ESAB QRC™-2000 Nozzle Cleaning Station Guide d'installation
- Taper
- Guide d'installation

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
POSTE
DENETTOYAGE
DE BUSE
Guide D’installation
et D’utilisation
English
Français
Español
qrc
TM
-2000
Version No: AA.01 Date d’émission: 1 Juillet 2006 Manuel No: BGLS-DTR6003-LFR

50
60
Hz
1
PHASE
GTAW
SMAW
INVERTER
CC
DC
115
V
230
V
VOTRE ACTIVITÉ NOUS INTÉRESSE!
Félicitations pour votre nouveau produit Tweco
®
. Nous sommes fiers de
vous avoir comme client et nous tâcherons de vous fournir les meilleurs
services et fiabilité dans l’industrie. Ce produit est soutenu par une vaste
garantie et un réseau mondial de service. Pour localiser votre distributeur
ou agence de service le plus proche, veuillez communiquer avec un
représentant à l’adresse ou au numéro de téléphone correspondant à
votre région, indiqué au verso de la couverture du manuel, ou visitez
notre site web www.tweco.com.
Ce Manuel d’utilisation a été conçu pour vous permettre d’utiliser et de
faire fonctionner correctement votre produit Tweco
®
. Votre satisfaction
et le fonctionnement en toute sécurité de votre produit sont nos
principaux soucis. Par conséquent, veuillez prendre le temps de lire
tout le manuel, spécialement en ce qui concerne les Précautions de
Sécurité. Ceci vous aidera à éviter d’éventuels accidents qui pourraient
survenir en travaillant avec ce produit.
VOUS ÊTES EN BONNE COMPAGNIE!
La Marque de Choix pour les Entrepreneurs et les Fabricants dans le Monde.
Tweco
®
Robotics est une marque globale de produits de soudage à l’arc
pour Thermadyne Industries Inc. Nous fabriquons et fournissons aux
plus grands secteurs de l’industrie de soudage dans le monde dont:
Fabrication, Construction, Exploitation Minière, Automobile, Aérospatial,
Ingénierie, Rural et Loisirs/Bricolage.
Nous nous distinguons de notre concurrence grâce à nos produits
en tête du marché, fiables, ayant résisté à l’épreuve du temps. Nous
sommes fiers de notre innovation technique, nos prix compétitifs, notre
excellente livraison, notre service clientèle et notre support technique
de qualité supérieure, ainsi que de l’excellence dans les ventes et
l’expertise en marketing.
Surtout, nous nous engageons à développer des produits utilisant des
technologies de pointe pour obtenir un environnement de travail plus
sécurisé dans l’industrie de la soudure.

AVERTISSEMENT
LISEZ ET COMPRENEZ TOUT LE MANUEL ET LES PRATIQUES DE SÉCURITÉ DE L’UTILISATEUR AVANT L’INSTALLATION,
LE FONCTIONNEMENT OU L’ENTRETIEN DE L’ÉQUIPEMENT. MÊME SI LES INFORMATIONS CONTENUES DANS CE MANUEL
REPRÉSENTENT LE MEILLEUR JUGEMENT DU FABRICANT, CELUI-CI N’ASSUME AUCUNE RESPONSABILITÉ POUR SON
USAGE.
Poste de Nettoyage de Buse
Guide d’Installation et d’Utilisation
Numéro du Manuel d’Instructions pour BGLS-DTR6003-LFR (07/06)
Publié par:
Tweco
®
Products Inc.
2800 Airport Road
Denton, TX 76208
(940) 566-2000
www.tweco.com
Copyright © 2006 par
Thermadyne Industries Inc.
® Tous droits réservés.
La reproduction, de tout ou partie de cette oeuvre, sans l’autorisation écrite de l’éditeur, est interdite.
L’éditeur n’assume pas et dément toute responsabilité pour perte ou dommage causés à une partie par erreur ou
omission dans ce manuel, si une telle erreur résulte d’une négligence, d’un accident, ou de toute autre cause.
Date de Parution: 1 Julliet 2006
Complétez les informations suivantes à des fins de garantie:
Lieu D’achat: ________________________
Date D’achat: ________________________
Numéro de: ________________________
i

POSTE DENETTOYAGE DE BUSE
ii
BGLS-DTR6003-LFR
Table des Matiéres
SECTION 1: INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE .............................. 1-1
1.01 Accidents de Soudage ...............................................................................1-1
1.02 Principales Normes de Sécurité ................................................................1-3
1.03 Sécurité et Santé .......................................................................................1-3
SECTION 2: INTRODUCTION ET DESCRIPTION ................................................... 2-4
2.01 Comment Utiliser ce Manuel .....................................................................2-4
2.02 Réception de L’équipement .......................................................................2-4
2.03 Introduction ..............................................................................................2-4
SECTION 3: INSTALLATION ET OPÉRATION .......................................................
2-5
3.01 Installation ................................................................................................2-5
3.02 Montage du Poste de Nettoyage de Buse QRC™-2000 .............................2-5
3.03 Spécifications D’alimentation en Air, de Branchements et de Lubrification 2-6
3.04 Câblage de L’interface du QRC™-2000 ......................................................2-6
3.05 Accès Aux Commandes Électriques et Pneumatiques ...............................2-7
3.06 Logique Inversée .......................................................................................2-7
3.07 Indicateurs LED .........................................................................................2-7
3.08 Sélection de la Lame D’alésoir et du Bloc de Serrage ...............................3-8
3.09 Séquence de Programmation de la Commande ........................................3-9
3.10 Limiteur de Débit D’air ..............................................................................3-9
3.11 Buse et Paramètre D’insertion ...................................................................3-9
SECTION 4: CÂBLAGE ET PNEUMATIQUES .......................................................
4-11
4.01 Branchement L’atomiseur Anti-projections QRM-100 et QRM-3 ............4-11
4.02 Schéma de Câblage .................................................................................4-11
4.03 Schémas .................................................................................................4-12
4.03 QRM-100 et QRM-3 ................................................................................4-12
SECTION 5: PROGRAMME ..........................................................................
5-13
5.01 Programme D’entretien ...........................................................................5-13
5.02 Instructions de Remplacement des Composants ....................................5-13
5.03 Réglage Manuel ......................................................................................5-15
SECTION 6: DÉPANNAGE ............................................................................
6-16
SECTION 7: PIECE DE RECHANGE .................................................................
7-17
GARANTIE .............................................................................................8-18
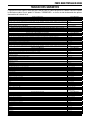
TABLEAU DES GARANTIES ..........................................................................
8-19
COORDONNEES DES SERVVICES CLIENTELES AUTOUR DU MONDE .........................8-20

POSTE DENETTOYAGE DE BUSE
1-1
BGLS-DTR6003-LFR
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
1.01 Accidents de Soudage
5. Toutes les connexions de terre doivent être vérifiées
périodiquement pour déterminer si elles sont
mécaniquement résistantes et électriquement
appropriées au courant demandé.
6. En cas de soudage ou découpage en courant alternatif
dans des conditions d’humidité ou de chaleur avec
facteur de transpiration, l’utilisation de contrôles
automatiques fiables pour réduire la tension à vide est
recommandée pour diminuer les risques de choc.
7. Lorsque le procédé de soudage ou découpage exige
des valeurs de tension en circuit ouvert dans des
machines à courant alternatif plus élevé que 80
volts, et des machines à courant continu plus élevé
que 100 volts, des mesures doivent être prises pour
empêcher un contact accidentel entre l’opérateur et la
tension élevée par une isolation adéquate ou d’autres
moyens.
8. Lorsque le soudage doit être interrompu pendant une
certaine période, comme lors d’un repas ou d’une nuit,
toutes les électrodes doivent être enlevées de la torche
et celle-ci doit être rangée avec soin pour éviter un
contact accidentel.
9. La torche doit être déconnectée de la source d’énergie
en cas de non utilisation.
10.
Ne plongez jamais les pistolets Mig, les supports
d’électrodes, les torches TIG, les torches à plasma
ou les électrodes dans l’eau.
AVERTISSEMENT
LA FUMÉE, LES ÉMANATIONS ET LES GAZ PEUVENT
ÊTRE DANGEREUX POUR VOTRE SANTÉ
SECTION 1:
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
AVERTISSEMENT
DES BLESSURES GRAVES OU MORTELLES PEUVENT RÉSULTER D’UNE INSTALLATION, D’UN USAGE ET D’UN ENTRETIEN
INCORRECTS DE L’ÉQUIPEMENT DE SOUDAGE ET DÉCOUPAGE. UNE MAUVAISE UTILISATION DE CET ÉQUIPEMENT ET
D’AUTRES PRATIQUES RISQUÉES PEUVENT ÊTRE DANGEREUSES. L’OPÉRATEUR, LE SUPERVISEUR ET L’AIDE DOIVENT
LIRE ET COMPRENDRE LES PRÉMISE EN GARDES ET INSTRUCTIONS DE SÉCURITÉ SUIVANTES AVANT L’INSTALLATION
OU L’UTILISATION DE TOUT ÉQUIPEMENT DE SOUDAGE OU DÉCOUPAGE.
LE PROCÉDÉ DE DÉCOUPAGE ET SOUDAGE EST EMPLOYÉ DANS DE NOMBREUX ENVIRONNEMENTS POTENTIELLEMENT
DANGEREUX COMME LES HAUTEURS, LES ZONES À VENTILATION LIMITÉE, LES PIÈCES ÉTROITES, AUTOUR DE L’EAU,
DANS DES MILIEUX HOSTILES, ETC., ET IL EST IMPORTANT QUE LES OPÉRATEURS SOIENT CONSCIENTS DES DANGERS
LORS DU TRAVAIL DANS CES TYPES DE CONDITIONS. ASSUREZ-VOUS QUE L’(LES) OPÉRATEUR(S) SONT FORMÉS AUX
PRATIQUES DE SÉCURITÉ POUR LES ENVIRONNEMENTS DANS LESQUELS ILS SONT SUPPOSÉS TRAVAILLER ET SOUS
SUPERVISION COMPÉTENTE.
IL EST ESSENTIEL QUE L’OPÉRATEUR, LE SUPERVISEUR OU TOUT LE PERSONNEL DANS LA ZONE DE TRAVAIL SOIENT
CONSCIENTS DES DANGERS DU PROCÉDÉ DE SOUDAGE ET DÉCOUPAGE. UNE FORMATION ET UNE SUPERVISION ADAPTÉES
SONT IMPORTANTES POUR UN LIEU DE TRAVAIL SÛR. GARDEZ CES INSTRUCTIONS POUR UNE UTILISATION FUTURE.
DES INFORMATIONS SUPPLÉMENTAIRES DE SÉCURITÉ ET DE FONCTIONNEMENT SONT MENTIONNÉES DANS CHAQUE
PARTIE.
1. Ne touchez pas les pièces électriques sous tension.
2.
Ne touchez pas en même temps une électrode avec
la peau nue et la masse.
3. Gardez toujours les gants de soudage au sec et en
bon état.
REMARQUE
Les vêtements de protection aluminisés peuvent
devenir une partie du circuit électrique.
4. Eloignez les bouteilles d’oxygène, les chaînes,les
câbles métalliques, les engins de levage, les treuils
et les élévateurs de toute partie du circuit électrique.
AVERTISSEMENT
UN CHOC ELECTRIQUE PEUT PROVOQUER DES
BLESSURES OU PEUT ÊTRE MORTELLE
L’INSTALLATION ET L’ENTRETIEN DE L’ÉQUIPEMENT
DOIVENT ÊTRE CONFORMES AU CODE ELECTRIQUE
NATIONAL (NFPA 70) ET AUX CODES LOCAUX.
N’EFFECTUEZ PAS D’ENTRETIEN OU DE RÉPARATION
LORSQUE L’ÉQUIPEMENT EST EN MARCHE. N’OPÉREZ
PAS L’ÉQUIPEMENT SANS ISOLATEURS OU CACHES
DE PROTECTION. L’ENTRETIEN OU LA RÉPARATION
DE L’ÉQUIPEMENT DOIVENT ÊTRE EFFECTUÉS
UNIQUEMENT PAR UN TECHNICIEN QUALIFIÉ, OU PAR
DU PERSONNEL FORMÉ.

POSTE DENETTOYAGE DE BUSE
1-2
BGLS-DTR6003-LFR
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
21. Les préparations à cheveux inflammables ne devraient
pas être utilisées lors du soudage ou découpage. Portez
des bouchons d’oreilles pour protégez vos oreilles des
étincelles.
22. Lorsque la zone de travail le permet, l’opérateur devrait
être enfermé dans une cabine individuelle recouverte d’un
revêtement à faible réflectivité comme l’oxyde de zinc. Ceci est
un facteur important pour absorber les rayons ultraviolets, et
un noir de lampe. L’opérateur devrait être enfermé avec des
écrans non combustibles revêtus de manière similaire.
AVERTISSEMENT
LES ETINCELLES DE SOUDURE PEUVENT CAUSER
DES INCENDIES ET DES EXPLOSIONS.
23. Les causes d’incendie et d’explosion sont: les combustibles
atteints par l’arc, flammes, étincelles volantes, scories
chaudes ou matériaux chauffés. Retirez les combustibles de
la zone de travail et/ou etablissez une surveillance du feu.
24.
Evitez les vêtements huileux ou graisseux car les étincelles
peuvent y mettre le feu. Ayez un extincteur à proximité et sachez
comment l’utiliser.
25.
Soyez attentif au danger de conduction ou rayonnement, par
exemple si le soudage ou découpage doit être fait contre un
mur, une cloison, un toit en métal, un plafond ou un toit, des
préMISE EN GARDEs doivent être prises pour éviter la mise à
feu des combustibles de l’autre côté.
26. Ne soudez ni
ne coupez pas des conteneurs ayant contenu
des combustibles. Tous les espaces creux, cavités et
conteneurs devraient être aérés avant le soudage ou
découpage pour permettre l’évasion de l’air ou des gaz.
Une purge avec du gaz inerte est recommandée.
27. N’utilisez jamais d’oxygène dans une torche de
soudage. N’utilisez que des gaz inertes ou des
mélanges de gaz inertes conformément aux exigences
du procédé. L’utilisation de gaz combustibles
comprimés peut causer des explosions pouvant
provoque blessures personnelles ou être fatales.
L’utilisation de l’arc contre toute bouteille de gaz
comprimé peut endommager la bouteille ou causer
une explosion.
AVERTISSEMENT
LE BRUIT PEUT NUIRE A L’AUDITION.
28. Le bruit du procédé Air Carbone Arc peut nuire à
votre audition. Portez les dispositifs de protection
auditive pour vous protéger lorsque les niveaux de
bruit dépassent les standards OSHA. Des dispositifs
de protection auditive appropriés doivent être portés
par les opérateurs et le personnel aux abords pour
assurer une protection personnelle contre le bruit.
11. Eloignez la fumée, les émanations et les gaz de la zone
de respiration.
12. Les émanations du procédé de soudage ou découpage
sont de divers types et forces, selon le genre de métal
de base travaillé. Pour votre sécurité, ne respirez pas
ces émanations.
13. La ventilation doit être suffisante pour enlever la fumée,
les émanations et les gaz pendant le fonctionnement
pour protéger les opérateurs et le personnel présents
dans le secteur.
14. Les vapeurs de solvants chlorés peuvent former le gaz
toxique « Phosgène » en cas d’exposition au rayonnement
ultraviolet d’un arc électrique. Tous les solvants, décapants
et sources potentielles de ces vapeurs doivent être enlevés
de la zone de travail.
15. Les émanations produites lors du soudage ou
découpage, surtout à des endroits confinés, peuvent
causer une gêne et un malaise physique en cas
d’inhalation pendant une période prolongée.
16. Fournissez suffisamment de ventilation dans la zone
de soudage ou découpage. Servez-vous d’appareils
respiratoires à arrivée d’air si la ventilation n’est pas
suffisante pour enlever toutes les émanations et gaz. Ne
ventilez jamais avec de l’oxygène. L’oxygène entretient
et accélère vigoureusement le feu.
17. Les procédés de soudage et découpage produisent une
chaleur localisée extrême et de forts rayons ultraviolets.
18. N’essayez jamais de souder ou couper sans casque de
soudage équipé de verres adéquats. Veillez à ce que
les verres soient conformes aux normes fédérales. Des
verres à filtre de numéro 12 à 14 fournissent la meilleure
protection contre le rayonnement de l’arc. En cas d’endroit
confiné évitez que les réflexions du rayonnement de l’arc
pénètrent autour du casque.
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC, LES SCORIES ET LES
ETINCELLES CHAUDES PEUVENT BLESSER LES YEUX
ET BRULER LA PEAU.
19. Veillez à ce que tout le personnel dans la zone de
travail soit protégé du rayonnement de l’arc et des
étincelles. Des rideaux de protection approuvés et des
lunettes de protection appropriées devraient être utilisés
pour fournir une protection au personnel se trouvant aux
abords et aux opérateurs des équipements voisins.
20. La peau devrait aussi être protégée des rayons de l’arc, de
la chaleur et du métal fondu. Portez toujours des gants et
des vêtements de protection qui empêchent l’exposition de
votre peau. Toutes les poches devraient être fermées et les
manchettes cousues. Des tabliers, manches, guêtres en cuir,
etc. devraient être portés pour le soudage et découpage ou
pour les opérations lourdes utilisant de grandes électrodes. Les
chaussures de sécurité fournissent une protection suffisante
contre les brûlures aux pieds. Pour plus de protection portez
des guêtres en cuir.

POSTE DENETTOYAGE DE BUSE
1-3
BGLS-DTR6003-LFR
INSTRUCTIONS DE SÉCURITÉ ET MISES EN GARDE
1.02 Principales Normes de Sécurité
1.03 Sécurité et Santé
REMARQUE
Veillez à lire et comprendre toutes les
instructions de sécurité et les préMISE EN
GARDEs contenues dans section 1 de ce
manuel avant de procéder à des opérations de
soudage ou découpage.
AVERTISSEMENT
UN ÉQUIPEMENT DE SOUDAGE OU DE DÉCOUPAGE
MAL INSTALLÉ, UTILISÉ ET ENTRETENU PEUT
ENTRAÎNER DES BLESSURES GRAVES OU FATALES.
UNE MAUVAISE UTILISATION DE CET ÉQUIPEMENT
ET D’AUTRES PRATIQUES RISQUÉES PEUVENT ÊTRE
DANGEREUSES.
Un choc électrique peut causer des blessures ou
la mort.
La fumée, les émanations et les gaz peuvent être
dangereux pour la santé.
Les rayonnements d’arc, les scories chaudes et les
étincelles peuvent causer des lésions oculaires et
des brûlures de la peau.
Les étincelles de soudure peuvent causer des
incendies et des explosions.
Le bruit excessif peut nuire à votre audition.
•
•
•
•
•
RÉFÉRENCES DE SÉCURITÉ ET D’OPÉRATION
1. Code de Règlements Fédéraux. (OSHA)
Article 29 Parties 1910.95, 132, 133, 134, 139, 251, 252, 253, 254 et 1000.
U.S. Government Printing Office, Washington, DC. 20402.
2. ANSl Z49.1 “Sécurité lors du Soudage et Découpage”.
3. ANSI Z87.1 “Pratique pour la Protection Professionnelle et Educative du Visage et des Yeux”.
4. ANSl Z88.2 “Pratique Standard pour la Protection Respiratoire”.
American National Standards Institute, 1430 Broadway, New York, NY. 10018.
5. AWS F4.1 “Pratiques de Sécurité Recommandées pour les Conteneurs de Soudage et
Découpage”.
6. AWS C5.3 “Pratiques Recommandées pour le Gougeage et le Découpage Air Carbone Arc”.
The American Welding Society, 550 NW Lejeune RD., P.O.BOX 351040, Miami FL. 33135.
7. NFPA 51B “Prévention d’Incendie dans les Procédés de Découpage et Soudage.”
8. NFPA-7 “Code Electrique National”.
National Fire Protection Association, Battery Park, Quincy, MA, 02269.
9. ANSl Z49.1 “Sécurité lors du Soudage et Découpage”.
Canadian Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

POSTE DENETTOYAGE DE BUSE
2-4
BGLS-DTR6003-LFR
INTRODUCTION ET DESCRIPTION
2.01 Comment Utiliser ce Manuel
Pour vous assurer d’utiliser le chalumeau de façon
sécuritaire, lisez le manuel en entier, y compris les sections
sur les instructions de sécurité et les avertissements.
Les mentions AVERTISSEMENT, MISE EN GARDE et
REMARQUE peuvent figurer tout au long de ce manuel.
Prêtez une attention particulière à l’information fournie
sous ces mentions. Il s’agit de remarques spéciales
facilement reconnaissables:
AVERTISSEMENT
UN AVERTISSEMENT FOURNIT DE L’INFORMATION
SUR LES RISQUES DE BLESSURES.
MISE EN GARDE
Une MISE EN GARDE fournit de l’information sur
un endommagement possible d’équipement.
REMARQUE
Une
REMARQUE fournit de l’information utile
sur certaines procédures d’exploitation.
2.02 Réception de L’équipement
Lorsque vous recevez l’équipement, faites l’inventaire
de la livraison et comparez-le à la facture pour vous
assurer qu’il ne manque aucun élément, puis inspectez
l’équipement pour vous assurer qu’il n’a pas été
endommagé durant la livraison. Si l’équipement a été
endommagé, communiquez immédiatement avec le
transporteur afin de faire une demande d’indemnisation.
Adressez-vous à l’endroit indiqué au verso de la couverture
de ce manuel et fournissez tous les renseignements
nécessaires à la demande d’indemnisation pour les
dommages à l’équipement ou l’erreur de livraison. Incluez
une description complète de la pièce faisant l’objet de la
demande.
Si vous désirez un exemplaire supplémentaire ou de
remplacement de ce DC, veuillez communiquer avec
Tweco
®
Robotics à l’adresse ou au numéro de téléphone
correspondant à votre région, indiqué au verso de la
couverture du manuel. Dans votre demande, incluez le
numéro du manuel (à la page i) et le numéro de pièce du
DC: 64-2601.
SECTION 2:
INTRODUCTION ET DESCRIPTION
2.03 Introduction
Avant d’installer ou d’utiliser le poste de nettoyage de
buse QRC™-2000, lire et veiller à bien comprendre
toutes les consignes de sécurité relatives au produit
et les instructions fournies dans le présent manuel. Le
non-respect de tout ou partie de ces instructions et
consignes de sécurité risque d’entraîner des blessures
ou d’endommager l’équipement.
Le poste de nettoyage de buse QRC™-2000 de Tweco
Robotics a été conçu pour fournir à l’utilisateur un
nettoyage de haute qualité des buses/becs adapté à une
cellule de travail robotisée. Ce produit durable a fait ses
preuves dans l’environnement rigoureux que constitue un
poste robotisé en régime permanent.

POSTE DENETTOYAGE DE BUSE
2-5
BGLS-DTR6003-LFR
INSTALLATION ET OPÉRATION
3.01 Installation
Le poste de nettoyage de buse QRC™-2000 de Tweco
Robotics est simple à installer. Les instructions suivantes
facilitent le montage et l’établissement des branchements
nécessaires au poste de nettoyage. Pour toute question
concernant ces instructions, contacter les services
techniques de Tweco Robotics.
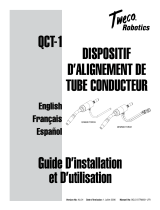
3.02 Montage du Poste de Nettoyage de
Buse QRC™-2000
Installer le poste de nettoyage de buse à l’intérieur de la
cellule de travail robotisée pour en faciliter l’accès. Le
poste de nettoyage de buse doit être monté de façon à
permettre d’accéder facilement au bras robotisé, mais
sans gêner les autres opérations telles que le chargement
et le déchargement des montages. Le schéma illustre
la configuration des trous requise pour le montage du
QRC™-2000, ainsi que les mesures de jeu importantes.
Le poste de nettoyage de buse est monté avec quatre
boulons de 3/8 pouce. de diamètre dans les trous prévus
à cet effet sur la base. L’appareil doit être mis à niveau.
13.1
[334]
16.4
[416]
17.8
[452]
9.8
[249]
4.3
[108]
1.4
[36]
BOUTON DE
RÉINITIALISATION
16.4
[416]
IN
[mm]
.625
[15,88]
.500
[12,7]
5.000
[127]
36.81
[93,5]
1.319
[33,5]
.535
[13.59]
8.032
[204,01]
8.410
[213,61]
9.000
[228,6]
IN
[mm]
.912
[23,16]
2.500
[63.5]
Figure 1
IN
[mm]
SECTION 3:
INSTALLATION ET OPÉRATION

POSTE DENETTOYAGE DE BUSE
2-6
BGLS-DTR6003-LFR
INSTALLATION ET OPÉRATION
3.03 Spécifications D’alimentation en Air,
de Branchements et de Lubrification
L’air admis dans le poste de nettoyage de buse QRC™-2000 doit
être filtré et non lubrifié. Cet appareil requiert une pression
de 5,5 à 6,8 BAR pour un débit de 225 l/mn. La conduite
d’alimentation en air doit présenter un diamètre interne d’au
moins 1/4 pouce et être munie d’un raccord mâle à filetage
NPT de 1/4 pouce adapté au raccord femelle sur le côté de la
protection de logique. Le moteur à air est lubrifié au moyen
d’un dispositif de dosage asservi, situé sous le réservoir de
lubrifiant. Ce dispositif injecte une quantité d’huile directement
dans les électrovannes et le moteur à air au cours de chaque
cycle de nettoyage. La lubrification doit être effectuée avec
une huile hydraulique légère affichant une viscosité de 150
VC 15-20 (SAE 5W). Lors du tout premier remplissage du
réservoir ou d’un remplissage ultérieur de réservoir vide,
amorcer la pompe manuellement pour distribuer l’huile
uniformément dans tout le circuit. Le dispositif de dosage
asservi offre une plage de réglage comprenant 0 (-) à 45 (+)
déclics et un bouton-poussoir pour amorcer l’huile lubrifiante.
(Voir les Fig. 5 et 6.)
Tirer la molette du dispositif de dosage asservi en
position de déblocage (A).
Régler la molette du dispositif de dosage asservi sur
45 (+) et appuyer 50 à 60 fois sur le bouton.
Tourner la molette du dispositif de dosage asservi vers
la gauche sur 0 (-), puis la régler sur 3 (+) déclics.
Repousser la molette du dispositif de dosage asservi en
position de blocage (C). La quantité de lubrifiant peut
être ajustée en tournant la molette de réglage située
sur le dispositif de dosage asservi.
•
•
•
•
RÉSERVOIR
DU
LUBRIFIANT
SYSTÈME
DE
DOSAGE
Figure 2
MOLETTE DE
RÉGLAGE
BOUTON-
POUSSOIR
PIMAIRE
REMARQUE
Ne pas faire fonctionner l’appareil sans huile
lubrifiante. Cela entraînerait le blocage du
moteur et le grippage des électrovannes.
Lorsque de l’huile est ajoutée, amorcer l’appareil
et vérifier le fonctionnement des électrovannes.
Celles-ci risquent d’être endommagées de
façon irréversible si l’appareil fonctionne sans
huile lubrifiante.
REMARQUE
L'évent du réservoir de lubrifiant doit être
ouvert, sans quoi l'huile ne s'écoule pas.
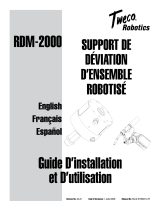
3.04 Câblage de L’interface du QRC™-2000
Le câblage de l’interface du poste de nettoyage de buse
QRC™-2000 requiert un connecteur à 5 fils. Chaque fil a
un code couleur. Le schéma ci-dessous indique la couleur
des fils et le numéro et la fonction de la broche/l'embase
de connecteur correspondante.
ROUGE: ALIMENTATION DE +24 VOLTS CC
VERT: SIGNAL DE DESSERRAGE
BLANC: ALIMENTATION COMMUNE
ORANGE: SIGNAL D’INITIATION DE +24 VOLTS CC
NOIR: RÉSERVE / OPTION
Les Branchements Suivants Sont Requis pour que
L’appareil Puisse Fonctionner:
Fil rouge: Active la logique interne avec une
alimentation de +24 Vcc.
Fil vert: Signal de sortie de cycle terminé ( +24 Vcc
pour le signal logique d’induction ; 0 Vcc pour le
signal logique d’absorption)
Fil blanc: Commun de alimentation.
Fil orange: Signal d’entrée d’initiation de cycle : +24
Vcc pour le signal logique d’induction ; 0 Vcc pour
le signal logique d’absorption. (signal à impulsions
de 0,5 à 1,0 seconde)
Fil noir: Fil de réserve. (branchement optionnel)
•
•
•
•
•
4. SIGNAL
D’INITIATION
(ORANGE)
5. OPTION
(NOIR)
ENSURE PROPER INTERFACE HAS BEEN MADE OR DAMAGE
MAY OCCUR
2. ALIM. +24 VCC
(ROUGE)
1. COMMUNE
(BLANC)
3. MÂCHOIRES
DESSERRÉES (VERT)
Figure 3
REMARQUE
Le poste de nettoyage de buse QRC2000 est
préréglé en usine sur 3 (+) déclics.
COMMANDE
DE ROBOT

POSTE DENETTOYAGE DE BUSE
2-7
BGLS-DTR6003-LFR
INSTALLATION ET OPÉRATION
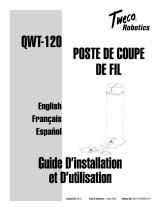
3.05 Accès Aux Commandes Électriques et
Pneumatiques
Avant de déposer la protection de logique, s’assurer
que l’alimentation en air est coupée et que l’appareil est
hors tension et débranché de la source d’alimentation
électrique.
Pour pouvoir accéder à la carte de circuit imprimé et au
collecteur pneumatique, la protection de logique doit être
retirée. Pour ce faire, desserrer les quatre vis à tête ronde
10-24 et dégager la protection du poste de nettoyage en
la faisant glisser doucement pour ne pas débrancher les
connexions d’interface de la carte de circuit imprimé.
PROTECTION DE
LOGIQUE
ÉLECTROVANNE (2)
CARTE DE
CIRCUIT
IMPRIMÉ
VIS À TÊTE
RONDE
N° 10-24 X
1/2 IN.
DE LONG
(4)
VIS
AUTOTAR-
AUDEUSE
N° 10 X
1/2 IN. DE
LONG (2)
Figure 4
3.06 Logique Inversée
Le poste de nettoyage de buse QRC™-2000 est réglé
en usine avec une entrée ou une sortie d’induction
(élevée) de + 24 Vcc. Il se peut toutefois que certaines
installations requièrent l’inverse, soit une entrée ou une
sortie d’absorption (basse) de 0 Vcc.
Pour passer d’une entrée/sortie d’induction à une entrée/
sortie d’absorption, il faut accéder à la carte du circuit
imprimé. Dans le coin inférieur droit de la carte du circuit
imprimé se trouvent deux contacteurs qui doivent être
réglés selon le signal d’entrée/de sortie requis, comme
illustré.
MISE EN GARDE
Ne pas activer les contacteurs d’induction et
d’absorption de la c a rte de circuit imprim
sous tension. Cela endommagerait le matériel.
Ne déplacer les contacteurs que lorsque la
tension est coupée.
Pour utiliser l’appareil en mode d’absorption, le contacteur
SW1 doit être enfoncé et le contacteur SW2 relevé. Pour
utiliser l’appareil en mode d’induction, il suffit d’inverser la
position des contacteurs. Voir le schéma de la Figure 5.
SW2
RCONTACTEUR 2 (SW2) SORTIE DE
MÂCHOIRES DESSERRÉES
ABSORPTION
(RELEVÉ)
INDUCTION
(ENFONCÉ)
INDUCTION
(RELEVÉ)
ABSORPTION
(ENFONCÉ)
SWITCH 1 (SW1) INPUT
START SIGNA
SW1
Figure 5
3.07 Indicateurs LED
Les indicateurs LED, situés sur le côté de la protection
de logique, informent visuellement de l’état du cycle. Ces
informations peuvent être utilisées pendant l’installation
comme pendant l’entretien pour vérifier que tout
fonctionne correctement. Les LED indiquent les différentes
étapes du cycle de nettoyage comme suit:
Unclamped (Desserré) - Allumé
Indique que le vérin de serrage est complètement étendu,
ouvrant le bloc de serrage de la buse et envoyant un signal
de sortie qui indique que le cycle d’alésage est terminé.
Reamer Ahead (Alésoir en Haut) - Éteint
Indique que le vérin de relevage est complètement étendu,
plaçant la lame d’alésoir en haut de sa course d’alésage
et activant le contacteur de fin de course supérieur de la
carte de circuit imprimé.
Reamer Home (Alésoir en Position de Repos) - Allumé
Indique que le vérin de relevage est complètement rétracté,
plaçant la lame d’alésoir en bas de sa course d’alésage
(position de repos) et qu’il a activé le contacteur de fin de
course inférieur de la carte de circuit imprimé.
REMARQUE
Les indicateurs de desserrage (Unclamped) et
d’alésoir en position de repos (Reamer ome) doivent
tous les deux être allumés pour que l’appareil puisse
lancer le processus de nettoyage.
CLEANING SEQUENCE
UNCLAMPED
REAMER AHEAD
REAMER HOME
CAUTION
ENSURE PROPER INTERFACE
HAS BEEN MADE OR DAMAGE
MAY OCCUR. READ TECHNICAL
GUIDE BEFORE START-UP.
Figure 6

POSTE DENETTOYAGE DE BUSE
3-8
BGLS-DTR6003-LFR
INSTALLATION ET OPÉRATION
3.08 Sélection de la Lame D’alésoir et du
Bloc de Serrage
Pour s’assurer que le nettoyage de la buse et du bec
s’effectue correctement sans modifier l’alignement du bec,
chaque application doit être adaptée au pistolet robotisé,
au bec de contact et à la configuration de buse spécifiques
utilisés. Le tableau ci-dessous aide à sélectionner la lame
d’alésoir la mieux adaptée à l’application envisagée. Le
diamètre externe (D.E.) sélectionné pour la lame d’alésoir
dépend du diamètre interne (D.I.) de la buse utilisée. Le
diamètre interne utilisé pour la lame d’alésoir dépend
quant à lui du diamètre externe du bec de contact.
Figure 7
N° de
Pièce
N° de
Commande
D.E.
D’alésoir (A)
D.I.
D’alésoir (B)
Longueur
D’alésoir (C)
Alésage de
Buse
Bec de
Contact
QRC-100 3500-1275 15,7mm 10,7mm 31,7mm 15,9mm A, B, C, & D
QRC-101 3500-1276 12,5mm 8,7mm 31,7mm 12,7mm A & B
QRC-102 3500-1277 12,3mm 8,7mm 28,4mm 12,7mm A & B
QRC-103 3500-1278 9,3mm 7,1mm 23,8mm 9,5mm A
QRC-104 3500-1279 18,6mm 13,5mm 52,8mm 19,1mm A, B, C, & D
QRC-105 3500-1280 15,7mm 8,7mm 31,7mm 15,9mm A & B
QRC-106 3500-1290 9,3mm 6,9mm 23,8mm 9,5mm A
QRC-107 3500-1281 15,3mm 11,1mm 31,7mm 15,9mm A, B, C, & D
QRC-108 3500-1282 12,8mm 8,7mm 32,2mm 15,9mm A & B
QRC-109 3500-1283 15,7mm 8,7mm 31,7mm 15,9mm A & B
QRC-110 3500-1284 15,7mm 7,5mm 31,7mm 15,9mm A & B
QRC-111 3500-1285 18,6mm 7,5mm 46,7mm 19,1mm A & B
QRC-112 3500-1286 15,7mm 9,1mm 25,4mm 15,9mm A, B, & C
QRC-113 3500-1287 18,6mm 9,1mm 46,7mm 19,1mm A, B, & C
QRC-114 3500-1288 15,7mm 9,9mm 31,7mm 15,9mm A, B, C, & D
QRC-115 3500-1289 18,6mm 9,9mm 46,7mm 19,1mm A, B, C, & D
QRC-116 3500-1291 12,5mm 9,12mm 27,4mm 12,7mm A, B, & C
QRC-119 3500-1297 15,7mm 7,9mm 26,7mm 15,9mm A & B
QRC-120 3500-1298 15,7mm 7,9mm 28,6mm 15,9mm A & B
QRC-121 3500-1299 12,3mm 7,9mm 18,5mm 12,7mm A & B
QRC-121S 3500-1274 12,3mm 9,5mm 21,3mm 12,7mm A, B, & C
QRC-122 3500-1260 15,7mm 9,9mm 31,7mm 15,9mm A, B, C, & D
QRC-123 3500-1261 14,2mm 9,9mm 57,4mm 15,9mm A, B, C, & D
QRC-124 3500-1262 12,3mm 8,7mm 21,3mm 12,7mm A & B
QRC-125 3500-1259 12,3mm 9,9mm 31,7mm 12,7mm A, B, C & D
QRC-126 3500-1258 12,3mm 9,1mm 27,4mm 12,7mm A, B, C
QRC-127 3500-1253 13,4mm 9,1mm 27,4mm 15,9mm A, B, C
QRC-ABZ 3500-1273 Adaptateur Permettant D’utilseur des Lames D’alésior Tweco® Robotics sur un Poste
de Nettoyage Binzel
Becs de Contact (Référence Tableau 1)
A 11, 14, 14T, EL11 & AL (O.D. = .250” / 6,3mm)
B 11H, 11RS, 14H. 14RS, 14RZ & AL (O.D. = .283” / 7,1mm)
C EL16, EL16RS, & AL (O.D. = .345” / 8,7mm)
D
16S, 16RS, 16RZ & AL (O.D. = .375” / 9,5mm)
Tableau 1: Lames D’alésoir du QRC™-2000
Tous les postes de nettoyage de buse QRC™-2000 sont
fournis par Tweco Robotics avec une lame d’alésoir
QRC™-100 (15,7 mm D.E. x 10,7 mm D.I.). (Dimensions
du bec de contact page 10.)

POSTE DENETTOYAGE DE BUSE
3-9
BGLS-DTR6003-LFR
INSTALLATION ET OPÉRATION
Le jeu de blocs de serrage constitue l’autre pièce variable
du poste de nettoyage de buse QRC™-2000. Il y a cinq
blocs de serrage disponibles. Voir les tableaux 2 et 3.
Par défaut, le bloc de serrage « B » est assemblé sur
tout poste de nettoyage de buse QRC™-2000. Les blocs
de serrage A, C, D et E sont également fournis avec
l’appareil.
Tableau 2: Liste des Blocs de Serrage du QRC™-2000
Bloc de Serrage D.E. de Buse
QRC2102-A 23,8mm
QRC2102-B 25,4mm
QRC2102-C 27,0mm
QRC2102-D 28,6mm
QRC2102-E 22,2mm
QRC2102-F 20,0mm
Tableau 3: Buses et Blocs de Serrage du Tweco
®
Robotic
Buse D.E. de Buse Bloc d e Serrage
Série REL21 22,2mm QRC-2102-E
Série REL24CT 25,4mm QRC-2102-B
Série RWC24 25,4mm QRC-2102-B
Série RWC26 27,0mm QRC-2102-C
3.09 Séquence de Programmation de la
Commande
Programmer le robot de façon à centrer la buse du pistolet
directement au-dessus de la lame d’alésoir, au-dessus du
QRC™-2000. Insérer la buse à la profondeur requise pour
permettre un nettoyage complet du bec et de la buse sans
endommager les consommables du chalumeau. (Voir la
section 3.11)
À ce moment, la commande du robot doit envoyer le signal
d’initiation du cycle (impulsion de 0,5 à 1,0 seconde) au
QRC™-2000. Le QRC™-2000 serre alors la buse et effectue
le nettoyage.
Une fois que l’alésoir a terminé le cycle de nettoyage, le
poste de nettoyage renvoie un signal de cycle terminé à
la commande du robot. Le chalumeau est alors retiré du
QRC™-2000 et le cycle de travail se poursuit.
3.10 Limiteur de Débit D’air
Le limiteur de débit d’air permet d’ajuster le débit d’alimentation
de la lame d’alésoir. Le niveau des éclaboussures accumulées
détermine le débit d’alimentation nécessaire de la lame
d’alésoir. Plus il y a d’éclaboussures, moins le débit de la
lame d’alésoir utilisé sera rapide. Lorsque les accumulations
d’éclaboussures sont moindres, le débit d’alimentation peut
être défini sur un niveau plus rapide.
Réglage du Limiteur de Débit D’air:
Un limiteur de débit d’air se trouve à l’intérieur de
l’appareil, comme illustré sur le dessin. (Figure 8)
Il se peut que le débit d’alimentation doive être ajusté
selon les diverses applications.
•
•
BOUTON DE
RÉGLAGE
ÉCROU DE
BLOCAGE
AUGMENTER LE DÉBIT
D’ALIMENTATION
RÉDUIRE LE DÉBIT
D’ALIMENTATION
Figure 8
3.11 Buse et Paramètre D’insertion
Tous les postes de nettoyage de buse QRC™-2000 sont
fournis par Tweco Robotics avec la lame d’alésoir QRC™-100
(15,7 mm D.E. x 10,7 mm D.I.) et le bloc de serrage « B »
(QRC™2102-B / 25,4 mm).
S’assurer que la lame d’alésoir et le bloc de serrage sont
adaptés aux besoins de l’application..
Réglage du Chalumeau à L’aide de Calibres:
Les calibres sont disponibles en trois tailles (12,7 mm,
15,9 mm et 19,1 mm), sous forme de jeu sous le numéro
de pièce QRC - pg2.
Déterminer le D.E. de la lame d’alésoir utilisée.
Enfiler l’indicateur approprié sur le D.E. de la lame
d’alésoir.
Visser l’arbre index du bec.
Déterminer le D.E. du bec de contact utilisé.
Enfiler le manchon d’alignement sur l’aiguille.
Abaisser le chalumeau au niveau où le D.I. du bec de
contact touche l’aiguille, pousser le manchon d’alignement
vers le haut et par-dessus le bec de contact jusqu’à
l’indicateur si le chalumeau est réglé sur 90 degrés.
Une fois cela fait, écarter le chalumeau de l’aiguille afin de
laisser suffisamment d’espace pour retirer l’aiguille et le
manchon d’alignement.
Rabaisser le chalumeau au niveau où la buse touche le
haut de l’indicateur
Cela permet au programmateur de régler la course de la
lame d’alésoir dans le cycle de nettoyage.
REMARQUE
Avec une buse à affleurement ou à dépassement,
régler la course de la lame d’alésoir en laissant un
écart entre la buse et le haut du calibre. Buses à
affleurement: laisser un écart de 2,53 mm. Buses
à dépassement: laisser un écart de 7,62 mm.
•
•
•
•
•
•
•
•
•
•
Pour augmenter le débit d’alimentation de la lame
d’alésoir, dévisser l’écrou et tourner le bouton du
limiteur vers la gauche. Une fois le réglage effectué,
bloquer le bouton du limiteur avec l’écrou.
Pour réduire le débit d’alimentation de la lame
d’alésoir, dévisser l’écrou et tourner le bouton du
limiteur vers la droite. Une fois le réglage effectué,
bloquer le bouton du limiteur avec l’écrou.
•
•

POSTE DENETTOYAGE DE BUSE
3-10
BGLS-DTR6003-LFR
INSTALLATION ET OPÉRATION
BEC DE CONTACT
MANCHON D’ALIGNEMENT
ARBRE INDEX DU BEC
INDICATEUR DE PROGRAMMATION
LAME D’ALÉSOIR
BUSE
INDICATEUR DE
PROGRAMMATION
LAME D’ALÉSOIR
Figure 9
Figure 10

POSTE DENETTOYAGE DE BUSE
4-11
BGLS-DTR6003-LFR
CÂBLAGE ET PNEUMATIQUES
SECTION 4:
CÂBLAGE ET PNEUMATIQUES
4.01 Branchement L’atomiseur Anti-projections QRM-100 et QRM-3
Les schémas ci-dessous illustrent les branchements électriques au QRM-100 et au QRM-3.
Dans le cas d’un branchement à courant d’absorption, les fils doivent être branchés comme indiqué. Dans le cas
d’un branchement à courant d’induction, les fils doivent être branchés comme indiqué.
Pour que l’atomiseur anti-projections QRM-100 fonctionne, un signal temporisé de 24 Vcc doit être appliqué sur
le fil noir (de réserve) de la prise d’interface.
•
•
ÉLECTROVANNE DE
MOTEUR ET DE
SERRAGE
ÉLECTROVANNE
DE LEVAGE
DE BROCHE
BROCHE N°5
DISPOSITIF
ANTIPROJECTIONS
24 VCC
DISPOSITIF
ANTIPROJECTIONS
24 VCC
INDUCTION ABSORPTION
4.02 Schéma de Câblage
Figure 12
CONTACTEUR DE FIN DE
COURSE INFÉRIEUR
CONTACTEUR DE
FIN DE COURSE
SUPÉRIEUR
CONTACTEUR
DE FIN DE
COURSE DE
RETOUR DE
SERRAGE
INUTILISÉE
SIGNAL D’INITIATION
COMMUNE
+24 VCC
MÂCHOIRES DESSERRÉES
ÉQUIP. OPTIONNEL
VOIR LE CÂBLAGE
DU CONNECTEUR
À 5 BROCHES
BOUTON DE RÉINITIALISATION
ÉLECTROVANNE DE
MOTEUR ET DE SERRAGE
ÉLECTROVANNE DE
LEVAGE DE BROCHE
ÉQUIP.
OPTIONNEL
BROCHE N° 4
(ORG) SIGNAL
D’INITIATION
BROCHE N°
5 (NR)
OPTION
BROCHE N° 3 (VRT)
MÂCHOIRES
DESSERRÉES
BROCHE N° 2
(RGE) +24 VCC
BROCHE N° 1 (BLC)
COMMUNE
VUE EXTERNE DU CONNECTEUR À 5 BROCHES
BROCHE N°5
BROCHE N°3
BROCHE N°2
ÉLECTROVANNE DE
MOTEUR ET DE
SERRAGE
ÉLECTROVANNE
DE LEVAGE
DE BROCHE
Figure 11: Broche N° 1 en Haut / Broche N° 6 en Bas

POSTE DENETTOYAGE DE BUSE
4-12
BGLS-DTR6003-LFR
CÂBLAGE ET PNEUMATIQUES
4.03 Schémas
Figure 13
RACCORD COUDÉ
1/8-27 NPT X 5/32
RACCORD COUDÉ
1/4-18 NPT X 1/4
ADAPTATEUR DE
TUBE 1/4-18 NPT
X 1/4
COMMANDE
DE DÉBIT
D’ALIMENTATION
ADAPTATEUR DE
TUBE 10-32 X 5/32
COUDÉ DE TUBE
1/8-27 NPT X 1/4 (5)
RACCORD COUDÉ
1/4-18 NPT X 1/4
TUBE 5/32 X RACCORD
COUDÉ 5/32
TUBE 1/4 X RACCORD
COUDÉ 1/4
RACCORD “Y”
DE TUBE 1/4
Figure 14: QRM-100 Figure 15: QRM-3
4.03 QRM-100 et QRM-3

POSTE DENETTOYAGE DE BUSE
5-13
BGLS-DTR6003-LFR
PROGRAMME
SECTION 5:
PROGRAMME
5.01 Programme D’entretien
Le QRC™-2000 doit être soumis à un programme d’entretien
périodique pour optimiser sa durée de vie. Les vérifications
d’entretien suivantes sont requises. Selon l’utilisation de
l’appareil, il se peut que chaque application spécifique requière
un programme plus intensif.
Quotidien
S’assurer que la zone inclinée du boîtier est exempte
d’éclaboussures.
Vérifier visuellement le niveau d’huile dans le réservoir
de lubrifiant.
Hebdomadaire
S’assurer que la zone inclinée du boîtier est exempte
d’éclaboussures.
Vérifier visuellement le niveau d’huile lubrifiante dans le
réservoir de lubrifiant. La durée de vie du moteur à air
dépend d’une alimentation suffisante en huile lubrifiante.
Faire l’appoint d’huile si nécessaire.
Vérifier l’étanchéité des conduites d’air et des
branchements.
Vérifier que les câbles d’interface ne sont ni effilochés ni
mal branchés.
Trimestriel
La durée de vie de la lame d’alésoir QRC™-2000 dépend
de l’application.
Inspecter la lame d’alésoir au moins tous les trois mois
pour s’assurer qu’elle n’est pas émoussée, encrassée
ou cassée.
Vérifier visuellement le niveau d’huile lubrifiante dans le
réservoir de lubrifiant.
S’assurer que la zone inclinée du boîtier est exempte
d’éclaboussures.
Annuel
Nettoyer le bloc de serrage et l’inspecter en vue d’éventuels
signes d’usure excessive. Le remplacer si nécessaire.
Vérifier visuellement le niveau d’huile lubrifiante dans
le réservoir de lubrifiant. Faire l’appoint d’huile si
nécessaire.
Vérifier l’étanchéité des conduites d’air et des
branchements.
Vérifier que les câbles d’interface ne sont ni effilochés ni
mal branchés.
Déposer la plaque supérieure et appliquer de la graisse
sur les porte-cames des plaques supérieure (de support
en V) et latérale.
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
5.02 Instructions de Remplacement des
Composants
Contacteurs de Fin de Course Supérieur, Inférieur et
de Mâchoires
Avant de remplacer les contacteurs de fin de course, s’assurer
que l’alimentation en air est coupée et que l’appareil est hors
tension et débranché des sources d’alimentation électrique
et en air.
Pour remplacer un contacteur de fin de course, desserrer les
vis qui retiennent le support de contacteur au collecteur.
Débrancher les fils du contacteur de fin de course à
remplacer.
Retirer l’écrou qui retient le contacteur de fin de course
au support de contacteur.
Remettre le contacteur de fin de course en place en suivant
la procédure dans l’ordre inverse
REMARQUE
Veiller à consulter le schéma de câblage
pour le débranchement et rebranchement du
contacteur de fin de course. Les contacteurs
de fin de course sont réglés en usine. Si un
réglage s’avère nécessaire, contacter le service
technique de l’usine.
Bouton de Réinitialisation
Dévisser l’écrou qui retient le contacteur de fin de
course au support.
Débrancher les fils de la carte de circuit imprimé et
effectuer le remplacement.
REMARQUE
Veiller à consulter le schéma de câblage pour
le débranchement et rebranchement du bouton
de réinitialisation.
•
•
•
•
•
•
Carte dU Circuit Imprimé
Avant de remplacer la carte du circuit imprimé, s’assurer
que l’alimentation en air est coupée et que l’appareil est
hors tension et débranché des sources d’alimentation
électrique et en air.
Remplacer la carte de circuit imprimé comme suit:
Une fois les sources d’alimentation électrique et en
air débranchées du QRC™- 2000, débrancher tous
les connecteurs de la carte avec précaution.
Desserrer les deux vis situées sur la carte du circuit
imprimé. (Fig. 16). La carte du circuit imprimé peut
maintenant être remplacée.
•
•
Figure 16
CONTACTEUR DE
FIN DE COURSE
INFÉRIEUR
VIS DU
SUPPORT
ÉCROU DE
BLOCAGE
SUPPORT
DE
CONTACTEUR
CONTACTEUR
DE FIN DE
COURSE DE
SERRAGE
DES
MÂCHOIRES
BOUTON DE
RÉINITIALISATION
CONTACTEUR
DE FIN DE
COURSE
SUPÉRIEUR

POSTE DENETTOYAGE DE BUSE
5-14
BGLS-DTR6003-LFR
PROGRAMME
Bloc de Serrage
Avant de remplacer le bloc de serrage, s’assurer que
l’alimentation en air est coupée et que l’appareil est hors
tension et débranché des sources d’alimentation électrique
et en air.
Le remplacement du bloc de serrage du QRC™-2000
peut être rendu nécessaire du fait du type d’application
ou de l’usure normale. Il y a cinq blocs de serrage
disponibles.
ISOLATEUR DE
LA CARTE DE
CIRCUIT IMPRIMÉ
VIS AUTOTARAUDEUSE N°
10 X 1/2 IN. DE LONG (2)
CONTACTEUR
SW1
CONTACTEUR
SW2
CARTE DE
CIRCUIT
IMPRIMÉ
CONNECTEUR J5
Figure 17
CONNECTEUR J4
CONNECTEUR J3
CONNECTEUR J1
CONNECTEUR J2
Tableau 4: Liste des Blocs de Serrage du Qrc™-2000
Bloc de Serrage D.E. de Buse
QRC2102-A 23,8mm
QRC2102-B 25,4mm
QRC2102-C 27,0mm
QRC2102-D 28,6mm
QRC2102-E 22,2mm
QRC2102-F 20,0mm
Le bloc de serrage « B » est assemblé d’office sur tout poste
de nettoyage de buse QRC™-2000. Les blocs de serrage A,
C, D, et E sont également fournis avec l’appareil.
PIÈCE
D’ÉCARTEMENT DE
POSITIONNEMENT
BLOC DE
SERRAGE
GOUPILLE DE
POSITIONNEMENT
DU BLOC DE
SERRAGE
LAME
D’ALÉSOIR
VIS DE LA
PLAQUE
SUPÉRIEURE (7)
Figure 18
Retirer les sept vis de la plaque supérieure.
Déposer la plaque supérieure du poste de
nettoyage.
Soulever et tourner le bloc de serrage de façon
à ce que les tailles souhaitées soient en face des
mâchoires.
Nettoyer soigneusement les composants et les
lubrifier à la graisse avant de les remonter.
REMARQUE
Les numéros de pièce sont estampillés sur les
blocs de serrage. Pour le diamètre externe de
la buse, voir le Tableau 2: Liste des Blocs de
Serrage du QRC™-2000.
•
•
•
•
Lame D’alésoir du QRC™-2000
Pour retirer la lame d’alésoir, placer la clé de serrage
de 14 mm (n° de pièce QRC™-440) sur les méplats
hexagonaux à l’extrémité de l’arbre d’extension et la
clé QRC™-441 en haut de la lame d’alésoir.
Pour retirer la lame, la tourner vers la gauche (vu
de dessus). Un effort important peut être requis
pour desserrer la lame d’alésoir car elle se serre
automatiquement lorsque l’alésoir fonctionne.
Voir le Tableau 1 pour les options de lames
d’alésoir.
•
•
•
CLÉ À MANCHE EN T
LAME D’ALÉSOIR
CLÉ DE SERRAGE
DE 9/16 IN.
Figure 19
MISE EN GARDE
Ne pas activer les contacteurs d’induction et
d’absorption du la carte de circuit imprimé
sous tension. Cela endommagerait le matériel.
Ne déplacer les contacteurs que lorsque la
tension est coupée.
Installer la nouvelle carte de circuit imprimé sur
l’isolateur de la carte.
Une fois cela fait, resserrer les deux vis de montage
de la carte de circuit imprimé.
Rebrancher les connecteurs en s’aidant du schéma
de câblage pour s’assurer que les branchements
sont effectués correctement.
•
•
•

POSTE DENETTOYAGE DE BUSE
5-15
BGLS-DTR6003-LFR
PROGRAMME
Solénoïdes D’alimentation en Air
Avant de remplacer les solénoïdes d’alimentation
en air, s’assurer que l’alimentation en air est coupée
et que l’appareil est hors tension et débranché des
sources d’alimentation électrique et en air.
Voir la section 5.3 pour retirer la carte de circuit
imprimé.
Retirer et remplacer les solénoïdes un à un.
Desserrer les deux vis du solénoïde d’alimentation
en air et débrancher les capuchons de connexion.
Retirer le solénoïde.
Poser le solénoïde neuf avec un joint et le rebrancher.
Répéter la procédure pour l’autre solénoïde
d’alimentation en air.
•
•
•
•
•
REMARQUE
Veiller à consulter les schémas pneumatique
et de câblage pour le débranchement et
rebranchement des solénoïdes d’alimentation
en air.
JOINT
SOLÉNOÏDE
D’ALIMENTATION
EN AIR
VIS M3 X 0,5
SOLÉNOÏDE
D’ALIMENTATION
EN AIR
FILS
ÉLECTRIQUES
Figure 20
5.03 Réglage Manuel
Pour utiliser le poste de nettoyage de buse QRC™-2000
en mode manuel (sans électricité), brancher l’arrivée d’air
à l’emplacement approprié et actionner manuellement
les deux boutons des limiteurs d’air situés sur les
électrovannes.
Chaque électrovanne est munie d’un bouton rouge.
Appuyer sur chacun d’eux pour activer manuellement
l’appareil.
A) Le bouton de la valve à air situé à gauche active
the mouvement verticale de la lame d’alésoir. Le
bouton de la valve à air situé à droite active la
rotation et le serrage.
B) Le bouton de limiteur d’air de droite actionne la
rotation et le serrage.
REMARQUE
Avant d’utiliser l’appareil en mode manuel,
enfoncer le bouton de réinitialisation pour
réinitialiser tous les circuits.
ÉLECTROVANNE
BOUTON DE GAUCHE
(ACTIVATION DE
RELEVAGE ET
ABAISSEMENT DE LA
LAME D’ALÉSOIR)
RBOUTON DE
DROITE (ACTIVATION
DE ROTATION ET
SERRAGE)
Figure 21

POSTE DENETTOYAGE DE BUSE
6-16
BGLS-DTR6003-LFR
DÉPANNAGE
SECTION 6:
DÉPANNAGE
Problème Cause Solution
Les LED n’émettent aucun
signal
1. L’appareil est hors tension. 1. Mettre l’appareil sous tension.
2. L’appareil n’est pas alimenté en air. 2. Activer l’alimentation en air.
3. La tension d’entrée est incorrecte. 3. Vérifier la tension d’entrée et la modifier
si nécessaire.
La lame d’alésoir/le moteur
à air s’arrête en cours de
fonctionnement (voir aussi
« Fonctions pneuma-tiques
défectueuses »)
1. Le débit d’alimentation de la lame
est trop rapide.
1. Réduire le débit d’alimentation de la ame
(voir la section 3.10).
2. Accumulation excessive
d’éclaboussures.
2. Nettoyer la zone concernée et régler les
paramètres de soudage. Appliquer une
quantité (plus importante) d’agent anti-
projections. Nettoyer plus souvent.
3. Alimentation en air incorrecte. 3. Ajuster l’alimentation en air (voir la
section 3.03).
Fonctions pneumatiques
défectueuses
1. Alimentation en air incorrecte. 1. Ajuster l’alimentation en air (voir la
section 3.03).
2. Conduite d’air endommagée ou
obstruée et fuites d’air.
2. Vérifier l’étanchéité des conduites et les
remplacer si nécessaire.
3. Bouton de réinitialisation
défectueux
3. Réparer ou remplacer le bouton de
réinitialisation.
Lame d’alésoir cassée
1. Diamètre de la lame d’alésoi rou
du bloc de serrage.
1. Vérifier la taille (voir la section 3.08).
2. Débit d’alimentation de la lame
d’alésoir trop rapide.
2. Réduire le débit d’alimentation de la lame
(voir la section 3.10).
3. A c c u m u l ati o n e x c e s s i ve
d’éclaboussures.
3. Nettoyer la zone concernée et régler les
paramètres de soudage. Appliquer une
quantité (plus importante) d’agent anti-
projections. Nettoyer plus souvent.
La lame d’alésoir reste en
position de repos
1. Vérin de relevage ou conduites
d’air endommagé(es).
1. Identifier et remplacer les composants
défectueux sur le vérin de relevage ou
les conduites d’air.
2. Solénoïde de relevage défectueux
oucontaminé.
2. Vérifier les électrovannes (voir la
section6). Réparer ou remplacer le
solénoïde défectueux.
3. Bouton de réinitialisation défectueux.
3. Remplacer le bouton de réinitialisation.
4. Contacteur de fin de course
endommagé.
4. Identifier et remplacer le contacteur
défectueux.
La lame d’alésoir reste en
position relevée
1. Lame d’alésoir bloquée. 1. Appuyer sur le bouton de réinitialisation
et inspecter la lame d’alésoir.
2. Solénoïde d’alimentation en air
défectueux.
2. Remplacer le solénoïde d’alimentation
en air.
3. Vérin de relevage incorrect ou sale. 3. Réparer ou remplacer le vérin.
4. Le signal d’initiation de cycle reste
activé.
4. Ajuster la programmation du cycle de
nettoyage.
5. Contacteur de fin de course
défectueux.
5. Remplacer le contacteur de fin de
course.
Le signal de cycleterminé ne
s’active pas
1. Contacteur de fin de course
défectueux sur le vérin de relevage
ou de serrage.
1. Remplacer ou réaligner le(s)
contacteur(s).
2. Branchement incorrect de l’appareil. 2. Vérifier le câblage (voir la section 3.04).
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























ESAB QRC™-2000 Nozzle Cleaning Station Guide d'installation
- Taper
- Guide d'installation
Documents connexes
-
 Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
Tweco Robotics QRP-IN TCP Check Tool Guide d'installation
-
Tweco Robotics QRM-3 Anti-Spatter Sprayer Guide d'installation
-
 Tweco Robotics QRC™-2000 Nozzle Cleaning Station Guide d'installation
Tweco Robotics QRC™-2000 Nozzle Cleaning Station Guide d'installation
-
 Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guide d'installation
Tweco Robotics QRM-100 Anti-Spatter Mist Applicator Guide d'installation
-
 Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation
Tweco Robotics QWT-3 Quick Wire Trim Unit Guide d'installation
-
 Tweco Robotics QCT-1 Conductor Tube Alignment Fixture Guide d'installation
Tweco Robotics QCT-1 Conductor Tube Alignment Fixture Guide d'installation
-
 Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation
Tweco Robotics QFA600 QFW600 Quick Fixed Automation Direct Plug Torches Guide d'installation
-
 Tweco Robotics RDM-2000 Robotic Deflection Mount Guide d'installation
Tweco Robotics RDM-2000 Robotic Deflection Mount Guide d'installation
-
 Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
Tweco Robotics QWT-120 Wire Cutting Station Guide d'installation
-
 Tweco Robotics Quick Robotic Torch Guide d'installation
Tweco Robotics Quick Robotic Torch Guide d'installation








