
Bedienungsanleitung
Metall- Bohr- und Fräsmaschine
tOperating Instructions
Metal Drilling and Routing Machine
pMode dʼemploi
perceuse et fraiseuse pour métal
CIstruzioni per lʼuso
Trapanatrice e fresatrice per metalli
mManual de instrucciones
Taladro-fresadora de metal
AHasználati utasítás
Fém-fúró- és marógép
qKäyttöohje
Metallipora- ja jyrsinkone
UBruksanvisning
Metall-borr- och fräsmaskine
BUpute za uporabu
fbušilice i glodalice za metal
PInstrukcja obsługi
Wiertarko - frezarka stołowa
Art.-Nr.: 42.530.02 I.-Nr.: 01028 BT-MR 550
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 1

2
1
2 3
3
14
20
10
9
12
14
28
11
21 6
8
a
13
16
4
7
1
6
16
15
15
2
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 2

3
7
4
6
5
8 9
19
27
17
17
15
14
28
28
19
4
5
b
8
9
18
19
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 3

4
10 11
10
22
11
13
12 13
20
23
24
12
14
25
26
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 4

5
“WARNUNG - Zur Verringerung des Verletzungsrisikos Bedienungsanleitung lesen”
Netzstecker ziehen!
Achtung! Arbeiten an elektrischen Anlagen dürfen nur von einer Elektrofachkraft durchgeführt
werden!
Achtung! Wählhebel für Drehzahlbereich nur im Stillstand betätigen!
Tragen Sie eine Schutzbrille.
Während der Arbeit entstehende Funken oder aus dem Gerät heraustretende Splitter, Späne
und Stäube können Sichtverlust bewirken.
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 5

6
D
Achtung!
Beim Benutzen von Geräten müssen einige
Sicherheitsvorkehrungen eingehalten werden, um
Verletzungen und Schäden zu verhindern. Lesen Sie
diese Bedienungsanleitung deshalb sorgfältig durch.
Bewahren Sie diese gut auf, damit Ihnen die
Informationen jederzeit zur Verfügung stehen. Falls
Sie das Gerät an andere Personen übergeben
sollten, händigen Sie diese Bedienungsanleitung
bitte mit aus. Wir übernehmen keine Haftung für
Unfälle oder Schäden, die durch Nichtbeachten
dieser Anleitung und den Sicherheitshinweisen
entstehen.
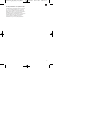
1.Gerätebeschreibung (Bild 1-4)
1. Fräskopf
2. Kreuztisch
3. Maschinensäule
4. Arbeitsspindel
5. Getriebehebel
6. Drehzahlwahlschalter
7. Stellrad für Feinvorschub
8. Not-Aus-Schalter
9. Zahnkranzbohrfutter
10. Handkurbel für Querschlitten
11. Handkurbel für Längsschlitten
12. Tiefenanschlag
13. Befestigungsmutter für Neigungsverstellung
14. Drehkreuz
15. Spindelabdeckung
16. Späneschutz
2. Lieferumfang
Bohr-, Fräsmaschine
Bohrfutterschlüssel
Hakenschlüssel
Fixierstift
Werkzeug
3. Bestimmungsgemäße Verwendung
Diese Maschine ist zum Bohren, Tiefenfräsen und
Stirnfräsen von kleinen Werkstücken (max.
Abmessungen: 300 mm x 200 mm x 200 mm)
aus Metall, Kunststoff oder ähnlichen Materialien
bestimmt. Mit dem serienmäßigen Zahnkranzbohr-
futter dürfen nur Bohr- und Fräswerkzeuge mit einem
zylindrischen Schaft von max. 16mm verwendet
werden. Bei der Bearbeitung von Metall (ST37) sollte
der Werkzeugdurchmesser nicht mehr als 13mm
betragen. Es ist zudem auch möglich Werkzeuge mit
kegeligem Schaft (MK3) direkt in der Arbeitsspindel
aufzunehmen. Diese Bohr-, Fräsmaschine ist nur für
den Hausgebrauch geeignet und darf nicht für den
industriellen Einsatz verwendet werden. Die
Maschine darf nur nach ihrer Bestimmung verwendet
werden. Jede weiter darüber hinausgehende Ver-
wendung ist nicht bestimmungsgemäß.
Für daraus hervorgehende Schäden oder Verletz-
ungen aller Art haftet der Benutzer bzw. Bediener
und nicht der Hersteller. Bestandteil der bestimm-
ungsgemäßen Verwendung ist auch die Beachtung
der Sicherheitshinweise sowie die Montageanleitung
und Betriebshinweise in der Bedienungsanleitung.
Personen, die die Maschine bedienen und warten,
müssen mit dieser vertraut und über mögliche
Gefahren unterrichtet werden. Darüber hinaus sind
die geltenden Unfallverhütungsvorschriften
genauestens einzuhalten. Sonstige allgemeine
Regeln in arbeitsmedizinischen und
sicherheitstechnischen Bereichen sind zu beachten.
Bitte beachten Sie, dass unsere Geräte bestim-
mungsgemäß nicht für den gewerblichen, handwerk-
lichen oder industriellen Einsatz konstruiert wurden.
Wir übernehmen keine Gewährleistung, wenn das
Gerät in Gewerbe-, Handwerks- oder Industriebe-
trieben sowie bei gleichzusetzenden Tätigkeiten ein-
gesetzt wird.
Veränderungen an der Maschine schließen eine
Haftung des Herstellers und daraus entstehende
Schäden gänzlich aus. Trotz bestimmungsmäßiger
Verwendung können bestimmte Restrisikofaktoren
nicht vollständig ausgeräumt werden. Bedingt durch
Konstruktion und Aufbau der Maschinen können
folgende Punkte auftreten.
Berührung des Backenfutters in nicht
abgedeckten Bereich.
Eingreifen in rotierende Teile (Verletzungsge-
fahr).
Wegschleudern von Werkstücken und
Werkstückteilen.
Gesundheitsschädliche Kühl- und Schmiermittel.
Achten Sie auf umweltgerechte Entsorgung.
Berührung rotierender Bauteile im nicht abge-
deckten Bereich. Verletzungsgefahr!
Achtung Verletzungsgefahr! Den Backenfutter-
schlüssel immer sofort wieder Abziehen und
niemals stecken lassen!
Verletzungsgefahr durch das nicht im Einsatz be-
findliche Fräswerkzeug.
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 6

7
D
Augenverletzungen durch wegfliegende Späne
und anderen Splitter. Tragen Sie unbedingt eine
Schutzbrille!
4. Wichtige Hinweise
Bitte lesen Sie vor der Inbetriebnahme die Ge-
brauchsanweisung sorgfältig durch und
beachten Sie die Sicherheitshinweise. Machen
Sie sich anhand dieser Gebrauchsanweisung mit
dem Gerät, dem richtigen Gebrauch sowie den
Sicherheitshinweisen vertraut. Bewahren Sie die
Gebrauchsanweisung immer so auf, dass sie
dem Bediener jederzeit zugänglich ist.
Das Tragen einer persönlichen
Schutzausrüstung ist bei allen Arbeiten mit der
Maschine unbedingt erforderlich.
Tragen Sie zur Vermeidung von Augenverletz-
ungen immer eine Schutzbrille.
Tragen sie unbedingt ein Haarnetz oder eine ge-
eignete Arbeitsmütze, wenn Sie lange Haare
haben.
Tragen Sie enganliegende Arbeitskleidung.
Das rotierende Werkzeug könnte Ärmel o. a. er-
fassen.
Benutzen Sie zum Entfernen der Späne einen
geeigneten Spänehacken. Niemals Späne mit
bloßer Hand entfernen.
Bei ausgeschalteter Maschine entfernen Sie
Späne am besten mit einem Handfeger oder
einem Pinsel.
Das Arbeiten mit der Maschine ist nur Personen
über 18 Jahren gestattet, die mit dem Umgang
der wirkungsweise der Maschine vertraut sind.
Jugendlichen zwischen 16 und 18 Jahren ist das
Arbeiten nur unter Aufsicht eines Erwachsenen
gestattet.
Überprüfen Sie vor Arbeitsbeginn die korrekte
Funktion der Schutzeinrichtung.
Überlasten Sie die Maschine nicht. Sie arbeiten
besser und sicherer im angegebenen Leistungs-
bereich.
Benutzen Sie das richtige Werkzeug und achten
Sie drauf, dass die Werkzeuge (Drehmeißel,
Bohrer) nicht stumpf oder abgebrochen sind.
Kabel immer hinten von der Maschine
wegführen. Schützen Sie das Kabel vor Hitze, Öl
und scharfen Kanten.
Ziehen Sie den Netzstecker bei Reparaturen und
Wartungsarbeiten und wenn Sie die Maschine
nicht benutzen.
Arbeiten an elektrischen Einrichtungen dürfen
nur von einer Elektrofachkraft vorgenommen
werden. Es dürfen nur Orginalteile verwendet
werden.
Saubere Arbeitsplätze erleichtern das Arbeiten.
Achten Sie darauf, was Sie tun. Gehen Sie mit
Vernunft an die Arbeit.
Achten Sie darauf, dass der Unterbau das Ge-
wicht der Maschine tragen kann und ausreichend
stabil ist, damit beim Bearbeiten keine Schwing-
ungen auftreten können.
Zum Schutz vor Korrosion sind alle blanken Teile
der Maschine werkseitig stark eingefettet. Reini-
gen Sie die Maschine vor der Inbetriebnahme mit
einem geeigneten umweltfreundlichen Reinig-
ungsmittel.
Achtung! Schließen Sie die Schutzabdeckung
für das Backenfutter bevor Sie die Maschine ein-
schalten.
Mit der Maschine dürfen keine
gesundheitsgefährdenden oder
Stauberzeugenden Materialien, wie z.B. Holz,
Teflon etc. bearbeitet werden.
Benutzen Sie die Maschine nicht in der Nähe
von brennbaren Flüssigkeiten oder Gasen.
Verwenden Sie die Maschine nur in geeigneten
Räumen und setzen Sie die Maschine nicht
feuchten oder nassen Umgebungen aus.
Sorgen Sie beim Arbeiten für gute Beleuchtung.
Benutzen Sie das Kabel nicht um den Stecker
aus der Steckdose zu ziehen.
Achten Sie darauf, dass beim Arbeiten das
Werkstück fest eingespannt ist. Werkstück
immer in einem Maschinenschraubstock oder mit
Hilfe von Spannpratzen festspannen.
Verwenden Sie nur scharfe und saubere
Werkzeuge.
Schalten Sie die Maschine bei gefährlichen
Situationen oder technischen Störungen sofort
aus und ziehen Sie den Netzstecker!
Bei Beschädigungen darf mit der Maschine nicht
mehr gearbeitet werden und es muss der
Netzstecker gezogen werden!
Achtung! Es dürfen nur vom Hersteller freige-
gebene Einsatzwerkzeuge und Zubehör verwen-
det werden. Die Verwendung von nicht freige-
gebenen Teilen kann eine Verletzungsgefahr für
Sie bedeuten.
Halten Sie Ihren Arbeitsbereich sauber und in
Ordnung. Unordnung im Arbeitsbereich kann
Unfälle verursachen.
Schutzbrille tragen. Bei Arbeiten mit starker
Staubbildung muss außerdem eine Gesichts-
bzw. Staubmaske verwendet werden.
Futterschlüssel und anderes Werkzeug vor
Arbeitsbeginn entfernen.
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 7

8
D
5. Technische Daten
Nennspannung 230 V ~ / 50 Hz
Nennleistung 500 W S3 50% 10 min
Drehzahlbereich (L) niedrig 0–1.100 min-1
Drehzahlbereich (H) hoch 0–2.500 min-1
Morsekegel in Spindel MK 3
Max. Bohrdurchmesser 13 mm
Fingerfräserdurchmesser 16 mm
Stirnfräserdurchmesser 30 mm
Kreuztisch 390 x 90 mm
Max. Tischverstellung in x 220 mm
Max. Tischverstellung in y 100 mm
Max. Spindelhub 280 mm
Winkelverstellung l/r -45° - +45°
Schalldruckpegel LpA 82 dB(A)
Schutzart IP2X
Gewicht 50 kg
Betriebsart S3 (Periodischer Aussetzbetrieb):
Die Maschine darf eine bestimmte Zeit (relative
Einschaltdauer in % der Spieldauer) mit
Nennleistung in Betrieb genommen werden. Danach
muss die Maschine eine Zeitspanne stillstehen
(Pausezeit) um sich nicht unzulässig zu erwärmen.
Die Spieldauer setzt sich aus Belastungsdauer und
Pausendauer zusammen. Während des Stillstandes
zwischen den Spieldauern kühlt sich die Maschine
nicht mehr auf Raumtemperatur ab. Die Spieldauer
beträgt 10min, wenn keine andere Angabe gemacht
wird.
6. Inbetriebnahme
Achtung!
Ziehen Sie vor sämtlichen Montagen und
Einstellarbeiten den Netzstecker.
Um Transportschäden zu vermeiden darf die
Maschine nur aufrecht, am besten in der
Originalverpackung, transportiert werden!
Maschinengewicht beachten! Das Nettogewicht
der Maschine beträgt 50 kg. Verwenden Sie ein
geeignetes Transportmittel, welches die Last der
Maschine aufnehmen kann. Sollte kein
Transportmittel zur Verfügung stehen, heben Sie
die Maschine vorsichtig an, damit Mensch und
Maschine nicht zu Schaden kommen.
Schützen Sie die Maschine vor Feuchtigkeit und
Regen.
Die Aufstellung und Verwendung der Maschine
ist nur in trockenen und belüfteten Räumen
zulässig. Der Temperaturbereich für Betrieb der
Maschine sollte zwischen +15° und +40° liegen.
Sind Werkzeugfutter und Fräser ausreichend
befestigt?
Kontrollieren Sie, ob sich eventuell
Maschinenteile gelöst haben.
Wurde der richtige Drehzahlbereich gewählt?
Sind Maschine und Spannmittel sauber und frei
von Späne?
Kontrollieren Sie, ob die Befestigungsschrauben
des Dreibackenfutters fest angezogen sind und
ob sich die Arbeitsspindel leicht von der Hand
drehen lässt.
Vor der Inbetriebnahme müssen alle Abdeck-
ungen und Sicherheitsvorrichtungen montiert
sein.
Das Backfutter muss frei laufen können.
Bevor Sie den Einschalter betätigen
vergewissern Sie sich das alles richtig montiert
und bewegliche Teile leichtgängig sind.
Überzeugen Sie sich vor dem Anschließen der
Maschine, dass die Daten auf dem Typenschlid
mit den Netzdaten übereinstimmen.
Montieren Sie die mitgelieferten Kurbelgriffe
(Bild 5).
6.2 Aufstellung
Stellen Sie die Maschine auf einen ebenen Unterbau
(Werkbank etc.)
Wichtig: Die Maschine muss mit vier Schrauben fest
mit dem Unterbau verschraubt werden. Benutzen Sie
dazu die vier Befestigungsbohrungen in der
Standplatte der Maschine.
Stellen Sie sicher, dass genügend Platz zum
Verfahren des Kreuztisches und für
Neigungseinstellungen vorhanden ist.
Achten Sie darauf, dass der Unterbau der Maschine
ausreichend stabil ist um das Gewicht (ca. 50 kg) der
Maschine zu tragen!
Zum Schutz vor Korrosion sind alle blanken Teile der
Maschine werkseitig eingefettet. Reinigen Sie die
Maschine vor Inbetriebnahme mit einem geeigneten,
umweltfreundlichen Reinigungsmittel. Benutzen Sie
keine Reinigungsmittel die den Lack der Maschine
angreifen könnten und sorgen Sie während der
Reinigung für ausreichende Belüftung. Ölen Sie nach
erfolgter Reinigung die Maschine wieder leicht mit
säurefreiem Schmieröl ein!
Achtung: Öl, Fett und Reinigungsmittel sind
umweltgefährdend und müssen Umweltgerecht
entsorgt werden – nicht in den Hausmüll geben!
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 8

9
D
6.3 Netzanschluss / Schalter
Die Maschine darf nur mit Einphasenstrom 230 Volt /
50 Hz berieben werden. Hausseitig muss der
Stromkreis mit maximal 16 A abgesichert sein.
6.3.1 Maschine Einschalten (Abb. 3/4)
Bringen Sie den Drehzahlwahlschalter (6) erst in „0“
Position.
Falls zusätzlich der Not-Aus-Schalter (8) betätigt ist,
müssen Sie die Verriegelung lösen. Die orange
Kontrollleuchte (b) erlischt. Leuchtet die grüne
Kontrollleuchte (a), kann die gewünschte Drehzahl
an der Maschine eingestellt werden und die
Maschine läuft an.
6.3.2 Maschine Ausschalten (Abb. 4)
Maschine durch Drücken des Not-Aus-Schalters (8)
ausschalten und durch ziehen des Netzsteckers vom
Netz trennen.
7. Bedienung und Einstellung
Achtung: Alle Einstellungen an der Maschine dürfen
nur bei gezogenem Netzstecker vorgenommen
werden.
7.1 Drehzahleinstellung (Bild 3-4)
Mittels des Getriebehebels (5) auf der Maschinen-
seite können zwei Drehzahlbereiche gewählt
werden.
Vordere Stellung (H) für den Drehzahlbereich
0 bis 2500 min-1
Hintere Stellung (L) für den Drehzahlbereich
0 bis 1100 min-1
Achtung: Drehzahlbereiche (L und H) nicht bei
laufender Spindel ändern! Die Drehzahl kann
innerhalb des Drehzahlbereiches stufenlos
eingestellt werden.
Die Feineinstellung der Drehzahl erfolgt über den
Drehzahlwahlschalter (6).
7.2 Richtigen Drehzahl / Schnittgeschwindigkeit
Die Wahl der richtigen Schnittgeschwindigkeit hat
große Auswirkungen auf die Standzeit des Werk-
zeuges und auf das Arbeitsergebnis. Sie ist je nach
Werkstoff unterschiedlich zu wählen. Die richtige
Schnittgeschwindigkeit erhalten Sie durch die
richtige Wahl der Drehzahl.
7.2.1 Bohren
Faustregel: Je kleiner die Löcher und je weicher der
Werkstoff, desto höher die Drehzahl.
Unten aufgeführte Liste hilft Ihnen bei der Wahl der
Richtigen Drehzahl für die verschiedenen
Materialien.
Bei den angegebenen Drehzahlen handelt es sich
lediglich um Richtwerte.
Drehzahleinstellung siehe Kap.7.1
Ø Bohrer Grauguss Stahl Eisen Aluminium Bronze
3 2550 1600 2230 9500 8000
4 1900 1200 1680 7200 6000
5 1530 955 1340 5700 4800
6 1270 800 1100 4800 4000
7 1090 680 960 4100 3400
8 960 600 840 3600 3000
9 850 530 740 3200 2650
10 765 480 670 2860 2400
11 700 435 610 2600 2170
12 640 400 560 2400 2000
13 590 370 515 2200 1840
14 545 340 480 2000 1700
16 480 300 420 1800 1500
18 425 265 370 1600 1300
20 380 240 335 1400 1200
22 350 220 305 1300 1100
25 305 190 270 1150 950
7.2.2 Fräsen
Die Drehzahl lässt sich folgendermaßen berechnen:
n = v / (x d )
n = Drehzahl in min-1
v = Schnittgeschwindigkeit in m/min
d = Werkzeugdurchmesser in m
= 3,14
Die Werte für die Schnittgeschwindigkeiten und
maximalen Schnitttiefen für den jeweiligen Werkstoff
entnehmen Sie unten aufgeführter Liste oder einem
Tabellenbuch.
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 9

10
D
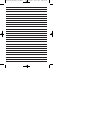
7.3 Spannen der Werkzeuge (Bild 3, 4, 6-8)
In der Arbeitsspindel dürfen ausschließlich
Werkzeuge, Spannvorrichtungen oder
Werkzeugaufnahmen mit Morsekegel MK3 und
Innengewinde M12 zu formschlüssigen Befestigung
verwendet werden. Reduzierhülsen dürfen nicht
verwendet werden!
7.3.1 Werkzeuge in Arbeitsspindel spannen
Maschine ausschalten und Netzstecker ziehen!
Spindelabdeckung (15) entfernen.
Kegelschaft (18) und Spindel (4) säubern und
entfetten.
Jetzt den Kegelschaft (18) in die Hülse der
Arbeitsspindel (4) stecken. Achtung: Um Ver-
letzungen zu vermeiden sollte der Fräser mit
einem Lappen angefasst werden!
Zum Fixieren der Arbeitsspindel den Fixierstift
(17) seitlich in die Spindelhülse einstecken.
Zugstange (19) zum Befestigen des Kegel-
schaftes mit einem Maulschlüssel (SW 17) fest-
ziehen. Die Zugstange muss mit ca. 8 Umdreh-
ungen (im Uhrzeigersinn) in den Kegeldorn ge-
schraubt werden. Wichtig: Sichern Sie das Werk-
zeug oder das Bohrfutter immer mit der Zug-
stange, um ein selbstständiges Lösen des
Werkzeuges auszuschließen.
Fixierstift (17) wieder entfernen.
Spindelabdeckung (15) wieder aufstecken.
7.3.2 Werkzeug aus Arbeitsspindel entfernen:
Maschine ausschalten und Netzstecker ziehen!
Spindelabdeckung (15) entfernen.
Zum Fixieren der Arbeitsspindel den Fixierstift
(17) seitlich in die Spindelhülse einstecken.
Zugstange mit Maulschlüssel (SW 17) entgegen
dem Uhrzeigersinn lösen.
Kegelschaft (18) vorsichtig durch Klopfen auf die
Zugstange (19) mit einem Gummihammer lösen
und aus der Spindelhülse nehmen. Um
Verletzungen zu vermeiden sollte der Fräser mit
einem Lappen angefasst werden!
Spindelabdeckung (15) wieder aufsetzen.
7.3.3 Handhabung des Bohrfutters
Im Bohrfutter (9) dürfen nur zylindrische Werk-
zeuge mit dem angegebenen maximalen Schaft-
durchmesser gespannt werden. Nur
einwandfreies und scharfes Werkzeug benutzen.
Keine Werkzeuge benutzen, die am Schaft
beschädigt sind oder sonst in irgendeiner Weise
verformt oder beschädigt sind. Setzen Sie nur
Zubehör oder Zusatzgeräte, die vom Hersteller
freigegeben sind ein.
Schaft des Werkzeuges ganz in das Bohrfutter
(9) einstecken und mit dem mitgelieferten Futter-
schlüssel festziehen.
Futterschlüssel wieder abziehen. Achten Sie auf
festen Sitz der eingespannten Werkzeuge.
Achtung: Futterschlüssel nicht stecken lassen.
Verletzungsgefahr durch Wegschleudern des
Futterschlüssels.
7.4 Spannen der Werkstücke
Achtung: Die Werkstücke müssen immer fest
eingespannt werden! Dies ist wichtig für die
Betriebssicherheit und für das Arbeitsergebnis.
Ist das Werkstück nicht fest eingespannt, kann es
durch die Vorschubkraft des Fräsers herausgerissen
und weggeschleudert werden.
Am besten eignet sich hierzu ein Maschinen-
schraubstock (nicht im Lieferumfang enthalten).Mit
Hilfe von Spannschrauben und Nutsteine kann der
Maschinenschraubstock fest am Kreuztisch der
Maschine befestigt werden. Vor dem endgültigen
festziehen der Schrauben muss der
Maschinenschraubstock mittels einer Messuhr genau
parallel zu den Schlittenführungen ausgerichtet
werden.
Es können auch geeignete Spannpratzen (nicht im
Lieferumfang enthalten), zum befestigen des
Werkstückes am Maschinentisch verwendet werden.
Dabei ist auf die richtige Spannpratzengröße zu
achten, um einen festen Halt des Werkstückes zu
Werkstoff Zugfestigkeit
Schnitt-
tiefe a
[mm]
Schnitt-
geschwindigkeit
v [m/min]
Schnitt-
tiefe a
[mm]
Schnitt-
geschwindigkeit
v [m/min]
0,5 70 - 50 1 200 - 150
3 50 - 30 6 100 - 70
10 30 - 20 10 70 - 50
0,5 45 - 30 1 150 - 110
3 30 - 20 6 80 - 55
10 18 - 12 10 55 - 35
0,5 30 - 20 1 110 - 75
3 20 - 15 6 55 - 35
10 18 - 10 10 35 - 25
- - 1 75 - 50
- - 3 50 - 30
- - 6 30 - 20
0,5 90 - 40 1 160 - 80
3 75 - 30 3 120 - 60
0,5 45 - 35 1 100 - 80
3 35 - 25 3 90 - 60
10 20 - 15 10 60 - 40
0,5 40 - 30 1 100 - 70
3 30 - 20 3 70 - 50
0,5 70 - 45 1 240 - 190
3 60 - 40 3 190 - 140
6 40 - 20 6 140 - 80
0,5 60 - 40 1 150 - 100
3 50 - 35 3 100 - 60
6 35 - 20 6 70 - 45
0,5 180 - 160 0,5 700 +
3 160 - 140 3 600 - 400
6 140 - 120 6 500 - 250
1 140 - 100 1 400 - 200
6 120 - 80 6 300 - 150
- - 1 200 - 120
--6150 - 50
3 150 - 100 3 450 - 350
6 120 - 70 6 350 - 250
3 100 - 55 3 400 - 300
6 55 - 35 6 30 - 200
HartmetallSchnellarbeitsstahl
Kupfer
Legierungen
200 - 400
400 - 800
Aluminium
Legierungen
60 - 320
320 - 440
440 +
Schwarzer
Temperguss 350
Weißer
Temperguss 350 - 400
Automaten-
stahl 700
Gusseisen
mit Lamellen-
graphit
200
200 - 400
All. Baustahl,
Werkzeug-
stahl, Einsatz
und
Vergütungs-
stahl,
Stahlguss
500 - 700
700 - 900
900 - 1100
1100 - 1400
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 10

11
D
gewährleisten.
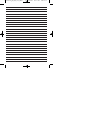
7.5 Vorschub (Abb. 7,8)
Alle Vorschubbewegungen müssen von Hand
ausgeführt werden.
7.5.1 Normalvorschub des Fräskopfes
(Abb. 1/2/9)
Das Drehkreuz (14) des Vorschubes ganz von
der Maschine weg nach außen ziehen.
Das Werkzeug kann nun mittels des
Drehkreuzes schnell an das Werkstück
herangeführt werden.
Der Normalvorschub wird zum Ausführen von
Bohrungen verwendet.
Durch den Tiefenanschlag (12) kann die Bohr-
bzw. Frästiefe in Z-Richtung begrenzt werden.
Dazu Feststellgriff (20) am Tiefenanschlag (12)
lösen.
Tiefenanschlag auf die gewünschte Position ein-
stellen und Feststellgriff (20) wieder festziehen.
Die Vorschubposition kann an der Skala (21) ab-
gelesen werden.
7.5.2 Feinvorschub des Fräskopfes (Abb. 1/9)
Das Drehkreuz (14) so in Richtung Fräskopf (1)
schieben, dass die Zähne der Klauenkupplung
(27) ineinander greifen.
Der Fräser kann nun mittels des Stellrades für
den Feinvorschub (7) genau positioniert werden.
Ein Teilstrich des Skalenrings entspricht 0,02
mm Verfahrweg des Tisches.
Ist die gewünschte Frästiefe eingestellt muss der
Fräskopf (1) mittels des jeweiligen Klemmhebels
(28) fixiert werden.
7.5.3 Vorschub des Kreuztisches (Abb. 1/10)
Der Kreuztisch (2) der Maschine ist in zwei senk-
recht zueinander stehenden Achsen (X;Y)
manuell verfahrbar.
Der Vorschub beim Fräsen wird durch
Betätigung der Kurbeln (10;11) ausgeführt.
Durch den Skalenring an den Handkurbeln kann
man die Nullposition des Verfahrweges
einstellen.
Ein Teilstrich des Skalenrings entspricht 0,02
mm Verfahrweg des Tisches.
Wird eine Verfahrachse (X oder Y) des Tisches
nicht verwendet, empfiehlt es sich diese mittels
des jeweiligen Klemmhebels (22)
festzuklemmen.
7.6 Schwenken des Fräskopfes (Abb. 1,2, 11-13)
Zum Fräsen von Fasen oder V-Nuten kann der
Fräskopf nach links und rechts um jeweils 45°
geschwenkt werden.
Achtung: Stellen Sie vor Beginn der Einstellung
sicher, dass die Maschine fest auf der Arbeitsfläche
verschraubt ist!
Maschine ausschalten.
Maschinenkopf (1) mit einer Hand gut festhalten
um ein Wegkippen zu verhindern.
Befestigungsmutter (13) mit einem
Maulschlüssel (SW 36) lösen.
0° Arretierung (23) durch herausziehen
entriegeln.
Den gewünschten Keilwinkel an der Winkelskala
(24) einstellen.
Befestigungsmutter (13) wieder festziehen.
7.7 Gehrungsführungen justieren (Abb. 14)
Bei häufiger Benutzung kann sich der Abstand
zwischen den Gleitflächen des Längs- und
Querschlittens sowie des Fräskopfes ändern. Um die
einwandfreie Funktion und Bewegung zu
gewährleisten sollte die Gehrungsführungen etwa 1
mal pro Jahr nachjustiert werden.
Kontermuttern (25) lösen.
Justierschrauben (26) so nachstellen, dass der
ausgeübte Druck auf die Gehrungsführung an
jeder Justierschraube gleichmäßig ist.
Justierschraube (26) mittels eines
Inbusschlüssels (3mm) in Position halten und
Kontermuttern (25) wieder festziehen.
Tipp: Die Justierschrauben von außen
beginnend immer von zwei Seiten gleichmäßig
anziehen, um eine einheitliche Einstellung zu
erhalten.
8. Bearbeitung
8.1 Bohren und Tiefenfräsen
Bohrfutter und Werkzeug wie in Kap. 7.2 be-
schrieben einsetzen und mit der Zugstange
sichern.
Bohrfutter mit Hilfe des Futterschlüssels fest-
ziehen.
Richtige Drehzahl einstellen (siehe Kap. 7.1 -7.2)
Spannen Sie das Werkstück gut mittels eines
Maschinenschraubstockes oder mittels
Spannpratzen gut fest.
Kreuztisch (2) in die (X- und Y-Richtung) in die
gewünschte Position bringen.
Tiefenanschlag einstellen (siehe Kap. 7.5.1) und
darauf achten, dass das Werkzeug nicht das
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 11

Werkstück berührt.
Nicht mehr gebrauchte Gegenstände aus dem
Arbeitsbereich entfernen.
Maschine einschalten und mit dem
Drehzahlwahlschalter (6) die richtige
Spindeldrehzahl einstellen.
Durchführen der Bohr- bzw. Fräsarbeit. Hinweis:
Bei großen Bohrungen sollte zuerst mit einem
kleinen Bohrer vorgebohrt werden. Ziehen Sie
den Bohrer während des Bohrens einige Male
aus dem Werkstück zurück, damit das Bohrloch
frei von Späne bleibt.
Die Bohr- bzw. Frästiefe ergibt sich aus der Ein-
stellung des Tiefenanschlages (12).
Nach Beendigung der Arbeit Fräskopf wieder in
obere Position bringen und Maschine aus-
schalten.
Maschine und Spannvorrichtung reinigen und
ggf. einölen.
8.1.1 Senken und Zentrierbohren
Bitte beachten Sie, dass das Senken mit niedriger
Schnittgeschwindigkeit und niedrigem Vorschub,
während Zentrierbohren mit hoher
Schnittgeschwindigkeit und niedrigem Vorschub
durchzuführen ist.
8.2 Stirnfräsen
Spannfutter und Werkzeug einspannen (siehe
Kap. 7.1) und mit der Zugstange (19) sichern.
Spannfutter mit Hilfe des Futterschlüssels fest-
ziehen.
Richtigen Drehzahlbereich einstellen (siehe
Kap. 7.1-7.2)
Achtung: Drehzahlbereiche (L und H) nicht bei
laufender Spindel ändern!
Spannen Sie das Werkstück gut mittels eines
Maschinenschraubstockes oder mittels
Spannpratzen gut fest.
Arbeitstisch in die (X- und Y-Richtung) in die ge-
wünschte Position bringen.
Tiefenanschlag einstellen (siehe 7.4.1) und dar-
auf achten, dass das Werkzeug nicht das
Werkstück berührt.
Nicht mehr gebrauchte Gegenstände aus dem
Arbeitsbereich entfernen.
Maschine einschalten und mit dem
Drehzahlwahlschalter (6) die gewünschte
Spindeldrehzahl einstellen.
Fräsarbeit durchführen. Dazu Kreuztisch mittels
der Handkurbeln in X- und Y-Richtung verstellen.
(siehe 7.5.3)
Nach Beendigung der Arbeit Maschine ausschal-
ten und Fräskopf (1) wieder in obere Position
bringen.
Maschine und Spannvorrichtung reinigen und
ggf. einölen.
Nach dem Gebrauch der Maschine muss der
Arbeitstisch wieder gereinigt und eingeölt
werden.
9. Pflege und Wartung
Vor allen Pflege und Wartungsarbeiten ist der
Netzstecker zu ziehen! Die Maschine ist in
regelmäßigen Abständen (je nach
Benutzungshäufigkeit) zu warten. Die
Wartungsarbeiten sollten genau dokumentiert
werden.
Kegelschäfte und Fräser sauber halten.
Zum Schutz, gleiche Fräser bei Nichtgebrauch
am besten in einer Box aufbewahren.
Überprüfen Sie den gesamten Stromkreis
(Schalter, Stecker, Kontakte etc.) auf
ordnungsgemäße Funktion.
Um größeren Schäden und Verletzungen vorzu-
beugen, wenden Sie sich bei Störungen, welche
über die normale Wartung hinausgehen, bitte an
unsere Kundendienst. Die Serviceadresse finden
Sie nachfolgend in der Garantieurkunde.
Überprüfen Sie den Fräsmaschinenkopf auf
leichte Beweglichkeit und achten Sie darauf,
dass er sich nicht gelockert hat.
Prüfen Sie die Spindel auf Überschwingen.
Alle Schraubverbindungen auf festen Sitz über-
prüfen.
9.1 Schmierung
Um stets gute Arbeitsergebnisse zu gewährleisten
und die Maschine vor Korrosion zu schützen, muss
die Maschine in regelmäßigen Abständen
abgeschmiert und gefettet werden. Verteilen Sie das
Schmieröl bzw. Schmierfett gleichmäßig mit einem
Pinsel oder einem nicht fusselnden Lappen.
Schmierstellen und Schmierstoffe:
Alle blanken Maschinenteile: Schmieröl
Zahnstange an Säule: Schmieröl
Maschinentisch: Schmieröl
Mechanismus des Feinvorschubes: Schmieröl
Vorschubspindel Längsschlitten: Schmieröl
Vorschubspindel Querschlitten: Schmieröl
Prismenführung Fräskopf: Schmierfett
Drehlager Fräskopf: Schmierfett
Prismenführung Querschlitten: Schmierfett
Prismenführung Längsschlitten: Schmierfett
12
D
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 12

10. Austausch der
Netzanschlussleitung
Wenn die Netzanschlussleitung dieses Gerätes
beschädigt wird, muss sie durch den Hersteller oder
seinen Kundendienst oder eine ähnlich qualifizierte
Person ersetzt werden, um Gefährdungen zu
vermeiden.
11. Reinigung, Wartung und
Ersatzteilbestellung
Ziehen Sie vor allen Reinigungsarbeiten den
Netzstecker.
11.1 Reinigung
Halten Sie Schutzvorrichtungen, Luftschlitze und
Motorengehäuse so staub- und schmutzfrei wie
möglich. Reiben Sie das Gerät mit einem
sauberen Tuch ab oder blasen Sie es mit
Druckluft bei niedrigem Druck aus.
Wir empfehlen, dass Sie das Gerät direkt nach
jeder Benutzung reinigen.
Reinigen Sie das Gerät regelmäßig mit einem
feuchten Tuch und etwas Schmierseife.
Verwenden Sie keine Reinigungs- oder
Lösungsmittel; diese könnten die Kunststoffteile
des Gerätes angreifen. Achten Sie darauf, dass
kein Wasser in das Geräteinnere gelangen kann.
11.2 Wartung
Im Geräteinneren befinden sich keine weiteren zu
wartenden Teile.
11.3 Ersatzteilbestellung:
Bei der Ersatzteilbestellung sollten folgende
Angaben gemacht werden;
Typ des Gerätes
Artikelnummer des Gerätes
Ident-Nummer des Gerätes
Ersatzteilnummer des erforderlichen Ersatzteils
Aktuelle Preise und Infos finden Sie unter
www.isc-gmbh.info
12. Entsorgung und Wiederverwertung
Das Gerät befindet sich in einer Verpackung um
Transportschäden zu verhindern. Diese Verpackung
ist Rohstoff und ist somit wieder verwendbar oder
kann dem Rohstoffkreislauf zurückgeführt werden.
Das Gerät und dessen Zubehör bestehen aus
verschiedenen Materialien, wie z.B. Metall und
Kunststoffe. Führen Sie defekte Bauteile der
Sondermüllentsorgung zu. Fragen Sie im
Fachgeschäft oder in der Gemeindeverwaltung nach!
13
D
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 13

14
GB
“Caution - Read the operating instructions to reduce the risk of inquiry”
Wear safety goggles.
Sparks generated during working or splinters, chips and dust emitted by the device can cause
loss of sight.
Remove the power plug!
Important! Work on electrical equipment may only be carried out by a qualified electrician!
Important! Wait until the equipment has stopped before actuating the selector lever for
the speed range!
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 14

Important!
When using the equipment, a few safety precautions
must be observed to avoid injuries and damage.
Please read the complete operating instructions and
safety regulations with due care. Keep this manual in
a safe place, so that the information is available at all
times. If you give the equipment to any other person,
hand over these operating instructions and safety
regulations as well. We cannot accept any liability for
damage or accidents which arise due to a failure to
follow these instructions and the safety instructions.
1. Layout (Figs. 1-4)
1. Routing head
2. Compound table
3. Machine column
4. Work spindle
5. Gear lever
6. Speed selector switch
7. Wheel selector for fine feed
8. ON/OFF switch
9. Ring gear drill chuck
10. Hand crank for cross slide
11. Hand crank for saddle slide
12. Depth stop
13. Fixing nut for angle adjustment
14. Star handle
15. Spindle guard
16. Chip guard
2. Items supplied
앬Drilling and routing machine
앬Drill chuck key
앬Hook spanner
앬Locating pin
앬Tools
3. Proper use
This machine is designed for the drilling, deep
routing and face routing of small workpieces (max.
dimensions: 300 mm x 200 mm x 200 mm) made
from metal, plastic or similar materials. Only drilling
and routing tools with a cylindrical shaft of max. 16
mm may be used with the standard ring gear drill
chuck. The tool diameter for the machining of metal
(ST37) must be no more than 13 mm. Tools with a
tapered shank (MK3) can also be mounted directly in
the work spindle. This drilling and routing machine is
suitable only for household use and must not be
used for industrial applications. The machine is to be
used only for its prescribed purpose. Any other use is
deemed to be a case of misuse.
The user/operator and not the manufacturer will be
held liable for damage and/or injuries of any kind that
result from such misuse. To use the machine
properly you must also observe the safety
regulations, the assembly instructions and the
operating instructions to be found in this manual. All
persons who use and service the machine have to
be acquainted with this manual and must be
informed about the machineʼs potential hazards. It is
also imperative to observe the accident prevention
regulations in force in your area. The same applies
for the general rules of health and safety at work.
Please note that our equipment has not been
designed for use in commercial, trade or industrial
applications. Our warranty will be voided if the
machine is used in commercial, trade or industrial
businesses or for equivalent purposes.
The manufacturer will not be liable for any changes
made to the machine nor for any damage resulting
from such changes. Even when the machine is used
as prescribed it is still impossible to eliminate certain
residual risk factors. The following hazards may arise
in connection with the machinesʼ construction and
design:
앬Contact with the jaw chuck where it is not
covered.
앬Reaching into rotating parts (risk of injury).
앬Catapulting of workpieces and parts of workpieces
from the machine.
앬Harmful coolants and lubricants. Make sure they
are disposed of in an environmentally friendly
manner.
앬Contact with rotating components where they are
not covered. Risk of injury!
앬Caution! Risk of injury! Always withdraw jaw chuck
keys immediately and never leave them inserted
in the chuck!
앬Risk of injury from the routing tool even when it is
not in use.
앬Eye injuries can be caused by flying chips and
other splinters. You MUST wear safety goggles!
15
GB
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 15

4. Important information
Please read the directions for use carefully and
observe the safety information before using the
machine for the first time. It is important to
consult these instructions in order to acquaint
yourself with the machine, its proper use and
safety precautions. Always keep the instructions
so that the user can access them at any time.
앬It is absolutely essential that personal protective
equipment is worn whenever working with the
machine.
앬To prevent eye injuries, always wear safety
goggles.
앬You must wear a hair net or suitable work cap if
you have long hair.
앬Wear close-fitting work clothes.
앬The tool could catch sleeves etc. as it rotates.
앬Use a suitable chip hook to remove chips. Never
remove chips using just your hand.
앬With the machine switched off, chips are best
removed using a brush or the like.
앬Only people over the age of 18 who are familiar
with how the machine works may operate the
machine.
앬Young people aged between 16 and 18 may only
work with the machine under the supervision of an
adult.
앬Check that the safeguard is functioning properly
before starting work.
앬Do not overload the machine. Electric tools work
better and safer when used within their quoted
capacity range.
앬Use the correct tool and make sure that the tools
(routing tool, drill) are not blunt or broken.
앬Always lead the power cable from the rear of the
machine. Protect the cable from heat, oil and
sharp edges.
앬Pull out the power plug before carrying out repairs
and maintenance and when the machine is not in
use.
앬Work on electrical equipment may only be carried
out by a qualified electrician. Only original parts
may be used.
앬Clean workplaces make work easier. Concentrate
on what you are doing. Use common sense when
working.
앬Make sure that the base on which the machine is
placed can support the weight of the machine and
is sufficiently stable for no vibrations to occur
during machining.
앬All bare parts of the machine are already well
greased in order to protect them from corrosion.
Clean the machine with a suitable environmentally
friendly cleaning agent before using it for the first
time.
앬Important! Close the safety guard for the jaw
chuck before switching the machine on.
앬This machine must not be used for the machining
of any materials that are toxic or generate dust
such as wood, Teflon etc.
앬Do not use the machine near flammable liquids or
gases.
앬Use the machine only in suitable rooms and do
not expose the machine to moist or wet
environments.
앬Provide good lighting while you work.
앬Do not use the cable to pull the plug out of the
socket.
앬Make sure that the workpiece is clamped in firmly
when working. Always clamp the workpiece in a
machine vice or by means of clamping claws.
앬Use only tools that are sharp and clean.
앬Switch the machine off immediately in dangerous
situations or if technical faults occur and pull out
the power plug!
앬If the machine is damaged, you must stop working
with it and pull out the power plug.
앬Important! Only replacement tools and accesso
ries which have been approved by the
manufacturer may be used. The use of non-
approved parts can put you at risk of injury.
앬Keep your work area clean and tidy. Untidy work
areas can cause accidents.
앬Wear safety goggles. You must also wear a face
or dust mask when carrying out work that
produces a lot of dust.
앬Remove jaw keys and other tools before starting
work.
5. Technical data
Rated voltage 230 V ~ / 50 Hz
Power rating 550 W S3 50% 10 min.
Rotational speed range (L) low 0-1100 min-1
Rotational speed range (H) high 0-2500 min-1
Morse taper in spindle MK 3
Max. drill bit diameter 13 mm
End-routing cutter diameter 16 mm
Face-routing cutter diameter 30 mm
Compound table 390 x 90 mm
Max. table adjustment in x 220 mm
Max. table adjustment in y 100 mm
Max. spindle stroke 280 mm
Angle adjustment l/r -45° - +45°
LPA sound pressure level 82 dB(A)
Protection type IP2x
Weight 50 kg
16
GB
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 16

Operating mode S3 (periodic intermittent
operation):
The machine may be operated at the power rating for
a certain period (relative ON period as % of cycle
time). Afterwards the machine must be stopped for a
while (rest period) to prevent it from overheating. The
cycle time is made up of the load period and the rest
period. The machine will not cool down to room
temperature while not running between the cycle
times. Unless stated otherwise, the cycle time is 10
minutes.
6. Starting up
Important!
앬Pull out the power plug before carrying out any
assembly and adjustment work.
앬To avoid damage in transit, always transport the
machine upright and preferably in the original
packaging.
앬Make allowance for the weight of the machine!
The net weight of the machine is 50 kg. Use
suitable means of transport that can support the
weight of the machine. Should no means of trans-
port be available, lift the machine carefully so as
to avoid injury to people and damage to the
machine itself.
앬Protect the machine against moisture and rain.
앬The machine may only be installed and used in
dry, well-ventilated rooms. The temperature range
for operating the machine should be between +15°
and +40°.
앬Are the tool chuck and routing cutter sufficiently
secure?
앬Check to see if any parts of the machine have
worked loose.
앬Has the right rotational speed range been
chosen?
앬Are the machine and clamping devices clean and
free of chips?
앬Check to make sure that the fixing screws of the
concentric chuck have been tightened and that the
work spindle can be easily rotated by hand.
앬All covers and safety devices must be properly
fitted before the machine is switched on.
앬The jaw chuck must be able to run freely.
앬Before switching on, make sure that everything
has been properly assembled and that moving
parts can move easily.
앬Before you connect the machine to the power
supply, make sure the data on the rating plate is
the same as that for your mains.
앬Fit the supplied crank handles (Figure 5).
6.2 Installation
Set the machine up on a level base (workbench etc.).
Important: The machine must be screwed tight to
the base using four screws. To do this, use the four
fixing holes in the baseplate of the machine.
Make sure that there is enough space for the
compound table to traverse and for angle
adjustments.
You must also make sure that what is underneath
the machine is sufficiently stable to support the
weight (approx. 50 kg) of the machine!
All bare parts of the machine are already greased in
order to protect them from corrosion. Clean the
machine with a suitable environmentally friendly
cleaning agent before using it for the first time. Do
not use any cleaning agents that could attack the
paintwork of the machine and ensure sufficient
ventilation during cleaning. Lubricate the machine
with non-acidic lubricating oil again after cleaning.
Important: Oil, grease and cleaning agents are
harmful to the environment and must be disposed of
in an environmentally compatible way - not with
household rubbish!
6.3 Mains connection / switch
The machine may only be operated with single-
phase current 230 Volt / 50 Hz. The electric circuit of
the house must be protected by no more than a 16A
fuse.
6.3.1 Switching on the machine (Fig. 3/4)
First set the speed selector switch (6) to position “0”.
If the Emergency Stop switch (8) is also activated
you will have to release the lock. The orange
indicator lamp (b) will go out. When the green
indicator lamp (a) lights up, the desired rotational
speed of the machine can then be set and the
machine will start up.
6.3.2 Switching off the equipment (Fig. 4)
Switch off the equipment by pressing the Emergency
Stop switch (8) and then unplug the power plug.
7. Operation and adjustment
Important: Always unplug the power plug before
making any adjustments to the machine.
7.1 Setting the rotational speed (Figs. 3-4)
Use the gear lever (5) on the machine side to choose
between two speed ranges.
Front position (L) for the rotational speed rang
0 to 1100 min-1
17
GB
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 17

Rear position (H) for the rotational speed range
0 to 2500 min-1
Important: Do not change rotational speed ranges
(L and H) while the spindle is running! The rotational
speed can be adjusted infinitely within the speed
range. Use the speed selector switch (6) to finely
adjust the rotational speed.
7.2 Correct rotational speed / cutting speed
The choice of the correct cutting speed has an
enormous effect on the service life of the tool and on
the work results. The right speed depends on the
material. If the chosen rotational speed is correct, the
cutting speed will also be correct.
7.2.1 Drilling
Rule of thumb: The smaller the hole and the softer
the material, the higher the speed of rotation.
The table below will help you select the proper speed
for the various materials.
Note: The rotational speeds shown are merely
suggested values.
To adjust the speed, see chapter 7.1.
Drill bit Ø Cast iron Steel Iron Aluminium Bronze
3 2550 1600 2230 9500 8000
4 1900 1200 1680 7200 6000
5 1530 955 1340 5700 4800
6 1270 800 1100 4800 4000
7 1090 680 960 4100 3400
8 960 600 840 3600 3000
9 850 530 740 3200 2650
10 765 480 670 2860 2400
11 700 435 610 2600 2170
12 640 400 560 2400 2000
13 590 370 515 2200 1840
14 545 340 480 2000 1700
16 480 300 420 1800 1500
18 425 265 370 1600 1300
20 380 240 335 1400 1200
22 350 220 305 1300 1100
25 305 190 270 1150 950
7.2.2 Routing
The rotational speed can be calculated as follows:
n = v / (x d )
n = rotational speed in min-1
v = cutting speed in m/min
d = tool diameter in m
= 3.14
The values for the cutting speeds and maximum
cutting depths for the relevant material are given in
the list below or in a book of tables.
7.3 Clamping the tools (Figs. 3,4,6-8)
Only tools, clamping fixtures or tool chucks with
Morse taper MK3 and internal thread M12 may be
used to ensure positive fixing in the work spindle.
Reducing bushes must not be used!
7.3.1 Clamping tools in the work spindle
앬Switch the machine off and unplug the power
plug.
앬Remove the spindle guard (15).
앬Clean and degrease the tapered shank (18) and
spindle (4).
앬Now insert the tapered shank (18) into the bush of
the work spindle (4). Important: To avoid injury,
always use a cloth to hold the routing cutter!
앬To fix the work spindle in position, insert the
locating pin (17) into the side of the spindle bush.
앬To fix the tapered shank in position, tighten the tie
rod (19) using an open-end wrench (SW17). The
tie rod must be screwed into the taper mandrel
with about 8 turns (clockwise) of the wrench.
Important: Always secure the tool or the drill
chuck with the tie rod in order to prevent the tool
from working loose.
18
GB
Material Tensile
strength
cutting
depth
a [mm]
Cutting speed
v [m/min]
Cutting
depth
a [mm]
Cutting speed
v [m/min]
0,5 70 - 50 1 200 - 150
3 50 - 30 6 100 - 70
10 30 - 20 10 70 - 50
0,5 45 - 30 1 150 - 110
3 30 - 20 6 80 - 55
10 18 - 12 10 55 - 35
0,5 30 - 20 1 110 - 75
3 20 - 15 6 55 - 35
10 18 - 10 10 35 - 25
- - 1 75 - 50
- - 3 50 - 30
- - 6 30 - 20
0,5 90 - 40 1 160 - 80
3 75 - 30 3 120 - 60
0,5 45 - 35 1 100 - 80
3 35 - 25 3 90 - 60
10 20 - 15 10 60 - 40
0,5 40 - 30 1 100 - 70
3 30 - 20 3 70 - 50
0,5 70 - 45 1 240 - 190
3 60 - 40 3 190 - 140
6 40 - 20 6 140 - 80
0,5 60 - 40 1 150 - 100
3 50 - 35 3 100 - 60
6 35 - 20 6 70 - 45
0,5 180 - 160 0,5 700 +
3 160 - 140 3 600 - 400
6 140 - 120 6 500 - 250
1 140 - 100 1 400 - 200
6 120 - 80 6 300 - 150
- - 1 200 - 120
--6150 - 50
3 150 - 100 3 450 - 350
6 120 - 70 6 350 - 250
3 100 - 55 3 400 - 300
6 55 - 35 6 30 - 200
Hard metalHigh-speed steel
Copper
alloys
200 - 400
400 - 800
Aluminium
alloys
60 - 320
320 - 440
440 +
Blackheart
iron 350
White
malleable
iron
350 - 400
Free-cutting
steel 700
Gray cast
iron
200
200 - 400
Gen.
Structural
steel; tool
steel; case-
hardened
and
tempered
steel; cast
steel
500 - 700
700 - 900
900 - 1100
1100 - 1400
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 18

앬Remove the locating pin (17).
앬Reattach the spindle guard (15).
7.3.2 Removing the tool from the work spindle:
앬Switch the machine off and unplug the power
plug.
앬Remove the spindle guard (15).
앬To fix the work spindle in position, insert the
locating pin (17) into the side of the spindle bush.
앬Loosen the tie rod by turning the open-end wrench
(SW17) anticlockwise.
앬Loosen the tapered shank (18) carefully by gently
tapping the draw bar (19) with a rubber hammer
and remove it from the spindle bush. To avoid
injury, always use a cloth to hold the routing cutter!
앬Reattach the spindle guard (15).
7.3.3 Handling the drill chuck
앬Only cylindrical tools with the stipulated maximum
shaft diameter may be clamped in the drill chuck
(9). Only use a tool that is sharp and free of
defects. Do not use a tool whose shaft is
damaged or which is deformed or flawed in any
other way. Use only accessories or auxiliary units
that have been approved by the manufacturer.
앬Insert the shaft of the tool all the way into the drill
chuck (9) and tighten it using the supplied chuck
key.
앬Pull out the chuck key. Ensure that the clamped
tool is firmly seated.
Important: Do not leave the chuck key in. Doing
so will cause the chuck key to be catapulted out,
which could cause injury.
7.4 Clamping the workpieces
Important: Workpieces must always be clamped
tightly! This is important both for your own safety and
for the work results. If the workpiece is not clamped
tightly, it could be torn out by the feed force of the
routing cutter and catapult out.
The best thing to do is to use a machine vice (not
included in delivery). The machine vice can be
secured firmly to the compound table of the machine
using tightening screws and slide blocks. Before
tightening the screws for the last time, use a dial
gauge to make sure that the machine vice is aligned
exactly parallel to the saddle guides.
You can also use suitable clamping claws (not
included in delivery) to fix the workpiece to the
machine table. You must make sure that the
clamping claws are the right size to guarantee that
the workpiece is fixed securely.
7.5 Feed (Figs. 7,8)
All feed movements must be executed by hand.
7.5.1 Normal feed of the routing head (Figs. 1,2,9)
앬Pull the star handle (14) of the feeder completely
away from the machine.
앬The tool can now be brought rapidly towards the
workpiece using the star handle.
앬Normal feed is used for drilling operations.
앬The drilling or routing depth can be limited in the z
direction by means of the depth stop (12).
앬To do so, loosen the locking handle (20) on the
depth stop (12).
앬Set the depth stop to the required position and
tighten the locking handle (20) again.
앬The position of the feed can be read on the scale
(21).
7.5.2 Fine feed of the routing head (Figs. 1,9)
앬Push the star handle (14) towards the routing
head (1) so that the teeth of the jaw clutch (27)
intermesh.
앬The routing cutter can now be positioned exactly
using the wheel selector for fine feed (7).
앬One notch on the scale ring corresponds to 0.02
mm of travel of the table.
앬Once the desired routing depth has been set, the
routing head (1) must be fixed in position using
the relevant clamping lever (28).
7.5.3 Feed of the compound table (Fig. 1/10)
앬The compound table (2) of the machine can be
moved manually in two perpendicular directions
(X,Y).
앬For routing jobs, the feed is executed by operating
the cranks (10,11).
앬The zero position of the travel can be set using
the scale ring on the hand cranks.
앬One notch on the scale ring corresponds to 0.02
mm of travel of the table.
앬If one traversing axis (X or Y) of the table is not
used, it should be clamped tight by means of the
relevant clamping lever (22).
7.6 Swiveling the routing head (Fig. 1,2,11-13)
The routing head can be swiveled 45° to the left or
right to enable chamfers or V-grooves to be cut.
Important: Before starting adjustment, make sure
that the machine is screwed tight to the working
surface!
앬Switch the machine off.
앬Hold the machine head (1) tightly with one hand to
prevent it from tipping over.
앬Loosen the fixing nuts (13) using an open-end
wrench (SW 36).
앬Unlock the 0° lock (23) by pulling it out.
19
GB
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 19

앬Set the desired wedge angle using the angle scale
(24).
앬Tighten the fixing nuts (13) again.
7.7 Adjusting miter guides (Fig. 14)
If the machine is used frequently, the gap between
the sliding faces of the saddle slide and cross slide
and the routing head can change. To guarantee
perfect functioning and movement, readjust the miter
guides once every year or so.
앬Undo the lock nuts (25).
앬Adjust the adjustment screws (26) so that the
pressure exerted on the miter guide is the same at
every adjustment screw.
앬Hold the adjustment screw (26) in position using
an Allen key (3 mm) and tighten the lock nuts (25)
again.
앬Tip: To ensure uniform adjustment, always tighten
the adjustment screws evenly from two sides,
starting from the outside.
8. Machining
8.1 Drilling and deep routing
앬Fit the drill chuck and tool as described in chapter
7.2 and lock them with the tie rod.
앬Tighten the drill chuck using the chuck key.
앬Set the correct rotational speed
(see chapter 7.1- 7.2).
앬Clamp the workpiece firmly using a machine vice
or by means of clamping claws.
앬Bring the compound table (2) into the desired
position (X or Y direction).
앬Set the depth stop (see chapter 7.5.1), making
sure that the tool does not touch the workpiece.
앬Remove from the working area any objects that
are no longer needed.
앬Switch the machine on and set the correct spindle
speed using the speed selector switch (6).
앬Carry out the drilling and routing work. Note:
Larger drill holes should be predrilled with a small
drill bit first. Withdraw the drill from the workpiece
several times while drilling so that the drill hole
remains free of chips.
앬The drilling or routing depth depends on the
setting of the depth stop (12).
앬After finishing the work, return the routing head to
the upper position and switch the machine off.
앬Clean the machine and clamping fixture and
lubricate if necessary.
8.1.1 Countersinking and center-drilling
앬Remember that countersinking should be carried
out with a low cutting speed and low feed, while
center-drilling should be carried out with a high
cutting speed and low feed.
8.2 Face routing
앬Clamp the clamping chuck and tool in place (see
chapter 7.1) and lock them with the tie rod (19).
앬Tighten the chuck using the chuck key.
앬Set the correct rotational speed
(see chapter 7.1-7.2).
앬Important: Do not change rotational speed
ranges (L and H) while the spindle is running!
앬Clamp the workpiece firmly using a machine vice
or by means of clamping claws.
앬Bring the table into the desired position (X or Y
direction).
앬Set the depth stop (see chapter 7.4.1), making
sure that the tool does not touch the workpiece.
앬Remove from the working area any objects that
are no longer needed.
앬Switch the machine on and set the desired spindle
speed using the speed selector switch (6).
앬Carry out the routing work. To do this, adjust the
compound table in the X and Y direction using the
hand cranks (see 7.5.3).
앬After finishing the work, switch the machine off
and return the routing head (1) to the upper
position.
앬Clean the machine and clamping fixture and
lubricate if necessary.
The work table must be cleaned and lubricated
again after the machine has been used.
9. Care and maintenance
Always pull out the power plug before carrying
out care and maintenance work! Machine
maintenance is required at regular intervals
(depending on how often it is used). The
maintenance work should be documented exactly.
앬Keep the tapered shanks and routing cutter clean.
앬For added protection, identical routing cutters are
best kept in a box when not in use.
앬Check that the whole electric circuit (switches,
plugs, contacts etc.) is functioning properly.
앬To prevent further damage and injury, please
contact our Customer Services department if any
faults occur which require more than the normal
maintenance. The address is given in the warranty
card.
앬Check that the routing head can move easily and
make sure that it has not worked loose.
앬Check the spindle for excess vibration.
앬Check that all the screw connections are tight.
20
GB
Anleitung_BT_MR_550_SPK7:_ 17.12.2008 9:00 Uhr Seite 20
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108












































































































Einhell Blue 42.530.02 Mode d'emploi
- Taper
- Mode d'emploi
- Ce manuel convient également à
dans d''autres langues
- italiano: Einhell Blue 42.530.02 Istruzioni per l'uso
- English: Einhell Blue 42.530.02 Operating instructions
- español: Einhell Blue 42.530.02 Instrucciones de operación
- Deutsch: Einhell Blue 42.530.02 Bedienungsanleitung
- polski: Einhell Blue 42.530.02 Instrukcja obsługi
- svenska: Einhell Blue 42.530.02 Bruksanvisningar
- suomi: Einhell Blue 42.530.02 Käyttö ohjeet
Autres documents
-
 Rotwerk RB 18 vario Manuel utilisateur
Rotwerk RB 18 vario Manuel utilisateur
-
Mafell ZK 115 E Mode d'emploi
-
JET JBM-5 Manuel utilisateur
-
Scheppach DP16SL Manuel utilisateur
-
Ferm TDM1022 Manuel utilisateur
-
DeWalt D21815 Le manuel du propriétaire
-
-
-
-
Kress HMX 800 Le manuel du propriétaire
