La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
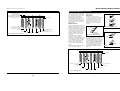
Componentes y
Controles
1. Pinza para conectar a la pieza de
trabajo - conéctela a la pieza de
trabajo.
2. Pistola con boquilla de .035” (0,9 mm).
3. Cordón eléctrico - conéctelo a un
tomacorrientes de 115 voltios.
4. Interruptor.
5. Perilla para controlar la velocidad -
Gírela en el mismo sentido de las agujas
del reloj para aumentar la velocidad de
Bajo 15 amp
Alto 20 amp
Nivel Cortacircuito o
Seleccionado Fusible de acción retardada
Sírvase leer y guardar estas instrucciones. Lea con cuidado antes de tratar de armar, instalar, manejar o darle servicio al producto descrito en
este manual. Protéjase Ud. y a los demás observando todas las reglas de seguridad. El no seguir las instrucciones podría resultar en heridas y/o
daños a su propiedad. Guarde este manual como referencia.
IN972800AV 1/06
Manual de instrucciones y lista de repuestos Modelos WF2050, WF2054 y WF2057
Soldadora Con
Arco Con Alambre
Continuo
BUILT TO LAST
Descripción
La WF2050 de Campbell Hausfeld es una
soldadora de arco con alimentación de
alambre, monofásica, de 70 amperes y
entrada de 115 voltios. El modelo
WF2050 está equipado con un
dispositivo para controlar la velocidad de
alimentación del alambre que le permite
seleccionar la velocidad adecuada para
diferentes tipos de soldaduras. Las piezas
internas están protegidas por un
protector térmico.
Esta soldadora está diseñada para el uso
en procesos de proceso de soldar con
arcos con fundente revestido. Al salir de
la fábrica, esta soldadora le permite
soldar con alambres de 0,030” (0,8mm) ó
0,035” (0,9mm) de diá-metro. Se incluye
un cable para bobina de arranque
de 0,035” (0,9 mm).
Para Desempacar
Todos los accesorios de soldar para
la soldadora están dentro del
compartimiento lateral de
alimentación de alambre de la
unidad. Al desempacar este producto,
revíselo con cuidado para cerciorarse de
que esté en perfecto estado. Igualmente,
cerciórese de apretar todos los pernos,
tuercas y conexiones antes de usarlo.
Reporte cualquier artículo faltante o
dañado llamando al 1-800-746-5641.
Requerimientos Eléctricos
Este
equipo
requiere un circuito de 115 voltios para
servirlo. Vea la tabla a continuación
donde se le explica el tipo de
cortacircuitos o fusibles necesarios.
Nunca conecte otros artefactos,
lámparas o herramientas al mismo
circuito donde está conectado la
soldadora. No le recomendamos el uso
de cordones de extensión. Si no sigue
esta recomendación podría activarse el
cortacircuitos o quemarse los fusibles.
!
PRECAUCION
alimentación del alambre y en el
sentido contrario para disminuirla.
6. Control de nivel - Para seleccionar el
amperaje. Puede seleccionar dos
niveles; Bajo (low) y alto (high).
7. Luz – se enciende si el termostato se
ha apagado automáticamente.
8. Compartimiento de alimentación de
alambre.
Seguridad General
Esto le
indica una
situación que le ocasionará lesiones graves
o la muerte si ignora lo advertido.
Esto le
indica
una situación que podría ocasionarle
lesiones graves o la muerte si ignora lo
advertido.
Esto le
indica
una situación que puede ocasionarle
lesiones si ignora lo advertido. También
le puede indicar una situación que
ocasionaría daños a su propiedad
solamente.
!
PRECAUCION
!
ADVERTENCIA
!
PELIGRO
Vea las instrucciones para reemplazar
el cordón eléctrico en la página 31.
27 Sp
© 2006 Campbell Hausfeld/Scott Fetzer
Figura 1 - Componentes y controles de la soldadora
RECORDATORIO: ¡Guarde su comprobante de compra con fecha para fines de la garantía!
Adjúntela a este manual o archívela en lugar seguro.
Commandes et Pièces
Détachées
1. Pince De Soudeur - raccordée à
l’objet de travail.
2. Pistolet D’Alimentation En Fil avec
buse de 0,9 mm (.035 po).
3. Cordon D’Alimentation - brancher
dans une prise de courant de 115 V.
4. Interrupteur On/Off.
5. Commande De Réglage De Vitesse
Infini Du Fil -tourne au sens des
aiguilles d’une montre pour
Bas 15 amp
Haut 20 amp
augmenter la vitesse du fil, et au
sens inverse pour réduire la vitesse.
6. Sélecteur de Chaleur - Pour choisir la
puissance de soudage. Deux sélections
sont possibles; réglage bas et haut.
7. Voyant - le voyant s’allume si le
thermostat éteint automatiquement
l’appareil.
8. Compartiment d’alimentation du fil.
Généralités sur la
Sécurité
Danger
indique:
Manque de suivre cet avertissement
causera la perte de vie ou blessures
graves.
Avertisse-
ment
indique: Manque de suivre cet
avertissement peut causer la perte de vie
ou blessures graves.
Attention
indique:
Manque de suivre cet avertissement peut
causer des blessures de gravité mineures
ou modérées ou dommage matériel.
!
ATTENTION
!
AVERTISSEMENT
!
DANGER
IN972800AV 1/06
Instructions D’Utilisation & Manuel De Pièces Modèles WF2050, WF2054 et WF2057
BUILT TO LAST
Description
Le modèle WF2050 de Campbell Hausfeld
est une machine de soudure à l’arc à
alimentation du fil, à entrée monophasée
de 115 volts et 70 amp. Le modèle
WF2050 est équipé d’un réglage de
vitesse de fil infini pour la sélection
précise du taux d’alimentation de fil
nécessaire pour une variété de conditions
de soudage. Les pièces internes sont
protégées par un thermostat.
Ce système de soudage a été conçu pour
usage avec le procédé de Soudage À L’Arc
Fourré de Flux (FCAW). Livré de l’usine tel
quel, ce soudeur peut souder avec un fil
fourré de flux de diamètre 0,030 po (0,8
mm) ou 0,035 po (0,9 mm). Il inclut la
nouvelle carte de circuits imprimés, une
attache métallique et trois serre-fils.
Déballage
Tous les accessoires de soudage
pour le soudeur se trouvent à
l’intérieur du compartiment
d'alimentation du fil sur le côté du
soudeur. Lors du déballage, l’examiner
soigneusement pour rechercher toute
trace de dommage susceptible de s’être
produit en cours de transport. S’assurer
que tous raccords, vis, etc. sont serrés
avant de mettre ce produit en marche.
Rapporter tout article manquant ou
endommagé en appelant le 1-800-
746-4541.
Exigences De Circuit
Cet
équipe-
ment exige un circuit de 115 volt unique.
Se référer au tableau suivant pour le
disjoncteur ou la classification de fusible
correct. Ne pas faire fonctionner autres
appareils, lampes, ou outils sur ce circuit
pendant l’utilisation de cet équipement.
Les cordons prolongateurs ne sont pas
recommandés. Manque de suivres ces
recommandations peut avoir comme
résultat, fusibles sautés et disjoncteurs
déclenchés.
!
ATTENTION
© 2006 Campbell Hausfeld/Scott Fetzer
S’il vous plaît lire et conserver ces instructions. Lire attentivement avant de monter, installer, utiliser ou de procéder à l’entretien du produit
décrit. Se protéger ainsi que les autres en observant toutes les instructions de sécurité, sinon, il y a risque de blessure et/ou dégâts matériels!
Conserver ces instructions comme référence.
Soudeur À L’Arc
Alimenté En Fil
14 Fr
Sélecteur Disjoncteur ou
de Chaleur Fusée à Retardement
Figure 1 - Commandes et Pièces Du Soudeur
MÉMENTO: Gardez votre preuve datée d'achat à fin de la garantie!
Joignez-la à ce manuel ou classez-la dans un dossier pour plus de sécurité.
Se référer à la page 18 pour les
instructions de remplacement du cordon
d’alimentation.

26 Fr
Garantie Limitée 5-3-1
1. Durée: Le fabriquant garantie la réparation, sans frais pour les pièces et main-d’oeuvre, le Soudeur, le Pistolet Soudeur ou
Câbles qui se sont révèlés défectueux en matière ou fabrication, pendant les durées suivantes après la date d’achat initial:
Pour 5 Ans: Le Transformateur de Soudeur et Redresseur
Pour 3 Ans: Le Soudeur En Entier (à l’exclusion des colliers, pistolet, porte-électrode, câbles, ou accessoires emballés avec
le soudeur)
Pour 1 An: Pinces de Soudeur, Pistolet MIG, Porte-électrode, Accessoires, et Câbles de Soudage (si applicable)
2. Garantie Accordée Par (Garant):
Campbell Hausfeld
The Scott Fetzer Company
100 Production Drive
Harrison, OH 45030
Telephone: (513)-367-4811
3. Bénéficiaire De Cette Garantie (Acheteur): L’acheteur initial du produit Campbell Hausfeld .
4. Couverture De La Présente Garantie: Défauts de matière et de fabrication qui se révèlent pendant la période de
validité de la garantie. Cette garantie comprend le Soudeur, le Transformateur du Soudeur et Redresseur, Pistolet du
Soudeur ou le Porte-Électrode, et câbles seulement.
5. La Présente Garantie Ne Couvre Pas:
A. Les garanties implicites, y compris celles de commercialisabilité et D’ADAPTION À UNE FONCTION PARTICULIÈRE SONT
LIMITÉES EN DURÉE À CETTE GARANTIE. Après cette durée, tout risques de perte, quoi que ce soit, devient la responsabilité
de l’acheteur. Certaines Provinces n’autorisant pas de limitations de durée pour les garanties implicites. Les limitations
précédentes peuvent donc ne pas s’appliquer.
B. TOUT DOMMAGE, PERTE OU DÉPENSE FORTUIT OU INDIRECT POUVANT RÉSULTER DE TOUT DÉFAUT, PANNE OU
MAUVAIS FONCTIONNEMENT DU PRODUIT CAMPBELL HAUSFELD. Certaines Provinces n’autorisent pas l’exclusion ni la
limitation des dommages fortuits ou indirects. La limitation ou exclusion précédente peut donc ne pas s’appliquer.
C. Les accessoires qui sont compris avec le produit et qui sont soumis à l’usure par l’usage normal; la réparation ou le
remplacement de ces objets sont la responsabilité de l’acheteur. Ces pièces MIG comprennent, mais ne sont pas limités à;
Pointes De Contact, Buses, Doublures de Pistolet, Rouleaux D’Entraînement, Nettoyant pour Fil en Feutre.
Additionnellement, cette garantie ne comprend pas le dommage causé par le remplacement ou entretien prématuré des
pièces USABLES précédentes.
D. Toute panne résultant d’un accident, d’une utilisation abusive, de la négligence ou d’une utilisation ne respectant pas les
instructions données dans le(s) manuel(s) accompagnant le produit.
E. Service avant livraison, i.e. montage et ajustement.
7. Responsabilités Du Garant Aux Termes De Cette Garantie: Réparation ou remplacement, au choix du Garant, des
produits ou pièces qui se sont révélés défectueux pendant la durée de validité de la garantie.
8. Responsibilités De L’Acheteur Aux Termes De Cette Garantie:
A. Livraison ou expédition du produit ou pièce Campbell Hausfeld à Campbell Hausfeld. Taux de frais , si applicable, sont la
responsabilité de l’acheteur.
B. Utilisation et entretien du produit avec un soin raisonable, ainsi que le décri(vent)t le(s) mnuel(s) d’utilisation.
9. Réparation ou Remplacement Effectué Par Le Garant Aux Termes De La Présente Garantie: La réparation ou le
remplacement sera prévu et exécuté en fonction de la charge de travail dans le centre d’entretien et dépendra de la
disponibilité des pièces de rechange.
Cette garantie limitée confère des droits précis. L’acheteur peut également jouir d’autres droits qui varient d’une Province à
l’autre.
Instructions D’Utilisation et Manuel de Pièces
15 Fr
Généralités sur la
Sécurité (Suite)
Remarque: Remarque indique: De
L’information additionnel concernant le
produit ou son utilisation.
Toujours avoir un extincteur
d’incendie disponible pendant
le soudage à l’arc.
Lire et comprendre toutes
instructions avant de démarrer un
soudeur à l’arc ou avant de procéder
à son entretien. Manque de suivre les
précautions et instructions de
sécurité peut avoir comme résultat,
blessures graves, perte de vie ou
dommage matériel.
Toute installation, entretien,
réparation et utilisation de cet
équipement doit être effectué par
les personnes qualifiés
conformément aux codes nationaux,
provinciaux et locaux.
L’utilisation incorrecte des
soudeurs à l’arc peut avoir
comme résultat, secousse électrique,
blessure, et perte de vie! Suivre toutes
les précautions indiquées dans ce
manuel afin de réduire le risque de
secousse électrique.
S’assurer que toutes les pièces du
soudeur à l’arc soient propres et en
bon état avant d’utiliser le soudeur.
S’assurer que l’isolation sur tous
câbles, pistolets et cordons
d’alimentation n’est pas
endommagée. Toujours réparer ou
remplacer les pièces détachées qui
sont endommagées avant d’utiliser le
soudeur. Toujours tenir les panneaux
et couvercles de soudage en place
pendant le fonctionnement du
soudeur.
Toujours utiliser le soudeur dans un
endroit propre, sec et bien ventilé.
Ne jamais utiliser un soudeur dans un
endroit humide, trempe, pluvieux,
ou mal-ventilé.
Toujours utiliser le soudeur dans un
endroit propre, sec et bien ventilé.
Ne jamais utiliser un soudeur dans un
endroit humide, trempe, pluvieux,
ou mal-ventilé.
S’assurer que l’objet sur lequel vous
travaillez est bien fixé et mis à la
terre correctement avant de
commencer votre soudage électrique
à l’arc.
!
AVERTISSEMENT
!
AVERTISSEMENT
Le câble de soudage roulé devrait
être étendu avant l’utilisation afin
d’éviter le surchauffage et dommage
à l’isolation.
Ne jamais
immerger
le fil ou le pistolet dans l’eau. Si le
soudeur devient trempe, il est nécessaire
qu’il soit complètement sec et propre
avant l’utilisation!
Toujours mettre l’équipement hors
circuit et le débrancher avant de le
déplacer.
Toujours brancher le conducteur
principal de travail en premier lieu.
Vérifier que l’objet sur lequel vous
travaillez soit mis à la terre
correctement.
Toujours mettre l’équipement de
soudage électrique à l’arc hors circuit
s’il n’est pas en usage et couper
l’excess de fil du pistolet.
Ne jamais permettre que votre corps
touche le fil fourré de flux et le
contact à la terre ni l’objet sur lequel
vous travaillez en même temps.
Les conditions et positions de
soudage difficiles peuvent poser des
risques électriques. Si vous êtes
accroupis, à genoux ou aux
élévations, s’assurer que toutes
pièces conductrices soient isolées.
Porter des vêtements protecteurs
convenables et prendre des
précautions contre les chutes.
Ne jamais essayer d’utiliser cet
équipement aux réglages de courant
ni aux facteurs d’utilisation plus haut
que ceux indiqués sur les étiquettes
de l’équipement.
Ne jamais utiliser un soudeur
électrique à l’arc pour dégeler les
tuyaux congelés.
Les étincelles volantes et le
métal chaud peuvent causer
des blessures. La scorie peut s’échapper
quand les soudures se refroidissent.
Prendre toutes précautions indiquées
dans ce manuel pour réduire la
possibilité de blessure par les étincelles
volantes et le métal chaud.
Porter un masque de soudure
approuvé par ANSI ou lunettes de
sécurité avec écrans protecteurs de
bords pendant le burinage ou
l’ébarbage des pièces en métal.
Utiliser des protège-tympans pour le
soudage aérien afin d’éviter que la
scorie ou la bavure tombe dans vos
oreilles.
!
AVERTISSEMENT
!
DANGER
Le soudage électrique à arc
produit la lumière intense, la
chaleur et rayons ultraviolets
(UV). Cette lumière intense et rayons UV
peuvent causer des blessures aux yeux
et à la peau. Prendre toutes précautions
indiquées dans ce manuel afin de réduire
la possibilité de blessure aux yeux et à la
peau.
Toutes personnes utilisant cet
équipement ou présent dans
l’endroit où l’équipement est en
marche doivent porter l’équipement
de soudage protecteur y compris: un
casque ou masque de soudeur avec
une lentille d’au moins #10, des
vêtements incombustibles, des gants
de soudeur en cuir et la protection
complète pour les pieds.
Le fil de
soudage
est sous tension quand le soudeur est en
marche - que la gâchette soit tirée ou
non.
Ne
jamais
observer le soudage sans la protection
pour les yeux indiqué ci-dessus. Ne
jamais utiliser une lentille filtrante qui
est fendue, cassée, ou classifiée moins
que le numéro 10. Avertir les autres
personnes dans l’endroit de ne pas
observer l’arc.
Le soudage électrique à l’arc
produit des étincelles et
chauffe le métal aux températures qui
peuvent causer des brûlures sévères!
Utiliser des gants et vêtements
protecteurs pendant n’importe quel
travaille de métal. Prendre toutes les
précautions indiquées dans ce manuel
afin de réduire la possibilité de brûlures
de peau ou de vêtements.
S’assurer que toutes personnes dans
l’endroit de soudage soient
protégés contre la chaleur, les
étincelles et les rayons ultraviolets.
Utiliser des visières additionnelles et
écrans coupe-feu où nécessaire.
Ne jamais toucher les objets de
travail avant qu’ils se refroidissent
complètement.
La chaleur et les étincelles
qui sont produits pendant le
soudage électrique à l’arc et autres
travaux de métal peuvent allumer les
matériaux inflammables et explosifs!
Prendre toutes précautions indiquées
dans ce manuel afin de réduire la
possibilité de flammes et d’explosions.
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
!
ATTENTION
!
AVERTISSEMENT
Modèles WF2050, WF2054 et WF2057

25 Fr
Modèles WF2050, WF2054 et WF2057
Instructions D’Utilisation et Manuel de Pièces
Notes
16 Fr
Généralités sur la
Sécurité (Suite)
Enlever tous les matériaux
inflammables à moins de 35 pieds
(10,7 m) de l’arc de soudage. Si ceci
n’est pas possible, couvrir les
matériaux inflammables avec des
couvertures incombustibles.
Ne pas utiliser un soudeur électrique
à l’arc dans les endroits qui
contiennent des vapeurs
inflammables ou explosifs.
Prendre précaution pour s’assurer
que les étincelles volantes et la
chaleur ne produisent pas de
flammes dans des endroits cachés,
fentes, etc.
Risque
d’incen-
die! Ne pas souder les recipients ou
tuyaux qui contiennent ou ont contenu
des matériaux inflammables ou
combustibles gaseux ou liquides.
Le soudage à l’arc des cylindres
ou récipients clos tels que les
réservoirs ou bidons peuvent causer une
explosion s’ils ne sont pas bien ventilés!
Vérifier qu’il y ait un trou de ventilation
suffisant dans n’importe quel cylindre ou
récipient pour permettre la ventilation des
gaz en expansion.
Ne pas inspirer les vapeurs qui
sont produits par le soudage à
l’arc. Ces vapeurs sont
dangereuses. Utiliser un
respirateur si l’endroit de soudage n’est
pas bien ventilé.
Tenir la tête et le visage hors des
vapeurs de soudage.
Ne pas exécuter le soudage
électrique à l’arc sur les métaux
galvanisés ou plaqués en cadmium,
ou qui contiennent le zinc, le
mercure, ou le beryllium sans suivre
les précautions suivants:
a. Enlever l’enduit du métal
commun.
b. S’assurer que l’endroit de
soudage soit bien ventilé.
c. Utiliser un respirateur à air
fournit.
Les vapeurs extrêmement toxiques
sont produit pendant le chauffage
de ces métaux.
!
AVERTISSEMENT
!
AVERTISSEMENT
!
AVERTISSEMENT
Cutting And Welding Processes
(Procédés de Coupage et Soudage)
NFPA Standard 51B, from National Fire
Protection Association, Batterymarch Park,
Quicy, MA 02269
Safe Practices For Occupational And
Educational Eye And Face Protection
(Règlements Professionnels Et
D’Education De Sécurité Pour La
Protection Des Yeux Et Du Visage)
ANSI Standard Z87.1, de l’American
National Standards Institute, 1430
Broadway, New York, NY 10018
Se référer aux Material Safety Data Sheets
(Données De Sécurité) et les instructions du
fabriquant pour métals, fils, enduits et
produits pour le nettoyage.
Installation
ENDROIT
La sélection d’un bon endroit peut
augmenter le rendement, la sûreté de
fonctionnement et la vie du soudeur à l’arc.
Pour un meilleur résultat, situer le
soudeur dans un endroit propre et
sec. La poussière et la sâleté dans le
soudeur conservent l’humidité et
augmente l’usure des pièces
mouvantes.
Choisir un endroit pour le soudeur
qui fournit au moins douze pouces
(30,48 cm) d’espace pour la
ventilation en avant et en arrière du
modèle. Ne pas obstruer cet espace
de ventilation.
Ranger le fil avec noyau de flux dans
un endroit propre, sec à faible
humidité pour réduire l’oxydation.
La prise de courant utilisée pour le
soudeur doit être mise à la terre
correctement et le soudeur doit être
le seul appareil de charge sur le
circuit. Se référer au tableau
d’Ampères de Circuit sur la page 1
pour la capacité correcte du circuit.
L’usage d’un cordon prolongateur
n’est pas recommandé pour les
soudeurs électriques à l’arc. La perte
de tension dans le cordon
prolongateur peut réduire le
rendement du soudeur.
Montage
INSTALLATION DE FILS
REMARQUE: Avant d’installer le fin à
soudage, s’assurer que:
a. Le diamètre du fil de soudure
s'agence à la rainure du rouleau
entraîneur sur le mécanisme
Le champ électromagnétique
qui est produit pendant le
soudage à l’arc peut causer de
l’interférence avec le fonctionnement de
plusieurs appareils électriques tels que
les pacemakers cardiaques. Toutes
personnes qui utilisent ces appareils
doivent consulter leur médecin avant
d’exécuter le soudage électrique à l’arc.
Router le pistolet et les câbles
ensemble et les fixer avec du ruban
adhésif si possible.
Ne jamais envelopper les câbles de
soudage à l’arc autour du corps.
Toujours situer le pistolet et les
conducteurs de travail afin qu’ils
soient sur le même côté du corps.
L’exposition aux champs
électromagnétiques peut avoir
d’autres réactions inconnues
concernant la santé.
Toujours
laisser
l’endroit de soudage en état sûr et sans
risques (étincelles, flammes, métal
chauffé au rouge ou scorie). S’assurer
que l’équipement soit hors circuit et que
l’excès de fil soit taillé. S’assurer que les
câbles soient roulés (sans serrer) et hors
du chemin. S’assurer que tout le métal et
la scorie se soient refroidis.
NORMES DE SÉCURITÉ
ADDITIONNELLES
(Normes) ANSI Standard Z49.1 de
l’American Welding Society, 550 N.W.
LeJune Rd. Miami, FL 33126
Safety and Health Standards (Normes
de Sécurité et de Santé)
OSHA 29 CFR 1910, du Superintendent of
Documents, U.S. Government Printing
Office, Washington, D.C. 20402
National Electrical Code (Code
Électrique National)
(Normes) NFPA Standard 70, du National
Fire Protection Association, Batterymarch
Park, Quincy, MA 02269
Safe Handling of Compressed Gases in
Cylinders (Manipulation Sûr des Gaz
Comprimés en Cylindres)
CGA Pamphlet P-1, du Compressed Gas
Association, 1235 Jefferson Davis Highway,
Suite 501, Arlington, VA 22202
Code for Safety in Welding and
Cutting (Code pour la Sécurité
concernant le Soudage et le Coupage)
CSA Standard W117.2, du Canadian
Standards Association, Standards Sales, 178
Rexdale Boulevard, Rexdale, Ontario,
Canada M9W 1R3
!
AVERTISSEMENT
!
AVERTISSEMENT
Instructions D’Utilisation et Manuel de Pièces

5
1
2
3
4
9
8
7
6
10
Instructions D’Utilisation et Manuel de Pièces
Modèles WF2050, WF2054 et WF2057
Figure 12 - Modèles WF2050, WF2054
et WF2057
Pour Des Informations
Concernant Ce Produit,
Appeler 1-800-746-5641
No de Réf Description Numéro de Pièce Qté
1 Assemblage du chalumeau et tuyau (fil fourré, 1,83 m, WF2050) WC601550AJ 1
Assemblage du chalumeau et tuyau (fil fourré, 2,44 m, WF2057) WC601510AJ 1
Assemblage du chalumeau et tuyau (fil fourré, 3,05 m, WF2054 ) WC601530AJ 1
2 Pointe de contact - 0,035 po (0,9 mm) WT501400AV 1
Pointe de contact optionnelle - 0,030 po (0,8 mm) paquet de 4 WT501300AJ †
Pointe de contact optionnelle - 0,035 po (0,9 mm) paquet de 4 WT501400AJ †
3 Embout WT502100AV 1
4 Rouleau entraîneur WC500805AV 1
5 Assemblage du tablier d'entraînement WC500800AJ 1
6 Broche et grille WC707018AV 1
7 Dispositif de retenue de bobine WC707024AV 1
8 Ressort de retenue de bobine WC707026AV 1
9 Anneau de retenue de bobine WC707023AV 1
10 Fil de soudure - 0,030 po (0,8 mm) 2 lb (0,9 kg) Rouleau (E71T-GS) WE200001AV †
Fil de soudure F-C - 0,030 po (0,8 mm) 10 lb (4,5 kg) Rouleau (E71T-GS) WE201000AV †
Fil de soudure F-C - 0,035 po (0,9 mm) 2 lb (0,9 kg) Rouleau (E71T-GS) WE200501AV †
Fil de soudure F-C - 0,035 po (0,9 mm) 10 lb (4,5 kg) Rouleau (E71T-GS) WE201500AV †
11 Masque de soudage à main (Lentille non incluse) (WF2050 et WF2054 ) WC801700AV 1
12 Lentille ombragée (pour masque de soudage à main) (WF2050 et WF2054) WC801100AV 1
13 Marteau/brosse de piquage WC803400AV 1
14 Décalque de sécurité DK688509AV 1
15 Bride de mise à la terre (WF2050) WC100300AV 1
Bride de mise à la terre (WF2054 et WF2057) WC100600AV 1
16 Gants de soudure (WF2054 et WF2057 seulement) WT200501AV 1
17 Casque de soudures (WF2057 seulement) WT100500AV 1
Pas Indiquée
† Accessoire optionnel
17 Fr
24 Fr
Montage (Suite)
d'alimentation du fil (voir figure
2). Le rouleau entraîneur est
marqué en tailles métriques : 0,6
mm, 0,8 mm - 0,9 mm.
b. Le fil s'agence à la pointe de
contact sur l'extrémité du pistolet
(voir figure 3).
Des articles qui ne se correspondent pas
peuvent causer le patinage et le
coinçage du fil.
REMARQUE : Toujours maintenir le
contrôle de l'extrémité libre du fil de
soudure pour éviter le débobinage
1. Vérifier que le modèle soit hors
circuit (OFF) et ouvrir le panneau sur
le soudeur afin d’exposer le
mécanisme d’alimentation de fil
2. Enlever la serrure rapide de la bobine
en appuyant et tournant 1/4 de tour
au sens inverse des aiguilles d’une
montre. Ensuite enlever le bouton,
ressort et l’entretoise de bobine.
3. Desserrer la vis par le collier de
serrage. Ceci permet l’alimentation
initiale du fil dans la doublure du
pistolet à la main.
4. Installer la bobine sur la broche afin
que le fil puisse sortir de la bobine au
bout le plus près du tube de guidage
d’alimentation. Ne pas couper le fil
tout de suite. Installer l’entretoise
de bobine, le ressort et le bouton de
serrage rapide en appuyant et
tournant le bouton 1/4 de tour au
sens des aiguilles d’une montre.
5. Tenir le fil et couper le fil du bout de
la bobine. Ne pas permettre que le
fil se démêle. S’assurer que le bout
du fil soit droit et sans ébarbures.
6. Acheminer le fil par le tube guide
d’alimentation du fil, sur la rainure
dans le rouleau entraîneur et dans la
doublure du pistolet. Relever la vis de
tensionnement et ajuster la tension en
tournant le bouton de la vis de
tensionnement. Ne pas trop resserrer.
7. Enlever la buse en la tournant au sens
contraire des aiguilles d’une montre.
Ensuite desserrer la pointe de contact
du bout du chalumeau de soudeur
(Voir Figure 3). Brancher le soudeur
dans une prise de courant convenable.
8. Mettre le soudeur en marche et
régler la vitesse du fil à 10. Activer la
gâchette du pistolet jusqu'à ce que le
fil dépasse l'extrémité du chalumeau.
Mettre le soudeur hors circuit.
9. Glisser avec soin la pointe de contact
sur le vil et visser la pointe sur
l'extrémité du chalumeau. Installer la
buse en tournant dans le sens des
aiguilles d'une montre (voir figure 3).
Couper le fil à environ 1/4 po (0,635
cm) de l'extrémité de la buse.
FACTEUR D’UTILISATION/PROTECTION
THERMOSTATIQUE
Le facteur d’utilisation de soudage est
le pourcentage du temps de soudage
actuel qui peut se faire dans un interval
de dix minutes. Par exemple, à un cycle
de service de 20 %, la soudure réelle se
fait pendant deux minutes, puis le
soudeur doit refroidir pendant huit
minutes.
Les pièces détachées internes de ce
soudeur sont protégées contre le
surchauffage avec un interrupteur
automatique thermique. Une lampe
jaune sur le panneau d’avant est
allumée si vous dépassez le facteur
d’utilisation. Continuer avec le soudage
quand la lampe n’est pas allumée.
POLARITÉ
Ce soudeur est configuré pour DCEN,
électrode négative de courant direct.
MASQUE À MAIN
1. Éloigner la poignée amovible du
masque (WF2050 et WF2054
seulement; le modèle WF2057 est
fourni avec un casque complètement
assemblé. Couper l’excès de plastique
pour enlever les bords tranchants
(Voir la figure 4).
2. Pour fixer le manche, placer le
masque à main sur une surface
nivelée et appuyer sur le manche
jusqu’à ce qu’il soit en place. (Voir
Figure 4).
Modèles WF2050, WF2054 et WF2057
Broche
Fil de soudure
Bague de tension
Ressort de tension
Dispositif de
retenue des fils
Bouton de tendeur
Tube guide
Bras tensionneur
Tablier
d’entraînement
Support
de rouleau
Rouleau
entraîneur
Figure 2 - Acheminement du fil de soudure
Figure 4
Figure 5
Diffuseur De
Chalumeau
Buse
Pointe de
contacte
Figure 3 - Buse du chalumeau
Marquage de la Buse de Contacte
Marque Taille de Fil
0,8 0,8 mm
0,9 0,9 mm

23 Fr
Manque de puissance
Le fil s’emmêle au
rouleau
d’entraînement
La buse du pistolet fait
jaillir un arc à la surface
de travail
La pince de soudeur
et/ou le câble
deviennent chauds
Le fil ne s’avance pas
1. Facteur d’utilisation dépassé
2. Branchement de la pince de
soudeur insuffisant
3. Interrupteur ON/OFF défectueux
4. Disjoncteur ou fusible sauté
1. Tête du pistolet de mauvaise taille
2. Chemise du pistolet obstrué ou
endommagé
3. Tête du pistolet obstruée ou
endommagée
4. Rouleau d’entraînement usé
5. Tension insuffisante
Scorie dans la buse du pistolet
Mauvais contacte
1.Fil étranglé
2. À court de fil
3. Tension insuffisante
4. Chemise de fil usée
1. Laissez le soudeur refroidir jusqu'à ce que l'ampoule s'éteigne.
2. S’assurer que tous les raccordements soient sûrs et que la surface
d’attache soit propre
3. Remplacer l’interrupteur
4. Réduire la charge sur le circuit, rajuster le disjoncteur ou
remplacer le fusible
1. Utiliser la taille de tête convenable
2. Nettoyer ou remplacer la chemise du pistolet
3. Nettoyer ou remplacer la tête du pistolet
4. Remplacer
5. Serrer la vis de tension
Nettoyer la scorie de la buse du pistolet
S’assurer que tous les raccordements soint sûrs et que les surfaces
d’attache soient propres
1. Recharger le fil
2. Remplacer la bobine de fil
3. Serrer les vis de tension si le fil glisse
4. Remplacer la chemise de fil
Pour Des Informations Concernant Ce Produit, Appeler 1-800-746-5641
Guide De Dépannage - Soudeur
Symptôme Cause(s) Possible (s) Mesures Correctives
Guide De Dépannage - Soudures
Symptôme Cause(s) Possible (s) Mesures Correctives
Cordon de soudure est
trop mince par
intervalles
Cordon de soudure est
trop épais par intervalles
Enfoncements en
lambeaux au bord de la
soudure
Le cordon de soudure ne
pénétre pas le métal
commun
Le fil crache et se colle
1.Vitesse de déplacement
irrégulière
2. Réglage de chaleur de sortie
trops basse
1. Vitesse de déplacement lente
et/ou irrégulière
2. Réglage de chaleur de sortie
trops haute
1. Vitesse de déplacement trops
rapide
2. Vitesse de fil trops rapide
3. Réglage de chaleur de sortie
trops haute
1. Vitesse de déplacement
irrégulière
2. Réglage de chaleur de sortie
trops basse
3. Cordon prolongateur trop long
1. Fil humide
2. Vitesse du fil trops rapide
3. Type de fil incorrect
1.Diminuer et conserver une vitesse de déplacement constante
2. Augmenter le réglage de chaleur de sortie
1. Augmenter et conserver la vitesse de déplacement
2. Réduire le réglage de chaleur de sortie
1.Diminuer la vitesse de déplacement
2. Diminuer la vitesse de fil
3. Réduire le réglage de chaleur de sortie
1. Diminuer et conserver une vitesse de déplacement constante
2. Augmenter le réglage de chaleur de sortie
3. Utiliser un cordon prolongateur qui mesure moins de 6 m (20 pi).
1. Utiliser un fil sec et l’entreposer dans un endroit sec
2. Réduire la vitesse du fil
3. Utiliser le fil fourré de flux seulement (N’utilisez pas le fil MIG
ni le fil de couleur de cuivre rouge)
Modèles WF2050, WF2054 et WF2057
18 Fr
Montage (Suite)
3. Insérez la lentille du filtre
exactement, tel qu'indiqué sous la
figure 5.
REMARQUE: Si vous n’avez jamais
utilisé un soudeur ou si vous avez peu
d’expérience, il est recommandé que
vous utilisez un masque qui couvre
complètement votre visage. Les deux
mains sont nécessaires pour stabiliser et
contrôler l’angle et la longeur de l’arc
de l’électrode.
Fonctionnement
1. Lire, comprendre, et suivre toutes
les précautions dans la section
Généralités Sur La Sécurité. Lire la
section entière Directives De
Soudage avant d’utiliser
l’équipement.
2. Mettre le soudeur hors circuit (OFF).
3. Vérifier si les surfaces du métal sont
libres de sâleté, rouille, peinture,
huile, écailles ou autres polluants
avant de les souder ensemble. Ces
polluants peuvent causer de
mauvaises soudures.
Toutes
person-
nes utilisant cet équippement ou qui
sont dans l’endroit pendant l’utilisation
de l’équippement doivent porter des
vêtements de soudage protecteurs y
compris: protection pour les yeux avec
l’écran correct indiqué sur la table
suivante, vêtements incombustibles,
gants de soudeur en cuir, et protection
complète pour les pieds.
Pour le
chauf-
fage, soudage ou coupage des
matériaux qui sont galvanisés, plaqué
en zinc, plomb, ou en cadmium, se
référer à la section Généralités Sur La
Sécurité pour plus d’instructions. Les
vapeurs extrêmement toxiques sont
produit pendant le chauffage de ces
métaux.
4. Raccorder la pince de soudeur à
l’objet de travail ou à l’établi (si en
métal). Assurer que le contact est
sûr et qu’il n’est pas pollué par la
peinture, le vernis, la corrosion, ou
autres matériaux non-métalliques.
5. Régler le Régulateur de Chaleur situé
sur le panneau d’avant (voire la
!
AVERTISSEMENT
!
AVERTISSEMENT
décalcomanie à l’intérieur du
compartiment d’alimentation du fil
de soudure).
Remarque: Ces réglages sont seulement
des guides. Les réglages de chaleur sont
variables selon les conditions de soudage
et le matériel utlisé.
6. Tourner le bouton de Contrôle de
Vitesse de Fil au numéro 5, et ajuster si
nécessaire après la première soudure
d’essai.
7. Brancher le cordon d’admission dans
une prise de courant convenable avec
capacité en circuits correcte (Se
référer aux exigences de circuit sur la
première page).
8. Glisser l'interrupteur On/off
(marche/arrêt) à la position "On"
(marche).
9. Vérifier que le fil dépasse la pointe de
contact par 1/4 po, sinon, appuyer sur
la gâchette pour avancer le fil, lâcher
la gâchette et tailler le fil.
10. Tenir le pistolet en position de
soudage, baisser le casque de soudeur
en inclinant la tête, ou mettre l’écran
à main en position, et appuyer sur la
gâchette. Ajuster le réglage de
chaleur et la vitesse du fil si
nécessaire.
11. Une fois fini avec le soudage, mettre
le soudeur hors circuit (off) et
l’entreposer correctement.
Entretien
Débran-
cher et
mettre la machine hors circuit avant de
vérifier ou de procéder à l’entretien de
n’importe quelle pièce détachée.
Toujours garder le couvercle du
compartiment de fil fermé sauf
pendant le changement du fil.
Avant chaque usage;
1. Vérifier la condition des câbles de
soudage et réparer ou remplacer
immédiatement, les câbles qui ont de
l’isolation endommagés.
!
AVERTISSEMENT
2. Vérifier la condition du cordon
d’alimentation et le réparer ou
remplacer immédiatement si
endommagé.
3. Vérifier la condition de la pointe et
la buse du pistolet. Enlever la scorie.
Remplacer la pointe ou buse du
pistolet si endommagés.
Ne pas
utiliser
ce soudeur si l’isolation sur les câbles de
soudage, pistolet ou cordon
d’alimentation est fendue ou
manquante.
Chaque 3 mois:
1. Remplacer toutes étiquettes de
sécurité qui ne sont pas lisables sur
le soudeur.
2. Utiliser de l’air comprimé pour
souffler toute la poussière des
ouvertures de ventilation.
3. Nettoyer l’encoche de fil sur le rouleau
d’entraînement. Enlever le fil du
mécanisme d’avance, enlever les vis du
carter du rouleau. Utiliser une petite
brosse métallique pour nettoyer le
rouleau d’entraînement. Remplacer si
usé ou endommagé.
Pièces Consommables et
Pièces qui Peuvent S’User
Les pièces suivantes exigent de l’entretien
ordinaire et de remplacement si usées:
Rouleau d’entraînement
d’alimentation de fin.
Chemise du pistolet - remplacer si
usée.
Buse/buses de contact.
Fil - Le modèle WF2050 acceptera des
bobines de diamètre 10,16 cm ou
20,32 cm (4 ou 8 po). Le fil de soudure
fourré en flux est sensible à l’humidité
et s’oxyde après quelques temps.
Choisissez une taille de bobine qui sera
utilisée dans approximativement 6 mois.
Utilisez le type AWS E71T-GS ou E71T-11,
de diamètre .030 po (0,8mm) ou .035 po
(0,9mm).
!
AVERTISSEMENT
Instructions D’Utilisation et Manuel de Pièces
Épaisseur Réglage
du Métal de chaleur
Calibre 14 - 18 Bas (Low)
Calibre plus épais que 14 Haut (High)
Remplacement du Câble d’amenée de courant
1. Vérifier que le soudeur soit OFF (Hors Circuit) et que le cordon d’alimentation
soit débranché.
2. Enlever le couvercle du soudeur afin d’exposer l’interrupteur ON/OFF.
3. Débrancher le fil du cordon noir branché à l'interrupteur MARCHE/ARRÊT et le
fil du cordon blanc des enroulements du transformateur.
4. Débrancher le fil vert de cordon d’alimentation qui est branché au bâti du
soudeur.
5. Desserrer la(les) vis du réducteur de tension du cordon et sortir le cordon du
réducteur et de borne à fil.
6. Installer le nouveau cordon en suivant les instructions à l’envers.

Instructions D’Utilisation et Manuel de Pièces
19 Fr
22 Fr
La compréhension de ces méthodes est
nécessaire afin d’atteindre une soudure
efficace.
RÉGLAGE DE CHALEUR
La chaleur correcte nécessite un
ajustement du soudeur au réglage
exigé. La chaleur ou la tension est réglée
par un interrupteur sur le soudeur. Le
réglage de la chaleur utilisé dépend sur
la taille (diamètre) et type de fil, position
de la soudure, et l’épaisseur de l’objet.
Se référer aux spécifications indiquées
sur le soudeur ou sur la table dans la
section de Fonctionnement. Il est
recommandé que le soudeur pratique
avec des morceaux de métal afin
d’ajuster les réglages, et comparer les
soudures avec le Figure 11.
Principes fondamentaux Du
Soudage À L’Arc
Il y a cinq méthodes fondamentales qui
ont un effet sur la qualité de la soudure;
sélection du fil, réglage de chaleur,
angle de soudure, vitesse du fil et vitesse
de déplacement.
Généralités
Cette série de soudeurs utilise un
procédé appelé Soudage À L’Arc Fourré
en Flux, Flux Cored Arc Welding
(FCAW). Ce procédé utilise un fil
tubulaire avec un matériel flux à
l’intérieur. La décomposition du flux
dans le fil tubulaire fournit la
protection.
Quand le courant est produit par un
transformateur (machine à souder) et
passe à travers du circuit à un fil de
soudage, un arc est produit entre le
bout du fil à soudage et l’objet de
travail. Le métal fondu de la soudure
coule dans le cratère fondu et forme
une adhérence avec l’objet de travail
telle qu’indiquée sur la Figure 6.
Scorie
Soudure
Fil
Flux
Objet de Travil
Buse
Diffuseur
Pointe
de Contact
Cratèter
Directives De Soudage
Figure 6 - Pièces Détachées de
Soudage
Modèles WF2050, WF2054 et WF2057
Notes
Courant Alternatif ou c.a. - courant
électrique qui change de direction
périodiquement. Le courant à soixante
cycles voyage dans les deux directions
soixante fois par seconde.
Longueur de L’Arc - La distance du
bout de l’électrode jusqu’au point où
l’arc contact la surface de travail.
Métal Commun -le matériel qui doit
être soudé.
Joint en Bout - un joint entre deux
pièces qui sont alignées
approximativement dans le même plan.
Cratère - une flaque ou poche qui est
produite quand l’arc contacte le métal.
Courant Continu ou c.c.- courant
électrique d’une direction seulement.
La polarité (+ ou -) détermine la
direction du courant.
Polarité Inversée c.c. - quand le
porte-électrode est branché au pôle
positif du soudeur. La Polarité Inversée
dirige plus de chaleur dans l’électrode
plutôt que sur l’objet de travail pour
l’utilisation sur les matériaux plus
minces.
Polarité Ordinaire c.c. - quand le
porte-électrode est branché au pôle
négatif du soudeur. Plus de chaleur est
dirigée vers l’objet de travail pour
meilleur pénétration des matériaux
épais.
Électrode -un fil en métal enrobé
ayant approximativement la même
composition du matériel qui doit être
soudé.
Soudure en Cordon - dimension
approx. d’un triangle, profil en travers,
qui uni les deux surfaces à angles droits
en soudure à recouvrement, en T ou en
coin.
Flux - un enduit qui produit un gaz
protecteur autour de l’endroit de
soudage. Ce gaz protège les métaux
contre les polluants dans l’air.
Soudure À L’Arc Fourré de Flux - ou
Sans-gaz est une méthode de soudage
utilisée avec un soudeur à alimentation
en fil. Le fil de soudage est tubulaire
avec du flux à l’intérieur pour
protection.
Soudure À L’arc au chalumeau - est
une méthode utilisée avec un soudeur à
alimentation en fil. Le fil est solide et
un gaz inerte est utilisé pour
protection.
Soudure À L’Arc Tungstène au
chalumeau - est une méthode de
soudage utilisée avec de l’équipement
de soudage qui a une génératrice à
haute fréquence. L’arc est crée entre un
électrode tungstène non-usable et
l’objet de travail. Du bouche-pores peut
être utilisé.
Soudure à Recouvrement - un joint
entre deux pièces en chevauchement.
Tension au Repos -la tension entre
l’électrode et le collier de mise à la terre
du soudeur quand il n’y a pas de flux
de courant (pas de soudage). Ceci
détermine la vitesse auquelle l’arc est
amorcé.
Chevauchement - se produit quand
l’ampérage est trop basse. En ce cas, le
métal fondu tombe de l’électrode sans
se fusant dans le métal commun.
Porosité - des soufflures, ou creux
formés pendant la solidification de la
soudure qui affaiblissent la soudure.
Pénétration -la profondeur que la
chaleur affecte l’objet pendant la
soudure. Une soudure de haute qualité
est celle qui atteint une pénétration de
100%. C’est à dire que l’objet de travail
en entier a été chauffé et solidifié à
nouveau. Les endroits affectés par la
chaleur devraient êtres visibles sur le
sens inverse de la soudure.
Soudure À L’Arc Au Métal Enrobé -
est une méthode de soudage qui utilise
un électrode usable pour soutenir un
arc. L’enduit de flux fondu sur
l’électrode fournit la protection.
Scorie - une couche d’encrassement de
flux qui protège la soudure des oxydes
et autres polluants pendant le
refroidissement de la soudure. Enlever
la scorie après que la soudure s’est
refroidie.
Bavure - particules métalliques
volantes qui se refroidissent sur la
surface de travail. La bavure peut être
diminuée si vous utilisez un agent
vaporisateur qui résiste la bavure sur
l’objet de travail avant de souder.
Point de Soudure - une soudure
utilisée pour tenir les pièces en
alignement jusqu’à ce que les soudures
actuelles sont faites.
L’Angle de Déplacement -l’angle de
l’électrode dans la ligne de
soudure.Ceci est variable, de 5º à 45º
selon les conditions.
Joint en T - placer le bord d’un
morceau de métal sur l’autre à un
angle de 90º. Caniveau - une condition
résultant d’un ampérage trop élevé qui
produit une rainure dans le métal
commun le long des deux côtés du
cordon de soudure et sert à afaiblir la
soudure.
Flaque de Soudure - un volume de
métal fondu dans une soudure avant sa
soldification.
Cordon de Soudage - une(des)
couche(s) étroite de métal placé sur le
métal commun pendant que l’électrode
fond. Le cordon de soudage est
typiquement deux fois le diamètre de
l’électrode.
Angle de Travail -l’angle de
l’électrode à angle droit de la ligne de
soudure.
Lexique De Termes De Soudage

21 Fr
TECHNIQUE POUSSER-TIRER
Le type et l’épaisseur de l’objet de
travail détermine le placement de la
buse du pistolet. Pour les matériaux
minces (calibre 18 et plus), pointer la
buse en avant de la flaque et pousser
la flaque à travers l’objet de travail.
Pour l’acier plus épais, diriger la buse
dans la flaque afin d’augmenter la
pénétration de la soudure. Ceci est le
technique de coup de revers, technique
tirer (Voir Figure 10).
Figure 9 -Passes Multiples de Soudure
Figure 10
TIRER
POUSSER
Directives De Soudage (Suite)
Modèles WF2050, WF2054 et WF2057
20 Fr
TYPE ET TAILLE DE FILS
Le choix correct du fil comprend une
variété de facteurs tels que la position
de soudage, matériel de l’objet de
travail, l’épaisseur, et la condition de la
surface. L’American Welding Society,
AWS, a organisé certaines exigences
pour chaque type de fil.
La classification AWS pour fil protégé
(Procédé FCAW) est une série de
numéros commençant avec la lettre E.
AWS E71T - GS ou E71T - 11 sont
recommandés pour ces soudeurs.
ANGLE DE SOUDURE
L’angle de soudure est l’angle de la buse
pendant le soudage. L’utilisation de
l’angle correct assure la pénétration et la
formation du cordon de soudure exigé.
L’angle de soudure est très important
pour les positions de soudure différentes
afin de produire une bonne soudure.
L’angle de soudure comprend deux
positions - l’angle de déplacement et
l’angle de travail.
L’angle de déplacement est l’angle situé
dans la ligne de la soudure et peut être
variable de 5º à 45º du vertical selon les
conditions de soudage.
L’angle de travail est l’angle de
l’horizontal, mesuré aux angles droits à
la ligne de soudage. Pour la plupart des
applications, un angle de déplacement
de 45º et un angle de travail de 45º est
suffisant. Pour les usages spécifiques,
consulter un manuel de soudage à l’arc.
VITESSE DE FIL
La vitesse de fil est réglée par le bouton
sur le panneau d’avant. La vitesse doit
être “réglée” selon le taux auquel le fil
est fondu dans l’arc. Le réglage est une
des fonctions critiques du soudage
alimenté en fil. Le réglage devrait être
effectué sur un morceau de métal
d’essai qui est de même type et
épaisseur que celui qui doit être soudé.
Procéder avec la soudure avec une main
“traînant” la buse du pistolet à travers
de la pièce d’essai en réglant la vitesse
avec l’autre main. Une vitesse troplente
causera du crachement et le fil se
brûlera dans la pointe de contacte. (Voir
Figure 11) Une vitesse trop rapide peut
aussi causer un bruit de crachement et le
fil s’enfoncera dans la plaque avant de
se fondre. Un bruit constant de
bourdonnement indique que la vitesse
de fil est réglée correctement. Répéter le
procédé de réglage chaque fois qu’il y a
un changement de réglage de chaleur,
diamètre ou type de fil, type de matériel
ou épaisseur de l’objet de travail.
VITESSE DE DÉPLACEMENT
La vitesse de déplacement est la vitesse
que le fil est dirigé au long de la surface
de soudage. Le diamètre et le type de fil
à soudage, l’ampérage, position, et
épaisseur de l’objet de travail ont tous
un effet sur la vitesse de déplacement et
peuvent avoir un effet sur la qualité de
la soudure (Voir Fig. 11). Si la vitesse est
trop rapide, le cordon est étroit et les
ondulations du cordon sont pointus
comme indiqué. Si la vitesse est trop
lente, la soudure se tasse et le cordon est
haut et large.
ENLEVAGE DE SCORIE
Porter
des
lunettes protectrices approvées ANSI
(ANSI Standard Z87.1) et des vêtements
protecteurs pendant l’enlevage de la
scorie chaude. Le débris chaud et volant
peut causer de blessures aux personnes
dans l’endroit.
Après d’avoir complété la soudure,
attendre que les sections de soudage se
refroidissent. Une couche protectrice
!
AVERTISSEMENT
Directives De Soudage (Suite)
appelée scorie couvre le cordon de
soudure et empêche la réaction du
métal fondu avec les polluants dans l’air.
La scorie peut être enlevée une fois que
la soudure s’est refroidie et n’est plus
rouge. Enlever la scorie avec un marteau
à buriner. Frapper la scorie légèrement
avec le marteau et la dégager du cordon
de soudure. Finir avec une brosse
métallique. Enlever la scorie avant
chacune des passes multiples.
POSITIONS DE SOUDAGE
Il y a quatre positions de base de
soudage; plate, horizontale, verticale, et
aérienne. Le soudage dans une position
plate est la plus facile. La vitesse peut
être augmentée, le métal fondu coule
moins, une meilleure pénétration est
possible, et le travail est moins
fatiguant. Le soudage est effectué avec
le fil à un angle de déplacement de 45º
et un angle de travail de 45º.
Autres positions exigent autres
techniques tels que le tissage, passe
circulaire, et jogging. Un niveau de plus
grande compétance est exigé pour ces
soudures.
La soudure aérienne est la position plus
difficile et dangereuse. Le réglage de la
chaleur et la sélection du fil est variable
selon la position.
Tout le travail devrait être effectué dans
la position plate si possible. Pour les
applications spécifiques, consulter un
manuel technique de soudage.
PASSES DE SOUDAGE
Quelque fois il est nécessaire d’utiliser
plus qu’une passe pour remplir le joint
(Voir Fig. 8). Si les pièces sont épaisses, il
est peut être nécessaire de biseauter les
bords qui sont unis à un angle de 60º.
Enlever la scorie avant chaque passe.
Angle de Déplacement
Angle de Travail
5º - 45º
5º - 45º
Figure 7 - Angle de Soudure
E - 7 0 T - GS
Rigidité de la
soudure x 10,000
livres par pouces
carrés
Positions de soudage
(0 pour plate ou
horizontale, 1 pour
n’importe quelle
position)
Fil fourré en flux
tubulaire
Type de flux
Figure 8 - Cordons de Soudures en
Filet (Biseauté 60˚)
Finition
Base
Remplissage
Instructions D’Utilisation et Manuel de Pièces
Vitesse de fil trop rapide
Chaleur trop haute
Vitesse de fil trop lente
Chaleur trop basse
Vitesse de déplacement trop lente
Vitesse de déplacement trop rapide
Métal Commun
Figure 11 - Apparence de la Soudure
REMARQUE: La largeur (W) du
cordon de soudeur devrait être
approximativement deux fois le
diamètre de la baguette d’électrode
utilisée.
W
Chaleur, vitesse de fil et
vitesse de déplacement
ordinaires
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Campbell Hausfeld WF2054 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
dans d''autres langues
Documents connexes
-
Campbell Hausfeld eBook Reader WF2057 Manuel utilisateur
-
Campbell Hausfeld WF1800 Manuel utilisateur
-
-
-
-
Campbell Hausfeld WG4000 Manuel utilisateur
-
-
-
-