Arcair SLICE® NEW Exothermic Cutting Equipment Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

GUIDE
D'INSTALLATION
ET
D'UTILISATION
ÉQUIPEMENT
DE DÉCOUPAGE
EXOTHERMIQUE SLICE®
Français
(French)
Torche SLICE®
Ensemble SLICE®
Percuteur SLICE®
Art# A-13635
Révision : AC Date d'émission : 24-01-2019 Manuel nº : 89250840FR

NOUS APPRÉCIONS VOTRE FIDÉLITÉ !
Félicitations pour l'achat de votr
e
produit Arcair®. Nous sommes fiers de vous avoir comme
client et nous nous efforcerons de vous fournir le meilleur service possible et d'apporter notre
soutien à l'industrie. Ce produit est protégé par notre large garantie et notre réseau mondial
de service. Pour localiser votre distributeur ou agence de service le plus proche, rendez-vous
sur le site www.esab.com/arcair.
Les instructions du présent manuel donnent des informations sur la façon d'installer et d'utiliser
votre produit Arcair. Notre préoccupation principale est votre satisfaction et l'utilisation appropriée
du produit. Il est donc important de prendre le temps de lire ce guide en entier, en particulier les
Consignes de sécurité. Ceci permet d'éviter les risques possibles liés à l'utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE !
La marque de choix des entrepreneurs et des fabricants dans le monde entier.
Arcair® est une marque Internationale de systèmes de coupage d'ESAB. Nos produits sont
destinés aux principaux secteurs industriels spécialisés en soudure notamment les secteurs
de la fabrication, de la Construction, automobile, de l'aérospatiale, de l'ingénierie, de l'industrie
rurale et du bricolage, ainsi qu'aux amateurs.
Nous nous démarquons de nos concurrents grâce à nos produits fiables et d'avant-garde qui
ont fait leurs preuves au fil des ans. Nous sommes fiers de nos innovations techniques, nos prix
compétitifs, nos délais de livraison hors pair, notre service à la clientèle et notre soutien technique
de qualité supérieure, en plus de l'excellence de notre savoir dans le domaine de la vente.
Avant tout, nous sommes engagés dans la conception de produits aux technologies innovatrices
pour obtenir un environnement de travail plus sûr dans le domaine de la soudure.

i
!
AVERTISSEMENT
Lire et assimiler l'intégralité du présent manuel et les consignes
de sécurité de votre employeur avant l'installation, l'exploitation ou
l'entretien de l'équipement. L'information contenue dans ce Guide re-
présente le bon jugement du fabricant, mais celui-ci n'assume aucune
responsabilité lors de l'utilisation.
ÉQUIPEMENT DE DÉCOUPAGE EXOTHERMIQUE SLICE®
GUIDE D'INSTALLATION ET D'UTILISATION
Numéro du manuel 89250840FR
Publié par :
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
(940) 566-2000
www.esab.com/arcair
ENTRETIEN à la clientèle aux États-Unis : (800) 426-1888
ENTRETIEN à la clientèle Internationale : (940) 381-1212
Copyright © 2018 ESAB. Tous droits réservés.
Il est interdit de reproduire tout ou partie de ce document sans la permission de l'éditeur.
L'éditeur décline toute responsabilité envers les parties en cas de pertes ou de dommages provoqués
par une erreur ou une omission figurant dans ce Guide, qu'elle soit le résultat d'une négligence, d'un
accident ou d'une autre Cause.
Pour la spécification des matériaux d'impression dans les Amériques, voir le document 47X1920
Pour la spécification des matériaux d'impression dans les Europe, voir le document 47X1953
Publié le : 08-03-2018
Date de révision: 24-01-2019
Conserver les renseignements suivant pour la garantie :
Endroit de l'achat : _______________________________________
Date de l'achat : _________________________________________
No de série de l'appareil : _________________________________________

ii
ASSUREZ-VOUS QUE CE DOCUMENT D’INFORMATION EST DISTRIBUÉ À L’OPÉRATEUR.
DES COPIES SUPPLÉMENTAIRES SONT DISPONIBLES CHEZ VOTRE FOURNISSEUR.
MISE EN GARDE
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionnement
et des règles de sécurité applicables au soudage à l’arc et à l’équipement de
coupage, nous vous suggérons de lire notre brochure " Précautions et pratiques
de sécurité pour le soudage à l’arc, le coupage et le gougeage ", Formulaire 52-
529. Ne permettez PAS aux personnes non qualiées d’installer, d’utiliser ou
d’effectuer des opérations de maintenance sur cet équipement cet équipement. Ne
tentez PAS d’installer ou d’utiliser cet équipement avant d’avoir lu et bien compris
ces instructions. Si vous ne comprenez pas bien les instructions, renseignez-vous
auprès de votre fournisseur. Assurez-vous de lire les Règles de Sécurité avant
d’installer ou d’utiliser cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement fonctionnera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/
ou les feuillets d’information à condition d’être installé, utilisé, entretenu et réparé selon les instructions fournies. L’équipement
doit être contrôlé de manière périodique. Ne jamais utiliser un équipement qui ne fonctionne correctement bien ou n’est pas
bien entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées immédiatement. Dans
le cas où une réparation ou un remplacement est nécessaire, e fabricant recommande de faire une demande de conseil de
service écrite ou par téléphone auprès du distributeur agréé où l’équipement a été acheté.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite du fabricant. L’utilisateur de
l’équipement sera le seul responsable de toute défaillance résultant de toute utilisation, maintenance, réparation incorrectes,
de dommages ou encore de modication apportées par une personne autre que le fabricant ou un centre de service désigné
par ce dernier.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’UTILISER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

iii
DÉCLARATION DE CONFORMITÉ
Documents de référence
Directive « Basse tension » 2014/35/EU, entrée en vigueur le 20 avril 2016
Directive « EMC » 2014/30/EU, entrée en vigueur le 20 avril 2016
Directive « RoHS » 2011/65/EU, entrée en vigueur le 2 janvier 2013
Type d'équipement
SYSTÈME DE COUPE EXOTHERMIQUE
Désignation de type, etc.
Système de coupe de torche exothermique SLICE
Nom commercial ou marque commerciale
Arcair SLICE
Fabricant ou son représentant autorisé
Nom, adresse, numéro de téléphone:
ESAB Group Inc.
2800 Airport Rd
Denton TX 76207
Téléphone : +01 800 426 1888, TÉLÉCOPIEUR +01 603 298 7402
Les normes harmonisées ci-dessous, qui sont en vigueur dans l'EEE, ont été
utilisées pour la conception du produit :
IEC / EN 60974-11: 2010 Matériel de soudage à l'arc Partie II: Porte-électrodes
IEC / EN 60974-10: 2014 + AMD 1: 2015 Publié 2015-06-19 Matériel de soudage à l'arc -
Partie 10: Exigences de compatibilité électromagnétique (CEM)
Autres informations : Usage restreint, équipement de classe A, conçu pour être utilisé dans
des endroits non résidentiels.
En signant ce document, le soussigné déclare en tant que fabricant, ou représentant
autorisé du fabricant, que l'équipement en question satisfait aux exigences de
sécurité énoncées ci-dessus.
Date Signature Position
15 Septembre, 2016
Flavio Santos Directrice Générale
Accessoires et contiguïtés
2018

iv
TABLE DES MATIÈRES
SECTION 1 : INTRODUCTION .......................................................................................1
1.01 Comment utiliser ce manuel .....................................................1
1.02 Réception de l'équipement .......................................................1
1.03 Description ...............................................................................1
SECTION 2: PRÉATTENTIONS DE SÉCURITÉ ............................................................... 2
SECTION 3 : FONDEMENTS DU PROCESSUS ..............................................................4
SECTION 4 : ÉQUIPEMENT ..........................................................................................5
4.01 Torche SLICE ............................................................................5
4.02 Percuteur SLICE ........................................................................5
4.03 Ensembles SLICE ......................................................................5
4.04 Baguettes de coupe ..................................................................6
4.05 SLICE Composants ...................................................................7
4.06 Chargement de la source d'allumage ........................................9
SECTION 5 : DONNÉES DE COUPE ...........................................................................10
5.01 Rendements de coupe des matériaux .....................................10
5.02 Types d’électrodes de coupe ...................................................11
5.03 Torches de coupe SLICE .........................................................11
SECTION 6 : MISE EN MARCHE ................................................................................12
6.01 Coupe sans alimentation.........................................................12
6.02 Coupe avec alimentation ........................................................13
6.03 Percer des trous .....................................................................14
6.04 Cuivre et alliages de cuivre ..................................................... 15
SECTION 7 : IMPORTANTES VARIABLES DU PROCÉDÉ ............................................16
7.01 Pression d'oxygène .................................................................16
7.02 Ampérage ...............................................................................17
7.03 Vitesse de déplacement ..........................................................17
7.04 Électrode à travailler les angles ..............................................17
SECTION 8 : APPLICATIONS .....................................................................................18
SECTION 9 : DÉPANNAGE .........................................................................................19
9.01 Dépannage général ................................................................19
9.02 Guide d'affichage del source d'allumage ................................20
SECTION 10 : NOMENCLATURE ................................................................................22
SECTION 11 : ÉNONCÉ DE GARANTIE ....................................................................... 25

SLICE EXOTHERMIC CUTTING EQUIPMENT
1
89250840FR
SECTION 1 : INTRODUCTION
1.01 Comment utiliser ce manuel
Pour assurer une exploitation sûre de l'appareil, lire le manuel dans son intégralité, notamment le
chapitre concernant les directives de sécurité et les Avertissement.
Les mentions AVERTISSEMENT, MISE EN GARDE et REMARQUE peuvent figurer tout au long de ce
manuel. Prêter une attention particulière à l’informations fournie sous ces mentions. Ces symboles
spéciaux se reconnaissent facilement comme suit :
REMARQUE !
Fonction, procédé ou renseignement de base qui nécessite une plus
grande attention ou contribue au bon fonctionnement du système.
!
MISE EN GARDE
Procédé qui, s'il n'est pas suivi correctement, peut endommager
l'équipement.
!
AVERTISSEMENT
Procédé qui, s'il n'est pas suivi correctement, peut causer des lésions
à l'utilisateur ou aux personnes dans la zone d'exploitation.
AVERTISSEMENT
Fournit des renseignements relatifs à d’éventuelles blessures se
devant à une décharge électrique. Les avertissement seront encadrés
par deux lignes noires épaisses comme celles-ci.
1.02 Réception de l'équipement
Lors de la réception de l’équipement, faire l’inventaire de la livraison et le comparer à la facture pour
s'assurer qu’il ne manque aucun élément, puis inspecter l’équipement pour s'assurer qu’il n’a pas
été endommagé durant la livraison. En cas de dommages, entrer immédiatement en contact avec
le transporteur afin de faire une demande d'indemnisation. Fournir des informations complètes
concernant les réclamations de dommages ou les erreurs d'expédition à l'endroit dans votre région,
énumérées sur la couverture arrière de ce manuel. Inclure une Description complète de la pièce
faisant l’objet de la demande.
Pour recevoir des exemplaires supplémentaires ou en remplacement de ce manuel, prendre contact
avec Arcair à l'adresse et au numéro de téléphone correspondant à votre région, lesquels sont
présentés sur la couverture arrière de ce manuel. Spécifier le numéro du manuel (inscrit à la page i).
1.03 Description
Les sy
s
tèmes
A
rcair® SLICE® peuvent couper, brûler ou percer quasiment n’importe quel matériau
métallique, non métallique ou composite. La torche exothermique SLICE convient parfaitement
au découpage de matériaux difficiles à couper tels que l’acier doux, inoxydable et allié, la fonte,
l’aluminium, le magnésium et autres métaux non ferreux, le mâchefer et les matériaux réfractaires,
ainsi que le béton et la brique.

2
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 2: PRÉATTENTIONS DE SÉCURITÉ
!
AVERTISSEMENT
DES BLESSURES GRAVES OU LA MORT peuvent survenir si l'équipement de soudage et de
découpe est installé, utilisé ou réparé incorrectement. La mauvaise utilisation de cet équipe-
ment et la pratique de mesures non sûres peuvent être dangereuses. Le soudeur, le supervi-
seur et l'assistant doivent lire et comprendre les avertissement en matière de sécurité et les
instructions avant d'installer ou d'utiliser tout appareil de soudure ou de découpe. Ils doivent
aussi être sensibilisés aux dangers relatifs aux Processus de soudure et de découpe. Une
bonne formation et une supervision adéquate sont Importantes pour garantir la sécurité des
personnes sur le lieu de travail. Conserver ces instructions pour référence ultérieure. Chaque
Section fournira des informations complémentaires quant à la sécurité et l'exploitation.
!
AVERTISSEMENT
Ce produit contient des éléments chimiques, y compris le plomb, ou produit des éléments
chimiques reconnus en Californie comme Cause de cancer, de déficience congénitale et
d'autres dommages liés aux fonctions reproductives. Se laver les mains après manipu-
lation.
UNE DÉCHARGE ÉLECTRIQUE PEUT CAUSER DES BLESSURES OU LA MORT.
L'acheteur est responsable de la sécurité de l'installation, le fonctionnement et l'utilisation de
tous les produits achetés, y compris la conformité avec toutes les normes ISO applicables et les
codes locaux dans le pays d'utilisation. NE PAS effectuer un entretien ou une réparation sur un
équipement mis sous tension. NE PAS utiliser un équipement dont les isolateurs ou les couvercles
protecteurs ne sont pas en place. L'entretien et la réparation de l'équipement doivent être effectués
uniquement par du personnel formé et/ou qualifié.
Ne jamais toucher les pièces sous tension. Toujours porter des gants de soudeur secs et en bon état. Les
vêtements de protection aluminés risquent de devenir une partie du chemin électrique. Maintenir les bouteilles
d'oxygène, les chaînes, les câbles électriques, les câbles métalliques, les grues et les treuils à bonne distance du
circuit électrique. Vérifier régulièrement toutes les liaisons de terre afin de vous assurer qu'elles sont Massifes
sur le plan mécanique, et que, sur le plan électrique, elles sont adaptées au courant requis. Si des opérations
de soudage/découpage avec du courant alternatif sont réalisées dans des conditions d'humidité ou dans un
environnement chaud dans lequel il est possible de transpirer, utiliser des commandes automatiques fiables
pour réduire la tension à vide et diminuer ainsi les risques de choc électrique. Lorsqu'on utilise une tension de
circuit ouvert dépassant 80 V c.a. ou 100 V c.c., il est important d'éviter tout contact accidentel en assurant
une isolation adéquate ou en utilisant d'autres moyens. Lorsque l'opération de soudage doit être suspendue
pendentif une période de temps prolongée, pendentif le repas ou la nuit par exemple, il est recommandé de retirer
tous les porte-électrodes et toutes les électrodes du porte-électrodes et de couper l'alimentation afin d'éviter
tout contact accidentel. Maintenir les pistolets MIG, les porte-électrodes, les Torches TIG, les Torches Plasma et
les électrodes à l'écart de l'humidité et de l'eau. Consulter les consignes de sécurité et d'utilisation 1, 2 et 8.
LA FUMÉE, LES ÉMANATIONS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR LA SANTÉ.
La Ventilation doit permettre d'éliminer la fumée, les émanations et les gaz pendentif le processus
afin de protéger le personnel ainsi que toute autre personne présente dans la zone. Les vapeurs
émanant des solvants chlorés peuvent créer du phosgène, un gaz toxique, lorsqu'elles sont
exposées au rayonnement ultraViolet d'un arc électrique. Retirer de la zone de travail tous les
solvants, tous les dégraissants ainsi que tous les produits susceptibles de générer ce type de
vapeur. Utiliser un respirateur à adduction d'air si la Ventilation n'est pas adéquate pour évacuer toutes les
émanations et les gaz. L'oxygène nourrit et accélère les foyers d'incendie ; il ne devrait jamais être utilisé pour
assurer la Ventilation. Consulter les consignes de sécurité et d'utilisation 1, 2, 3 et 4.

SLICE EXOTHERMIC CUTTING EQUIPMENT
3
89250840FR
LES RAYONS DE L'ARC, LES SCORIES BRÛLANTES ET LES ÉTINCELLES PEUVENT PROVOQUER
DES BLESSURES AUX YEUX ET DES BRÛLURES SUR LA PEAU.
Les Processus de soudage et de découpage produisent une chaleur extrême localisée et des
rayons ultraviolets puissants. Ne jamais tenter de procéder au soudage/au découpage sans
enfiler un masque de soudeur équipé des verres appropriés conforme aux directives du
gouvernement fédéral. Un verre filtrant d'une opacité de 12 ou de 14 offre la meilleure protection
contre le rayonnement de l'arc. En cas de travail dans un espace confiné, veiller à empêcher
les reflets des rayons de l'arc de pénétrer dans le masque. Utiliser des rideaux de protection
approuvés ainsi que des lunettes appropriées pour garantir la protection des personnes se trouvant à proximité.
Veiller à protéger la peau contre les rayons de l'arc et le métal fondu brûlant. Toujours porter des gants et des
vêtements de protection. Toutes les poches doivent être fermées et les manchettes cousues. Il faut porter des
tabliers, des gants, des pantalons, etc. de cuir pour toutes les opérations de soudage/découpage exécutées dans
une autre Position que la Position normale ou pour les opérations d'élimination de métaux lourds nécessitant
l'utilisation d'électrodes de grande taille. Des chaussures de travail montantes offrent une protection adéquate
contre les brûlures aux pieds. Pour plus de protection, utiliser des guêtres en cuir. Ne pas utiliser de préparation
pour cheveux inflammable avant une opération de soudage/découpage. Porter des bouchons d'oreille afin de
protéger les oreilles des étincelles. Lorsque la nature du travail le permet, le soudeur doit travailler à l'intérieur
d'une cabine individuelle revêtue d'une couche de peinture de finition garantissant une faible réflectivité, telle
que l'oxyde de zinc par exemple. CONSULTER LES CONSIGNES DE SÉCURITÉ ET D'UTILISATION 1, 2 ET 3.
LES ÉTINCELLES DE SOUDAGE PEUVENT PROVOQUER DES INCENDIES ET DES EXPLOSIONS.
Les matières combustibles touchées par l'arc, une flamme, des étincelles, du laitier chaud et des
matériaux chauffés peuvent déclencher un incendie et des explosions. Éliminer les combustibles
de la zone de travail et/ou poster du personnel de surveillance. Éviter les vêtements tachés d'huile
ou de graisse étant donné qu'une étincelle pourrait y mettre feu. Conserver un extincteur à portée
de main et savoir comment l'utiliser. Si la soudure/le découpage doit être effectué sur une paroi
métallique, une cloison, un plafond ou un toit, il est important de prendre les mesures nécessaires pour empêcher
toute inflammation des combustibles se trouvant de l'autre côté de la pièce. Ne pas effectuer d'opérations de
soudage/découpage sur des conteneurs ayant contenu des combustibles. Mettre à l'air libre tous les espaces
creux, les cavités et les conteneurs avant d'effectuer le gougeage/coupage afin de permettre à l'air ou aux gaz
de s'échapper. Il est recommandé de purger avec des gaz inertes. Ne jamais utiliser d'oxygène avec une Torche
de soudage. Utiliser uniquement des gaz inertes ou des mélanges gazeux inertes, selon les exigences applicables
au procédé. L'utilisation de gaz comprimés combustibles peut Causer des explosions susceptibles de provoquer
des blessures ou de tuer le personnel. La formation d'un arc contre une bouteille de gaz comprimé peut
endommager ou faire exploser la bouteille. Consulter les consignes de sécurité et d'utilisation 1, 2, 5, 7
et 8.
Documents de référence relatifs à la sécurité et à l'utilisation
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139, 251, 252, 253, 254
and 1000. U.S. Government Printing Office, Washington, DC 20402.
2. ANSI Z49.1 "Safety in Welding and Cutting".
3. ANSI Z87.1 "Practice for Occupational and Educational Eye and Face Protection".
4. ANSI Z88.2. "Standard Practice for Respiratory Protection". American National Standards Institute,
1430 Broadway, New York, NY 10018.
5. AWS F4.1. "Recommended Safe Practices for Welding and Cutting Containers."
6. AWS C5.3. "Recommended Practices for Air Carbon-Arc Gouging and Cutting". The American Welding
Society, 550 NW Lejeune Rd., P.O. Box 351040, Miami, FL 33135.
7. NFPA 51B. "Fire Prevention in Cutting and Welding Processes".
8. NFPA-7. "National Electrical Code". National Fire Protection Association, Battery Park, Quincy, MA
02269.
9. CSA W117.2. "Safety in Welding, Cutting and Allied Processes". Canadian Standards Association, 178
Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.

4
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 3 : FONDEMENTS DU PROCESSUS
Le Processus de coupe exothermique SLICE fait appel à une réaction chimique exothermique qui
brûle, fond ou vaporise la plupart des matériaux. La réaction commence par un arc électrique ou
source d’énergie alternative qui provoque le brûlage d’une baguette de coupe en acier. L’oxygène
s’écoule par le centre de la baguette.
Grâce à la conception de la baguette, le brûlage produit une chaleur excessive (" exo - thermique ")
qui permet de couper la pièce à souder. Une fois amorcé, le brûlage continue aussi longtemps que de
l’oxygène arrive dans la baguette. La chaleur créée fond le matériau à couper. La vitesse à laquelle
l’oxygène passe dans la baguette souffle sur le matériau fondu, créant une saignée ou ligne de coupe.
Ce Processus d’amorçage d’un arc a mené à l’invention de la Torche oxy-arc et à la conception
d’équipement pour la Construction et le sauvetage sous-marins.
L'arc électrique qui amorce le brûlage peut provenir d’une source de courant de soudage qui produit
au moins 100 A, une batterie 12 volts d’accumulateurs au plomb ou toute autre batterie similaire de
faible impédance. Le Processus de coupe peut être exécuté sans alimentation, en n’utilisant que la
chaleur de la réaction, ou avec alimentation, en coupant avec l’arc électrique à partir d’une source
de courant de soudage fournissant davantage de chaleur.
Histoire
La baguette de coupe exothermique est une petite lance à oxygène. Un bon exemple du triangle
de combustion est un côté alimenté au carburant (la lance d’acier) ; la source d’oxygène (oxygène
pur passé dans la lance) et la chaleur de la combustion (une certaine source externe de chaleur).
Toutefois, lorsque la lance perce un bain de fusion de scories, le bain devient la source de chaleur
jusqu’à ce que la lance soit retirée, au quel point le brûlage cesse.
En 1888, un article publié décrivait le passage d’oxygène dans un tube d’acier qui chauffait le tube
jusqu’à ce qu’il devienne rouge vif. De la chaleur était produite. En 1901, Ernst Henner a déposé un
brevet allemand pour une première lance à oxygène faite de deux tubes concentriques. En 1902, la
documentation montre que la lance à oxygène remplaçait les Torches à pétrole et à gaz pour ouvrir
les perceurs de fours des hauts-fourneaux d’acier. La lance à oxygène a depuis été utilisée pour
couper la roche et les structures en béton. C’est le cas, par exemple, de la découpe de structures en
béton armé tels que les bunkers et les pièges à tanks construits en EUROPE PENDENTIF la Seconde
Guerre mondiale.
Les travailleurs ont remarqué que le moyen idéal de démarrer la lance était d’utiliser une source
d’énergie de soudage sur un matériau conducteur pour provoquer un arc et démarrer le brûlage. Ce
Processus fonctionnait bien pour la Construction, même dans la boue et l’eau.
Aux environs de 1940, la lance thermique ou lance exothermique commence à être commercialisée
comme outil de coupe. Une version souple composée d’un câble isolé fut introduite vers 1960. Mais
ce n’est qu’au début des années 80 que de plus petites lances thermiques furent conçues pour
utilisation de Torche à main, au-dessus ou au-dessous de l’eau. L’unité monobloc permet à présent
l’exposition d’une surface adéquate de la baguette à l’apport d’oxygène pour la coupe exothermique.
Arcair, une marque d'ESAB, est un leader mondial dans le domaine du retrait et du coupage de métal
; la société vend cet équipement de coupe exothermique sous le nom commercial de Arcair SLICE.

SLICE EXOTHERMIC CUTTING EQUIPMENT
5
89250840FR
SECTION 4 : ÉQUIPEMENT
4.01 Torche SLICE
La torche SLICE, un outil en forme de pistolet, constitue un moyen de fixer la baguette et de fournir
l’oxygène et l’énergie à la baguette de coupe. La torche de base comprend un câble d'alimentation
et un tuyau d'oxygène de 10 pieds (3,05 m). Le câble d’alimentation peut supporter 200 A lors d’une
opération de coupage avec alimentation. Le tuyau d'oxygène comprend un raccord d'oxygène de taille
standard et est prêt à être connecté au régulateur d'oxygène de l'utilisateur. Cette torche standard
est munie d'un protège-main flexible qui est facilement remplaçable si elle est endommagée, et la
torche est moulée à partir d'un plastique Thermo super résistant.
Une rallonge de pince de serrage de 6 po (152 mm) et une extension d’écran de 6 po (152 mm) de
diamètre sont disponibles en option pour aider à réduire l’usure ou la détérioration de la torche lors
du perçage. Un kit d’adaptateur de 3/8 po (9,5 mm) composé d’un mandrin à pince, d’un écrou de
pince de serrage, d’une rondelle et d’intercepteurs nécessaires pour adapter la torche à l’utilisation
de baguettes de coupe de 3/8 po (9,5 mm) de diamètre est également disponible.
4.02 Percuteur SLICE
Un percuteur SLICE est disponible pour la coupe sans alimentation. Le percuteur est un morceau
de plaque de cuivre isolé avec une surface dentelée. En grattant la tige contre la plaque de cuivre,
un arc est initié et le processus de découpe commence. L'usure du percuteur peut être prolongée
en utilisant la plus petite partie exposée de la plaque de cuivre et en augmentant progressivement.
SLICE Percuteur
ouvert 1"
SLICE Percuteur
ouvert 2”
SLICE Percuteur
totalement ouvert
Le percuteur SLICE est également fourni en version standard avec un câble de 10 pieds (3,05 m).
4.03 ENSEMBLES SLICE
Ensemble utilitaire SLICE®
Comprend un étui de transport robuste. Les connexions électriques (batterie de 12
volts uniquement), des cosses de batterie type languettes rendent le raccordement
simple et rapide. Tuyau d’oxygène industriel raccordé à la torche ; le tuyau d’oxygène
standard de l'industrie fournit le flambeau avec de l'oxygène et des raccords standards
sont utilisés pour connecter aux régulateurs d’oxygène.
Bloc batterie de SLICE®
Comprend un étui de transport robuste. Connexion de style connexions de puissance
à verrouillage par rotation; facile à connecter à la source d'allumage de la batterie
pour la torche et le percuteur et les connecteurs codés par couleur. Tuyau d'oxygène
industriel relié à la torche; le tuyau d'oxygène standard de l'industrie fournit à la
torche de l'oxygène, des raccords standard sont utilisés pour la connexion aux
régulateurs d'oxygène et des connexions codées par couleur.

6
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
ENSEMble industriel de SLICE®
Polyvalence dans le cas des Applications industrielles. Chariot industriel capable de
transporter une bouteille d'oxygène de 9 po de diamètre. Emballés avec les éléments
de base nécessaires pour faire un travail de coupe ; Ensemble torche SLICE - fils de 10
pi (30,47 m), percuteur, régulateur d'oxygène, chargeur de batterie et porte-électrode
de coupe. Tuyau d’oxygène industriel raccordé à la torche ; le tuyau d’oxygène standard
de l'industrie fournit le flambeau avec de l'oxygène et des raccords standards sont
utilisés pour connecter aux régulateurs d’oxygène.
Pack complet de SLICE®
Robuste mallette en aluminium, livrée avec les éléments de base nécessaires
pour exécuter une coupe. Le système de coupe autonome se prête bien aux
situations de coupure d'urgence où les secondes comptent. Poids complet
de l'unité 70 lb (31,75 kg). Compartiment de rangement avec porte battante
pour stocker des pièces pendant le transport. Connexion de style connexions
de puissance à verrouillage par rotation; facile à connecter à l'ensemble
de source d'allumage de la batterie pour la torche et le percuteur et les
connecteurs codés par couleur. Tuyau d'oxygène industriel relié à la torche;
le tuyau d'oxygène standard de l'industrie alimente la torche en oxygène.
Des raccords standard sont utilisés pour connecter des régulateurs d'oxygène.
4.04 Baguettes de coupe
Les baguettes de coupe SLICE sont faites d’acier au carbone, fabriquées en roulant une bande d'acier
à l’intérieur d’une baguette, et sont enrobées ou nues. L’enrobage est composé de stabilisateurs
d’arc et d’un liant. L’utilisation de baguettes enrobées avec alimentation présente de nombreux
avantages, dont :
• Un rendement de coupe plus efficace (plus de coupe par centimètre de baguette brûlée et plus
de coupe par minute de temps de brûlage)
• Baguette plus facile à manier
• Protection contre la combustion des côtés de la baguette, surtout lors du perçage

SLICE EXOTHERMIC CUTTING EQUIPMENT
7
89250840FR
Taille de la baguette Utilisations
1/4" x 22"
6.4 mm x 558.8 mm
Taille standard des baguettes de coupe utilisées pour une grande
variété de travaux. Recommandée pour toutes les coupes droites et la
plupart des Applications de coupe générales. Enrobé ou nu.
1/4" x 44"
6.4 mm x 1117.6 mm
Utilisé lorsqu'une plus grande longueur est nécessaire pour atteindre
la zone de coupe ou pour percer des trous dans des matériaux d'une
épaisseur supérieure à 18 "(457,2 mm). Nue.
3/8" x 18"
9.5 mm x 457.2 mm
Utilisée pour le perçage intensif de grand diamètre Enrobée ou nue.
3/8" x 36"
9.5 mm X 914.4 mm
Utilisé lorsqu'une longueur supplémentaire est nécessaire pour
terminer la coupe. Uncoated.
REMARQUE !
Toutes les torches de coupe SLICE sont prêtes à l’emploi avec des ba-
guettes de 1/4 po (6,4 mm) de diamètre. L’utilisation de baguettes de 3/8
po (9,5 mm) de diamètre requiert le kit de conversion 3/8 po (9,5 mm),
référence 94-463-032.
4.05 SLICE Composants
Art# A-13635
Figure 1: Torche SLICE

8
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
Torche SLICE
Levier de la soupape
d’oxygène
Connexion du
tuyau d’oxygène
Câble de la torche
Extrémité de torche à
assistance électrique
Écrou de pince de serrage
Raccord mâle noir
Câble du percuteur
Percuteur SLICE
Art# A-13637FR
Connecteur mâle rouge
Figure 2 : torche et percuteur SLICE
Art # A-13638FR
FAULT CHARGING CHARGED
STRIKER
TEST
TORCH
DC
IN
22-30V
Connexion Femelle
de Verrou à came
F / Torche
Connexion Femelle
de Verrou à Came
F / Gâche
Bouton de test
Entrée CC
Jauge d'état de défaut / charge
CAUTION
THIS UNIT CONTAINS A LEAD ACID BATTERY WHICH RELEASES EXPLOSIVE
HYDROGEN GAS WHEN BEING CHARGED. CHARGE THIS BATTERY ONLY IN A
VENTILATED LOCATION DESIGNATED AS A LEAD-ACID BATTERY CHARGING
AREA. DO NOT CHARGE THIS BATTERY WHILE OPERATING THIS TORCH.
Figure 3: SLICE Source d'allumage de la batterie

SLICE EXOTHERMIC CUTTING EQUIPMENT
9
89250840FR
4.06 Chargement de la source d'allumage
Il y a 3 DELs sur le panneau Source d'Ignition (FAUTE, CHARGEMENT et CHARGÉ). L'état complètement
chargé affichera toutes les DEL vertes. Pour obtenir des explications sur les affichages à DEL, se
reporter à la section 9.2, Guide d'affichage à DEL de la source d'allumage. L'adaptateur secteur AC
/ DC (réf. 96-076-043) est requis pour compléter ces étapes.
REMARQUE !
Il est recommandé que l'unité être rechargées après chaque utilisation
ou à chaque fois que l'état de charge DEL indique 50 % ou moins.
Chargement de la source d'allumage:
1. Appuyez sur le bouton TEST du panneau Source d'Ignition pour vérifier l'état. Si les voyants
DELs ne présentent pas tous les voyants verts DELs, alors procédez comme suit.
2. Insérez le connecteur de sortie de l'adaptateur d'alimentation CA / CC dans la prise d'entrée
CC du panneau Source d'allumage et branchez le cordon d'entrée de l'adaptateur secteur
dans une prise murale 120 V, 60 Hz ou 240 V 50 Hz.
3. Laissez l'appareil branché jusqu'à ce qu'il soit complètement chargé. Le temps de charge
peut être compris entre 2 et 5 heures. Sur le panneau Source d'allumage, des DELs ambre
s'afficheront à pleine charge.
4. Débranchez le connecteur de l'adaptateur d'alimentation CA / CC de la source d'allumage et
appuyez sur le bouton Test pour confirmer l'état de charge complet. Toutes les DEL seront
vertes.

10
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 5 : DONNÉES DE COUPE
Le tableau suivant vous aidera à déterminer les meilleurs réglages à effectuer pour une utilisation
spécifique ; il est le produit d’essais approfondis effectués en laboratoire sur l’équipement SLICE
en vue de déterminer les meilleurs rendements de coupe. Les résultats de coupe obtenus sur le
terrain peuvent varier en fonction des Conditions et de l’expérience de l’utilisateur. Divers usages de
l’équipement SLICE produisent différents résultats. Effectuer les réglages avant toute utilisation. Se
servir de ce tableau comme d’un guide.
De meilleurs résultats de coupe sont obtenus avec une pression d’oxygène de 80 psi (551,6 kPa).
Certaines opérations peuvent nécessiter des pressions d’oxygènes plus ou moins élevées (minimum
40 psi – 275,8 kPa, maximum 100 psi – 689,5 kPa). Une intensité supérieure à 200 A n’améliore
pas la vitesse de coupe.
Trouver le bon métal et la bonne épaisseur. Pour les métaux composites ou non énumérés, localiser
le type énuméré qui ressemble le plus au matériau à couper.
REMARQUE !
Toutes ces valeurs de coupe sont basées sur des baguettes de coupe
enrobées de 1/4 po (6,4 mm) de diamètre. Les rendements de coupe
effectués avec des baguettes nues de 1/4 po (6,4 mm) sont légère-
ment inférieurs aux valeurs énumérées dans ce tableau.
5.01 Rendements de coupe des matériaux
Type de matériau
Épaisseur du
matériau
Longueur de coupe
par pouce de
baguette utilisée
Vitesse de coupe
in(mm) in(cm) in/min cm/min
Acier au carbone
1/8 (3,2) 2,25 (5,7) 72 183
1/4 (6,4) 1,5 (3,8) 52 132
3/8 (9,5) 1,38 (3,5) 42 106
1/2 (12,7) 1,25 (3,2) 35 89
3/4 (19,1) 0,75 (1,9) 22 56
Inoxydable
1/8 (3,2) 2,0 (5,1) 65 165
1/4 (6,4) 1,13 (2,9) 36 91
Aluminium
1/4 (6,4) 1,75 (4,4) 58 147
3/8 (9,5) 1,25 (3,2) 38 97
3/4 (19,1) 0,75 (1,9) 23 58

SLICE EXOTHERMIC CUTTING EQUIPMENT
11
89250840FR
SÉLECTIONS D’ÉCHANTILLONS :
Nombre de coupes/pouces approximatif de la baguette x nombre de coupe par baguette =
coupe par baguette utilisée
Données : Coupe d’aluminium de 3/8 po (9,5 mm) avec baguette enrobée 1/4 po (6,4 mm)
3,2 cm (1,25 po) x 48,3 cm (19 po) = 60,5 cm (23,8 po). Temps d’arc minimum/coupe
approximatif = 97 cm (38 po)
Données : coupe d’acier au carbone de 1/4 po (6,4 mm) avec baguette couverte de flux de 1/4 po
3,8 cm (1,5 po) x 48,3 cm (19 po) = 72,4 cm (28,5 po) Temps approximatif de découpe / min d'arc
= 52 " (132 cm)
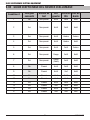
5.02 Types d’électrodes de coupe
Les rendements de coupe de ce tableau ont été obtenus en utilisant une pression d’oxygène de 551,6
kPa (80 psi) et des baguettes de coupe de 6,4 mm x 559 mm (1/4 po x 22 po). Ces rendements sont
des valeurs moyennes basées sur de multiples essais de coupe. Les rendements de coupe peuvent
varier en fonction des paramètres utilisés et l’expertise de l’opérateur.
No de pièce
Diamètre po
(mm)
Longueur
po (mm)
Enrobé ou
nu.
Quantité de
l'emballage
Débit
d'oxygène
CFM (CMM)
Temps de
combustion
(s)
42-049-002 1/4 (6,4) 22 (559) Enrobé 25 7.5 (.21) 40-45
42-049-003 1/4 (6,4) 22 (559) Enrobé 100 7.5 (.21) 40-45
43-049-002 1/4 (6,4) 22 (559) Nue 25 7.5 (.21) 40-45
43-049-003 1/4 (6,4) 22 (559) Nue 100 7.5 (.21) 40-45
43-049-005 1/4 (6,4) 44 (1117) Nue 25 7.5 (.21) 80-90
42-049-005 3/8 (9,5) 18 (457) Enrobé 50 12 (.34) 30-35
43-049-007 3/8 (9,5) 18 (457) Nue 50 12 (.34) 30-35
43-049-009 3/8 (9,5) 36 (914) Nue 25 12 (.34) 60-70
5.03 Torches de coupe SLICE
No de pièce
Taille du
câble
Longueur
du câble
d'alimentation
pieds (m)
Longueur
du tuyau
d’oxygène
pieds(mètres)
Coupe avec
alimentation
Coupe sans
alimentation
03-003-010 #1
10 (3,05) 10 (3,05)
Recommandé Peut être utilisé
03-003-011 #6
Utilisation limitée
uniquement
Recommandé
03-003-012 #10 Non recommandé Recommandé

12
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
SECTION 6 : MISE EN MARCHE
La coupe exothermique SLICE utilise la chaleur d’une réaction chimique entre une baguette en acier
non consommable et l’oxygène qui arrive par la baguette. Les informations des essais montrent qu'il
ne reste que peu ou pas d'oxygène. L’oxygène qui n’est pas utilisé dans la réaction souffle le matériau
fondu hors de la partie coupée. Cette action crée la saignée qui permet la progression de la coupe.
6.01 Coupe sans alimentation
La coupe sans alimentation utilise la chaleur de la réaction de la baguette et de l’oxygène pour
couper. Pour démarrer ce type de coupe, allumer la baguette avec une étincelle produite par une
batterie de 12 volts ou une source de courant de soudage capable de fournir une densité électrique
de 100 A. Une fois que l’étincelle a allumé la baguette, le circuit électrique est rompu et la chaleur
de la réaction fond le matériau et le coupe.
Batterie
+ -
Torche Slice
Percuteur
Approvisionnement
d’oxygène
Art# A-13639FR
Figure 4 : Coupe sans alimentation
La coupe sans alimentation peut être effectuée dans les zones éloignées. L'équipement de support
et les sources d’alimentation encombrantes ne sont pas nécessaires.
1. Connecter la torche à l’une des bornes de la batterie 12 volts ou à la source d’alimentation
de soudage de courant constant, puis connecter le percuteur ou une plaque de percuteur à
l’autre borne. En cas d'utilisation d'une source de courant de soudage, régler le niveau de
sortie sur 100 A.
2. Ouvrir l’alimentation d’oxygène et ajuster le régulateur à la bonne pression de fonctionnement.
Insérer la baguette de coupe dans la pince de serrage et serrer l'écrou de la pince.
3. Taper la baguette de coupe sur une surface dure et non mise à la terre afin de caler la
baguette dans la torche
4. Appuyer sur le levier du robinet d'oxygène de la torche et vérifier si l’oxygène s’écoule autour
de la bague de la pince de serrage.

SLICE EXOTHERMIC CUTTING EQUIPMENT
13
89250840FR
REMARQUE !
Si de l’oxygène continue de s’écouler, répéter la procédure jusqu’à ce
qu’il n’y ait plus de fuite d’oxygène.
5. Placer la torche dans une main et le percuteur dans l’autre. Appuyer sur le levier d’oxygène
et toucher la baguette avec le percuteur.
6. Une fois que la baguette est allumée, retirer le percuteur puis déplacer la baguette brûlante
sur la pièce à couper.
REMARQUE !
Maintenir la baguette de coupe à un angle de traîne de 45° à 80° par
rapport à la surface de la pièce à souder. L’angle dépend de l’épais-
seur et du type de matériau à couper.
7. Établissez un léger contact entre la pointe de la baguette brûlante et l'ouvrage pendant la
coupe Ce placement nécessite deux mouvements :
a. En profondeur vers l'ouvrage au fur et à mesure que la baguette se consume
b. Dans le sens de la coupe
Utiliser une visière de protection n° 5 car il n’y a pas d’arc électrique.
6.02 Coupe avec alimentation
La coupe avec alimentation nécessite un arc électrique généré par une source d’alimentation de
soudage et accroît la chaleur créée exothermiquement. Presque toutes les sources d’alimentation
de soudage à courant constant peuvent être utilisées pour la coupe exothermique avec alimentation.
La coupe avec alimentation est plus rapide que la coupe sans alimentation.
Art# A-13111FR_AB
Torche SLICE
Approvisionnement
d’oxygène
+
-
Pièce à souder
Pince de mise à la terre
Alimentation électrique
Figure 5 : Coupe avec alimentation

14
SLICE EXOTHERMIC CUTTING EQUIPMENT
89250840FR
!
MISE EN GARDE
Les alimentations à courant constant ne doivent pas être utilisées avec
un équipement de coupe exothermique. Lorsque la baguette de coupe
exothermique entre en contact avec l'ouvrage, l’alimentation est parfaite-
ment Court-circuitée, ce qui provoque une sortie d'intensité maximum du
bloc d'alimentation. Cette surtension peut excéder la puissance nominale
de la machine et l’intensité recommandée pour la coupe exothermique avec
alimentation.
1. Connectez la torche à une borne, puis connectez une pince soudante de masse à l'autre
borne d'une source de courant de soudage CC (courant constant).
2. Attacher la prise de masse à la pièce à souder. À la différence des autres processus, celui-ci
utilise une source d’alimentation de soudage réglée sur DCEP (polarité inverse) ou DCEN
(polarité normale) Il est également possible d’utiliser des sources d’alimentation c.a. (courant
alternatif) sans que cela affecte la performance de coupe. Ne pas effectuer de coupe avec
alimentation en vous servant d'une source d'alimentation potentiostatique.
3. Insérer la baguette de coupe dans la pince de serrage et la serrer. Ouvrir le flux d’oxygène,
toucher la pièce à souder de la pointe de la baguette, et commencer la coupe Maintenir la
baguette de coupe à un angle de traîne de 45° à 80° par rapport à la surface de la pièce à
souder.
4. Appuyer sur le levier du robinet d'oxygène de la torche et vérifier si l’oxygène s’écoule autour
de la bague de la pince de serrage.
5. Pendant la coupe, établir un léger contact entre la baguette brûlante et la pièce à souder.
Ce placement nécessite deux mouvements :
a. En profondeur vers l'ouvrage au fur et à mesure que la baguette se consume
b. Dans le sens de la coupe
Utiliser une visière de protection n° 10 ou plus afin de vous protéger de l’éclair d’arc.
6.03 Percer des trous
Effectuer la plupart des opérations de perçage sans alimentation.
1. Déposer la bague de la pince de serrage à l'avant de la torche et déposer la bague en laiton,
la rondelle et le pare-étincelles de la torche.
2. Fixer la pince de montage de rallonge sur l'extrémité avant de la torche. Après le serrage,
ré-installer le pare-étincelles, la rondelle et la bague de serrage en laiton sur l'ensemble.
3. Glisser la rallonge de protection au-dessus de la pince de montage de rallonge jusqu'à ce
qu'elle bute contre l'anneau en métal de l'ensemble.
4. Réinstaller l'écrou de serrage sur la rallonge de pince de serrage.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































Arcair SLICE® NEW Exothermic Cutting Equipment Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Documents connexes
-
Arcair SLICE® Exothermic Cutting Equipment Manuel utilisateur
-
 Arcair SLICE® NEW Exothermic Cutting Equipment Manuel utilisateur
Arcair SLICE® NEW Exothermic Cutting Equipment Manuel utilisateur
-
-
Arcair CSK4000 Air Carbon-Arc Manual Gouging Torch Manuel utilisateur
-
Arcair Air Carbon-Arc Manuel utilisateur
-
-
-
Arcair N7500 Gouging System Manuel utilisateur
