Cebora POWER TIG 1640 DC HF Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

I -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2
GB -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 6
D -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN Seite 10
F -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 15
E -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 19
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 24
SF -KÄYTTÖOPAS KAARIHITSAUSLAITTEELLE sivu.29
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.33
NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.37
S -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.42
GR -ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUV" SUGKOVLLHSH" sel.46
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediav-
gramma
Pagg. Seiten
sel.: 52÷54
19/03/13
3.300.262/C

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUE-
STO MANUALE E CONSERVARLO, PER TUTTA LA VITA
OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'uti-
lizzatore deve essere istruito contro i rischi, di seguito rias-
sunti, derivanti dalle operazioni di saldatura. Per informazio-
ni più dettagliate richiedere il manuale cod. 3.300.758.
RUMORE
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qual-
siasi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici
attorno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate posso-
no incidere sul funzionamento di pacemaker. I portatori
di apparecchiature elettroniche vitali (pacemaker) devo-
no consultare il medico prima di avvicinarsi alle ope-
razioni di saldatura ad arco, di taglio, scriccatura o di
saldatura a punti.
· L’ esposizione ai campi elettromagnetici della saldatura o
del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle
seguenti procedure:
- Fare in modo che il cavo di massa e della pinza
portaelettrodo o della torcia rimangano affiancati. Se
possibile, fissarli assieme con del nastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione
o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indica-
zioni contenute nella norma IEC 60974-10(Cl. A) e deve
essere usato solo a scopo professionale in un
ambiente industriale. Vi possono essere, infatti,
potenziali difficoltà nell'assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e rela-
tiva attuazione nell'ambito della legislazione nazionale, le
apparecchiature elettriche giunte a fine vita devono esse-
re raccolte separatamente e conferite ad un impianto di
riciclo ecocompatibile. In qualità di proprietario delle appa-
recchiature dovrà informarsi presso il nostro rappresen-
tante in loco sui sistemi di raccolta approvati. Dando appli-
cazione a questa Direttiva Europea migliorerà la situazione
ambientale e la salute umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle
numerate della targa.
B. I rullini trainafilo possono ferire le mani.
C. Il filo di saldatura ed il gruppo trainafilo sono sotto
tensione durante la saldatura. Tenere mani eoggetti
metallici a distanza.
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggiati.
MANUALE DI ISTRUZIONI PER SALDATRICI AD ARCO

1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può
essere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni od incendi.
3.1 Tenere i materiali infiammabili lontano dall’area di sal-
datura.
3.2 Le scintille provocate dalla saldatura possono causa-
re incendi Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
con filtri della corretta gradazione. Indossare una pro-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questa saldatrice è un generatore di corrente continua
costante realizzata con tecnologia INVERTER, progettata
per saldare gli elettrodi rivestiti (con esclusione del tipo cel-
lulosico) e con procedimento TIG con accensione a contat-
to e con alta frequenza.
NON DEVE ESSERE USATA PER SGELARE I TUBI.
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA.
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 / IEC
61000-3-11 (vedi nota 2).
N°. Numero di matricola da citare sempre per
qualsiasi richiesta relativa alla saldatrice.
Convertitore statico di frequenza monofase
trasformatore-raddrizzatore.
Caratteristica discendente.
SMAW. Adatto per saldatura con elettrodi rivestiti.
TIG. Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria
X. Fattore di servizio percentuale. % di 10 minuti in cui
la saldatrice può lavorare ad una determinata cor-
rente senza causare surriscaldamenti.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
U1. Tensione nominale di alimentazione
La macchina è provvista di selezione automatica
della tensione di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz
I1 max. E’ il massimo valore della corrente assorbita.
3
l1 eff. E’ il massimo valore della corrente effettiva assorbi
ta considerando il fattore di servizio.
IP23 S Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio può essere immagazzinato,
ma non impiegato all’esterno durante le precipi-
tazioni, se non in condizione protetta.
Idoneità ad ambienti con rischio accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare in
ambienti con grado di inquinamento 3. (Vedi IEC 60664).
2- Questa attrezzatura è conforme alla norma IEC
61000-3-11 a condizione che l’impedenza massima
Zmax ammessa dell’impianto sia inferiore o uguale a
0,388 al punto di interfaccia fra l’impianto dell’utilizzato-
re e quello pubblico. E’ responsabilità dell’’installatore o
dell’utilizzatore dell’attrezzatura garantire, consultando
eventualmente l’operatore della rete di distribuzione, che
l’attrezzatura sia collegata a un’alimentazione con impe-
denza massima di sistema ammessa Zmax inferiore o
uguale a 0,388.
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da un termostato.
All'intervento del termostato la macchina smette di erogare
corrente ma il ventilatore continua a funzionare. L’intervento
è segnalato dall’accensione del led giallo (B).
Non spegnere la saldatrice finché il led non si è spento.
2.3.2 Motogeneratori
Debbono avere una potenza uguale o superiore a 6KVA e
non debbono erogare una tensione superiore a 270V.
3 INSTALLAZIONE
Controllare che la tensione di alimentazione corrisponda alla
tensione indicata sulla targa dei dati tecnici della saldatrice.
Collegare una spina di portata adeguata al cavo di alimen-
tazione assicurandosi che il conduttore giallo/verde sia col-
legato allo spinotto di terra.
La portata dell'interruttore magnetotermico o dei fusibili, in
serie alla alimentazione, deve essere uguale alla corrente I1
assorbita dalla macchina.
ATTENZIONE!: Le prolunghe fino a 30m devono essere
almeno di sezione 2,5mm
2
.
3.1. MESSA IN OPERA
L'installazione della macchina deve essere fatta da perso-
nale esperto. Tutti i collegamenti debbono essere eseguiti in
conformità alle norme vigenti e nel pieno rispetto della legge
antinfortunistica (norma CEI 26-23- IEC/TS 62081).
3.2. DESCRIZIONE DELL'APPARECCHIO
A - Selettore di procedimento e di modo
Tramite questo pulsante avviene la scelta del proce-
dimento di saldatura (Elettrodo o TIG) e del modo.
A ogni pressione di questo pulsante si ottiene una nuova
selezione. L'accensione dei led in corrispondenza ai simbo-
li visualizzano la Vostra scelta.
F - LED. Saldatura ad elettrodo (MMA)
S
MMA

4
Questa macchina può fondere tutti i tipi di elettrodi rivestiti
escluso il tipo cellulosico. La corrente di saldatura viene
regolata tramite la manopola H.
E - LED. Saldatura TIG 2 tempi(manuale).
Accensione senza alta frequenza.
Per accendere l'arco premere il pulsante torcia e toccare con
l'elettrodo di tungsteno il pezzo da saldare e rialzarlo. Il movi-
mento deve essere deciso e rapido.
Dopo la accensione la corrente raggiunge il valore regolato
con manopola H. Quando si lascia il pulsante la corrente ini-
zia a diminuire ed impiega un tempo corrispondente allo
"slope down", preventivamente regolato con la manopola
M, per andare a zero. In questa posizione si può collegare
l'accessorio comando a pedale ART. 193,
D - LED. Saldatura TIG 4 tempi (automatico).
Accensione senza alta frequenza.
Questo programma differisce dal precedente perché sia
l'accensione che lo spegnimento vengono comandati pre-
mendo e rilasciando il pulsante della torcia
C - LED. Saldatura TIG 2 tempi(manuale).
Accensione con alta frequenza.
TIG
TIG
TIG
H
G
F
E
D
A
P
S
G
I
C
L
M
B
O
Q
R
Per accendere l'arco premere il pulsante torcia, una scintilla
pilota di alta tensione/frequenza accenderà l'arco.
La logica di funzionamento è uguale a quella descritta per il
led E. In questa posizione si può collegare l'accessorio
comando a pedale ART. 193,
B - LED. Saldatura TIG 4 tempi (automatico).
Accensione con alta frequenza.
Questo programma differisce dal precedente perché sia
l'accensione che lo spegnimento vengono comandati pre-
mendo e rilasciando il pulsante della torcia
G - LED - PROTEZIONE TERMICA
Si accende quando l'operatore supera il fattore di
servizio o di intermittenza percentuale ammesso per la mac-
china e blocca contemporaneamente l'erogazione di corren-
te.
N.B. In questa condizione il ventilatore continua a raf-
freddare il generatore.
H - MANOPOLA
Regola la corrente di saldatura.
TIG

5
M -MANOPOLA
Slope down. E' il tempo in cui la corrente raggiun-
ge il minimo e lo spegnimento dell'arco.(0-10 sec.)
L - MANOPOLA
Post gas. Regola il tempo di uscita del gas al ter-
mine della saldatura. (0-30 sec.)
I - CONNETTORE 10 POLI
A cui vanno collegati i comandi remoti:
a) pedale
b) torcia con pulsante di start
c) torcia con up/down ecc…
O - RACCORDO 1/4 GAS)
Vi si connette il tubo gas della torcia di saldatura TIG.
P - morsetto di uscita negativo (-)
Q -morsetto di uscita positivo (+)
S - interruttore
Accende e spegne la macchina
R - raccordo ingresso gas
3.3. SALDATURA DI ELETTRODI RIVESTITI (MMA)
- Questa saldatrice è idonea alla saldatura di tutti i tipi di elet-
trodi ad eccezione del tipo cellulosico (AWS 6010).
- Assicurarsi che l'interruttore S sia in posizione 0, quindi col-
legare i cavi di saldatura rispettando la polarità richiesta dal
costruttore di elettrodi che andrete ad utilizzare e il morsetto
del cavo di massa al pezzo nel punto più vicino possibile alla
saldatura assicurandosi che vi sia un buon contatto elettrico.
- Non toccare contemporaneamente la torcia o la pinza
porta elettrodo ed il morsetto di massa.
- Accendere la macchina mediante l'interruttore S.
- Selezionare, premendo il pulsante A, il procedimento
MMA, led F Acceso.
- Regolare la corrente in base al diametro dell'elettrodo, alla
posizione di saldatura e al tipo di giunto da eseguire.
- Terminata la saldatura spegnere sempre l'apparecchio e
togliere l'elettrodo dalla pinza porta elettrodo.
3.4. SALDATURA TIG
Questa saldatrice è idonea a saldare con procedimento TIG
l'acciaio inossidabile, il ferro, il rame.
Collegare il connettore del cavo di massa al polo positivo (+)
della saldatrice e il morsetto al pezzo nel punto più vicino
possibile alla saldatura assicurandosi che vi sia un buon
contatto elettrico.
0
I
0
2
3
4
5
6
7
8
9
10
1
5
10
15
20
25
30
Collegare il connettore di potenza della torcia TIG al polo
negativo (-) della saldatrice.
Collegare il connettore di comando della torcia al connetto-
re I della saldatrice.
Collegare il raccordo del tubo gas della torcia al raccordo O
della macchina ed il tubo gas proveniente dal riduttore di
pressione della bombola al raccordo gas R.
Accendere la macchina.
Non toccare parti sotto tensione e i morsetti di uscita quan-
do l'apparecchio è alimentato.
Alla prima accensione della macchina selezionare il modo
mediante il pulsante A e la corrente di saldatura mediante la
manopola H.
Il flusso di gas inerte deve essere regolato ad un valore (in litri
al minuto) di circa 6 volte il diametro dell'elettrodo.
4 COMANDI A DISTANZA
Per la regolazione della corrente di saldatura a questa sal-
datrice possono essere connessi i seguenti comandi a
distanza:
Art. 193 Comando a pedale (usato in saldatura TIG)
Art (1266) Torcia TIG UP/DOWN.
Art 1192+Art 187 (usato in saldatura MMA)
Art. 1180 Connessione per collegare contemporaneamente
la torcia e il comando a pedale. Con questo accessorio l’Art.
193 può essere utilizzato in qualsiasi modo di saldatura TIG.
I comandi che includono un potenziometro regolano la
corrente di saldatura dal minimo fino alla massima cor-
rente impostata con la manopola H.
I comandi con logica UP/DOWN regolano dal minimo al
massimo la corrente di saldatura.
5 MANUTENZIONE
Ogni intervento di manutenzione deve essere eseguito da
personale qualificato nel rispetto della norma CEI 26-29
(IEC 60974-4).
5.1 MANUTENZIONE GENERATORE
In caso di manutenzione all'interno dell’apparecchio, assicu-
rarsi che l'interruttore S sia in posizione "O" e che il cavo di
alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno dell’ap-
parecchio
dalla polvere metallica accumulatasi, usando aria
compressa.
5.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro isola-
mento tra il lato primario ed il lato secondario della macc-
china. Evitare che i fili possano andare a contatto con
parti in movimento o parti che si riscaldano durante il fun-
zionamento. Rimontare tutte le fascette come sull’appa-
recchio originale in modo da evitare che, se accidental-
mente un conduttore si rompe o si scollega, possa avve-
nire un collegamento tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

6
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS.
The user must therefore be educated
against the hazards, summarized below, deriving from weld-
ing operations. For more detailed information, order the man-
ual code 3.300.758
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding proce-
dure may produce noise levels beyond said limit;
users must therefore implement all precautions required by
law.
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any conduc-
tor causes localized Electric and Magnetic
Fields (EMF). Welding/cutting current creates
EMF fields around cables and power sources.
· The magnetic fields created by high currents
may affect the operation of pacemakers. Wearers of vital
electronic equipment (pacemakers) shall consult their physi-
cian before beginning any arc welding, cutting, gouging or
spot welding operations.
· Exposure to EMF fields in welding/cutting may have other
health effects which are now not known.
· All operators should use the followingprocedures in order to
minimize exposure to EMF fields from the welding/cutting cir-
cuit:
- Route the electrode and work cables together - Secure
them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead cable is
on your right side, the work cable should also be on your
right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the standard IEC 60974-10 (CL. A),
and must be used solely for professional purposes in an
industrial environment. There may be potential difficul-
ties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on
approved collection systems from our local representa-
tive. By applying this European Directive you will improve
the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Drive rolls can injure fingers.
C. Welding wire and drive parts are at welding voltage
during operation — keep hands and metal objects
away.
1 Electric shock from welding electrode or wiring can
kill.
1.1 Wear dry insulating gloves. Do not touch electrode
with bare hand. Do not wear wet or damaged gloves.
1.2 Protect yourself from electric shock by insulating
yourself from work and ground.
INSTRUCTION MANUAL FOR ARC WELDING MACHINE

7
1.3 Disconnect input plug or power before working on
machine.
2 Breathing welding fumes can be hazardous to your
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove
fumes.
2.3 Use ventilating fan to remove fumes.
3 Welding sparks can cause explosion or fire.
3.1 Keep flammable materials away from welding.
3.2 Welding sparks can cause fires. Have a fire extin-
guisher nearby and have a watchperson ready to use
it.
3.3 Do not weld on drums or any closed containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shade of filter. Wear complete body protection.
5 Become trained and read the instructions before
working on the machine or welding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTIONS
2.1 SPECIFICATIONS
This welding machine is a constant current power source
built using INVERTER technology, designed to weld covered
electrodes (not including cellulosic) and for TIG procedures,
with contact starting and high frequency.
IT MUST NOT BE USED TO DEFROST PIPES.
2.2 EXPLANATION OF THE TECHNICAL SPECIFI-
CATIONS LISTED ON THE MACHINE PLATE.
This machine is manufactured according to the following
international standards: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 CL. A - IEC 61000-3-12 - IEC 61000-3-11 (see
note 2).
N°. Serial number, which must be indicated on any
type of request regarding the welding machine.
Single-phase static transformer-rectifier
frequency converter.
Drooping characteristic.
SMAW. Suitable for welding with covered electrodes.
TIG Suitable for TIG welding.
U0. Secondary open-circuit voltage
X. Duty cycle percentage. % of 10 minutes during
which the welding machine may run at a certain
current without overheating.
I2. Welding current
U2. Secondary voltage with current I2
U1. Rated supply voltage
The machine has an automatic supply voltage selector.
1~ 50/60Hz 50- or 60-Hz single-phase power supply
I1 max. This is the maximum value of the absorbed current.
I1 eff. This is the maximum value of the actual current
absorbed, considering the duty cycle.
IP23S Protection rating for the housing.
Grade 3 as the second digit means that this
equipment may be stored, but it is not
suitable for use outdoors in the rain, unless
it is protected.
Suitable for hazardous environments.
Note:
1- The machine has also been designed for use in envi-
ronments with a pollution rating of 1. (See IEC 60664).
2- This equipment complies with IEC 61000-3-11 provided
that the maximum permissible system impedance Zmax
is less than or equal to 0,388 at the interface point
between the user's supply and the public system. It is the
responsibility of the installer or user of the equipment to
ensure, by consultation with the distribution network
operator if necessary, that the equipment is connected
only to a supply with maximum permissible system
impedance Zmax less than or equal to 0,388
2.3 DESCRIPTION OF PROTECTIVE DEVICES
2.3.1 Thermal protection
This equipment is protected by a thermostat. When the ther-
mostat is tripped, the machine stops delivering current but
the fan continues to run. The yellow led (B) lights to indicate
when it is tripped.
Do not shut off the welding machine until the led has gone off.
2.3.2 Motor-driven generators
These must have a power equal to or greater than 6KVA, and
must not deliver a voltage greater than 270V.
3 INSTALLATION
Make sure that the supply voltage matches the voltage indi-
cated on the specifications plate of the welding machine.
When mounting a plug, make sure it has an adequate capa-
city, and that the yellow/green conductor of the power sup-
ply cable is connected to the earth pin.
The capacity of the overload cutout switch or fuses installed
in series with the power supply must be equivalent to the
absorbed current I1 of the machine.
WARNING! Extension cords of up to 30m must have a
cross-section of at least 2.5 mm2.
3.1 START-UP
Only skilled personnel should install the machine. All con-
nections must be carried out according to current regula-
tions, and in full observance of safety laws (regulation CEI
26-23 - IEC/TS 62081).
3.2 DESCRIPTION OF THE EQUIPMENT
A - Procedure and mode selector switch
This push-button selects the welding procedure
(MMA or TIG) and mode.
The selection changes each time the button is pressed.
The LEDs light alongside the various symbols to display your
choice.
F - LED. MMA welding
This machine can weld all types of covered electrodes*
except for cellulosic.
The welding current is adjusted using the knob H.
E - LED. 2-stage TIG welding (manual). Start
without high frequency.
To light the arc, press the torch trigger and touch the tung-
MMA
TIG
S

8
sten electrode to the workpiece, then lift it. This move must
be quick and decisive.
After starting, the current reaches the value set using knob
H.When the trigger is released, the current begins to drop
over the "slope down" time previously set using knob M,
until it returns to zero.
In this position, you may connect the pedal control acces-
sory ART. 193,
D - LED. 4-stage TIG welding (automatic). Start
without high frequency.
This program differs from the previous one in that the arc is both
started and shut off by pressing and releasing the torch trigger
C - LED. 2-stage TIG welding (manual). Start
with high frequency.
To light the arc, press the torch trigger: a high voltage/fre-
quency pilot spark will light the arc.
The operating logic is the same as described for the LED E.
In this position, you may connect the pedal control acces-
sory ART. 193,
B - LED. 4- stage TIG welding (automatic). Start
TIG
TIG
TIG
H
G
F
E
D
A
P
S
G
I
C
L
M
B
O
Q
R
with high frequency.
This program differs from the previous one in that the arc is both
started and shut off by pressing and releasing the torch trigger
G - LED - THERMAL PROTECTION
Lights when the operator exceeds the duty cycle or
percentage intermittence admissible for the machine, and
simultaneously blocks the current output.
NOTE: In this condition the fan continues cooling the
power source.
H - KNOB
Adjusts the welding current.
M - KNOB
Slope down. This is the time in which the current
reaches the minimum value and the arc shuts off.
(0-10 sec.)
10
MMA
TIG
115
130
70
25
50
90
A
140
5
115
135
150
75
25
50
95
0
2
3
4
5
6
7
8
9
10

9
L - KNOB
Post gas. Adjusts the time gas flows after welding
ends. (0-30 sec.)
I - 10-PIN CONNECTOR
The following remote controls are connected to
this connector:
a) foot control
b) torch with start button
c) torch with up/down, etc…
O - 1/4 GAS FITTING
This is where the gas hose of the TIG welding torch
is to be connected.
P - Negative output terminal (-)
Q -Positive output terminal (+)
S - switch
Turns the machine on and off
R - gas intake fitting
3.3 MMA WELDING (MANUAL METAL ARC)
- This welding machine is suitable for welding all types of
electrodes, with the exception of cellulosic (AWS 6010)*.
- Make sure that the switch S is in position 0, then connect
the welding cables, observing the polarity required by the
manufacturer of the electrodes you will be using; also con-
nect the clamp of the ground cable to the workpiece, as
close to the weld as possible, making sure that there is good
electrical contact.
- Do NOT touch the torch or electrode clamp simultaneou-
sly with the earth clamp.
- Turn the machine on using the switch S.
- Select the MMA procedure by pressing the button A:
LED F lit.
- Adjust the current based on the diameter of the electrode,
the welding position and the type of joint to be made.
- Always remember to shut off the machine and remove
the electrode from the clamp after welding.
3.4 TIG WELDING
This welding machine is suitable for welding stainless steel,
iron, or copper using the TIG procedure.
Connect the earth cable connector to the positive pole (+) of
the welding machine, and the clamp to the workpiece as
close as possible to the welding point, making sure there is
0
I
1
5
10
15
20
25
30
good electrical contact.
Connect the power connector of the TIG torch to the nega-
tive pole (-) of the welding machine.
Connect the torch connector to the welding machine con-
nector I.
Connect the torch gas hose fitting to the fitting O on the
machine, and the gas hose from the cylinder pressure regu-
lator to the gas fitting R on the rear panel.
Turn on the machine.
Do not touch live parts and output terminals while the machi-
ne is powered.
The first time the machine is switched on, select the mode
using the button A and the welding current using the knob H.
The flow of inert gas must be set to a value (in liters per minu-
te) approximately 6 times the diameter of the electrode.
4 REMOTE CONTROLS
The following remote controls may be connected to adjust
the welding current for this welding machine:
Art. 193 Foot control (used in TIG welding)
Art (1266) TIG UP/DOWN Torch.
Art 1192+Art 187 (used in MMA welding)
ART. 1180 Connection to simultaneously connect the torch
and the pedal control.
ART. 193 may be used in any TIG welding mode with this
accessory.
Remote controls that include a potentiometer regulate
the welding current from the minimum to the maximum
current set via the knob H.
Remote controls with UP/DOWN logic regulate the wel-
ding current from the minimum to the maximum.
5 MAINTENANCE
Any maintenance operation must be carried out by qua-
lified personnel in compliance with standard CEI 26-29
(IEC 60974-4).
5.1 GENERATOR MAINTENANCE
In the case of maintenance inside the machine, make
sure that the switch S is in position "O" and that the
power cord is disconnected from the mains.
It is also necessary to periodically clean the interior of the
machine from the accumulated metal dust, using com-
pressed air.
5.2 PRECAUTIONS AFTER REPAIRS.
After making repairs, take care to organize the wiring so that
there is secure insulation between the primary and secon-
dary sides of the machine. Do not allow the wires to come
into contact with moving parts or those that heat up during
operation. Reassemble all clamps as they were on the origi-
nal machine, to prevent a connection from occurring
between the primary and secondary circuits should a wire
accidentally break or be disconnected.
Also mount the screws with geared washers as on the ori-
ginal machine.

WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHR-
UNG VON SCHWEIßARBEITEN VERWENDET WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEIßEN UND -
SCHNEIDEN KANN FÜR SIE UND ANDERE
GESUNDHEITSSCHÄDLICH SEIN; daher
muß der Benutzer über die nachstehend kurz dargelegten
Gefahren beim Schweißen unterrichtet werden. Für ausführli-
chere Informationen das Handbuch Nr. 3.300758 anfordern.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die 80
dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer
Geräuschentwicklung kommen, die diesen Wert überschrei-
tet. Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können sein:
· Der elektrische Strom, der durch einen beliebi-
gen Leiter fließt, erzeugt elektromagnetische
Felder (EMF). Der Schweiß- oder Schneidstrom
erzeugt elektromagnetische Felder um die
Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Träger von
lebenswichtigen elektronischen Geräten (Herzschrittmacher)
müssen daher ihren Arzt befragen, bevor sie sich in die Nähe
von Lichtbogenschweiß-, Schneid-, Brennputz- oder
Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schneiden
erzeugten elektromagnetischen Felder kann bislang unbe-
kannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagnetische
Felder zu mindern, müssen sich alle SchweißerInnen an die
folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw. der Schweißerin befindet, muss sich auch das
Kabel der Elektrodenzange oder des Brenners auf
dieser Seite befinden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe von
Druckbehältern oder in Umgebungen ausführen, die
explosiven Staub, Gas oder Dämpfe enthalten. Die
für den Schweiß-/Schneiprozeß verwendeten Gasflaschen
und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Angaben der
harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und
darf ausschließlich zu gewerblichen Zwecken und nur in
industriellen Arbeitsumgebungen verwendet werden. Es ist
nämlich unter Umständen mit Schwierigkeiten verbunden
ist, die elektromagnetische Verträglichkeit des Geräts in
anderen als industriellen Umgebungen zu gewährleisten.
ENTSORGUNG DER ELEKTRO- UND
ELEKTRONIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit
gewöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie 2002/96/EG
über Elektro- und Elektronik-Altgeräte und der jeweiligen
Umsetzung in nationales Recht sind nicht mehr verwen-
dete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen
Sammlungssysteme informieren. Die Umsetzung
genannter Europäischer Richtlinie wird Umwelt und
menschlicher Gesundheit zugute kommen!
IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
B. Die Drahtförderrollen können Verletzungen an den
Händen verursachen.
C. Der Schweißdraht und das Drahtvorschubgerät stehen
während des Schweißens unter Spannung. Die Hände
und Metallgegenstände fern halten.
1. Von der Schweißelektrode oder vom Kabel verursachte
Stromschläge können tödlich sein. Für einen angemes-
senen Schutz gegen Stromschläge Sorge tragen.
1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit blo-
ßen Händen berühren. Keinesfalls feuchte oder schad-
hafte Schutzhandschuhe verwenden.
1.2 Sicherstellen, dass eine angemessene Isolierung vom
Werkstück und vom Boden gewährleistet ist.
1.3 Vor Arbeiten an der Maschine den Stecker ihres
Netzkabels abziehen.
2. Das Einatmen der beim Schweißen entstehenden
Dämpfe kann gesundheitsschädlich sein.
2.1 Den Kopf von den Dämpfen fern halten.
2.2 Zum Abführen der Dämpfe eine lokale Zwangslüftungs-
oder Absauganlage verwenden.
2.3 Zum Beseitigen der Dämpfe einen Sauglüfter verwen-
den.
3. Die beim Schweißen entstehenden Funken können
Explosionen oder Brände auslösen.
BETRIEBSANLEITUNG FÜR LICHTBOGENSCHWEIßMASCHINE
10

3.1 Keine entflammbaren Materialien im Schweißbereich
aufbewahren.
3.2 Die beim Schweißen entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmittelba-
ren Nähe bereit halten und sicherstellen, dass eine
Person anwesend ist, die ihn notfalls sofort einsetzen
kann.
3.3 Niemals Schweißarbeiten an geschlossenen Behältern
ausführen.
4. Die Strahlung des Lichtbogens kann Verbrennungen an
Augen und Haut verursachen.
4.1 Schutzhelm und Schutzbrille tragen. Einen geeigneten
Gehörschutztragen und bei Hemden den Kragen
zuknöpfen. Einen Schweißerschutzhelm mit einem Filter
mit der geeigneten Tönung tragen. Einen kompletten
Körperschutz tragen.
5. Vor der Ausführung von Arbeiten an oder mit der
Maschine die Betriebsanleitung lesen.
6. Die Warnhinweisschilder nicht abdecken oder entfernen.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Bei dieser Schweißmaschine handelt es sich um eine
Konstant-Gleichstromquelle mit INVERTER-Technologie,
die zum WIG-Schweißen mit umhüllten Elektroden
(Zelluloseumhüllungen ausgenommen) und mit
Berührungs- und Hochfrequenzzündung entwickelt
wurde. NICHT ZUM ENTFROSTEN VON
ROHRLEITUNGEN VERWENDEN.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN, DIE AUF
DEM LEISTUNGSSCHILD DER M A S C H I N E
ANGEGEBEN SIND.
Die Konstruktion des Geräts entspricht den folgenden
Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A
- IEC 61000-3-12 - IEC 61000-3-11 (siehe Anm. 2).
Nr. Seriennummer; sie muß bei allen Anfragen zur
Schweißmaschine stets angegeben werden.
Transformator-Gleichrichter.
Fallende Kennlinie.
SMAW. Geeignet zum Schweißen mit umhüllten Elektroden.
WIG Geeignet zum WIG-Schweißen
U
0. Leerlaufspannung Sekundärseite.
X. Einschaltdauer. Die Einschaltdauer ist der auf eine
Spieldauer von 10 Minuten bezogene Prozentsatz
der Zeit, die das Gerät bei einer bestimmten
Stromstärke arbeiten kann, ohne sich zu überhitzen.
I2. Schweißstrom.
U2. Sekundärspannung bei Schweißstrom I2.
U1. Bemessungsspeisespannung.
Die Maschine verfügt über eine Funktion für die
automatische Wahl der Speisespannung.
1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60 Hz.
I1 max. Dies ist der Höchstwert der Stromaufnahme.
I1 eff. Dies ist der Höchstwert der effektiven
Stromaufnahme bei Berücksichtigung der relativen
Einschaltdauer.
IP23S Schutzart des Gehäuses.
Die zweite Ziffer 3 gibt an, dass dieses Gerät bei
Niederschlägen zwar im Freien gelagert, jedoch nicht
ohne geeigneten Schutz betrieben werden darf.
Geeignet zum Betrieb in Umgebungen mit erhöhter
Gefährdung.
ANMERKUNGEN:
1-Das Gerät ist außerdem für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 konzipiert.
(Siehe IEC 60664).
2-Dieses Gerät ist konform mit der Norm IEC 61000-3-11
unter der Voraussetzung, dass die maximal zulässige
Impedanz ZMAX am Verknüpfungspunkt zwischen der
Abnehmeranlage und dem öffentlichen
Versorgungsnetz kleiner oder gleich 0,388 ist. Es liegt
in der Verantwortung des Installateurs bzw. des
Betreibers des Geräts, erforderlichenfalls in Absprache
mit dem öffentlichen Energieversorgungsunternehmen
sicherzustellen, dass das Gerät ausschließlich an eine
Anlage angeschlossen wird, deren maximal zulässige
Netzimpedanz ZMAX kleiner oder gleich 0,388 ist.
2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN
2.3.1 Thermischer Schutz
Dieses Gerät ist durch einen Thermostaten geschützt. Bei
Ansprechen des Thermostaten gibt die Maschine keinen
Strom mehr ab, doch der Ventilator läuft weiter. Das
Ansprechen wird durch das Aufleuchten der gelben led (B)
signalisiert. Die Schweißmaschine nicht ausschalten, bevor
diese led nicht erloschen ist.
S
11

12
2.3.2 Generator-Aggregat
Seine Leistung muß größer oder gleich 6 kVA sein und es
darf keine Spannung von mehr als 260 V abgeben.
3. INSTALLATION
Sicherstellen, daß die Speisespannung der auf dem
Leistungsschild der Schweißmaschine angegebenen
Bemessungsspannung entspricht.
Das Speisekabel mit einem Stecker mit einem geeigneten
Bemessungsstrom versehen und sicherstellen, daß der gelb-
grüne Schutzleiter an den Schutzkontakt angeschlossen ist.
Der Bemessungsstrom des in Reihe mit der Speisung
geschalteten thermomagnetischen Schalters oder der
Sicherungen muß gleich dem von der Maschine aufgenom-
menen Strom I1 sein.
ACHTUNG! Die Verlängerungen bis 30 m müssen einen
Querschnitt von mindestens 2,5 mm2 haben.
3.1. INSTALLATION
Die Installation der Maschine muß durch Fachpersonal erfol-
gen. Alle Anschlüsse müssen nach den geltenden
Bestimmungen und unter strikter Beachtung der
Unfallverhütungsvorschriften ausgeführt werden (Norm CEI
26-23 - IEC/TS 62081).
3.2. BESCHREIBUNG DES GERÄTS
A - Schweißverfahren- und Betriebsarten-
Wahlschalter
Mit diesem Drucktaster wählt man das
Schweißverfahren (Elektroden- oder WIG-Schweißen) und
die Betriebsart. Jede Betätigung dieses Drucktasters
bewirkt eine neue Einstellung.
Die von Ihnen getroffene Wahl wird durch das Aufleuchten
der LEDs neben den jeweiligen Symbolen angezeigt.
F - LED. Elektrodenschweißen (MMA)
Diese Maschine kann alle Arten von umhüllten Elektroden
mit Ausnahme von Elektroden mit Zelluloseumhüllung ver-
schweißen.
Der Schweißstrom wird mit dem Regler H eingestellt
E - LED. WIG-Schweißen 2-Takt (Handbetrieb)
Zünden ohne HF.
Zum Zünden des Lichtbogens den Brennertaster drücken,
mit der Wolfram-Elektrode das Werkstück berühren und
dann die Elektrode wieder anheben. Diese Bewegung muss
entschieden und rasch ausgeführt werden.
Nach dem Zünden steigt der Strom auf den mit dem Regler
H eingestellten Wert an. Löst man den Brennertaster, sinkt
der Strom in der zuvor mit dem Regler M eingestellten Zeit,
die dem "Slope down" entspricht, auf den Wert 0.
TIG
MMA
H
G
F
E
D
A
P
S
G
I
C
L
M
B
O
Q
R

13
In dieser Stellung kann man den zusätzlichen Fußregler Art.
193 anschließen.
D - LED. WIG-Schweißen 4-Takt (Automatik-
betrieb). Zünden ohne HF.
Dieses Programm unterscheidet sich von der vorherigen
Funktion darin, dass sowohl das Zünden als auch das
Löschen durch Betätigen und Lösen des Brennertasters
gesteuert werden.
C - LED. WIG-Schweißen 2-Takt (Handbetrieb)
Zünden mit HF.
Zum Zünden des Lichtbogens den Brennertaster drücken:
ein Zündfunke hoher Spannung/Frequenz zündet den
Lichtbogen. Die Funktionslogik entspricht der zuvor für die
LED E beschriebenen Logik.
In dieser Stellung kann man den zusätzlichen Fußregler Art.
193 anschließen.
B - LED. WIG-Schweißen 4-Takt (Automatik-
betrieb). Zünden mit HF.
Dieses Programm unterscheidet sich von der vorherigen
Funktion darin, dass sowohl das Zünden als auch das
Löschen durch Betätigen und Lösen des Brennertasters
gesteuert werden.
G - LED - THERMISCHER SCHUTZ
Diese LED leuchtet auf, wenn der Schweißer die zulässige
Einschaltdauer oder die zulässige Dauer des
Aussetzbetriebs für die Maschine überschreitet; zugleich
wird die Stromabgabe gesperrt.
HINWEIS: In diesem Zustand kühlt der Lüfter weiterhin
die Stromquelle.
H - REGLER
Für die Einstellung des Schweißstroms.
M - REGLER
Slope down. Dies ist das Zeitintervall, in dem der
Strom den Mindestwert erreicht und der
Lichtbogen gelöscht wird (0 - 10 s).
L - REGLER
Post gas. Zum Einstellen der Dauer des
Gasaustritts nach Abschluß der Schweißung. (0 -
30 s)
I - 10-POLIGE STECKDOSE
An diese Steckdose können folgende
Fernregler angeschlossen werden:
a) Fußregler
b) Brenner mit Start-Taster
c) Brenner mit UP/DOWN-Steuerung usw.
O - ANSCHLUSS (1/4 GAS)
Hier wird der Gasschlauch des WIG-Schlauchpakets
angeschlossen.
P - Ausgangsklemme Minuspol (-)
10
MMA
TIG
115
130
70
25
50
90
A
140
5
115
135
150
75
25
50
95
0
2
3
4
5
6
7
8
9
10
1
5
10
15
20
25
30
TIG
TIG
TIG
Q - Ausgangsklemme Pluspol (+)
S - Schalter
Zum Ein- und Ausschalten der Maschine.
R - Gas-Speiseanschluß
3.3 SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN (MMA)
- Diese Schweißmaschine ist zum Schweißen mit allen Arten
von umhüllten Elektroden mit Ausnahme von Elektroden mit
Zelluloseumhüllungen (AWS 6010)* geeignet.
- Sicherstellen, daß sich Schalter S in Schaltstellung 0 befin-
det. Dann die Kabel unter Beachtung der vom Hersteller der
verwendeten Elektroden verlangten Polung anschließen.
Außerdem die Klemme des Massekabels an das Werkstück
so nahe wie möglich an der Schweißstelle anschließen und
sicherstellen, daß ein guter elektrischer Kontakt gegeben ist.
- Niemals gleichzeitig den Brenner oder die Elektroden
spannzange und die Masseklemme berühren.
- Die Maschine mit dem Schalter S einschalten.
Durch Drücken von Drucktaster A das Schweißverfahren
MMA wählen; die LED F leuchtet.
- Den Strom in Abhängigkeit vom Elektrodendurchmesser,
der Schweißposition und der auszuführenden Art von
Schweißverbindung einstellen.
- Nach Abschluß des Schweißvorgangs stets das Gerät aus-
schalten und die Elektrode aus der Elektrodenspannzange
nehmen.
3.4 WIG-SCHWEISSEN
Diese Schweißmaschine ist zum Schweißen von rostfreiem
Stahl, Eisen und Kupfer mit dem WIG-Verfahren geeignet.
Den Steckverbinder des Massekabels an den Pluspol (+) der
Schweißmaschine und die Klemme an das Werkstück
möglichst nahe bei der Schweißstelle anschließen; sicher-
stellen, daß ein guter elektrischer Kontakt gegeben ist.
Den WIG-Brenner an den Minuspol (-) der Schweißmaschi-
ne anschließen.
Den Steckverbinder der Steuerleitung des Schlauchpakets
an die Steckdose I der Schweißmaschine anschließen.
Den Anschluß des Gasschlauchs des Schlauchpakets an
den Anschluß O der Maschine und den vom Druckminderer
der Gasflasche kommenden Gasschlauch an den
Gasanschluß R anschließen.
Die Maschine einschalten.
Keinesfalls spannungführende Teile und die Ausgangsklemmen
berühren, wenn das Gerät eingeschaltet ist.
Beim ersten Einschalten der Maschine mit dem Drucktaster
A das Verfahren wählen und mit dem Regler H den
Schweißstrom einstellen.
Der Schutzgasfluss muss auf einen Wert (Liter/Minute) ein-
gestellt werden, der ungefähr dem Sechsfachen des
Elektrodendurchmessers entspricht.
4 FERNREGLER
Für die Einstellung des Schweißstroms können an diese
Schweißmaschine folgende Fernregler angeschlossen werden:
Art. 193 Fußregler PIN (Gebrauch beim WIG-Schweißen)
Art. (1266) WIG-Brenner mit UP/DOWN-Steuerung.
0
I

14
Art. 1192 + Art. 187 (Gebrauch beim MMA-Schweißen)
ART. 1180 Steckdose für den gleichzeitigen Anschluß des
Brenners und des Fußreglers.
Mit diesem Zubehör kann Art. 193 in jeder Betriebsart des
WIG-Schweißverfahrens verwendet werden.
Die Stellteile, die ein Potentiometer einschließen, regeln
den Schweißstrom vom Minimum bis zum maximalen,
mit Regler H einstellten Strom.
Die Stellteile mit UP/DOWN-Steuerung regeln den
Schweißstrom vom Minimum bis zum Maximum.
Nach Abschluß des Schweißvorgangs stets das Gerät
ausschalten und die Elektrode aus der
Elektrodenspannzange nehmen.
5 WARTUNG
Alle Wartungsarbeiten müssen von einem Fachmann
in Einklang mit der Norm CEI 26-29 (IEC 60974-4) aus-
geführt werden.
5.1 WARTUNG DER STROMQUELLE
Für Wartungseingriff innerhalb des Geräts sicherstellen,
dass sich der Schalter S in der Schaltstellung “O” befin-
det und dass das Netzkabel vom Stromnetz getrennt
ist.
Ferner muss man den Metallstaub, der sich im Gerät
angesammelt hat, in regelmäßigen Zeitabständen mit
Druckluft entfernen.
5.2 SICHERHEITSVORKEHRUNGEN NACH EINEM
REPARATUREINGRIFF
Nach Ausführung einer Reparatur darauf achten, die
Verdrahtung wieder so anzuordnen, dass eine sichere
Isolierung zwischen Primär- und Sekundärseite des
Geräts gewährleistet ist. Sicherstellen, dass die Drähte
nicht mit beweglichen Teilen oder mit Teilen, die sich wäh-
rend des Betriebs erwärmen, in Berührung kommen kön-
nen. Alle Kabelbinder wieder wie beim Originalgerät
anbringen, damit es nicht zu einem Schluss zwischen
Primär- und Sekundärkreis kommen kann, wenn sich ein
Leiter löst oder bricht.
Außerdem die Schrauben mit den gezahnten
Unterlegscheiben wieder wie beim Originalgerät anbringen.

15
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À
L’ARC PEUVENT ÊTRE NUISIBLES À
VOUS ET AUX AUTRES. L’utilisateur doit
pourtant connaître les risques, résumés ci-dessous, liés aux
opérations de soudure. Pour des informations plus détaillées,
demander le manuel code.3.300758
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dange-
reux.
· Le courant électrique traversant n'importe
quel conducteur produit des champs électro-
magnétiques (EMF). Le courant de soudure ou
de découpe produisent des champs électro-
magnétiques autour des câbles ou des géné-
rateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des stimu-
lateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de sou-
dage à l’arc, découpe, décriquage ou soudage par points, les
porteurs d’appareils électroniques vitaux (stimulateurs car-
diaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de soudure ou
de découpe peut produire des effets inconnus sur la santé.
Pour reduire les risques provoqués par l'exposition aux
champs électromagnétiques chaque opérateur doit suivre
les procédures suivantes:
- Vérifier que le câble de masse et de la pince porte-
électrode ou de la torche restent disposés côte à côte.
Si possible, il faut les fixer ensemble avec du ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble de
la pince porte-électrode ou de la torche. Si le câble de
masse se trouve à droite de l'opérateur, le câble de la
pince porte-électrode ou de la torche doit être égale
ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de
découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10(Cl. A) et
ne doit être utilisée que pour des buts professionnels
dans un milieu industriel. En fait, il peut y avoir des diffi-
cultés potentielles dans l’assurance de la compatibilité
électromagnétique dans un milieu différent de celui
industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques et
électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent être
collectés séparément et conférés à une usine de recycla-
ge. Nous recommandons aux propriétaires des équipe-
ments de s’informer auprès de notre représentant local
au sujet des systèmes de collecte agréés.En vous confor-
mant à cette Directive Européenne, vous contribuez à la
protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numérotées
de la plaquette.
B. Les galets entraînement fil peuvent blesser les mains.
C. Le fil de soudure et le groupe entraînement fil sont sous
tension pendant le soudage. Ne pas approcher les
mains ni des objets métalliques.
MANUEL D’INSTRUCTIONS POUR POSTE À SOUDER À L’ARC

1. Les décharges électriques provoquées par l'électrode le
câble peuvent être mortelles. Se protéger de manière
adéquate contre les décharges électriques.
1.1 Porter des gants isolants. Ne pas toucher l’électrode
avec les mains nues. Ne jamais porter des gants
humides ou endommagés.
1.2 S'assurer d'être isolés de la pièce à souder et du sol
1.3 Débrancher la fiche du cordon d’alimentation avant de
travailler sur la machine.
2. L'inhalation des exhalations produites par la soudure
peut être nuisible pour la santé.
2.1 Tenir la tête à l'écart des exhalations.
2.2 Utiliser un système de ventilation forcée ou de déchar-
gement des locaux pour éliminer toute exhalaison.
2.3 Utiliser un ventilateur d'aspiration pour éliminer les
exhalations.
3. Les étincelles provoquées par la soudure peuvent cau-
ser des explosions ou des incendies.
3.1 Tenir les matières inflammables à l’écart de la zone de
soudure.
3.2 Les étincelles provoquées par la soudure peuvent causer
des incendies. Maintenir un extincteur à proximité et faire
en sorte qu'une personne soit toujours prête à l'utiliser.
3.3 Ne jamais souder des récipients fermés.
4. Les rayons de l’arc peuvent irriter les yeux et brûler la peau.
4.1 Porter un casque et des lunettes de sécurité. Utiliser des
dispositifs de protection adéquats pour les oreilles et des
blouses avec col boutonné. Utiliser des masques et
casques de soudeur avec filtres de degré approprié. Porter
des équipements de protection complets pour le corps.
5. Lire la notice d'instruction avant d'utiliser la machine ou
avant d'effectuer toute opération.
6. Ne pas enlever ni couvrir les étiquettes d'avertissement
2 DESCRIPTIONS GENERALES
2.1 SPÉCIFICATIONS
Esta máquina de soldar es un generador de corriente conti-
nua constante realizada con tecnología INVERTER, proyec-
tada para soldar los electrodos revestidos (con exclusión del
tipo celulósico) y con procedimiento TIG con encendido por
contacto y con alta frecuencia.
NO DEBE SER USADO PARA DESHELAR LOS TUBOS.
2.2 EXPLICATION DES DONNÉES TECHNIQUES
SUR LA PLAQUE DE LA MACHINE.
Le poste à souder est construit selon ces normes:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 /
61000-3-11 (voir remarque 2).
N°. Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
Convertisseur statique de fréquence monophasé
transformateur - redresseur.
Caractéristique descendante.
SMAW. Indiqué pour la soudure avec électrodes revêtues.
TIG Indiqué pour soudure TIG
U
0. Tension à vide secondaire
X. Facteur de marche en pour cent. % de 10 minutes
pendant lesquelles le poste à souder peut opérer
à un certain courant sans causer des surchauffes.
I2. Courant de soudure
U
2. Tension secondaire avec courant I2
U1. Tension nominale d’alimentation.
La machine est pourvue de sélection automatique
de la tension d'alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz
I1 max. C'est la valeur maximale du courant absorbé.
I1 eff. C'est la valeur maximale du courant effectif absorbé
en considérant le facteur de marche.
IP23S Degré de protection estimée pour le logement.
Degré 3 en tant que deuxième chiffre signifie que cet
appareil peut être entreposé, mais il ne peut
pas être utilisé à l'extérieur en cas de précipitations à
moins qu'il n'en soit protégé.
Indiqué pour opérer dans des milieux avec risque
accru.
REMARQUES :
1- En outre, la machine est indiquée pour opérer dans
des milieux avec degré de pollution 3. (Voir IEC 60664).
2- Cet équipement est conforme à la norme IEC 61000-
3-11 à condition que l’impédance admissible maxi-
mum Zmax de l’installation, mesurée dans le point de
raccordement entre l’installation de l’utilisateur et le
réseau de transport électrique, soit inférieure ou égale
à 0,388. C’est l’installateur ou l’utilisateur de l’équipe-
ment qui a la responsabilité de garantir, en contactant
éventuellement le gestionnaire du réseau de transport
électrique, que l’équipement est branché à une source
d’alimentation dont l’impédance admissible maximum
Zmax est inférieure ou égale à 0,388.
2.3 DESCRIPTION DES PROTECTIONS
2.3.1 Protection thermique
Cette machine est protégée par un thermostat. Lorsque ce ther-
mostat entre en service, la machine arrête de débiter courant,
mais le ventilateur continue à fonctionner. L’entrée en service du
thermostat est signalée par l’allumage du voyant jaune (B). Ne
pas arrêter le poste à souder avant que le voyant se soit éteint.
2.3.2 Motogénérateurs
Doivent avoir une puissance égale ou supérieure à 6 KVA et
ne doivent pas débiter une tension supérieure à 270V.
3 INSTALLATION
Contrôler que la tension d'alimentation correspond à la ten-
sion indiquée sur la plaque des données techniques du
poste à souder.
Brancher une fiche de portée adéquate sur le cordon d'ali-
mentation en s'assurant que le conducteur vert/jaune est
raccordé à la fiche de terre.
La portée de l'interrupteur magnétothermique ou des fusi-
bles, en série à l'alimentation, doit être égale au courant I1
absorbé par la machine.
ATTENTION ! Les rallonges jusqu'à 30 m doivent avoir une
section d'au moins 2,5 mm2.
3.1. MISE EN OEUVRE
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le plein
respect de la loi de prévention des accidents (norme CEI 26-
23- CEI/TS 62081).
3.2. DESCRIPTION DE LA MACHINE
A - Sélecteur de procédé et de mode
A l'aide de ce bouton il est possible de choisir le
procédé de soudure (Electrode ou TIG) et le mode.
A chaque pression de ce bouton correspond une nouvelle
S
16

sélection. L'allumage des voyants en correspondance des
symboles indique votre choix.
F - VOYANT. Soudure à l'électrode (MMA)
Cette machine peut fondre tout type d'électrode enrobée,
exception faite pour le type cellulosique.
Le courant de soudure est réglé à l'aide du bouton H.
E - VOYANT. Soudure TIG 2 temps (manuel).
Allumage sans haute fréquence.
Pour allumer l'arc, appuyer sur le bouton de la torche, tou-
cher avec l'électrode de tungstène la pièce à souder et la
soulever. Le mouvement doit être net et rapide.
Après l'allumage, le courant atteint la valeur réglée à l'aide
du bouton H. Au relâchement du bouton, le courant com-
mence à diminuer pendant un temps correspondant au
"slope down" réglé au préalable à l'aide du bouton M,
jusqu'à atteindre zéro.
Dans cette position, il est possible de relier l'accessoire
commande à pédale ART. 193,
D - VOYANT. Soudure TIG 4 temps (automati-
que). Allumage sans haute fréquence. Ce programme
diffère du précédent car tant l'allumage que l'arrêt sont com-
mandés en appuyant et relâchant le bouton de la torche
TIG
MMA
TIG
C - VOYANT. Soudure TIG 2 temps (manuel).
Allumage avec haute fréquence.
Pour allumer l'arc, appuyer sur le bouton de la torche et une
étincelle pilote de haute tension/fréquence allumera l'arc.
La logique de fonctionnement est la même de celle décrite
pour le voyant E. Dans cette position, il est possible de relier
l'accessoire commande à pédale ART. 193,
B - VOYANT. Soudure TIG 4 temps (automati-
que). Allumage avec haute fréquence.
Ce programme diffère du précédent car tant l'allumage que
l'arrêt sont commandés en appuyant et relâchant le bouton
de la torche
G - VOYANT - PROTECTION THERMIQUE
S'allume lorsque l'opérateur dépasse le facteur de
marche ou d'intermittence pour cent admis pour la machine
et en même temps arrête le débit de courant.
N.B. Dans cette condition, le ventilateur continue à
refroidir le générateur.
H - BOUTON
Règle le courant de soudure.
TIG
10
MMA
TIG
115
130
70
25
50
90
A
140
5
115
135
150
75
25
50
95
TIG
H
G
F
E
D
A
P
S
G
I
C
L
M
B
O
Q
R
17

18
M - BOUTON
Slope down. C'est le temps pendant lequel le cou-
rant atteint la valeur minimale jusqu'à ce que l'arc
s'éteigne. (0-10 sec.)
L - BOUTON
Post-gaz. Règle le temps de sortie du gaz à la fin
de la soudure. (0-30 sec.)
I - CONNECTEUR A 10 POLES
Sur ce connecteur il faut brancher les comman-
des à distance suivantes:
a) pédale
b) torche avec bouton de marche
c) torche avec up/down ect.
O - RACCORD 1/4 GAZ
Pour le raccordement du tuyau gaz sortant de la tor-
che de soudure TIG.
P - borne de sortie moins (-)
Q - borne de sortie plus (+)
S - interrupteur
Met en marche et arrête la machine
R- raccord entrée gaz
3.3 SOUDURE AVEC ELECTRODES ENROBEES (MMA)
- Ce poste à souder est indiqué pour la soudure de tous
types d'électrodes, exception faite pour le type cellulosique
(AWS 6010)*.
- S'assurer que l'interrupteur S est en position 0; ensuite rac-
corder les câbles de soudure en respectant la polarité
demandée par le constructeur des électrodes utilisées et la
borne du câble de masse à la pièce à souder dans le point
aussi près que possible de la soudure en s'assurant qu'il y a
un bon contact électrique.
- Ne pas toucher la torche ou la pince porte-électrode et la
borne de masse en même temps.
- Mettre en marche la machine à l'aide de l'interrupteur S.
Sélectionner, en appuyant sur le bouton A, le procédé MMA,
voyant F allumé.
- Régler le courant selon le diamètre de l'électrode, la posi-
tion de soudure et le type de jonction à exécuter.
- A la fin de la soudure, arrêter toujours la machine et enle-
ver l'électrode de la pince porte-électrode.
3.4 SOUDURE TIG
Ce poste à souder est indiqué pour souder avec procédé
TIG l'acier inoxydable, le fer et le cuivre.
Raccorder le connecteur du câble de masse au pôle plus (+)
1
5
10
15
20
25
30
0
I
0
2
3
4
5
6
7
8
9
10
du poste à souder et la borne à la pièce dans le point aussi
près que possible de la soudure en s'assurant qu'il y a un
bon contact électrique.
Raccorder le connecteur de puissance de la torche TIG au
pôle moins (-) du poste à souder.
Raccorder le connecteur de commande de la torche au con-
necteur I du poste à souder.
Raccorder le raccord du tuyau gaz de la torche au raccord
O de la machine et le tuyau gaz venant du détendeur de
pression de la bouteille au raccord gaz R.
Mise en marche de la machine.
Ne pas toucher les pièces sous tension et les bornes de sor-
tie lorsque la machine est alimentée.
A la première mise en marche de la machine, sélectionner le
mode au moyen du bouton A et le courant de soudure au
moyen du bouton H.
Le débit de gaz inerte doit être réglé à une valeur (exprimée en
litres par minute) d'environ 6 fois le diamètre de l'électrode.
4 COMMANDES A DISTANCE
Pour régler le courant de soudure, les commandes à distan-
ce suivantes peuvent être reliées à ce poste à souder:
Art. 193 Commande à pédale PIN (utilisée en soudure TIG)
Art (1266) Torche TIG UP/DOWN.
Art 1192+Art 187 (utilisé en soudure MMA)
ART. 1180 Connexion pour raccorder en même temps la tor-
che et la commande à pédale.
Avec cet accessoire, l'ART 193 peut être employé dans
n'importe quel mode de soudure TIG.
Les commandes comprenant un potentiomètre règlent
le courant de soudure de la valeur minimale à celle maxi-
male définie à l'aide du bouton O.
Les commandes avec logique UP/DOWN règlent le cou-
rant de soudure de la valeur minimale à celle maximale.
5 ENTRETIEN
Toute opération d'entretien doit être effectuée par du per-
sonnel qualifié qui doit respecter la norme CEI 26-29 (IEC
60974-4).
5.1 ENTRETIEN DU GENERATEUR
En cas d'entretien à l'intérieur de la machine, vérifier que l'in-
terrupteur S soit en position "O" et le cordon d’alimentation
soit débranché.
Il faut nettoyer périodiquement l’intérieur de la machine en
enlevant, avec de l’air comprimé, la poussière qui s’y accu-
mule.
5.2 MESURES A ADOPTER APRES UNE INTERVEN-
TION DE REPARATION
Après avoir exécuté une réparation, faire attention à rétablir
le câblage de façon qu’il y ait un isolement sûr entre le côté
primaire et le côté secondaire de la machine. Éviter que les
câbles puissent entrer en contact avec des organes en mou-
vement ou des pièces qui se réchauffent pendant le fonc-
tionnement. Remonter tous les colliers comme sur la machi-
ne originale de manière à éviter que, si par hasard un con-
ducteur se casse ou se débranche, les côtés primaire et
secondaire puissent entrer en contact.
Remonter en outre les vis avec les rondelles dentelées
comme sur la machine originale.

19
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIEN-
TO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL
Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN
UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APA-
RATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA
OPERACIONES DE SOLDADURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO
PUEDEN SER NOCIVOS PARA USTEDES Y
PARA LOS DEMÁS, por lo que el utilizador
deberá ser informado de los riesgos, resumidos a continua-
ción, que derivan de las operaciones de soldadura. Para
informaciones más detalladas, pedir el manual
cod.3.300.758
RUIDO
Este aparato de por sí no produce ruidos superiores
a los 80dB. El procedimiento de corte plasma/solda-
dura podría producir niveles de ruido superiores a tal
límite; por consiguiente, los utilizadores deberán poner en
practica las precauciones previstas por la ley.
CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos.
• La corriente eléctrica que atraviesa cualquier
conductor produce campos electromagnéti-
cos(EMF). La corriente de soldadura o de
corte genera campos electromagnéticos alre-
dedor de los cables y generadores.
• Los campos magnéticos derivados de corrientes elevadas
pueden incidir en el funcionamiento del pacemaker. Los por-
tadores de aparatos electrónicos vitales (pacemakers)
deben consultar al médico antes de aproximarse a la zona
de operaciones de soldadura al arco, de corte, desbaste o
soldadura por puntos.
• La exposición a los campos electromagnéticos de la sol-
dadura o del corte podrían tener efectos desconocidos
sobre la salud.
Cada operador, para reducir los riesgos derivados de la
exposición a los campos electromagnéticos, tiene que ate-
nerse a los siguientes procedimientos:
- Colocar el cable de masa y de la pinza portaelectrodo
o de la antorcha de manera que permanezcan flanquea-
dos. Si posible, fijarlos junto con cinta adhesiva.
- No envolver los cables de masa y de la pinza portae-
lectrodo o de la antorcha alrededor del cuerpo.
- Nunca permanecer entre el cable de masa y el de la
pinza portaelectrodo o de la antorcha. Si el cable de
masa se encuentra a la derecha del operador también
el de la pinza portaelectrodo o de la antorcha tienen
que quedar al mismo lado.
- Conectar el cable de masa a la pieza en tratamiento lo
más cerca posible a la zona de soldadura o de corte.
- No trabajar cerca del generador.
EXPLOSIONES
· No soldar en proximidad de recipientes a presión o
en presencia de polvo, gas o vapores explosivos.
Manejar con cuidado las bombonas y los regulado-
res de presión utilizados en las operaciones de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indica-
ciones contenidas en la norma armonizada IEC 60974-10
(Cl. A) y se deberá usar solo de forma profesional en un
ambiente industrial. En efecto, podrían presentarse
potenciales dificultades en el asegurar la compatibilidad
electromagnética en un ambiente diferente del indus-
trial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctricos
junto con los residuos sólidos urbanos! Según lo
establecido por la Directiva Europea 2002/96/CE sobre
residuos de aparatos eléctricos y electrónicos y su aplica-
ción en el ámbito de la legislación nacional, los aparatos
eléctricos que han concluido su vida útil deben ser recogi-
dos por separado y entregados a una instalación de reci-
clado ecocompatible. En calidad de propietario de los apa-
ratos, usted deberá solicitar a nuestro representante local
las informaciones sobre los sistemas aprobados de reco-
gida de estos residuos. ¡Aplicando lo establecido por esta
Directiva Europea se contribuye a mejorar la situación
ambiental y salvaguardar la salud humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
1.1 PLACA DE LAS ADVERTENCIAS
El texto numerado que sigue corresponde a los apartados
numerados de la placa.
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE ARCO

20
B. Los rodillos arrastrahilo pueden herir las manos.
C. El hilo de soldadura y la unidad arrastrahilo están bajo
tensión durante la soldadura. Mantener lejos las manos
y objetos metálicos.
1. Las sacudidas eléctricas provocadas por el electrodo
de soldadura o el cable pueden ser letales. Protegerse
adecuadamente contra el riesgo de sacudidas eléctri-
cas.
1.1 Llevar guantes aislantes. No tocar el electrodo con las
manos desnudas. No llevar guantes mojados o daña-
dos.
1.2 Asegurarse de estar aislados de la pieza a soldar y del
suelo
1.3 Desconectar el enchufe del cable de alimentación antes
de trabajar en la máquina.
2. Inhalar las exhalaciones producidas por la soldadura
puede ser nocivo a la salud.
2.1 Mantener la cabeza lejos de las exhalaciones.
2.2 Usar un sistema de ventilación forzada o de descarga
local para eliminar las exhalaciones.
2.3 Usar un ventilador de aspiración para eliminar las exha-
laciones.
3. Las chispas provocadas por la soldadura pueden cau-
sar explosiones o incendios.
3.1 Mantener los materiales inflamables lejos del área de
soldadura.
3.2 Las chispas provocadas por la soldadura pueden cau-
sar incendios. Tener un extintor a la mano de manera
que una persona esté lista para usarlo.
3.3 Nunca soldar contenedores cerrados.
4. Los rayos del arco pueden herir los ojos y quemar la
piel.
4.1 Llevar casco y gafas de seguridad. Usar protecciones
adecuadas para orejas y batas con el cuello abotonado.
Usar máscaras con casco con filtros de gradación
correcta. Llevar una protección completa para el cuer-
po.
5. Leer las instrucciones antes de usar la máquina o de
ejecutar cualquiera operación con la misma.
6. No quitar ni cubrir las etiquetas de advertencia
2 DESCRIPCIONES GENERALES
2.1 ESPECIFICACIONES
Ce poste à souder est un générateur de courant continu
constant réalisé avec technologie à ONDULEUR, conçu
pour souder les électrodes enrobées (exception faite pour le
type cellulosique) et avec procédé TIG avec allumage par
contact et avec haute fréquence.
A NE PAS UTILISER POUR DÉGELER LES TUYAUX.
2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
CITADOS EN LA PLACA DE LA MÁQUINA.
Este aparato ha sido fabricado en conformidad con las
siguientes normas: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11 (ver
Nota 2)
N°. Número de matricula que se citará siempre en
cualquier pregunta relativa a la soldadora.
Convertidor estático de frecuencia monofásica
transformador - rectificador
Característica descendiente.
SMAW. Adapto para soldadura con electrodos revestidos.
TIG Adapto para soldadura TIG.
U0. Tensión en vacío secundaria
X. Factor de trabajo porcentual. % de 10 minutos en
el que la soldadora puede trabajar a una determi-
nada corriente sin causar recalentamientos.
I2. Corriente de soldadura
U2. Tensión secundaria con corriente I2
U1. Tensión nominal de alimentación.
La máquina está dotada de selección automática
de la tensión de alimentación.
1~ 50/60Hz Alimentación monofásica 50 o 60 Hz
I1 max. Es el máximo valor de la corriente absorbida.
I1 efec. Es el máximo valor de la corriente efectiva absorbida
considerando el factor de servicio.
IP2S Grado de protección de la carcasa.
Grado 3 como segunda cifra significa que este
aparato puede ser almacenado, pero no es previsto
para trabajar en el exterior bajo precipitaciones, si no
está protegido.
Idoneidad a ambientes con riesgo aumentado.
NOTAS:
1- El aparato además se ha proyectado para trabajar en
ambientes con grado de contaminación 3. (Ver IEC
60664).
2- Este equipo cumple con lo establecido por la IEC
61000-3-11, siempre que la impedancia máxima
Zmax admitida por el sistema sea inferior o igual a
0,388 en el punto de interfaz entre sistema del usua-
rio y sistema público. Es responsabilidad del instala-
dor o del usuario garantizar, consultando eventual-
mente al operador de la red de distribución, que el
equipo sea conectado a una alimentación maxMAX
inferior o igual a 0,388.
2.3 DESCRIPCIÓN DE LAS PROTECCIONES
2.3.1 Protección térmica
Este aparato está protegido por un termostato. Cuando
interviene el termostato la máquina deja de distribuir corrien-
te pero ventilador continua a funcionar. La intervención viene
señalada por el encendido del Led amarillo (B). No apagar
la soldadora hasta que el Led no se haya apagado.
2.3.2 Motogeneradores
Deben tener una potencia igual o superior a 6KVA y no
deben distribuir una tensión superior a 270V.
3 INSTALACIÓN
Controlar que la tensión de alimentación corresponda a la ten-
sión indicada en la placa de los datos técnicos de la soldadora.
Conectar un enchufe de calibre adecuado al cable de ali-
mentación asegurándose de que el conductor
amarillo/verde esté conectado a la clavija de tierra.
El caudal del interruptor magnetotérmico o de los fusibles,
en serie con la alimentación, debe ser igual a la corriente I1
absorbida por la máquina.
¡ATENCIÓN! Los cables de prolongación de hasta 30m
deberán tener una sección mínima de 2,5mm2
S
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
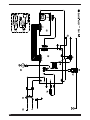 54
54
-
 55
55
-
 56
56
























































Cebora POWER TIG 1640 DC HF Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: Cebora POWER TIG 1640 DC HF Manuale utente
- English: Cebora POWER TIG 1640 DC HF User manual
- español: Cebora POWER TIG 1640 DC HF Manual de usuario
- Deutsch: Cebora POWER TIG 1640 DC HF Benutzerhandbuch
- Nederlands: Cebora POWER TIG 1640 DC HF Handleiding
- português: Cebora POWER TIG 1640 DC HF Manual do usuário
- dansk: Cebora POWER TIG 1640 DC HF Brugermanual
- svenska: Cebora POWER TIG 1640 DC HF Användarmanual
- suomi: Cebora POWER TIG 1640 DC HF Ohjekirja
Documents connexes
-
Cebora WIN TIG DC 180 M Manuel utilisateur
-
Cebora POWER ROD 150 M Manuel utilisateur
-
-
-
-
-
-
-
Cebora 254 Bi Welder 1365 Manuel utilisateur
-
Autres documents
-
Rainbow 170 HF Manuel utilisateur
-
ESAB Caddy®Tig HF Manuel utilisateur
-
GYS EXPERT 110 Le manuel du propriétaire
-
GYS TIG TITANIUM 400 AC/DC TRI Le manuel du propriétaire
-
 Saf-Fro PRESTO 140 PFC Instructions For Use Manual
Saf-Fro PRESTO 140 PFC Instructions For Use Manual
-
Ferm WEM1041 - FWM 10-80 Le manuel du propriétaire
-
ESAB Caddy® 250 Arc 251i Manuel utilisateur
-
Telwin SUPERIOR TIG 242 Manuel utilisateur
-
-
 Audion Elektro SUPER CELLO 300 SC Instructions For Use Manual
Audion Elektro SUPER CELLO 300 SC Instructions For Use Manual

