332 209 880
22,9 24,7 0442 636 881
24,4 26,6 0442 636 882
26,3 28,5 0442 636 883
28,1 30,7 0442 636 884
30,3 33,1 0442 636 885
32,7 36,7 0442 636 886
36,2 40,1 0442 636 887
39,6 43,7 0442 637 880 0332 210 880
43,2 47,3 0442 637 881
46,7 51,8 0442 637 882
51,2 57,2 0442 637 883
56,6 63,7 0442 637 884
63,0 71,4 0442 637 885
70,6 79,0 0442 637 886
78,2 86,6 0442 637 887
FR

-- 6 7 --
dra2d1fa
3.2 Caractéristiques techniques
Outil de soudage A22 POC 12--60
Courant de soudage continu max 180 A/60 %
Courant de soudage pulsé max 200 A/60 %
Zone de travail: 12--60 mm
Nombre maxi de tours
1,5 tours
Angle d’électrode en:
-- soudage bout à bout parallèle à l’axe du tube
-- soudage intérieur en angle
30_ sur l’axe du tube
Diamètre de fil 1,6 et 2,4 mm
Vitesse de rotation 0,2--4,4 tr/min
Vitesse de dévidage 0,10--1,5 m/min
Diamètre de fil 0,8et0,91mm
Longueur du câble de soudage 8m
Poids
-- outil 4,5 kg
-- câble et tuyauterie 4,5 kg
Pression sonore mesurée A en continu 58 dB
4 INSTALLATION
L’installation doit être assu rée p ar un technicien qualifié.
ATTENTION!
Pièces rotatives -- risque d’accident.
S Source de courant de soudage LTO 160, LTO 250 voir le manuel 0456 779-- xxx
Source de courant de soudage LTO 450, voir le manuel 0456 634--xxx,
Source de courant de soudage LTS 160, LTS 250, voir le manuel 0458 343--xxx,
Source de courant de soudage LTS 320, voir le manuel 0456 690--xxx,
4.1 Raccordements
A Câble du moteur -- rotation D Tuyau d’eau de refroidissement
d’entrée
B Câble du moteur -- dévidage E Câble de soudage --
C Tuyau d’eau de refroidissement de
sortie
F Tuyaudegaz
FR

-- 6 8 --
dra2d1fa
5 MISE EN MARCHE
Les prescriptions générales de sécurité pour l’utilisation d e l’équipement fig u-
rent en page 64. En prendre connaissance avant d’utiliser l’équipement.
S Source de courant de soudage LTO 160, LTO 250 voir le manuel 0456 779--xxx
Source de courant de soudage LTO 450, voir le manuel de programmation
0456 638--xxx,
Source de courant de soudage LTS, voir le manuel de programmation
0456 706--xxx,
ATTENTION!
Afin de ne pas endommager l’outil de soudage, vérifier que le câble de retour
est raccordé à la pièce à souder et que l’électrode en tungstène se trouve dans
la position de départ avant le commencement du soudage.
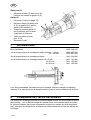
5.1 Réglage
Réglage du diamètre de soudage
S Dévisser la vis de blocage (8).
S Tourner avec un tournevis la roue
dentée (7) située sur le bras mobile (3)
afin d’obtenir le diamètre de soudage
correct.
S Devisser la vis (4).
S Régler l’angle d’électrode en orientant
le porte--électrode (6).
S Serrer à fond les vis de blocage (4 et 8).
Réglage de la longueur de l’arc
S Régler la longueur de l’arc (distance
entre la pointe d’électrode et la pièce
à souder) à l’aide de la bague
d’espacement (9).
S Bloquer avec l’écrou (10).
Avance du fil d’appoint
S Couper le fil s’il est tordu et arrondir
le bout.
S Introduire le fil dans la douille (1).
S Passer le fil dans l’outil
(en actionnant le dévidoir manuellement).
FR

-- 6 9 --
dra2d1fa
5.2 Emplacement de l’outil de soudage
S Suspendre l’outil com me illustr é . La position de repos
(position de début) se situe alors à 11°25 avant 12
heures.
Pour modifier la position de repos, voir ”Remise de
la position de repos” à la page 70.
Pour un bon équilibre et l’apesanteur, utiliser le
bloc équilibreur, voir ACCESSOIRES àla
page 72.
5.3 Début de soudage
S Charger le programme de soudage dans la zone de travail (voir manuel de
programmation).
S Appuyer sur le bouton de mise en marche (A) sur le coffret de réglage ou sur
l’outil de soudage de tubes (B).
L’outil se déplace vers la position de repos en effectuant un mouvement de
va--et--vient, puis la séquence de soudage commence.
Après l’exécution du programme de soudage, l’outil retourne automatiquement
dans la position de repos en effectuant le même nombre de tours que dans la
séquence de soudage mais en sens inverse (autrement dit, si l’outil a effectué
un tour et demi dans la séquence de soudage, il effectuera un tour et demi dans
son mouvement de retour).
FR

-- 7 0 --
dra2d1fa
6 MAINTENANCE
6.1 Tous les jours
S Contrôler que tous les câbles et les tuyaux sont intacts.
6.2 Au besoin
S Nettoyer et lubrifier toutes les surfaces de glissement avec de l’huile neuve
0444 044 001 (Energrease BP--LS EP 00).
S Vérifier régulièrement les pièces d’usure et les remplacer au besoin.
S S’assurer que l’électrode en tungstène utilisée est appropriée et bien affûtée.
6.3 Démontage de l’outil
Le démontage de l’outil se fait lors de la remise en position de repos et lors de la
détection d’une défectuosité.
S Dévisser les 3 vis (1) de la plaque de support (2).
S Enlever la vis (4).
S Extraire le tube (3).
S Retirer avec précaution toute la partie intérieure (5), en évitant d’endommager le
minirupteur (9).
6.4 Remise en position de repos
S Dévisser les 4 vis (7).
S Extraire la couronne dentée (8). La came qui active le microrupteur peut
maintenant se déplacer d’un tour entier par pas de 22,5_ en commençant à
11,25_ de la position 1 2 heures.
6.5 Montage de l’outil
S Enfoncer la partie interne (5) dans l’enveloppe extérieure (6). S’assurer que le
microrupteur (9) ne se trouve pas au milieu de la came.
S Déplacer les pièces l’une par rapport à l’autre, de façon à mettre la roue dentée
en prise sur la couronne dentée (8).
S Monter le tube de support (3) (mettre un peu de graisse, type Barrierta, sur la
surface de contact de la bague d’étanchéité) et la plaque de support (2) avec les
vis (1).
FR

-- 7 1 --
dra2d1fa
S Remettrelavis(4).
6.6 Remplacement et montage des pièces d’usure
Électrode en tungstène
S Couper le fil jusqu’à 45 mm env. et l’affûter à l’angle souhaité.
S Dévisser la buse à gaz (3).
S Dévisser la buse pour fil (5) ou le diffuseur de gaz (2).
S Remplacer l’électrode en tungstène (4). Si la nouvelle électrode n’a pas le même
diamètre, remplacer également la buse pour fil (5) ou le diffuseur de gaz (2) et la
douille de serrage (1).
Il importe de bien régler l’électrode en tungstène pour avoir une bonne répétabilité
lors du soudage ultérieur.
N’utiliser que des électrodes de m ême longueur, affûtées de façon identique et
montées dans la même position.
FR

-- 7 2 --
dra2d1fa
Buse pour fil
S Détacher la buse (3) avec la vis ( 5).
La buse e st vissée au guide--fil (2).
Guide--fil
S Démonter l’outil (voir page 70).
S Dévisser d’abord la buse pour
fil (3) du guide --fil (2) puis le
guide--fil du dévidoir (1).
S Visser le nouveau guide--fil
sur le dévidoir avec le bout
chanfreiné à l’intérieur.
S Visser en place la buse
pour fil (3).
S Remonter l’outil.
7 ACCESSOIRES
Bloc équilibreur 0332 330 005..............................................
Jeu d’accessoires pour soudage en angle externe < 36mm 0333 897 880.......
36 -- 93 mm 0333 897 883.......
Jeu d’accessoires pour soudage au titane 0441 000 880.......................
Jeu d’accessoires pour soudage interne 9,5--15 mm 0441 131 880..............
15--20 mm 0441 132 880............
20--30 mm 0441 133 880............
dra1b003
Lors de la commande d’accessoires pour soudage intérieur, indiquer le diamètre
intérieur D du tube ainsi que la distance entre le joint et le bord extérieur de la tôle A.
8 COMMANDE DE PIÈCES D ÉTACHÉES
Les pièces de rechange peuvent être commandées auprès du représentant ESAB le
plus proche -- voir en dernière page du manuel. Pour une livraison rapide et correc-
te, prière d’indiquer dans toute commande le type et le numéro de série des machi-
nes, ainsi que les désignations et références conformément à la liste des pièces de
rechange.
FR
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12












ESAB POC 12-60 A22 POC 12-60 Manuel utilisateur
- Catégorie
- Outils électroportatifs
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB A22 POC 12-60 Manuel utilisateur
-
-
ESAB TAF 800 / TAF 1250 Manuel utilisateur
-
-
ESAB PAL 2 Manuel utilisateur
-
ESAB PRG 25, PRG 45 A21 PRG 25, A21 PRG 45 Manuel utilisateur
-
-
-
-