ESAB Origo™Feed 304 M13u Manuel utilisateur
- Catégorie
- Fers à souder
- Taper
- Manuel utilisateur

Origo™
Manuel d’instructions
0461 284 131 CA 20181228
Valid for: serial no. 623-xxx-xxxx
Feed304M13u

TABLE DES MATIÈRES
0461 284 131 © ESAB AB 2018
1
RESPONSABILITÉ DE L'UTILISATEUR .................................................... 3
2
INTRODUCTION.......................................................................................... 4
3
CARACTÉRISTIQUES TECHNIQUES........................................................ 5
4
INSTALLATION............................................................................................ 6
4.1 Instructions de levage ........................................................................... 6
5
FONCTIONNEMENT.................................................................................... 7
5.1 Raccords et appareils de commande................................................... 9
5.2 Procédure de démarrage ....................................................................... 9
5.3 Exemples de fonctions .......................................................................... 10
5.4 Pression du dévidoir.............................................................................. 10
5.5 Remplacement / chargement du fil....................................................... 11
5.6 Remplacement des galets d'alimentation. ........................................... 11
6
ENTRETIEN ................................................................................................. 13
6.1 Contrôle et nettoyage............................................................................. 13
7
COMMANDE DE PIÈCES DE RECHANGE ................................................ 15
DIAGRAMME....................................................................................................... 16
RÉFÉRENCES POUR COMMANDE................................................................... 18
PIÈCES USÉES ................................................................................................... 19
ACCESSOIRES ................................................................................................... 22
Sous réserve de modifications techniques sans avertissement préalable.

1 RESPONSABILITÉ DE L'UTILISATEUR
0461 284 131
- 3 -
© ESAB AB 2018
1 RESPONSABILITÉ DE L'UTILISATEUR
PRUDENCE!
Ces INSTRUCTIONS sont destinées aux opérateurs expérimentés. Si vous ne
connaissez pas parfaitement bien les principes de fonctionnement et les règles de
sécurité relatifs aux équipements de soudage à l'arc, nous vous encourageons
fortement à lire notre livret intitulé "Precautions and Safe Practices for Arc, Cutting
and Gouging", formulaire52-529. NE PAS AUTORISER de personnes non formées à
installer, utiliser ou entretenir cet équipement. NE PAS tenter d'installer ou d'actionner
cet équipement avant d'avoir lu et compris la totalité de ces instructions. Si vous ne
comprenez pas parfaitement ces instructions, prière de contacter votre fournisseur
pour de plus amples renseignements. Assurez-vous d'avoir lu les règles de sécurité
avant d'installer ou d'utiliser cet équipement.
L'équipement est conçu pour fonctionner conformément aux instructions du manuel, aux
étiquettes et/ou insertions, s'il est installé, utilisé, entretenu et réparé selon les
recommandations fournies. L'équipement doit être contrôlé régulièrement. Tout équipement
défaillant ou mal entretenu ne doit pas être utilisé. Remplacer immédiatement les pièces
cassées, manquantes, usées, déformées ou contaminées. Lorsqu'une réparation ou un
remplacement s'avère nécessaire, le fabricant recommande de s'adresser par téléphone ou
par écrit au distributeur agréé pour obtenir des conseils d'entretien.
Aucune intervention ne peut être exécutée sur cet équipement ou ses pièces sans l'accord
écrit préalable du fabricant. L'utilisateur est seul responsable de tout dysfonctionnement
consécutif à une utilisation inappropriée, une maintenance erronée, des dommages, des
réparations incorrectes ou autres interventions par toute personne non agréée par le
fabricant.

2 INTRODUCTION
0461 284 131
- 4 -
© ESAB AB 2018
2 INTRODUCTION
Nouvelle appellation des dévidoirs:
Le dévidoir Feed304 avec panneau de commande M13u
est conçu pour le soudage MIG-MAG. Il doit être utilisé
avec les générateurs d’alimentation MTS 3500i et 653
CC/CV d’une impressionnante polyvalence de réglage.
Le dévidoir est étanche et comprend des mécanismes
d’alimentation à quatre galets motorisés ainsi que
l’électronique de commande.
Il peut être utilisé avec du fil provenant d’un MarathonPac
d'ESAB ou d’une bobine de fil(Ø 12po standard).
Le dévidoir peut être placé sur le générateur, suspendu
au-dessus du lieu de travail, installé sur un bras de
support ou posé sur le sol avec ou sans roues.

3 CARACTÉRISTIQUES TECHNIQUES
0461 284 131
- 5 -
© ESAB AB 2018
3 CARACTÉRISTIQUES TECHNIQUES
Feed 304
Alimentation 42V, 50-60Hz
Puissance requise 336VA
Courant moteur I
max
8A
Données de réglage
Vitesse de dévidage 6,2 à 82pi/min (1,9 à 25m/min)
Temps de remonte de l’arc (Burn-back time) 0 à 0,5s
Démarrage progressif ARRÊT ou MARCHE
2/4temps 2temps ou 4temps
Raccordement de la torche EURO
Diamètre max. de la bobine de fil 300mm (11,8po)
Dimensions du fil 0,02 à 0,06po(0,6 à 1,6mm)
Poids 25,4lbs(11,5kg)
Dimensions (l×l×h) 15,0×10,8×15,7po (380×275×400mm)
Température de fonctionnement 14 à 104°F (-10 à +40°C)
Température de fonctionnement -4 à 131°F (-20 à +55°C)
Gaz de protection Tous les modèles sont conçus pour le
soudage MIG/MAG.
Pression max. 73PSI (5bars)
Charge maximale permise à
Facteur de marche 60% 630A
Indice de protection IP2X*
Facteur de marche
Le facteur de marche correspond au pourcentage d'une période de 10minutes pendant
laquelle le soudage ou la découpe est possible à une certaine charge sans provoquer de
surcharge. Le facteur de marche est valable à 40°C (104°F), ou à une température
inférieure.
Indice de protection
Le code IP correspond à la classe de protection, c’est-à-dire au niveau d’étanchéité à l’eau
ou à d’autres éléments.
Les équipements portant l'indication IP2X sont conçus pour une utilisation en intérieur.
*IP23 est compatible avec la protection de bobine nº de pièce: 0458 674 880.

4 INSTALLATION
0461 284 131
- 6 -
© ESAB AB 2018
4 INSTALLATION
L'installation doit être confiée à un professionnel.
ATTENTION!
Pour les travaux de soudage dans des milieux à risques électriques élevés, seuls des
générateurs adaptés à l'environnement doivent être utilisés. Ces générateurs sont
identifiés par le symbole .
4.1 Instructions de levage
PRUDENCE!
Pour éviter les blessures ou les dommages à l'équipement, suivez la méthode et
respectez les points d'attaches indiqués ici.
Les références de commande pour les œillets de levage sont répertoriées au chapitre
«ACCESSOIRES».
REMARQUE!
En cas d’utilisation d’un autre dispositif de montage, isolez celui-ci du dévidoir.
PRUDENCE!
Si l'équipement et placé sur une surface ayant un angle d'inclinaison supérieur à 10°,
un basculement peut survenir. Des blessures et/ou des dommages matériels
conséquents sont également possibles.

5 FONCTIONNEMENT
0461 284 131
- 7 -
© ESAB AB 2018
5 FONCTIONNEMENT
Les règles de sécurité générale relatives à la manipulation de l'équipement sont
indiquées dans le chapitre «Sécurité» de ce manuel. Lire ce chapitre de A à Z avant
de commencer à utiliser l'équipement!
ATTENTION!
Afin d'éviter l'électrocution, ne touchez ni le fil de l'électrode, ni les pièces en contact
avec elle, ni les connexions ou câbles non isolés.
ATTENTION!
Veiller à ce que les panneaux latéraux restent fermés pendant l'opération.
ATTENTION!
Pour éviter que la bobine ne glisse
du moyeu: bloquer la bobine en
tournant le bouton rouge
conformément aux indications de
l'étiquette de sécurité apposée à
côté du moyeu.
ATTENTION!
La prudence est de rigueur pour éviter les blessures
provoquées par les pièces en mouvement.
ATTENTION!
Le dévidoir est susceptible de basculer s'il est équipé d'un bras servant de
contrepoids. Assurer la stabilité de l'équipement, surtout lorsqu'il est utilisé sur des
surfaces irrégulières ou en pente.

5 FONCTIONNEMENT
0461 284 131
- 8 -
© ESAB AB 2018
ATTENTION!
Risque d'écrasement lors du remplacement de la
bobine de fil!
Ne pas utiliser de gants de sécurité lors de
l'insertion du fil à souder entre les galets
d'alimentation.
ATTENTION!
Avant d'établir toute connexion entre le dévidoir et l'unité d'alimentation de soudage,
mettre l'unité d'alimentation de soudage et le dévidoir hors tension.
ATTENTION!
S'assurer que cette connexion soit correctement isolée avant de la mettre sous
tension. Les câbles et pièces non isolées peuvent créer des arcs en entrant en
contact avec une surface mise à la terre. L'arc peut blesser les yeux et causer un
incendie. Tout contact corporel avec un connecteur de câble de soudage dénudé ou
un conducteur non protégé peut entraîner une décharge, qui peut être mortelle.
ATTENTION!
Avant de commencer le soudage, éviter tout contact du fil de soudage avec une
surface métallique mise à la terre. Le fil de soudage devient chaud sous l'effet de
l'électricité lorsque le contact secondaire est fermé. Ne pas approcher les mains des
galets d'entraînement, car ceux-ci commencent à tourner dès qu'on appuie sur la
gâchette de la torche.
ATTENTION!
Lorsque l'alimentation électrique est en position MARCHE, et que la gâchette de la
torche est enfoncée, le fil de l'électrode chauffe sous l'effet de l'électricité et les galets
d'entraînement sont activés. Ne pas toucher le fil. Cela pourrait entraîner une
décharge mortelle. S'il n'y a pas de soudage en cours, ne pas permettre au fil d'entrer
en contact avec une surface métallique mise à la terre pour éviter la formation d'un
arc. Ne pas s'approcher des galets d'entraînement et des mécanismes moteurs.
ATTENTION!
Avant toute tâche de soudage, il est impératif de mettre des vêtements de protection
(veste et gants de soudage) et de protéger ses yeux (lunettes et/ou casque de
soudage). Le non-respect de cette directive peut entraîner de sérieuses blessures.
ATTENTION!
Si l'afflux de gaz inerte n'est pas coupé et que l'espace est confiné, une accumulation
d'émanations peut se produire et chasser l'oxygène.
PRUDENCE!
Ne pas éteindre l'arc en éloignant la torche de la zone de soudage. Relâcher la
gâchette de la torche pour cesser de souder avant de retirer la torche.

5 FONCTIONNEMENT
0461 284 131
- 9 -
© ESAB AB 2018
REMARQUE!
Déplacer l'équipement par la poignée prévue à cet effet. Ne jamais tirer l'équipement
par la torche de soudage.
5.1 Raccords et appareils de commande
1. Bouton de réglage de la tension 6. Interrupteur 2temps / 4temps
2. Commutateur de marche fractionnée ou
de purge de gaz
7. Bouton de réglage du temps de remonte
de l’arc
3. Interrupteur pour démarrage
progressifMARCHE/ARRÊT
8. Raccordement pour le courant de soudage
venant du générateur (OKC)
4. Bouton de réglage de la vitesse de
dévidage
9. Raccordement pour câble de contrôle
venant du générateur
5. Raccord pour torche de soudage 10. Raccord pour gaz inerte
PRUDENCE!
S'assurer que la torche choisie est d'un calibre adapté au courant de soudage utilisé,
que sa gaine est de la bonne taille et adaptée, que le tube contact et le tube de
guidage sont adéquats.
5.2 Procédure de démarrage
Au début du dévidage, le générateur génère une tension de soudage.
Si aucun courant de soudage n'est produit dans les trois secondes qui suivent, le générateur
cesse de générer la tension de soudage. Le dévidage se poursuit tant que la torche de
soudage est éteinte.

5 FONCTIONNEMENT
0461 284 131
- 10 -
© ESAB AB 2018
5.3 Exemples de fonctions
Temps de remonte de l’arc (Burn-back time)
Le burn-back est l'intervalle entre le moment où le dévidage du fil commence à
ralentir et le moment où le générateur interrompt la tension de soudage. Si le
temps de remonte est trop court, le fil d'apport dépasse et risque d'adhérer au
bain de fusion lorsque celui-ci se solidifie. Si le temps de remonte est trop long,
le dépassement sera plus court, mais l'arc risque de revenir sur l'embout de
contact.
Marche fractionnée
Utilisée pour alimenter en fil sans activer la tension de soudage
Purge de gaz
Utilisée pour mesurer le débit de gaz ou pour purger les conduites de gaz et en
chasser l’air et l’humidité avant de commencer à souder. Cette fonction est
exécutée lorsque la tension et l’alimentation en fil sont désactivées.
2temps
Avec la fonction 2temps, le pré-débit de gaz (si activé) commence dès que l'on
actionne la gâchette de la torche de soudage. Le processus de soudage
commence ensuite. Lorsque la gâchette est relâchée, le soudage s'arrête
complètement et un post-débit de gaz est émis (si la fonction est sélectionnée).
4 temps
L'option 4temps signifie que le flux de gaz commence dès qu'on appuie sur la
gâchette de la torche de soudage et le dévidage dès qu'on la relâche. Le
soudage continue jusqu'à une nouvelle pression sur la gâchette; le dévidage
s'arrête alors et, lorsque la gâchette est relâchée, le post-flux de gaz est émis (si
la fonction est sélectionnée).
Démarrage progressif
Un démarrage progressif dévide le fil à 50% de sa vitesse normale, jusqu'à ce
qu'un contact électrique soit établi avec la pièce à souder.
Vitesse de dévidage
Cette fonction permet de régler la vitesse de dévidage du fil en m/minute.
5.4 Pression du dévidoir
Commencer par vous assurer que le fil se déplace librement dans le guide-fil. Régler ensuite
la pression des galets du dévidoir. Celle-ci doit rester modérée.

5 FONCTIONNEMENT
0461 284 131
- 11 -
© ESAB AB 2018
Pour vérifier si la pression est correcte, tester le dévidage contre un objet isolé, par exemple
une planche de bois.
Lorsque la torche de soudage est maintenue à environ 5mm (0,2po) de la planche
(figure1), les galets doivent patiner.
En tenant la torche de soudage à environ 50mm (2po) de la planche, le fil doit sortir et se
courber (figure2).
5.5 Remplacement / chargement du fil
• Ouvrez le panneau latéral.
• Déconnecter le capteur de pression en le repliant vers l’arrière.
Les galets de pression glissent vers le haut.
• Dégager le nouveau fil sur 4 à 8po.
Avant d’insérer le nouveau fil dans le dévidoir, s’assurer que son extrémité soit lisse,
sans bavures ni aspérités.
• Veiller à ce que le fil soit correctement engagé dans la rainure du galet et dans le bec
de sortie ou dans le guide-fil.
• Sécurisez le capteur de pression.
• Fermez le panneau latéral.
5.6 Remplacement des galets d'alimentation.
• Ouvrez le panneau latéral.
• Déconnecter le capteur de
pression (1) en le repliant vers
l’arrière.
Les galets de pression glissent
vers le haut.
• Pour déconnecter les galets de
pression(2), retirez l’axe(3) en
lui donnant ¼ de tour vers la
droite.
Les galets se déconnectent.
• Pour déconnecter les galets
d’alimentation(4), les retirer en
enlevant les boulons(5).
Lors de l'installation, répétez les
étapes ci-dessus dans le sens
inverse.

5 FONCTIONNEMENT
0461 284 131
- 12 -
© ESAB AB 2018
Choix de la rainure dans les
galets
Faire tourner le galet manuellement jusqu’à ce que la rainure appropriée soit face à vous.

6 ENTRETIEN
0461 284 131
- 13 -
© ESAB AB 2018
6 ENTRETIEN
ATTENTION!
S'assurer que le circuit de dérivation ou le sectionneur d'arrivée est en position
ARRÊT ou que les fusibles du circuit de puissance absorbée sont retirés de
l'alimentation principale de l'unité d'alimentation avant de procéder à toute tâche
d'inspection ou autre à l'intérieur du dévidoir. Positionner l'interrupteur de la machine
de soudage sur ARRÊT ne supprime pas toute l'alimentation électrique à l'intérieur de
l'équipement.
ATTENTION!
L'inspection, le dépannage et la réparation de cet équipement doivent être réalisés
par une personne compétente dotée au moins d'une expérience générale en matière
d'entretien et de réparation d'équipement électronique semiconducteur. L'entretien et
la réparation ne doivent pas être réalisés par une personne n'ayant pas de telles
qualifications.
PRUDENCE!
Toute promesse de garantie de la part du fournisseur cesse d'être applicable si le
client tente la moindre action pour réparer lui-même un défaut du produit durant la
période de garantie.
REMARQUE!
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
6.1 Contrôle et nettoyage
ATTENTION!
Si un câble ou des pièces non isolées ne sont pas remplacés, un arc électrique causé
par un câble dénudé ou une pièce entrant en contact avec une surface mise à la terre
peut blesser des yeux non protégés ou causer un incendie. Tout contact corporel avec
un câble dénudé, un connecteur ou un conducteur non protégé peut entraîner une
décharge, qui peut être mortelle.
Dévidoir
Vérifier régulièrement que le dévidoir n'est pas colmaté.
• Le nettoyage et le remplacement des pièces usées du mécanisme de dévidage doivent
s'effectuer à intervalles réguliers pour que le soudage soit efficace.
REMARQUE!
Une pré-tension trop forte peut provoquer une usure anormale des galets de pression,
du dévidoir et du guide-fil.

6 ENTRETIEN
0461 284 131
- 14 -
© ESAB AB 2018
Moyeu de frein
Le moyeu est livré réglé. Si un réajustement
s'avère nécessaire, suivre les instructions
ci-dessous. Régler le moyeu pour que le fil
ne soit pas tendu lorsque le dévidage
s'arrête.
Réglage du couple de freinage:
• Tourner la poignée rouge en position
verrouillée.
• Introduire un tournevis dans les
ressorts du moyeu.
• Pour réduire le couple de freinage, tourner dans le sens des aiguilles d'une montre.
• Pour augmenter le couple de freinage, tourner dans le sens inverse des aiguilles d'une
montre.
REMARQUE!
Une torsion identique doit être appliquée sur les deux ressorts.
Torche de soudage
• Pour un dévidage sans problème, nettoyer et remplacer régulièrement les pièces de la
torche de soudage usées. Nettoyer régulièrement à l'air comprimé la tuyère de contact
et le guide-fil.

7 COMMANDE DE PIÈCES DE RECHANGE
0461 284 131
- 15 -
© ESAB AB 2018
7 COMMANDE DE PIÈCES DE RECHANGE
PRUDENCE!
Ne pas procéder à des réparations sur l'équipement sans être qualifié pour le faire, tel
que cela est décrit à la section relative à la maintenance.
Le dévidoir Feed 3004 est conçu et testé conformément aux normes internationales
et européennes IEC-/EN60974-5 et IEC-/EN60974-10. Il est dans l'obligation de l'unité
du service responsable de l'entretien ou de la réparation de s'assurer que le produit
demeure conforme auxdites normes.
Lors des commandes de pièces de rechange, mentionner le numéro et la désignation,
comme illustré. Toujours renseigner la série ou le numéro de série de l’unité sur laquelle
l’élément doit être installé. Le numéro de série est gravé sur la plaque signalétique.

DIAGRAMME
0461 284 131
- 16 -
© ESAB AB 2018
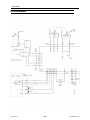
DIAGRAMME

DIAGRAMME
0461 284 131
- 17 -
© ESAB AB 2018

RÉFÉRENCES POUR COMMANDE
0461 284 131
- 18 -
© ESAB AB 2018
RÉFÉRENCES POUR COMMANDE
Ordering no. Denomination Type
0459 115 860 Wire feed unit Origo Feed 304, M13u
0459 839 060 Spare parts list Feed 304

PIÈCES USÉES
0461 284 131
- 19 -
© ESAB AB 2018
PIÈCES USÉES
Item Ordering no. Denomination Notes Wire type Wire dimensions
HI1 0455 072 002 Intermediate nozzle Fe, Ss & cored
0456 615 001 Intermediate nozzle Al
HI2 0469 837 880 Outlet nozzle Fe, Ss & cored Ø 2.0mm (0.080in.)
steel for 0.6–1.6mm
(0.023–0.063in.)
0469 837 881 Outlet nozzle Al Ø 2.0mm (0.080in.)
plastic for 0.8–1.6mm
(0.030–0.063in.)
HI3 0191 496 114 Key
HI4 0215 701 007 Locking washer
HI5a 0459 440 001 Motor gear euro Drive gear
Item Ordering no. Denomination Wire
type
Wire dimensions Groove
type
Roller
markings
HI5b 0459 052 001 Feed/pressure rollers Fe, Ss
& cored
Ø 0.6 &0.8mm
(0.023 & 0.030in.)
V 0.6 S2
&0.8S2
0459 052 002 Feed/pressure rollers Fe, Ss
& cored
Ø 0.8 &1.0mm
(0.030 & 0.039in.)
V 0.8 S2
&1.0S2
0459 052 003 Feed/pressure rollers Fe, Ss
& cored
Ø 0.9/1.0 &1.2mm
(0.035/0.039 &
0.045in.)
V 1.0 S2
&1.2S2
0459 052 013 Feed/pressure rollers Fe, Ss
& cored
Ø 1.4 &1.6mm
(0.055 & 0.063in.)
V 1.4 S2
&1.6S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 &1.2mm
(0.035/0.039 &
0.045in.)
V-
Knurled
1.0 R2
&1.2R2
0458 825 010 Feed/pressure rollers Cored Ø 1.2 & 1.2mm
(0.045 & 0.045in.)
V-
Knurled
1.2 R2
&1.2R2
0458 825 002 Feed/pressure rollers Cored Ø 1.2 &1.4mm
(0.045 & 0.055in.)
V-
Knurled
1.2 R2
&1.4R2
0458 825 003 Feed/pressure rollers Cored Ø 1.6mm
(0.063in.)
V-
Knurled
1.6 R2
&2.0R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 &0.9/1.0mm
(0.030 &
0.035/0.039in.)
U 0.8 A2
&1.0A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 &1.2mm
(0.039 & 0.045in.)
U 1.0 A2
&1.2A2
0458 824 003 Feed/pressure rollers Al Ø 1.2 &1.6mm
(0.045 & 0.063in.)
U 1.2 A2
&1.6A2
Only use pressure and feed rollers marked A2, R2 or S2.
The rollers are marked with wire dimension in mm, some are also marked with inch.

PIÈCES USÉES
0461 284 131
- 20 -
© ESAB AB 2018
Item Ordering no. Denomination Notes
HI6 Washer Ø 16/5×1
HI7 Screw M4×12
HI8 Screw M6×12
HI9 Washer Ø 16/8.4×1.5
HI10 0469 838 001 Cover
HI11 0458 722 880 Axle and Nut
HI12 0459441880 Gear adapter
HI13 0455 049 001 Inlet nozzle Ø 3mm (0.12in.) for 0.6-1.6mm (0.023–0.063in.)
Fe, Ss, Al and cored wire
HI14 0458 999 001 Shaft
HI15 Nut M10
HI16 0458 748 002 Insulating washer
HI17 0458 748 001 Insulating bushing
Item Ordering no. Denomination Wire type Wire dimensions
HI18 0156 602 001 Inlet nozzle Fe, Ss, Al & cored Ø 2mm (0.080in.) plastic for
0.6–1.6mm (0.023–0.063in.)
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire
must be used, It is recommended to use 3m (10ft) long welding torch for aluminium wire,
equipped with appropriate wear parts.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Origo™Feed 304 M13u Manuel utilisateur
- Catégorie
- Fers à souder
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB RoboFeed 3004w Manuel utilisateur
-
-
-
-
-
ESAB Warrior™ YardFeed 200 Manuel utilisateur
-
-
ESAB RoboFeed 3004HW, FeedControl 3004HW Manuel utilisateur
-
-