
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO Pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE Page 12
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE Seite.22
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL Page 33
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO Pag. 44
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO Pag. 55
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE Sivu. 66
DK -NSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING Side . 76
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE Seite. 86
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS Sid . 97
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel. 107
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten : 118÷135
10/11/2015
3.300.911/G

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUE-
STO MANUALE E CONSERVARLO, PER TUTTA LA VITA
OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'u-
tilizzatore deve essere istruito contro i rischi, di seguito
riassunti, derivanti dalle operazioni di saldatura. Per
informazioni più dettagliate richiedere il manuale cod
3.300.758
SCOSSA ELETTRICA - Può uccidere.
• Installate e collegate a terra la saldatrice secon-
do le norme applicabili.
• Non toccare le parti elettriche sotto tensione o
gli elettrodi con la pelle nuda, i guanti o gli indumenti
bagnati.
• Isolatevi dalla terra e dal pezzo da saldare.
• Assicuratevi che la vostra posizione di lavoro sia sicu-
ra.
FUMI E GAS - Possono danneggiare la salute.
• Tenete la testa fuori dai fumi.
• Operate in presenza di adeguata ventilazione
ed utilizzate aspiratori nella zona dell’arco onde
evitare la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare
la pelle.
• Proteggete gli occhi con maschere di saldatura
dotate di lenti filtranti ed il corpo con indumenti
appropriati.
• Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
• Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utiliz-
zare idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
PACE MAKER
• I campi magnetici derivanti da correnti elevate posso-
no incidere sul funzionamento di pacemaker. I portatori
di apparecchiature elettroniche vitali (pacemaker)
dovrebbero consultare il medico prima di avvicinarsi
alle operazioni di saldatura ad arco, di taglio, scriccatura
o di saldatura a punti.
ESPLOSIONI
• Non saldare in prossimità di recipienti a pres-
sione o in presenza di polveri, gas o vapori esplo-
sivi. · Maneggiare con cura le bombole ed i rego-
latori di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma armonizzata IEC 60974-10 e deve
essere usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
2 DESCRIZIONI GENERALI
L'apparecchio Sound Mig 5040/D Pulse è un impianto
multiprocesso idoneo alla saldatura MIG/MAG pulsato
sinergico, MIG/MAG non pulsato sinergico, MIG/MAG
convenzionale, TIG (DC) con accensione a contatto del-
l'arco ed MMA, realizzato con tecnologia ad inverter. La
saldatrice è fornita completa di carrello trainafilo WF4/P
con motoriduttore a quattro rulli e di gruppo di raffredda-
mento GR52.
L'apparecchio può essere utilizzato solo per gli impieghi
descritti nel manuale.
L'apparecchio non deve essere utilizzato per sgelare i
tubi.
2.1 GENERATORE
2.1.1 Spiegazione dei dati tecnici
IEC 60974.1 La saldatrice è costruita secondo queste
IEC 60974.10 norme internazionali.
N°. Numero di matricola da citare per ogni
richiesta relativa alla saldatrice.
Convertitore statico di frequenza trifase
Trasformatore-raddrizzatore.
MIG Adatto per saldatura MIG-MAG.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui la saldatrice può lavorare
ad una determinata corrente senza surri-
scaldarsi.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
3
~
f
1
f
2
MANUALE DI ISTRUZIONE PER SALDATRICE A FILO

U1. Tensione nominale di alimentazione
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz
I
1
Max Corrente max. assorbita alla corrispondente
corrente I
2
e tensione U
2
.
I
1
eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla
portata del fusibile (di tipo ritardato) da utiliz-
zare come protezione per l’ apparecchio.
IP23 C. Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio è idoneo a lavorare
all’esterno sotto la pioggia. La lettera addi-
zionale C significa che l’apparecchio è
protetto contro l’accesso di un utensile (Ø2,5
mm) alle parti in tensione del circuito di
alimentazione.
Idonea a lavorare in ambienti con rischio
accresciuto.
N.B: La saldatrice è inoltre stata progettata per lavora-
re in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
S
3
2.1.2 Descrizione del generatore (Fig. 1)
BO - Pr
esa:
In saldatura MIG, collegare il connettore del cavo di
massa. In caso di saldatura TIG collegare il connettore
volante del cavo di potenza della connessione generato-
re/carrello
BP - Connettore:
Connettore tipo DB9 (RS 232) da utilizzare per aggiorna-
re i programmi dei microprocessori.
BR - Presa:
In saldatura MIG, collegare il connettore volante del cavo
di potenza (polo +) della connessione generatore/carrello
BS - Connettore:
Collegare il connettore del cavo dei servizi della connes-
sione generatore/carrello.
BU - Interruttore ON/OFF.
BV - Cavo di alimentazione.
2.2 CARRELLO TRAINAFILO
2.2.1 Descrizione del carrello (Fig. 1)
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

4
BA - Attacco centralizzato:
Collegare la torcia di saldatura MIG oppure TIG
BB - Connettore:
Per il collegamento dei comandi a distanza. Tra i pin 4 e
5 è disponibile un contatto pulito che si chiude all'accen-
sione dell'arco (Arc On).
Tra i pin 1 e 9 è possibile comandare l'inizio e l'arresto
della saldatura.
BC - Supporto:
Supporto per la torcia di saldatura.
BD - Connettore:
Collegare il connettore del cavo dei servizi della connes-
sione generatore/carrello.
BE - Raccordo tubo gas:
Collegare il tubo gas della connessione generatore/car-
rello.
BF - Presa:
Collegare il connettore volante del cavo di potenza della
connessione generatore/carrello.
BG - Apertura:
Asola per il passaggio dei tubi di raffreddamento.
BH - Rubinetti ad innesto rapido:
Collegare i tubi rosso e blu della connessione generatore/
carrello. NB Rispettare i colori dei tubi e dei rubinetti.
BI - Rubinetti ad innesto rapido:
Collegare i tubi fuoriuscenti dalla eventuale torcia raffred-
data ad acqua. NB Rispettare i colori dei tubi e dei rubi-
netti
BJ - Sportello.
BL - Copertura bobina filo.
BM - Supporto bobina:
Idoneo per bobine standard fino a Ø 300 mm, 16 Kg.
BN - Manopola regolazione:
Mediante questa manopola regolare la pressione dei rulli
trainafilo sul filo di saldatura. NB: regolare a valori minimi
nel caso di saldatura dell'alluminio.
2.3 GRUPPO DI RAFFREDDAMENTO
Questo gruppo di raffreddamento è stato progettato per
raffreddare le torce utilizzate per la saldatura TIG e
MIG/MAG.
Deve essere utilizzato esclusivamente con questo gene-
ratore.
2.3.1 Spiegazione dati tecnici
U1 Tensione nominale di alimentazione
1x400V Alimentazione monofase
50/60 Hz Frequenza
I1max Corrente massima assorbita
Pmax Pressione massima
P (1l/min) Potenza refrigerante misurata a 1L/min
2.3.2 DESCRIZIONE DELLE PROTEZIONI
2.3.2.1 Protezione pressione liquido refrigerante.
Questa protezione è realizzata mediante un pressostato,
inserito nel circuito di mandata del liquido, che comanda
un microinterruttore. La pressione insufrficente è segna-
lata, con la sigla H2O lampeggiante, dal display O (vedi
istruzioni pannelli di comando).
2.3.2.2 Fusibile (T 1,6A/400V-Ø 6,3x32).
Questo fusibile è stato inserito a protezione della pompa
ed è collocato sul circuito di controllo posto all'interno del
gruppo.
2.3.3 DESCRIZIONE DEL GRUPPO DI RAFFREDDA
MENTO (Fig. 1)
BX- Asola:
Asola per l'ispezione del livello del liquido refrigerante
BQ - Rubinetti ad innesto rapido:
Utilizzare solo per gli impianti di saldatura TIG.
NB: non debbono essere cortocircuitati.
BW - Tappo.
BT - Rubinetti ad innesto rapido:
Collegare il tubo rosso e blu della connessione generato-
re/ carrello. NB Rispettare i colori dei tubi e dei rubinetti.
2.3.4 MESSA IN OPERA
Svitare il tappo BW e riempire il serbatoio (l'apparecchio
è fornito con circa un litro di liquido).
E' importante controllare periodicamente, attraverso l'a-
sola BX, che il liquido sia mantenuto al livello "max".
Utilizzare, come liquido refrigerante acqua (preferibilmen-
te del tipo deionizzato) miscelata con alcool in percen-
tuale definita secondo la tabella seguente:
temperatura acqua/alcool
-0°C fino a -5°C 4L/1L
-5°C fino a -10°C 3,8L/1,2L
NB Se la pompa ruota in assenza del liquido refrigerante
è necessario togliere l'aria dai tubi.
In questo caso spegnere il generatore, riempire il serba-
toio, scollegare il raccordo della connessione generato-
re/carrello dal raccordo BT( ) e collegarvi un tubo,
inserire l'altra estremità del
tubo nel serbatoio. accendere il generatore per circa
10/15 secondi quindi ricollegare i tubi della connessione
generatore/carrello.
2.4 CARRELLO DI TRASPORTO (Fig. 1)
BY - Supporto bombola.
BZ - Cinghie bloccaggio bombola.
BK - Foro:
Fissare la piastra collegata alla connessione
carrello/macchina.
3 DESCRIZIONE DEL PANNELLO(Fig. 2)
I comandi, sui pannelli, sono suddivisi in 4 settori più un
menu di seconde funzioni e sono descritti nei seguenti
paragrafi:
3.1 Impostazione del processo di saldatura
3.2 Funzioni accessorie per pannello P1
3.3 Visualizzazione e regolazione dei parametri di salda-
tura
3.4 Funzioni di servizio
3.5 Menu seconde funzioni
3.1 IMPOSTAZIONE DEL PROCESSO DI SALDATURA
3.1.1 Pulsante AI - Scelta del processo di saldatura.
Ad ogni pressione di questo pulsante si accende il
led corrispondente alla scelta:
Led R1
Saldatura MIG/MAG pulsato sinergico.
Led R2
Saldatura MIG/MAG sinergico non pulsato.
Led R3
Saldatura MIG/MAG convenzionale.

5
Led R4
Saldatura TIG. L'accensione dell'ar
co avvie-
ne per corto circuito.
Led R5
Saldatura ad elettrodo (MMA).
3.1.2 Pulsante AJ - Scelta del modo di funzionamento.
Ad ogni pressione di questo pulsante si accende il
led corrispondente alla scelta:
Led S-Due tempi
La macchina inizia a saldare quando si preme
il pulsante e s'interrompe quando si rilascia.
N.B. Questo modo è attivo in tutti i processi MIG e in TIG.
Led T-Quattro tempi
Per iniziare la saldatura premere e rilasciare il
pulsante torcia, per interrompere è necessario schiacciar-
lo e rilasciarlo nuovamente.
N.B. Questo modo è attivo in tutti i processi MIG e in TIG.
Led U-Saldatura con tre livelli di corrente.
N.B: questo modo è attivo nei processi MIG
sinergici e in TIG.
Particolarmente consigliata per la saldatura MIG
dell'Alluminio.
Sono disponibili tre correnti richiamabili in saldatura tra-
mite il pulsante di start della torcia. L'impostazione delle
correnti e dello "slope" è descritta nel paragrafo 3.2 "fun-
zioni accessorie": led AB, AC, AD.
- Funzionamento in MIG:
La saldatura inizia alla pressione del pulsante torcia, la
corrente di saldatura richiamata sarà quella impostata
con il led AB. Questa corrente verrà mantenuta fino a
quando il pulsante torcia viene tenuto premuto; al rilascio
la prima corrente si raccorda alla corrente di saldatura,
impostata con la manopola N, nel tempo stabilito dal led
AC e verrà mantenuta fino a quando il pulsante torcia non
sarà ripremuto. Alla successiva pressione del pulsante
torcia la corrente di saldatura si raccorderà alla terza cor-
rente o corrente di "crater-filler ", impostata con il led AD,
nel tempo stabilito dal led AC e verrà mantenuta fino a
quando il pulsante torcia viene tenuto premuto. Al rilascio
del pulsante la saldatura s'interrompe.
Dalla versione 06 dell’art 287 e versione 13 dell’art. 289 i
parametri impostati con i led AB, AC, AD sono visualiz-
zabili e regolabili nel menu funzioni di servizio (paragrafo
3.5) e avranno rispettivamente come sigle:
SC = starting current (corrente di start) corrispondente
al led AB.
Slo = Slope (tempo di raccordo) corrispondente al led
AC.
CrC = Crater current (corrente di riempimento cratere)
corrispondente al led AD, espressa in percen-
tuale della velocità del filo in saldatura.
- Funzionamento in TIG:
Per accendere l'arco premere e rilasciare brevemente
(< di 0,7 sec) il pulsante torcia, realizzare entro tre secon-
di, un breve cortocircuito tra l'elettrodo di tungsteno e il
pezzo da saldare, l'arco si accende e la corrente di sal-
datura sarà quella impostata con il led AB. Questa cor-
rente verrà mantenuta fino a quando il pulsante torcia
verrà premuto e rilasciato brevemente. A questo coman-
do la prima corrente si raccorda alla corrente di saldatu-
ra, impostata con la manopola N, nel tempo stabilito dal
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

6
led AC e verrà mantenuta fino a quando il pulsante torcia
non sarà, di nuovo premuto e rilasciato brevemente. A
questo punto la corrente di saldatura si raccorderà alla
terza corrente, o corrente di " crater-filler ", impostata con
il led AD, nel tempo stabilito dal led AC. Per spegnere
l'arco premere e rilasciare brevemente pulsante.
In ogni momento della saldatura una pressione del pul-
sante torcia maggiore di 0,7 secondi comanda lo spegni-
mento dell'arco.
N.B: muovendo la corrente di riferimento, cioè quella impo-
stata con la manopola N, si cambiano automaticamente in
percentuale le correnti impostate con i led AB e AD.
3.1.3 Pulsante AK Scelta del diametro del filo.
Ogni volta che è premuto questo pulsante s'illumina
il led (V1, V2, V3, V4) relativo al diametro di filo che
la macchina si predispone a saldare.
N.B. Questa selezione è attiva solo con processi MIG
sinergici.
3.1.4 Pulsante AL Scelta del materiale di apporto
Ad ogni pressione si accende il led corrispondente
alla scelta:
Led W1 per il ferro.
Led W2 per l'Alluminio.
Led W3 per l'acciaio inossidabile.
Il led X visualizza la scelta d'altri fili d'appor-
to di tipo speciale.
In conseguenza alle scelte fatte tramite il pulsante AL:
Il display AN1
visualizza i programmi di saldatura esistenti per i tipi
di materiale e più precisamente:
se selezionato FE SG2 etc.
se selezionato AL AlSi 5, AlMg 5, Al 99,5 etc.
se selezionato SS 308L, 316L etc.
se selezionato SP Al Bz8, CuSi 3, Rutil, Basic,
Metal, CrNi etc.
La scelta dei materiali avviene tramite il pulsante AM.
N.B. Questa selezione è attiva solo con processi MIG.
Il display AN2
visualizza i programmi di saldatura esistenti per i tipi
gas abbinati ai tipi di materiale e più precisamente:
se selezionato FE CO2, Ar 18CO2 etc.
se selezionato Al Ar
se selezionato SS Ar 2CO2, Ar 2O2 etc.
se selezionato SP Ar, Ar 30He, Ar 18CO2 etc.
La scelta dei gas avviene tramite il pulsante AX.
N.B. Questa selezione è attiva solo con processi MIG.
N.B: Se, dopo avere impostato le scelte, non esiste un
programma per saldare il diametro di filo selezionato, su i
display O e P verrà visualizzata la scritta NO-PRG.
3.2 FUNZIONI ACCESSORIE
3.2.1 Pulsante AH
Alla pressione di questo pulsante il display AN2 si
spegne ed il display AN1 visualizza numericamente il
valore della grandezza selezionata.
Questa è segnalata dall'accensione del led corrisponden-
te ed è regolabile tramite i pulsanti AM e AX.
Se entro 5 secondi il valore numerico non viene modifica-
to i display AN2 e AN1 tornano alla configurazione pre-
cedente.
N.B: sono memorizzati gli ultimi valori visualizzati dal
display AN1.
Led Y Pre-gas
Regolazione 0 - 10 sec
E' attivo in tutti i processi MIG e in TIG.
Led Z Post-gas
Regolazione 0 - 30 sec
E' attivo in tutti i processi MIG e in TIG.
Led AA Accostaggio
Regolazione Auto - 1-100%
E' attivo in tutti i processi MIG.
E' la velocità del filo, espressa in percentuale della velo-
cità impostata per la saldatura, prima che lo stesso toc-
chi il pezzo da saldare.
N.B: Questa regolazione è importante per ottenere sem-
pre buone partenze.
Regolazione del costruttore "auto" automatico.
Led AB Corrente di "Hot start"
Regolazione 1 - 200% della corrente di sal-
datura (regolata con la manopola N)
Attivo nei programmi MIG sinergici e in TIG quando è
stato selezionato il modo di saldatura a tre livelli (led U).
Attivo con "HSA-ON" vedi 3.5.2.
Led AC Slope
Regolazione 1 - 10 sec
Definisce il tempo di raccordo tra la prima corrente "Hot
start" con la seconda corrente "saldatura" e la seconda
corrente con la terza "crater filler.
Attivo nei programmi MIG sinergici e in TIG. quando è
stato selezionato il modo di saldatura a tre livelli (led U).
Attivo con "HSA-ON" vedi 3.5.2.
Led AD Corrente di "crater filler"
Regolazione 1 - 200% della corrente di sal-
datura (regolata con la manopola N)
Attivo nei programmi MIG sinergici e in TIG solo quando
è stato selezionato il modo di saldatura a tre livelli (led U).
Attivo con "HSA-ON" vedi 3.5.2.
Led AE Burn - back
Regolazione Auto - 4-250 ms.
Serve a regolare la lunghezza del filo uscente dall'ugello
gas dopo la saldatura. Attivo in tutti i processi MIG.
Più alto è il numero maggiore è la bruciatura del filo
Regolazione del costruttore "auto" automatico.
Led AF Hot - start per MMA
Regolazione0 - 100%.
Sovracorrente erogata nel momento dell'accensione del-
l'arco. Attivo in MMA.
Led AG Arc - force
Regolazione0 - 100%.
E' la regolazione della caratteristica dinamica dell'arco.
Attivo in MMA.
3.3 VISUALIZZAZIONE E REGOLAZIONE DEI PARA-
METRI DI SALDATURA.
Manopola N
In relazione al tipo di processo selezionato mediante que-
sta manopola si regolano le seguenti grandezze:

7
- MIG pulsato sinergico e MIG sinergico:
spessor
e (led B)
velocità del filo (led C)
corrente (led D)
- MIG convenzionale:
velocità del filo (led C)
- TIG e MMA:
corrente (led D)
Nelle funzioni di servizio seleziona le sigle: H2O, SP, HSA,
CrA, dP, Ito, rob, FAC.
N.B.: nei programmi sinergici regolando una grandezza
anche le altre si modificano di conseguenza.
Pulsante E
Ogni pressione seleziona la grandezza regolabile tra-
mite la manopola N.
Le grandezze selezionabili sono in relazione al tipo di pro-
cesso di saldatura scelto.
Led B Spessore
Il display O visualizza lo spessore consigliato in base
alla corrente ed alla velocità del filo impostate.
Attivo nei procedimenti MIG sinergici.
Led C Velocità del filo
Indica che il display O visualizza la velocità del filo in
saldatura. Attivo in tutti procedimenti di saldatura MIG.
Led D Corrente
Indica che il display O visualizza la corrente di sal-
datura preimpostata oppure, in combinazione con la
accensione del led F, la vera corrente di saldatura. Attivo
in tutti i processi di saldatura.
Manopola Q
In relazione al tipo di processo selezionato mediante que-
sta manopola si regolano le seguenti grandezze:
- MIG pulsato sinergico e MIG sinergico:
lunghezza dell'arco (led K)
Impedenza (led L)
- MIG convenzionale:
tensione di saldatura (led J)
Impedenza (led L)
- All'interno dei programmi memorizzati seleziona il
numero di programma desiderato.
Tutte queste grandezze sono visualizzate dal display (P) e
sono selezionate dal pulsante I.
Nelle funzioni di servizio seleziona le sigle: OFF, OnC,
OnA, SAu, rES. On.
Pulsante I
Ogni pressione seleziona la grandezza regolabile tra-
mite la manopola Q.
Le grandezze selezionabili sono in relazione al tipo di pro-
cesso di saldatura scelto.
Led J Tensione
In tutti i processi di saldatura MIG indica che il
display P visualizza la tensione preimpostata oppu-
re, in combinazione con l'accensione del led F, la vera
tensione di saldatura.
In TIG e in MMA resta sempre acceso e non è seleziona-
bile. Indica che il display P visualizza la tensione a vuoto
o la tensione di saldatura oppure, in combinazione con la
accensione del led F, la vera tensione di saldatura.
Led K Lunghezza d'arco
Regolazione -9,9 ÷ +9,9.
In tutti i programmi MIG sinergici il display P visua-
lizza un numero. Lo zero è la regolazione impostata
dal costruttore, se il numero è portato in negativo dimi-
nuisce la lunghezza d'arco se in positivo lo allunga.
La lunghezza dell’arco è visualizzata anche girando la
manopola Q durante la visualizzazione del led J; dopo 3
secondi dall’ultima correzione questo led si spegne e si
riaccende il led J.
Led L Impedenza
Regolazione -9,9 ÷ +9,9.
In tutti i programmi MIG il display P visualizza un
numero. Lo zero è la regolazione impostata dal costrutto-
re, se il numero è portato in negativo l'impedenza diminui-
sce e l'arco diventa più duro se aumenta diventa più dolce.
Led A Posizione globulare
Non è selezionabile. Attivo nel procedimento MIG
sinergico non pulsato. L'accensione segnala che la
coppia di valori scelti per la saldatura può dare archi
instabili e con spruzzi.
Led F Hold
Non è selezionabile. Si attiva in saldatura MIG, TIG,
MMA e segnala che le grandezze visualizzate dai
display O e P (normalmente Ampere e Volt) sono quelle
utilizzate in saldatura. Si attiva alla fine di ogni saldatura.
Led G Termostato
La sua accensione segnala l'intervento della prote-
zione termica.
Led H Sicurezza
Segnala la funzione di blocco di tutti i pulsanti.
L'operatore potrà regolare solo i parametri di salda-
tura compresi nella fascia AY.
Per attivare la funzione premere prima il pulsante AO e,
mantenendolo premuto, premere brevemente il pulsante

8
I. Il led H si illumina e visualizza che la funzione è attiva.
Per uscire ripetere nello stesso modo la pressione dei
pulsanti AO e I.
Led M Programmi memorizzati
Questo led si accende quando si preme il tasto AO
(PRG). Consultare paragrafo 3.4.1.
Display O
In tutti i processi di saldatura visualizza numericamente le
selezioni fatte tramite il pulsante E e regolate tramite la
manopola N.
Per la corrente di saldatura (led D) visualizza gli Ampere
Per la velocità di filo (led C) visualizza i metri al minuto
Per lo spessore (led B) visualizza i millimetri.
Se non esiste un programma nelle scelte impostate
visualizza NO (sigla NO-PRG).
Nella predisposizione al funzionamento del gruppo di raf-
freddamento visualizza la sigla H2O.
Visualizza la scritta "OPn", in modo lampeggiante, se lo
sportello del carrello trainafilo è aperto.
Nei messaggi di errore visualizza la sigla " Err ".
Nelle funzioni di servizio visualizza le sigle: H2O, SP, HSA,
CrA,dP,Ito, rob, FAc.
Display P
In tutti i processi di saldatura visualizza numericamente le
selezioni fatte tramite il pulsante I e regolate tramite la
manopola Q.
Per la tensione di saldatura (led J) visualizza i Volt
Per la lunghezza dell'arco (led K) visualizza un numero
compreso tra -9,9 e +9,9; lo zero è la regolazione consi-
gliata.
Per l'impedenza (led L) visualizza un numero compreso
tra -9,9 e +9,9, lo zero è la regolazione consigliata.
All'interno delle memorie visualizza il numero del pro-
gramma scelto.
Nella predisposizione al funzionamento del gruppo di raf-
freddamento visualizza la sigla OFF (spento), On-C (funzio-
namento continuo), On-A (funzionamento in automatico).
Se non esiste un programma nelle scelte impostate
visualizza PRG (sigla NO-PRG).
Nei messaggi di errore visualizza il numero dell'errore.
Nelle funzioni di servizio visualizza le sigle: OFF, OnC,
OnA. (H2O).
Nella funzione "HSA" visualizza le sigle OFF / On.
Nelle le funzioni della doppia pulsazione:
-FdP visualizza OFF - 0,1÷5
-ddP visualizza 0,1÷3
-tdP visualizza 25÷75
-AdP visualizza -9,9÷9,9
Nella funzione "rob" visualizza le sigle OFF, On (se non è
inserita la interfaccia robot il display O indicherà la sigla
rob lampeggiante).
Nella funzione "FAc" visualizza la sigla - - -, ALL, noP,
PrG.
3.4 FUNZIONI DI SERVIZIO
Pulsante AR Test filo
Permette l'avanzamento a 8 m/min senza la presen-
za di tensione e del gas.
Pulsante AQ Test gas
Premendo questo tasto il gas comincia ad uscire,
per fermarne l'uscita è necessario ripremerlo. Se non
è ripremuto, dopo 30 sec., l'uscita del gas è interrotta.
3.4.1 Memorizzazione e richiamo dei programmi
memorizzati.
Pulsante AP Memorizzazione
Premere il tasto AP, si accende il led M e AT qualo-
ra sia inserita la torcia con comando U/D.
Il display O visualizza la sigla Sto ed il display P ne indi-
ca il numero (lampeggiante se libero, fisso se occupato).
Viene visualizzato il primo numero di programma libero,
scegliere con la manopola Q il numero di programma
desiderato quindi premere il tasto AP per un tempo mag-
giore 3 sec. A memorizzazione avvenuta, il numero del
programma passerà da lampeggiante a fisso. Rilasciando
il pulsante AP si esce dalla memorizzazione e il led M si
spegne. Nel caso si intenda sovrascrivere un programma,
alla pressione del pulsante AP, per un tempo maggiore 3
sec, il numero passerà da fisso a lampeggiante per poi
ritornare fisso in modo da visualizzare la avvenuta sovra-
scrittura. L'azione di memorizzazione deve avvenire entro
il tempo in cui il display P visualizza il numero del pro-
gramma (5sec).
Nota: La scelta del n° del programma può avvenire sia
ruotando la manopola Q oppure, se è inserita la torcia
con il pulsante U/D, premendo il tasto U/D di sinistra
posto sulla impugnatura.
Nel caso si premesse brevemente il pulsante AP per visua-
lizzare le memorie e non si intenda né usarle né modificar-
le premere brevemente il pulsante AO per uscire.
Inoltre si ha la possibilità di cancellare un programma
di saldatura memorizzato.
Per realizzare questo agire come segue:
Premere il tasto AP il display O visualizza la sigla Sto e il
display P ne indica il numero. Selezionare il numero del
programma di saldatura memorizzato con la manopola Q.
Ruotare la manopola N fino alla comparsa, sul display O,
della sigla “del”. Premere il pulsante AP per un tempo
maggiore di 3 sec.
Se si desidera richiamare un programma memorizzato
per modificarlo ripetere le azioni descritte precedente-
mente, ma con la manopola N selezionare la sigla “rCL”
(recall - richiamo memoria). Premere il pulsante AP per
un tempo maggiore di 3 sec; il led M si spegne e sul
pannello vengono impostate tutte le impostazioni del
programma richiamato.
Pulsante AO Richiamo dei programmi memorizzati
Per richiamare un programma memorizzato premere
brevemente il pulsante AO. Il display O visualizza la
sigla PRG ed il display P indica il numero dell'ultimo pro-
gramma utilizzato o, se non sono mai stati utilizzati, l'ulti-
mo programma memorizzato. Il led M si accende, sce-
gliere con la manopola Q, oppure con il pulsante di sini-
stra della torcia U/D, il numero di programma. Dopo 5
secondi dalla scelta i display O e P visualizzano le gran-
dezze memorizzate e la macchina è pronta per saldare.
Quando i led M e AT (se è inserita la torcia UD) sono
accesi ogni regolazione è interdetta.
N.B.: Si potranno visualizzare, ma non modificare, le
grandezze segnalate dai led J - K - L e B - C - D.
I comandi a distanza verranno interdetti.
Per uscire dai programmi memorizzati premere il pulsan-
te AO (due volte se è scomparso il numero del program-
ma), i led M e AT (se è inerita la torcia UD) si spengono e
la macchina visualizza l'ultima impostazione prima della
pressione del pulsante PRG.
NB: con il pulsante U/D della torcia si può cambiare pro-
gramma anche mentre si salda e richiamare in sequenza

9
tutti i programmi memorizzati.
Inoltr
e si possono richiamare, in sequenza, dei program-
mi di saldatura dello stesso tipo memorizzati consecuti-
vamente e delimitati da due programmi liberi.
Questa funzione viene eseguita ad arco acceso.
3.5 MENU FUNZIONI DI SERVIZIO
3.5.1 Gestione gruppo di raffreddamento
Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
Con la manopola N eseguire la scelta: H2O
Ruotare la manopola Q per selezionare il tipo di funziona-
mento:
- OFF = spento.
- On C = sempre acceso
- On A = accensione automatica. Quando si accende la
macchina, il gruppo funziona. Se il pulsante torcia non è
premuto, dopo 15 secondi si spegne. Alla pressione del
pulsante torcia il gruppo inizia a funzionare e si spegne
dopo 3 minuti dal rilascio del pulsante stesso.
Premendo nuovamente i tasti AO ed E si esce.
Se la pressione del liquido refrigerante è insufficiente il
generatore non eroga corrente e sul display O comparirà
la scritta H2O lampeggiante.
3.5.2 SP Puntatura e intermittenza.
Attiva in saldatura due tempi (led S) o quattro tempi (led T).
La selezione avviene tramite la manopola N, il display P
visualizza OFF ruotare la manopola Q fino alla comparsa
della sigla On sul display P per attivare la funzione.
Ruotando la manopola N selezionare la sigla “tSP”
(tempo di puntatura Spot time), il display P visualizza il
tempo di 1secondo con la manopola Q impostare il
tempo, regolazione da 0,3 a 5secondi.
Se si vuole impostare l’intermittenza (saldatura con
tempo di pausa automatico) ruotare ulteriormente la
manopola N così che il display P visualizzi la sigla “tIn”
(tempo di intermittenza), il display P visualizza OFF ruo-
tare la manopola Q fino alla comparsa di un numero che
sarà il tempo da Voi scelto tra una puntatura e l’altra.
3.5.3 Hot Start Automatico.( HSA ).
Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
Girando la manopola N eseguire la scelta: HSA.
Ruotare la manopola Q per selezionare il tipo di funziona-
mento:
OFF = Spento
On = Attivo
La funzione è attiva nei programmi MIG sinergici quando
viene selezionata la saldatura due tempi (led S) o quattro
tempi (led T).
L'operatore potrà regolare:
1. Il livello della corrente di "hot-start" led AB.
2. La sua durata led AD regolazione 0,1÷10 secondi.
3. Il tempo di passaggio tra la corrente di "hot-start" e la
corrente di saldatura led AC .
Dalla versione 06 dell’art 287 e versione 13 dell’art. 289 i
parametri impostati con i led AB, AC, AD sono selezionabi-
li (manopola N) e regolabili (manopola Q) di seguito alla
selezione della funzione HSA le sigle selezionabili sono:
SC = starting current (corrente di start) corrispondente
al led AB.
Slo = Slope (tempo di raccordo) corrispondente al led AC.
tSC= Starting current time (tempo della corrente di
start) corrispondente al led AD.
3.5.4 CrA (crater filler- riempimento del cratere finale).
La funzione è selezionabile con la manopola N ed è fun-
zionante in saldatura due tempi (led S) o quattro tempi
(led T) e se si desidera, anche in abbinamento con la
funzione HSA. Dopo avere attivato la funzione selezio-
nando “On” con la manopola Q, ruotare la manopola N
per visualizzare le sigle:
Slo = Tempo di raccordo tra la corrente di saldatura e la
corrente di riempimento cratere. Default 0,5 sec.
Regolazione 0,1 –10 sec.
CrC = corrente di riempimento di cratere espressa in
percentuale della velocità del filo in saldatura.
Default 60%. Regolazione 10 –200%.
TCr = tempo di durata della corrente di riempimento.
Default 0,5 sec. Regolazione 0,1 –10 sec.
3.5.5 dP Doppia pulsazione ( Art. 287 Optional )
Questo tipo di saldatura fa variare l'intensità di corrente
tra due livelli e può essere inserito in tutti i programmi
sinergici.
Prima di impostarla è necessario eseguire un breve cor-
done per determinare la velocità più vicina alla saldatura
che dovrete eseguire. Si determina così la velocità di rife-
rimento.
Per attivare la funzione procedere come segue:
1. Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
2. Ruotare la manopola N fino alla comparsa della sigla
“dP” sul display O, attivare la funzione ruotando la
manopola Q fino alla comparsa della sigla On sul
display P.
3. Ruotare la manopola N fino alla comparsa della sigla
FdP (frequenza doppia pulsazione) sul display O. Il
display P visualizza la sigla OFF (spento).
Ruotare la manopola Q per selezionare la frequenza di
lavoro (regolazione da 0,5 a 5 Hz). Il valore scelto viene
visualizzato dal display P.
4. Ruotare la manopola N fino alla comparsa della sigla
ddP (differenza in mt/min della doppia pulsazione).
Ruotare la manopola Q per selezionare i metri al minu-
to (regolazione 0,1- 3m/min ) che verranno sommati e
sottratti alla velocità di riferimento (default 1m/min).
5. Ruotare la manopola N fino alla comparsa della sigla
tdP. Questo è il tempo di durata della velocità di filo
più alta, cioè della corrente maggiore. Viene espresso
in percentuale del tempo ricavato dalla frequenza Fdp
(vedi figura 3).
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
Velocità di
riferimento

10
Ruotare la manopola Q per regolare la percentuale.
Regolazione tra 25 e 75% (default 50%).
6. Ruotare la manopola N fino alla comparsa della sigla
AdP (lunghezza d'arco della corrente maggiore).
Regolazione -9,9 - 9,9 (default 0).
Verificare, in saldatura, che la lunghezza dell'arco sia la
stessa per entrambi le correnti; eventualmente ruotare la
manopola Q per correggerla.
Nota: è possibile saldare all'interno delle funzioni di dop-
pia pulsazione.
Una volta realizzate queste regolazioni per tornare alla
normale configurazione del pannello premere il pulsante
AO e, mantenendolo premuto, premere il pulsante E.
Se si rendesse necessario regolare la lunghezza dell'arco
della corrente più bassa, velocità minore, agire sulla rego-
lazione della lunghezza d'arco della velocità di riferimen-
to (led K attivato).
Muovendo la velocità di riferimento le impostazioni pre-
cedentemente regolate saranno ripetute anche per la
nuova velocità
3.5.6 Funzione ito (inching time out).
Lo scopo è quello di bloccare la saldatrice se, dopo lo
start, il filo esce per la lunghezza in centimetri impostata
senza passaggio di corrente.
Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
Girando la manopola N eseguire la scelta: ito.
Ruotare la manopola Q per selezionare il tipo di funzio-
namento:
OFF = Spento
Regolazione = 5 –50cm.
3.5.7 Funzioni Robot “rob”.
Valida solo per versioni robot.
3.5.8 Funzione FAC (factory).
Attivazione:
Lo scopo è quello di riportare la saldatrice alle imposta-
zioni di prima fornitura della casa produttrice. Premere il
pulsante AO e, mantenendolo premuto, premere il pul-
sante E per entrare in un sottomenu. Girando la mano-
pola N eseguire la scelta: FAC
Ruotando la manopola Q si può selezionano le sigle:
noP = Viene ripristinato il funzionamento impostato
dalla casa produttrice senza cancellare i program-
mi memorizzati. Il gruppo di raffreddamento viene
spento.
PrG = Vengono cancellati tutti i programmi memorizzati.
ALL = Viene ripristinato il funzionamento impostato dalla
casa produttrice.
Il gruppo di raffreddamento viene spento.
Per attivare la funzione premere il pulsante AP.
4 INSTALLAZIONE
L'installazione della saldatrice deve essere eseguita da
personale esperto. Tutti i collegamenti devono essere
eseguiti nel pieno rispetto della legge antinfortunistica
vigente.
4.1 SISTEMAZIONE
Il peso della saldatrice è di 108 Kg pertanto per l'even-
tuale sollevamento vedi Fig. 4
Posizionare l'apparecchio in una zona che assicuri una
buona stabilità, un'efficiente ventilazione e tale da evitare
che polvere metallica (es. smerigliatura) possa entrare.
4.2 MESSA IN OPERA
Posizionare il trainafilo WF4-P sul generatore.
Collegare il trainafilo al generatore mediante la connessione
Art. 1197 oppure 1197-20 fissandola con l'apposita piastra
al punto BK posto sul pianale del carrello di trasporto.
NB: evitare disporre la connessione sotto forma di bobi-
na per ridurre al minimo gli effetti induttivi che potrebbe-
ro influenzare il risultati in saldatura MIG/MAG pulsato.
Montare la spina sul cavo d'alimentazione facendo parti-
colare attenzione a collegare il conduttore giallo verde al
polo di terra.
Verificare che la tensione d'alimentazione corrisponda a
quella nominale della saldatrice.
Dimensionare i fusibili di protezione in base ai dati ripor-
tati sulla targa dei dati tecnici
Posizionare la bombola sul supporto BY bloccarla con le
cinghie BZ e collegare il tubo gas all'uscita del riduttore
di pressione.
Montare la torcia.
Controllare che la gola dei rulli corrisponda al diametro
del filo utilizzato.
Per la eventuale sostituzione (Fig. 5):
CA
BN
BN
Fig. 5
Fig. 4

11
Aprire lo sportello BJ, togliere la copertura CA, sbloccare i
rulli premifilo mediante la manopola di regolazione della
pressione BN, sostituire i rulli e rimontare la copertura CA.
Montare la bobina del filo ed infilare il filo nel traino e nella
guaina della torcia.
Bloccare i rulli premifilo con la manopola BN e regolare la
pressione.
Accendere la macchina.
Regolare il gas utilizzando il tasto AQ quindi fare avanza-
re il filo utilizzando il tasto AR.
L'apparecchio è fornito con il gruppo di raffreddamento
predisposto su OFF. Se è utilizzata una torcia con raffred-
damento ad acqua, impostare il funzionamento del grup-
po di raffreddamento come descritto al paragrafo 3.5.1.
5 SALDATURA
5.1 SALDATURA MIG PULSATO SINERGICO (LED R1)
OPPURE MIG NON PULSATO SINERGICO (LED R2)
Selezionare questo processo tramite il pulsante AI.
Scegliere quindi il modo, il diametro del filo, il tipo e la
qualità del materiale ed il tipo di gas.
Regolare le funzioni accessorie secondo quanto indicato
ai paragrafi 3.2.
Regolare i parametri di saldatura tramite le manopole N e Q.
5.2 SALDATURA IN MIG CONVENZIONALE (LED R3)
Selezionare questo processo tramite il pulsante AI.
Scegliere quindi il modo, il diametro del filo, il tipo e la
qualità del materiale ed il tipo di gas.
Regolare le funzioni accessorie seguendo quanto indica-
to ai paragrafi 3.2.
Regolare la velocità del filo e la tensione di saldatura
rispettivamente tramite le manopole N e Q.
5.3 SALDATURA TIG (LED R4)
Collegare il cavo di massa al polo positivo BR ed il con-
nettore del cavo di potenza della connessione carrello
/generatore al polo negativo BO.
Collegare la torcia TIG al connettore BA.
Selezionare questo processo tramite il pulsante AI.
Scegliere quindi il modo tramite il pulsante AJ.
Regolare le funzioni accessorie seguendo quanto indica-
to ai paragrafi 3.2.
5.4 SALDATURA IN MMA. (LED R5)
NB: il carrello deve restare connesso al generatore.
Collegare i connettori del cavo della pinza portaelettrodi e
di massa ai connettori BO e BR rispettando la polarità
prevista dal costruttore degli elettrodi.
6 ACCESSORI
6.1 CASSETTO PER REGOLAZIONE CORRENTE ART.
187 (POTENZIOMETRO) + CAVO DI PROLUNGA
(m5) ART. 1192 + CAVO ADATTATORE ART. 1191
Regolazioni possibili nei vari processi di saldatura:
MMA Il cassetto regola la corrente dal minimo(10A) alla
corrente impostata con l'encoder N posto sul
pannello.
TIG Il cassetto esegue la stessa funzione di MMA.
6.2 PEDALE ART. 193 + CAVO ADATTATORE ART. 1191
Utilizzare con processo di saldatura TIG.
La regolazione della corrente avviene tramite questo
accessorio mentre il comando di start avviene tramite il
pulsante della torcia.
E' possibile regolare la corrente dal minimo fino al massi-
mo del valore impostato con la manopola N del pannello.
6.3 TORCIA TIG ART. 1265
Torcia TIG tipo SR 26 non raffreddata mt.4
6.4 TORCIA MIG ART. 1243
Torcia MIG CEBORA PW 500 raffreddata ad acqua m. 3,5
6.5 TORCIA MIG ART. 1245 (con doppio comando
U/D)
Torcia MIG CEBORA PW 500 U/D raffreddata ad acqua
m. 3,5
Il comando U/D di sinistra:
- nei programmi sinergici regola i parametri di saldatura
lungo la curva sinergica.
- in MIG convenzionale regola la velocità del filo.
- all'interno dei programmi memorizzati li seleziona
numericamente.
Se con torcia U/D inserita (led AT acceso) si intende
memorizzare, la scelta del numero del programma può
avvenire tramite il pulsante U/D.
Il comando U/D di destra:
- nei programmi sinergici regola la lunghezza d'arco.
- in MIG convenzionale regola la tensione
- all'interno dei programmi memorizzati non è attivo
All'inserimento del connettore delle torce U/D si accende
il led AS che visualizza l'avvenuto riconoscimento della
torcia.
6.6 Kit per saldatura con torce push - pull.
Installando questa scheda accessoria è possibile utilizza-
re torce push - pull
con motore della torcia a 42V.
7 MANUTENZIONE
Periodicamente controllare che la saldatrice e tutti i colle-
gamenti siano in condizione di garantire la sicurezza del-
l'operatore.
Dopo aver eseguito una riparazione fare attenzione a rior-
dinare il cablaggio in modo che vi sia un sicuro isolamen-
to tra le parti connesse all'alimentazione e le parti con-
nesse al circuito di saldatura.
Evitare che i fili possano andare a contatto con parti in
movimento o con parti che si riscaldano durante il funzio-
namento. Rimontare le fascette come sulla macchina ori-
ginale in modo da evitare che, se accidentalmente un
conduttore si rompe o si scollega, possa avvenire un col-
legamento tra alimentazione e i circuiti di saldatura.

12
12
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH
MUST BE STORED IN A PLACE FAMILIAR TO ALL
USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF
THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE HARMFUL TO
YOURSELF AND OTHERS. The user must therefore be
educated against the hazards, summarized below, deriv-
ing from welding operations. For more detailed informa-
tion, order the manual code 3.300.758
ELECTRIC SHOCK - May be fatal.
• Install and earth the welding machine according
to the applicable regulations.
• Do not touch live electrical parts or electrodes
with bare skin, gloves or wet clothing.
• Isolate yourselves from both the earth and the work-
piece.
• Make sure your working position is safe.
FUMES AND GASES - May be hazardous to your health.
• Keep your head away from fumes.
• Work in the presence of adequate ventilation,
and use ventilators around the arc to prevent
gases from forming in the work area.
ARC RAYS - May injure the eyes and burn the skin.
• Protect your eyes with welding masks fitted with
filtered lenses, and protect your body with appro-
priate safety garments.
• Protect others by installing adequate shields or cur-
tains.
RISK OF FIRE AND BURNS
• Sparks (sprays) may cause fires and burn the
skin; you should therefore make sure there are no
flammable materials in the area, and wear appro-
priate protective garments.
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding pro-
cedure may produce noise levels beyond said
limit; users must therefore implement all precautions
required by law.
PACEMAKERS
• The magnetic fields created by high currents may affect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) should consult their physician
before beginning any arc welding, cutting, gouging or
spot welding operations.
EXPLOSIONS
• Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the harmonized standard IEC
60974-10, and must be used solely for professional pur-
poses in an industrial environment. There may be poten-
tial difficulties in ensuring electromagnetic compatibility
in non-industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As
the owner of the equipment, you should get information
on approved collection systems from our local represen-
tative. By applying this European Directive you will
improve the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
2 GENERAL DESCRIPTIONS
The Sound MIG 5040/T Pulse machine is a multi-process
system suitable for pulsed synergic MIG/MAG welding,
non-pulsed synergic MIG/MAG, conventional MIG/MAG,
TIG (DC) with scratch starting of the arc and MMA, devel-
oped using inverter technology.
The welding machine is supplied complete with WF4/P
four roll wire feeder, and cooling unit GR52.
The equipment may be used only for the purposes
described in the manual.
The equipment must not be used to defrost pipes.
2.1 POWER SOURCE
2.1.1 EXPLANATION OF TECHNICAL SPECIFICATIONS
IEC 60974.1 The welding machine is manufactured
IEC 60974.10 according to these international standards
N°. Serial number. Must be indicated on any
type of request regarding the welding machine.
Three-phase static frequency converter
transformer-rectifier.
MIG Suitable for MIG welding.
MMA Suitable for welding with covered electro-des.
TIG Suitable for TIG welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage
The duty cycle expresses the percentage of
10 minutes during which the welding machine
may run at a certain current without overheating.
I2. Welding current
U2. Secondary voltage with current I2
U1. Rated supply voltage
3~ 50/60Hz 50- or 60-Hz three-phase power supply
I
1
Max Max. absorbed current at the corresponding
3
~
f
1
f
2
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE

13
13
current I
2
and voltage U
2
.
I
1
eff This is the maximum value of the actual cur-
ent absorbed, considering the duty cycle.
This value usually corresponds to the capa-
city of the fuse (delayed type) to be used as
a protection for the equipment.
IP23 C. Protection rating for the housing.
Grade 3 as the second digit means that this
equipment is suitable for use outdoors in the
rain.The additional letter C means that the
equipment is protected against access to
the live parts of the power circuit by a tool
(diameter 2.5 mm ).
Suitable for use in high-risk environments.
NOTE: The welding machine has also been designed for use
in environments with a pollution rating of 3. (See IEC 60664).
2.1.2 Description of the power source (Fig. 1)
BO - Socket:
In MIG welding, connect the earth cable connector. For
S
TIG welding, connect the patch connector of the power
source/wire feeder connection power cable
BP - Connector:
Connector type DB9 (RS 232) to be used to update the
microprocessor programs.
BR - Socket:
In MIG welding, connect the patch connector of the
power source/wire feeder connection power cable (pole
+)
BS - Connector
Connect the connector of the power source/wire feeder
connection service cable
BU - Switch ON/OFF.
BV - Power cord.
2.2 WIRE FEEDER
2.2.1 Description of the wire feeder (Fig. 1)
BA - Central adapter:
Connect the MIG or TIG welding torch
BB - Connector:
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

14
14
for connecting the remote controls.
A clean contact is available between pins 4 and 5 that
closes when the ar
c is lit (Arc On).
Between pins 1 and 9 it is possible to command the weld-
ing start and stop.
BC - Support :
Support for the welding torch
BD - Connector:
Connect the connector of the power source/wire feeder
connection service cable
BE - Gas hose fitting:
Connect the gas hose of the power source/wire feeder
connection
BF - Socket:
Connect the patch connector of the power source/wire
feeder connection power cable
BG - Opening :
Slot for cooling hoses
BH - Quick-fitting sockets :
Connect the red and blue tubes of the wire feeder/ power
source connection. NOTE: Match the hose and socket
colours correctly
BI - Quick-fitting sockets:
Connect any hoses leaving a water-cooled torch.
NOTE: Match the hose and socket colours correctly
BJ - Door.
BL - Wire coil cover.
BM - Coil support:
Suitable for standard coils up to Æ 300 mm, 16 Kg.
BN - Adjustment knob:
Use this knob to adjust the pressure of the wire feeder
rollers on the welding electrode. NOTE: set to minimum
values when welding aluminum.
2.3 COOLING UNIT
This cooling unit has been designed to cool the torches
used for TIG and MIG/MAG welding.
Must be used exclusively with this power source.
2.3.1 Explanation of technical specifications
U1 Rated supply voltage
1x400V Single-phase power supply
50/60 Hz Frequency
I1max Maximum absorbed current
Pmax Maximum pressure
P (1l/min) Refrigerant power measured at 1L/min
2.3.2 DESCRIPTION OF PROTECTIONS
2.3.2.1 Coolant pressure protection
This protection is achieved by means of a pressure
switch, inserted in the fluid delivery circuit, which controls
a microswitch.
2.3.2.2 Fuse (T 1.6A/400V-Æ 6.3x32)
This fuse was inserted to protect the pump, and is locat-
ed on the control circuit inside the unit. The message
H2O flashes on the display O to indicate low pressure
(control panel instructions).
2.3.3 DESCRIPTION OF THE COOLING UNIT (Fig. 1)
BX - Slot:
Slot to inspect the coolant fluid level
BQ - Quick-fitting sockets:
Use only for TIG welding systems.
NOTE: they must not be linked together.
BW - Cap.
BT - Quick-fitting valves:
Connect the red and blue lines of the wire feeder/machine
connection.
NOTE: Match the hose and socket colours correctly.
2.3.4 INSTALLATION
Unscrew the cap BW and fill the tank (the equipment is
supplied with approximately one liter of fluid). It is impor-
tant to periodically check, through the slot BX, that the
fluid remains at the "max" level. As a coolant, use water
(preferably deionized) mixed with alcohol in percentages
defined according to the following table:
temperature water/alcohol
0°C up to -5°C 4L/1L
-5°C up to -10°C 3.8L/1.2L
NOTE If the pump turns with no coolant present, you
must remove all air from the tubes.
If so, turn off the power source, fill the tank, disconnect
the fitting of the power source/wire feeder connection
from the fitting BT( ) and connect a hose. Insert the
other end of the hose in the tank. Start the power source
for approximately 10/15 seconds, then connect the hoses
of the power source/wire feeder connection.
2.4 TROLLEY (Fig. 1)
BY - Cylinder support.
BZ - Cylinder holding straps.
BK - Hole:
Fasten the plate connected to the wire feeder/ power
source connection.
3 DESCRIPTION OF THE PANEL (Fig. 2)
The panel commands are divided into 4 sectors, plus a
menu of secondary functions, and are described in the
following paragraphs:
3.1 Setting up the welding process
3.2 Accessory functions for the P1 panel
3.3 Displaying and adjusting the welding parameters
3.4 Service functions
3.5 Secondary functions menu
3.1 SETTING UP THE WELDING PROCESS
3.1.1 AI Button - Choosing the welding process.
Each time this button is pressed, the LED corre-
sponding to the selection lights.
LED R1
Pulsed synergic MIG/MAG welding.
LED R2
Non-pulsed synergic MIG/MAG welding.
LED R3
Conventional MIG/MAG welding.
LED R4
TIG welding
The arc is started by means of a short-circuit.
LED R5
MMA (Manual Metal Arc) welding.

15
15
3.1.2 AJ Button Selecting the operating mode.
Each time this button is pr
essed, the LED corre-
sponding to the selection lights.
LED S-Two-stage
The machine begins welding when the torch
trigger is pressed, and stops when released.
NOTE: This mode is active in all MIG and TIG processes.
LED T-Four-stage
To begin welding press and release the torch
trigger; to interrupt, you must press and release it again.
NOTE: This mode is active in all MIG and TIG processes.
LED U-Welding with three levels of cur-
rent.
NOTE: this mode is active in synergic MIG processes in
TIG mode.
Especially recommended for MIG welding of aluminium.
Three currents are available, which may be called up
during welding using the torch start button. The "slope"
current may be set as described in paragraph 3.2
"accessory functions": LEDs AB, AC, AD.
- Operation in MIG mode:
Welding begins when the torch button is pressed. The
welding current used will be the one set with the LED
AB. This current will be kept for as long as the torch
trigger is held down; when released, the first current
changes to the welding current, set with the knob N,
within the time established by the LED AC, and will be
kept until the torch trigger is pressed again. The next
time the torch button is pressed, the welding current will
switch to the third current or "crater-filler" current, set
with the LED AD, in the time established by the LED AC,
and will be maintained for as long as the torch trigger is
held down. Welding stops when the button is released.
Starting from version 06 of art. 287 and version 13 of art.
289, the parameters set via the LEDs AB, AC, AD may be
viewed and adjusted in the service functions menu (para-
graph 3.5), and will be abbreviated as follows, respectively:
SC = starting current corresponding to the LED AB.
Slo = Slope (interface time) corresponding to the LED AC.
CrC = Crater current corresponding to the LED AD,
expressed as a percentage of the wire speed in
welding.
- Operation in TIG mode:
To start the arc, briefly press and release (< 0.7 sec.) the
torch trigger, and within three seconds create a brief
short-circuit between the tungsten electrode and the
workpiece. The arc lights and the welding current will be
the one set with the LED AB. This current will be main-
tained until the torch trigger is pressed briefly and relea-
sed. At this commands the first current switches to the
welding current, set with the knob N, in the time establi-
shed by the LED AC and will be maintained until the
torch trigger is once again briefly pressed and released.
At this point the welding current will switch to the third
current, or "crater-filler" current, set with the LED AD, in
the time established by the LED AC. To shut off the arc,
briefly press and release the button.
At any time during welding, pressing the torch button for
more than 0.7 seconds will shut off the arc.
NOTE: moving the reference current, thus the one set
with knob N, automatically changes to percentages the
current set with the LEDs AB and AD.
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

16
3.1.3 Button AK Choice of the wire diameter.
Every time this button is pressed, it lights the LED
(V1, V2, V3, V4) corresponding to the wire diameter
that the machine is set to weld.
NOTE: This selection is active only with synergic MIG
proceses.
3.1.4 Button AL Choice of filler material
With each press, the LED corresponding to the choi-
ce will light.
LED W1 for iron,
LED W2 for aluminium,
LED W3 for stainless steel.
The LED X displays the choice of other spe-
cial types of wires. As a result of the choices
made using the above buttons:
-The display AN1
displays the welding programs that exist for the
various ypes of material, specifically:
if selected FE SG2 etc.
if selected AL AlSi 5, AlMg 5, Al 99,5 etc.
if selected SS 308L, 316L etc.
if selected SP Al Bz8, CuSi 3, Rutile, Basic,
Metal, CrNi etc.
The materials may be chosen using the
button AM.
NOTE: This selection is active only with MIG
processes.
-The display AN2
displays the welding programs that exist for the gas
types associated with the types of material, specifically:
if FE is selected CO2, Ar 18CO2 etc.
if Al is selected Ar
if SS is selected Ar 2CO2, Ar 2O2 etc.
if SP is selected Ar, Ar 30He, Ar 18CO2 etc.
The gas may be chosen using the torch
trigger AX.
NOTE: This selection is active only with MIG processes.
NOTE: If, after setting your choices, there is no program
to weld the wire diameter selected, the displays O and P
will display the message NO-PRG.
3.2 ACCESSORY FUNCTIONS
3.2.1 AH Button
When this button is pressed the display AN2 shuts
off and the display AN1 numerically displays the
value of the size selected.
This is signaled by the corresponding LED, which lights,
and is adjustable via the buttons AM and AX. If the numeri-
cal value is not changed within 5 seconds, the displays
AN2 and AN1 return to the previous configuration.
NOTE: the last values shown on the display AN1 are
saved.
LED Y Pre-gas
Adjustment Auto - 10 sec.
Active in all MIG processes and in TIG mode.
LED Z Post-gas
Adjustment 0 - 30 sec.
Active in all MIG processes and in TIG mode.
LED AA Soft Start
Adjustment 1 - 100%
Active in all MIG processes.
It is the wire speed, expressed as a percentage of the
speed set for the welding, before the wire touches the
workpiece.
NOTE: This adjustment it is important in order to always
achieve good starts.
Manufacturer setting "auto" automatic.
LED AB "Hot start" current
Adjustment 1 - 200% of the welding current
(adjusted with the knob N)
Active in synergic MIG programs and in TIG mode when
the three-level welding mode has been selected (LEDU).
Active with "AHS-ON" see 3.5.2.
LED AC Slope
adjustment 1 - 10 sec.
Defines the time for switching between the first "Hot
start" current and the second "welding" current, and
from the second to the third "crater filler" current.
Active in synergic MIG programs and in TIG mode. when
the three-level welding mode has been selected (LED U).
Active with "AHS-ON" see 3.5.2.
LED AD "Crater filler" current
Adjustment 1 - 200% of the welding current
(adjusted with the knob N)
Active in synergic MIG programs and in TIG mode only
when three-level welding mode has been selected (LED U).
Active with "AHS-ON" see 3.5.2.
LED AE Burn - back
Adjustment 4 - 250 ms)
Serves to adjust the length of the wire leaving the con-
tact tip after welding.
Active in all MIG processes.
The higher the number, the more the wire burns
Manufacturer setting "auto" automatic.
LED AF Hot - start for MMA
Adjustment 0 - 100%
Overcurrent output when the arc is first struck.
Active in MMA.
LED AG Arc - force
Adjustment 0 - 100%
This is the adjustment of the dynamic characteristic of
the pilot arc.
Active in MMA.
3.3 DISPLAYING AND ADJUSTING THE WELDING
PARAMETERS.
Knob N
In relation to the type of process selected, this knob is
used to adjust the following values:
- synergic pulsed MIG and synergic MIG:

17
thickness (LED B),
wir
e speed (LED C),
Current (LED D).
- conventional MIG:
wire speed (LED C)
- TIG and MMA :
current (LED D)
In the service functions select the functions indicated by
the abbreviations: H2O, SP, HSA, CrA, dP, Ito, rob, FAC.
NOTE: in synergic programs, adjusting one size will also
vary the others consequently.
Button E
Each press selects the value adjustable via the knob N.
The values that may be selected are in relation to
the type of welding process selected.
LED B Thickness
The display O shows the recommended thickness
based on the current and wire speed set.
Active in synergic MIG welding.
LED C Wire speed
Indicates that the display O shows the welding wire
speed. Active in all MIG welding operations.
LED D Current
Indicates that the display O shows the preset wel-
ding current or, in combination with the lighting of
the LED F, the actual welding current. Active in all wel-
ding processes.
Knob Q
In relation to the type of process selected, this knob is
used to adjust the following values:
· synergic pulsed MIG and synergic MIG:
length of the arc (K)
Impedance (L)
· conventional MIG:
welding voltage (J)
Impedance (L)
· Within the saved programs select the desired program
number.
All of these values are shown on the display (P) and are
selected by the button I.
In the service functions select the abbreviations: OFF,
OnC, OnA, SAu, rES, On.
Button I
Each pressure selects the value adjustable via the
Knob Q.
The values that may be selected are in relation to the
type of welding process selected.
LED J Voltage
In all MIG welding processes, indicates that the
display P shows the preset voltage or, in combina-
tion with the lighting of LED F, the actual welding
voltage.
in TIG and MMA modes it always remains lit, and may
not be selected. IIndicates that the Display P displays
the open-circuit voltage or welding voltage or, in combi-
nation with LED F lit, the actual welding voltage.
LED K Arc length
Adjustment -9,9 ÷ +9,9.
In all synergic MIG programs the display P shows a
number. Zero is the manufacturer setting; if the
number is set to negative, the arc length diminishes,
if set to positive it extends.
The arc length is also displayed by turning the knob Q
while displaying the LED J; 3 seconds after the last correc-
tion, LED K shuts off and LED J comes back on.
LED L Impedance
Adjustment -9,9 ÷ +9,9.
In all MIG programs the display P shows a number.
Zero is the manufacturer setting, if the number is set
to negative impedance it decreases, and the arc
becomes harder; if it increases, the arc becomes softer.
LED A globular position
May not be selected. Active in non-pulsed synergic
MIG mode. When this occurs, it signals that the pair
of values selected for welding may create unstable, spat-
tering arcs.
LED F Hold
May not be selected. Activated in MIG, TIG, and
MMA welding and signals that the values shown
on the displays O and P (normally Ampere and Volt) are
those used in welding. Activated at the end of each wel-
ding session.
LED G Thermostat
It lights to signal that the overload cut-out has
been tripped.
LED H Safety
Signals that all buttons are locked. The operator
may adjust only the welding parameters in the AY
section.
To activate the function, first press the button AO and,
holding it down, briefly press the button I. The LED H
lights and displays that the function is active. To exit,
press the buttons AO and I again in the same way.

18
LED M Programs saved
This LED lights when you press the key AO (PRG).
See paragraph 3.4.1.
Display O
In all welding processes, it numerically displays the
selections made via the button E and adjusted via the
knob N.
For the welding current (LED D) it displays the Amperes
For the wire speed (LED C) it displays the meters per
minute
For the thickness (LED B) it displays the millimeters.
If no program exists within the selected settings, it
displays NO (abbreviation NO-PRG).
While preparing for operation of the cooling unit, it
displays the abbreviation H2O. It flashes the message
"OPn" if the wire feeder door is open.
In error messages it displays the abbreviation "Err".
In service functions it displays the abbreviations: H2O, SP,
HSA, CrA, dP, Ito, rob, FAC.
Display P
In all welding processes, it numerically displays the selec-
tions made via the button I and adjusted via the knob Q.
For the welding voltage (LED J) it displays the Volts
For the arc length (LED K) it displays a number between
-9.9 and +9.9; zero is the recommended setting.
For impedance (LED L) it displays a number between -
9.9 and +9.9, zero is the recommended setting.
Within the memories it displays the program number
selected.
While preparing for operation of the cooling unit, it
displays the message OFF, On-C (continuous opera-
tion), On-A (automatic operation).
If no program exists in the selected settings, it displays
PRG (abbreviation NO-PRG).
In error messages it displays the error number.
In service functions it displays the abbreviations: OFF,
OnC, OnA. (H2O).
In the function "HSA" displays the messages OFF / On.
In double pulse functions:
-FdP reads OFF - 0.1-5
-ddP reads 0.1-3
-tdP reads 25-75
-AdP reads -9.9-9.9
In the function "CP" displays the messages - - -, SAu
and rES.
In the function "rob" displays the messages OFF, on (if
the robot interface is not inserted the display O will
show the flashing message rob).
In the function "FAc" displays the message - - -, ALL,
noP, PrG.
3.4 SERVICE FUNCTIONS
Button AR Wire test
It allows it to move forward at 8 m/min without volta-
ge and gas.
Button AQ Gas test
When this key is pressed, gas begins to flow out;
press it again to stop the output. If it is not pressed
again, the gas output stops after 30 sec..
3.4.1 Saving and calling up saved programs.
Button AP Saving
Press the key AP, the LED M lights along with AT if
the torch with U/D command is inserted. The display
O displays the abbreviation STO, and the display P indi-
cates the number (flashing if free, steady if occupied).
The first free program number is displayed; use the knob
Q to select the desired program number, then press the
key AP for more than 3 sec. When saving is complete,
the program number will stop flashing and remain
steady. Release the AP button to exit saving; the LED M
shuts off. Should you intend to overwrite a program,
when the button AP is held down for longer than 3 sec,
the number starts flashing, then returns to steady mode
to signal overwriting.
Saving must take place within the time in which the
display P shows the program number (5 sec).
Note: The program n° may be selected both by turning
the knob Q or, if the torch with the U/D button is inser-
ted, by pressing the left U/D key on the handle.
If you briefly press the AP button to display the memo-
ries and do not intend to use or change them, briefly
press the button AO to exit.
It is also possible to delete a saved welding program.
To do so, proceed as follows:
Press the key AP; the display O shows the abbreviation
Sto and display P gives the number. Use the knob Q to
select the saved welding program number. Turn the
knob N until the abbreviation “del” appears on the
display O. Hold down the AP Button for more than 3
sec.
If you wish to call up a saved program to change it, repeat
the steps described above, but use the knob N to select
the abbreviation “rCL” (recall - memory recall). Hold down
the AP button for more than 3 sec; the LED M shuts off,
and all of the settings of the program in question are set on
the panel.
Button AO Calling up saved programs
To call up a saved program, briefly press the button
AO. The display O shows the abbreviation PRG and
the display P indicates the number of the last program
used or, if they have never been used, the last program
saved. The LED M lights, use the knob Q or the left but-
ton of the U/D torch to select the program number. Five
seconds after choosing the displays O and P show the
values saved, and the machine is ready to weld.
When the LEDs M and AT (if the UD torch is inserted)
are lit, all adjustments are forbidden.
NOTE:You may display, but not edit, the values shown
by the LEDs J - K - L and B - C - D.
The remote controls will be inhibited.
To exit the saved programs press the button AO (twice if
the program number has disappeared), the LEDs M and
AT (if the torch UD is inserted) will shut off, and the
machine displays the last setting before the PRG button
was pressed.
NOTE: with the U/D button of the torch you may change
the program even while welding, and call up all of the
saved programs in sequence.
You may also call up in sequence welding programs of

19
the same type saved consecutively and bounded by two
fr
ee programs.
This function is carried out with the arc in use.
3.5 SERVICE FUNCTIONS MENU
3.5.1 Managing the cooling unit
Press the button AO and, holding it down, press the
button E to enter in a submenu.
Use the knob N to make your choice: H2O
Turn the knob Q to select the operating mode:
· OFF = off.
· On C = always lit
· On A = automatic start-up. When the machine starts,
the unit is running. If the torch trigger is not pressed, it
shuts off after 15 seconds. When the torch button is
pressed, the unit begins operating, and shuts off 3
minutes after the button itself is released.
Press the keys AO and E again to exit.
If the coolant pressure is too low, the power source deli-
vers no current and the message H2O will appear, fla-
shing, on the display O.
3.5.2 SP Spot-welding and stitch welding.
Active in two-stage (LED S) or four-stage welding (LED T).
Select using the knob N. The display P reads OFF. Turn the
knob Q until the message On appears on the display P to
activate the function.
Turning the knob N, select the item “tSP” (spot welding
time). The display P displays the time of 1 second. Use the
knob Q to set the time, between 0.3 and 5 seconds.
If you want to set stitch welding (welding with automatic
pause time), turn the knob N again so that the display P
reads “tIn” (stitch time). The display P reads OFF. Turn
the knob Q until a number appears, which will be the time
you select between welds.
3.5.3 Automatic Hot Start.(HSA).
Press the button AO and, while holding it down, press the
button E to enter a submenu.
Turn the knob N to select: HSA.
Turn the knob Q to select the type of operation:
OFF = Off
On = Active
Tthe function is active in synergic MIG programs when
two-stage welding (LED S) or four-stage (LED T) is
selected.
The operator may adjust:
1. The level of the “hot-start” current, LED AB.
2. Its duration, LED AD, range from 0.1-10 seconds.
3. The time to switch between the “hot-start” current and
welding current, LED AC.
Starting from version 06 of art. 287 and version 13 of
art. 289, the parameters set with the LEDs AB, AC, and
AD may be selected (knob N)
and adjusted (knob Q)
after selecting the HSA function. The following items
are available:
SC = starting current corresponding to the LED AB.
Slo = Slope (interface time) corresponding to the LED AC.
tSC = Starting current time corresponding to the LED AD.
3.5.4 CrA (crater filler- final crater filling).
The function may be selected using the knob N, and oper-
ates in two-stage (LED S) or four-stroke welding (LED T)
and if you wish, also in combination with the HSA function.
After activating the function by selecting “On” with the
knob Q, turn the knob N to display the items:
Slo = Interface time between the welding current and
crater current. Default 0.5 sec. Adjustment range
0.1 –10 sec.
CrC = crater current expressed as a percentage of the
wire speed in welding. Default 60%. Adjustment
range 10 – 200%.
TCr = crater current duration. Default 0.5 sec. Adjustment
range 0.1 –10 sec.
3.5.5 dP Double pulse ( Art. 287 Optional ).
This type of welding varies the current intensity between
two levels and may be included in all synergic programs.
Before setting, it is necessary to make a short bead to
determine the speed closest to the type of welding that
you will be doing. This determines the reference speed.
Proceed as follows to activate the function:
1. Press the button AO and, while holding it down, press
the button E to enter a submenu.
2. Turn the knob N until the abbreviation “dP” appears on
the display O. Activate the function by turning the knob
Q until the message On appears on the display P.
3. Turn the knob N until the message FdP (double pulse
frequency) appears on the display O. Display P shows
the message OFF. Turn the knob Q to select the work-
ing frequency (range from 0.5 to 5 Hz). The value
selected is shown on display P.
4. Turn the knob N until the message ddP (double pulse
difference in m/min) appears.
Turn the knob Q to select the meters per minute (range
0.1- 3m/min) that will be added to and subtracted fr
om
the reference speed (default 1m/min).
5. Turn the knob N until the message tdP appears. This
is the duration of the highest wire speed, thus the
highest current. It is expressed as a percentage of the
time gained from the frequency Fdp (see figure 3).
Turn the knob Q to adjust the percentage. Range
between 25 and 75% (default 50%).
6. Turn the knob N until the message AdP appears (arc
length of the highest current). Range -9.9 - 9.9 (default 0).
Make sure that the arc length in welding is the same for
both currents; turn the knob Q to correct if necessary.
Note: it is possible to weld within the double pulse func-
tions.
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
Reference
speed

Once these adjustment have been made, to return to the
normal panel configuration press the button AO and,
while holding it down, press the button E.
Should it be necessary to adjust the arc length of the low-
est current/lowest speed, adjust the arc length of the ref-
erence speed (LED K activated).
When the reference speed moves, the previous settings
must also be repeated for the new speed.
3.5.6 ITO (inching time out) function.
The purpose is to stop the welding machine if the wire
flows lengthwise after starting with no passage of current.
Press the button AO and, while holding it down, press
the button E to enter a submenu.
Turn the knob N to select: ITO.
Turn the knob Q to select the type of operation:
OFF = Off
Adjustment range = 5 –50cm.
3.5.7 Robot (“rob”) functions.
Valid only for robot versions.
3.5.8 FAC (factory) Function.
Activation:
The purpose is to return the welding machine to the
original settings provided by the manufacturer.
Press the button AO and, while holding it down, press
the button E to enter a submenu.
Turn the knob N to select: FAC
Turning the knob Q allows you to select the items:
noP = Restores operation as set by the manufacturer
without erasing saved programs. The cooling unit is
shut off.
Prg = All saved programs are deleted.
ALL = Restores operation as set by the manufacturer.
The cooling unit is shut off.
To activate the function press the button AP.
4 INSTALLATION
The welding machine must be installed by skilled person-
nel. All connections must be made in full compliance with
current safety laws.
4.1 PLACEMENT
The weight of the welding machine is 108 Kg, thus for lift-
ing see Fig. 4.
Position the equipment in an area that ensures good sta-
bility, efficient ventilation so as to prevent metal dust (i.e.,
from grinding) from entering.
4.2 SETUP
Position the wire feeder WF4-P on the power source.
Connect the wire feeder to the power source via the con-
nection art. 1197 or 1197-20, using the plate provided to
fasten it to the point BK on the trolley shelf.
NOTE: avoid coiling the connection to reduce to a mini-
mum the inductive effects that could affect the results in
pulsed MIG/MAG welding.
Assemble the DIGIBOX panel.
Mount the plug on the power cord, being especially careful-
ly to connect the yellow/green conductor to the earth pole.
Make sure that the supply voltage corresponds to the
rated voltage of the welding machine.
Size the protective fuses based on the data listed on the
technical specifications plate.
Position the cylinder on the support BY, fasten it with the
straps BZ and connect the gas hose to the pressure reg-
ulator output.
Assemble the torch.
Make sure that the groove of the rollers matches the wire
diameter used.
To replace see Fig. 5:
Open the door BJ, remove the cover CA, release the wire
press rollers using the pressure setting knob BN, replace
the rollers and remount the cover CA.
Mount the wire coil and slip the wire into the feeder and
torch sheath.
Block the wire press rollers with the knob BN and adjust
the pressure.
Turn on the machine.
Adjust the gas using the key AQ, then move the wire for-
ward using the key AR. The machine is supplied with the
cooling unit set to OFF. If a water-cooled torch is used,
set the operation of the cooling unit as described in para-
graph 3.5.1 of the control panel manual.
Fig. 4
20
CA
BN
BN
Fig. 5
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
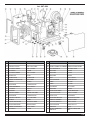 133
133
-
 134
134
-
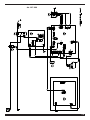 135
135
-
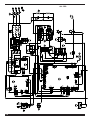 136
136
-
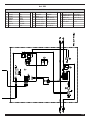 137
137
-
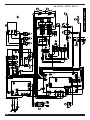 138
138
-
 139
139
-
 140
140












































































































































Cebora 289.80 Sound MIG 5040/T Robot Pulse Manuel utilisateur
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
- italiano: Cebora 289.80 Sound MIG 5040/T Robot Pulse Manuale utente
- español: Cebora 289.80 Sound MIG 5040/T Robot Pulse Manual de usuario
- Deutsch: Cebora 289.80 Sound MIG 5040/T Robot Pulse Benutzerhandbuch
- Nederlands: Cebora 289.80 Sound MIG 5040/T Robot Pulse Handleiding
- português: Cebora 289.80 Sound MIG 5040/T Robot Pulse Manual do usuário
- dansk: Cebora 289.80 Sound MIG 5040/T Robot Pulse Brugermanual
- svenska: Cebora 289.80 Sound MIG 5040/T Robot Pulse Användarmanual
Documents connexes
-
Cebora 287 Sound MIG 3840/T Pulse Manuel utilisateur
-
-
Cebora JAGUAR SOUND MIG 2060/MD STAR DOUBLE PULSE Manuel utilisateur
-
-
-
-
-
-
-
Autres documents
-
Migatronic M79100140 Manuel utilisateur
-
Telwin MIG-MAG, TIG, MMA Welding Machine Manuel utilisateur
-
GYS MASTER 250 Fiche technique
-
ESAB LUD 320, LUD 450 Manuel utilisateur
-
GYS MASTER 350 Fiche technique
-
-
Marley High Velocity Electric Heat Air Curtain Manuel utilisateur
-
Argoclima ADR522CW Mode d'emploi