
Ferm BV • P.O. Box 30159 • 8003 CD Zwolle • The Netherlands • www.ferm.com 0507-01
UK Subject to change
D Änderungen vorbehalten
NL Wijzigingen voorbehouden
F Sous réserve de modifications
E Reservado el derecho de modificaciones
técnicas
P Reservado o direito a modificações
I Con reserva di modifiche
S Ändringar förbehålles
SF Pidätämme oikeuden muutoksiin
N Rett till endringer forbeholdes
DK Ret til ændringer forbeholdes
H Változtatás jogát fenntartjuk
CZ Změny vyhrazeny
SL Predmet sprememb
PL temat do zmiany
RU äÓÏ·ÌËfl Ferm ÔÓÒÚÓflÌÌÓ Òӂ¯ÂÌÒÚ‚Û
ÂÚ ‚˚ÔÛÒ͇ÂÏÛ ˛ ² ÔÓ‰ÛÍˆË˛.
èÓÁÚÓÏÛ ‚ ÚÂıÌ˘ÂÒË ı‡‡ÍÚÂËÒÚËÍË
ÏÓ„ÛÚ ‚ÌÓÒËÚ¸Òfl ·ÂÁ Ô‰‚‡ËÚÂθÌÓ„Ó
ۂ‰ÓÏÎÂÌËfl.
GR
www.ferm.com
Art.nr. TDM1008
FPKB-16
UK
D
NL
F
E
P
I
S
SF
N
DK
H
CZ
SL
PL
USERS MANUAL 03
GEBRAUCHSANWEISUNG 06
GEBRUIKSAANWIJZING 10
MODE D’EMPLOI 13
MANUAL DE INSTRUCCIONES 17
ISTRUÇÕN A USAR 20
MANUALE UTILIZZATI 24
BRUKSANVISNING 27
KÄYTTÖOHJE 30
BRUKSANVISNING 33
BRUGERVEJLEDNING 37
HASZNÁLATI UTASÍTÁS 40
NÁVOD K POUŽITÍ 43
NOVODILA ZA UPORABO 47
INSTRUKSJĘ OBSŁUGI 50
êìäéÇéÑëíÇé èé ùäëèãìÄíÄñàà 54
O 58
RU
GR

6
7
107
106
105
11
10
79
19
28
29
64
39
101
100
32
38
47
113
104
103
102
110
59
112
111
114
1
2
3
4
5
Artikel : 333520
Model : FTB-16
Versie : 041118-1
Fig.A
Fig.B
Fig.C
Fig.D
Fig.E
Fig.F Fig.G
Fig.H Fig.I
Fig.J
19
20
21
1
2
3
4
A
B
C
D
1 cm
13
14
15
4
1
9
2
6
4
5
7
10
11
8
12
3
1
2
3
4
5
6
2 Ferm
Ferm 63
EXPLODED VIEW

62 Ferm
BENCH PILLAR DRILL
THE NUMBERS IN THE FOLLOWING TEXT
CORRESPOND WITH THE PICTURES AT PAGE 2
Caution! For your own safety, carefully read these
instructions for use before using the machine.
CONTENTS:
1. Machine information
2. Safety instructions
3. Assembly
4. Operation, hints and tips
5. Maintenance
1. MACHINE INFORMATION
TECHNICAL SPECIFICATIONS
PRODUCT INFORMATION
Fig.A
1. On/off switch
2. Drill depth gauge
3. Protection guard
4. Motor
5. Drill depth lever
6. Table adjustment
Check first whether or not the delivery has been
damaged by transport and/or whether all the parts are
present.
2. SAFETY INSTRUCTIONS
The following pictograms are used in these instructions
for use:
CE Conforms to the applicable European safety
standards
Danger of bodily injury or material damage.
Indicates electrical shock hazard.
Read the instructions
Wear eye and ear protectors
Faulty and/or discarded electrical or electronic
apparatus have to be collected at the appropriate
recycling locations.
Carefully read this manual before using the machine.
Make sure that you know how the machine functions and
how to operate it. Maintain the machine in accordance
with the instructions to make sure it functions properly.
Keep this manual and the enclosed documentation with
the machine.
When using electric machines always observe the
safety regulations applicable in your country to
reduce the risk of fire, electric shock and personal
injury. Read the following safety instructions and
also the enclosed safety instructions. Keep these
instructions in a safe place!
Before using the machine the guidelines must be taken
into consideration. Every mechanical or electrical
alteration to the machine which does not meet the
applicable guidelines carries a considerable accident risk.
DURING USE THE FOLLOWING POINTS
MUST BE CONSIDERED:
• Do not remove any mechanical or electrical
protective provisions.
• Check whether all the protective provisions are in
place and have been attached correctly.
• Wear safety goggles during drilling.
• If you have long hair, be sure to wear hair protection
(hair net or cap). Long hair can easily be caught in
moving parts.
• Wear fitted clothing; tie buttons on sleeves.
• Do not hold any workpieces in your hands when
drilling. Always use a machine clamp or another
clamping tool.
• Protect workpieces and clamping tools on the bench
to prevent them from getting caught. Fasten them
yourself with screws or clamp them to a machine
clamp fastened to the table.
• Check whether the drill holder is tightened properly.
• Check whether cable lead-throughs are okay.
• To remove drill chips only use hand brushes,
brushes, rubber wipers, chip hooks or similar aids.
• Do not carry out any cleaning or greasing work while
the machine is in operation.
• Always keep V-belts covered (so that your hands
cannot become caught).
• Only tighten the toothed ring drill holder by means
of the wrench.
• Never leave the wrench of the drill holder in the drill
holder! Before switching on the machine, check
whether the wrench really has been removed!
• Do not use any drills which are damaged on the shank.
• Drill is not suitable to use as press!
• If the mains cable is damaged, it may only be replaced
by a mains cable of the same type.
Voltage | 230 V
Frequency | 50 Hz
Power input | 450 W
No load speed | 220-2500/min
Number of speeds | 12 (R)
Chuck capacity/Morse Conical | 16 mm / MC-2
Weight | 60 kg
Lpa (sound pressure level) | 63.4 dB(A)
Lwa (sound power level) | 76.4 dB(A)
Vibration value | < 0,757 m/s
2
Ferm 3
SPARE PARTS LIST FPKB-16
FERM NR DESCRIPTION REF NR
301106 RACK 2
TDA1006 B-16/MC2 TAPER ARBOR FOR CHUCK 10
311111 CHUCK 16MM - B16 11
311106 SPRING 28
311107 CAP - SPRING 29
311103 MOTOR 38
311104 V-BELT 10 X 625 59
800156 V-BELT 10 X 560 59
311105 SWITCH 64
311109 KEY-DRIFT 79

IMMEDIATELY SWITCH OFFTHE MACHINE
WHEN:
• Interruption in the mains plug, mains lead or mains
lead damage.
• Defect switch.
• Smoke or stench of scorched isolation.
ELECTRICAL INSTALLATION
The machine is provided with an electrical installation,
which meets the standards. Repairs may only be carried
out by a recognised professional.
The machine is provided with a zero voltage switch.
After the tension drops the machine will not start to
run automatically for safety reasons. The machine must be
switched on again.
Electrical safety
Always check that the power supply corresponds to the
voltage on the rating plate.
Replacing cables or plugs
Immediately throw away old cables or plugs when they
have been replaced by new ones. It is dangerous to insert
the plug of a loose cable in the wall outlet.
Using extension cables
Only use an approved extension cable suitable for the
power input of the machine. The minimum conductor
size is 1.5 mm
2
. When using a cable reel always unwind
the reel completely.
3. ASSEMBLY
Fig.B
• Place the footplate (12) in the correct position.
• Fasten the column (11) with the bolts supplied to the
footplate.
• Now slide the table holder (7) with the table over the
column. With the fastening handle the table is
fastened into the desired position.
• Now you can assemble the machine casing and lock
with the locking pins.
• Since the drill spindle is greased in the factory, it is
advisable to run in the machine for approximately 15
minutes at the lowest speed.
Before you push the chuck with pin into the drill
spindle, the inside of the chuck must be completely
grease-free!
SETTING UP THE BENCH DRILL
Before use the drill must be mounted on a fixed base.
The footplate (12) has therefore been provided with
drilling holes. By means of screws the footplate can be
fixed to the base in this place. If it is mounted on a
wooden board, sufficiently large washers must be used
on the opposite side, so that the bolts are not pushed
into the wood and the machine cannot become loose.
The fastening screws may be fastened so far that
the footplate is not under tension or deformed.
When the tension is too high there is a risk of
breakage.
ADJUSTING THE NUMBER OF
REVOLUTIONS OF THE DRILL SPINDLE
Fig.C
The different revolutions of the drill spindle can be
adjusted by shifting the V-belt into the belt drive. The
machine is protected by a safety switch so that the
machine is automaticly switched off when opening the
casing. The V-belt is shifted as follows:
• Open the V-belt cover (14) by loosen the screw on
the right side of the cover.
• Loosen the fastening button (4) and slide the engine
in the direction of the machine head, upon which the
V-belt is released.
• Shift the V-belt according to the table on the inside of
the V-belt cover.
• Tension the V-belt again by pushing the engine plate
(15) to the back. Then the tensioning device is
fastened with the fastening button (4).
• Close the V-belt cover and the machine is ready again
for use.
Keep the V-belt cover closed during use.
Fig.C + D
If you have shifted the V-belt, you must tighten it again by
means of the engine plate (15) with the fastening button
(4). The tension is correct when the V-belt can be
pressed in by approximately 1 cm. The engine pulley
must be aligned horizontally, so that early wear and
loosening of the V-belt can be prevented. For this
purpose the engine pulley (13) on the engine can be slid
along the engine axle, after loosening the socket head
screw.
SPINDLE SPEEDS
Fig.E
Position V-belt / Revolutions/min
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
The number of revolutions of the drill spindle of the V-
belt combinations can be read from the illustration and
the table.
DRILL SPINDLE AND DRILL HEAD PIN
All the blank parts of the machine are provided with a
protective lacquer layer, which prevents rust formation.
This protective lacquer layer is easy to remove by means
of environmentally friendly solvents. Test the V-belt
tension before you connect the machine to the
electricity mains. The inside of the drill spindle must be
degreased completely. For this purpose use
environmentally friendly solvents. Proceed in the same
way with the drill head pin. A correct transmission can
only be achieved in this way.
4 Ferm
, :
,
.
,
. ,
,
. ,
.
,
,
,
.
( 2 x
)
. ,
.
8 mm,
,
-
.
5.
.
Ferm
.
.
.
,
.
.
,
.
, , ..
.
.
.
.
.
..
,
.
,
.
,
.
.
.
Ferm.
.
.
,
.
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
.
98/37/EEC, 73/23/EEC, 89/336/EEC
01-09-2004
ZWOLLE NL
W. Kamphof
CE
ı
(
GR
)
Ferm 61

4. OPERATION, HINTS AND TIPS
DEPTH STOP
Fig.F
The drill spindle is provided with a depth stop. It can be
adjusted using the nut. The drill depth can be read on the
scale division.
CLAMPING THE DRILL
Fig.G
In the drill head of the bench drill, drills and other tools
with a cylindrical shank can be clamped. The moment of
rotation is transferred to the drill by means of the
tension of the three clamping jaws. To prevent the drill
from sliding away, it must be clamped using the toothed
ring wrench. If the drill slides away in the drill holder, a
slight burr occurs on the drill shank, which makes centric
clamping impossible. A burr which occurs in this way
must in any case be removed by grinding
CLAMPING THE WORKPIECE
Fig.H
The drill bench and the footplate of the bench drill are
provided with grooves for fastening clamping tools.
Always clamp the workpiece in the machine clamp or
other clamping tools. In this way you will prevent
accidents and even increase the drilling accuracy
because the workpiece is in a fixed position.
ADJUSTING THE BENCH
Fig.I
The drill bench is fastened to the drill column and can be
adjusted in height after loosening the fastening handle.
Adjust the bench in such a way that there is still enough
space between the top of the workpiece and the point of
the drill. You can also swivel the bench sideways, if you
wish to clamp a workpiece directly onto the footplate.
Fig.J
For slanted drilling and with a slanted supporting surface
of the workpiece the bench can be swivelled. For this
purpose loosen the hexagonal screw (20) on the hinge
point (21) of the bench and remove the centring. Swivel
the bench (19) to the desired position. Then screw
down the hexagonal screw (20) properly using a wrench.
NUMBER OF REVOLUTIONS, SPEED OF
ROTATION, SUPPLY
The supply - the feed motion of the drill - takes place by
hand on the 3-armed drill lever. The speed of rotation is
determined by the number of revolutions of the drill
spindle and by the diameter of the drill. The correct
choice of supply and the number of revolutions of the
drill spindle are the deciding factors for the lifespan of
the drill. The following applies as a basic rule: with a
larger diameter of the drill the number of revolutions
must be adjusted lower; the greater the firmness of the
workpiece, the greater the cutting pressure must also
be. In order not to overheat the drill in this case, the
supply and speed of rotation must be lowered at the
same time. In addition, the drill must be cooled with drill
oil. For thin plates, quite large drillings must be carried
out carefully with little supply and little cutting pressure,
so as to get a precise result and so that the drilling
remains the correct size.
For deep drilling (larger than 2 x the diameter of the drill)
the discharge of chips is more difficult and the
temperature of the drill is higher. Therefore lower the
supply and the number of revolutions and ensure a
better discharge of chips by regularly pulling back the
drill. For drilling with a greater diameter than 8 mm, pre-
drilling must take place, so that early wear of the drill -
main cutting edge can be avoided and so that the drilling
point is not too heavily loaded.
5. MAINTENANCE
Make sure that the machine is not live when
carrying out maintenance work on the motor.
The Ferm machines have been designed to operate over
a long period of time with a minimum of maintenance.
Continuous satisfactory operation depends upon
proper machine care and regular cleaning.
CLEANING
Keep the ventilation slots of the machine clean to
prevent overheating of the engine. Regularly clean the
machine housing with a soft cloth, preferably after each
use. Keep the ventilation slots free from dust and dirt. If
the dirt does not come off use a soft cloth moistened
with soapy water. Never use solvents such as petrol,
alcohol, ammonia water, etc. These solvents may
damage the plastic parts.
LUBRICATION
The machine do not need to be greased. All bearings and
driving gears are maintenance-free and greased for life.
The drill must be cleaned with compressed air or a dry
cloth. It is advisable to clean the blank parts from time to
time with environmentally friendly solvents and to only
grease with acid-free oil or grease.
FAULTS
Should a fault occur, e.g. after wear of a part, please
contact the service address on the warranty card. In the
back of this manual you find an exploded view showing
the parts that can be ordered.
ENVIRONMENT
In order to prevent the machine from damage during
transport, it is delivered in a sturdy packaging. Most of
the packaging materials can be recycled. Take these
materials to the appropriate recycling locations. Take
your unwanted machines to your local Ferm-dealer.
Here they will be disposed of in an environmentally safe
way.
Ferm 5
•
.
,
.
.C + D
,
(15),
(4).
1 cm.
,
. ,
,
Allen.
. E
/
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
.
,
.
.
.
.
,
.
.
.
4. ,
. F
() .
.
.
. G
.
.
,
.
,
()
.
, ,
. H
.
.
,
.
. I
.
,
. ,
,
.
. J
,
. ,
(20) (21)
.
(19) . ,
(20)
.
,
,
,
.
.
.
60 Ferm

•
.
• ,
,
, ,
.
•
.
•
(
).
•
,
.
•
! ,
!
•
.
•
!
• ,
.
:
•
,
.
• .
• .
.
.
. ,
. ,
.
.
.
.
.
1,5 mm
2
.
,
.
3.
. B
• (12) .
• (11)
.
• ,
(7), ,
.
.
• ,
.
•
,
15
.
,
!
,
. ,
(12) .
,
.
,
,
.
,
.
, .
. C
.
,
.
:
•
(14)
.
• (4)
. ,
.
•
.
•
(15) .
,
(4).
Ferm 59
GUARANTEE
The guarantee conditions can be found on the separately
enclosed guarantee card.
We declare under our sole responsibility
that this product is in
conformity with the following
standards or standardized documents
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
in accordance with the regulations.
98/37/EEC, 73/23/EEC, 89/336/EEC
from 01-06-2005
ZWOLLE NL
W. Kamphof
Quality department
TISCHBOHRMASCHINE
DIE NUMMERN IM NACHFOLGENDEN TEXT
KORRESPONDIEREN MIT DEN ABBILDUNGEN
AUF SEITE 2
Vorsicht! Lesen Sie diese Anleitung zu Ihrer
eigenen Sicherheit vor Benutzung des Geräts
gründlich durch.
INHALT:
1. Gerätedaten
2. Sicherheitsvorschriften
3. Montage
4. Gebrauch, hinweise und tips
5. Wartung
1. GERÄTEDATEN
TECHNISCHE DATEN
KENZEICHEN
Abb.A
1. Ein/aus schalter
2. Bohrtiefenanzeige
3. Bohrfutterschutzkappe
4. Motor
5. Bohrtiefenhebestange
6. Tischverstellung
Prüfen Sie bitte zuerst, ob die Lieferung
Transportschäden aufweist
2. SICHERHEITSVORSCHRIFTEN
In dieser Betriebsanleitung erscheinen folgende
Piktogramme:
CE Entspricht den anwendbaren europäischen
Sicherheitsnormen
Gefahr von Verletzungen oder Sachbeschädigung.
Elektroschockgefahr
Spannung | 230 V
Frequenz | 50 Hz
Aufgenommene Leistung | 450 W
Drehzahl unbelastet | 220-2500/min
Anzahl Geschwindigkeiten | 12 (R)
Kap. Bohrfutter/Morse Konisch | 16 mm / MC-2
Gewicht | 60 kg
Lpa (Schalldruckpegel) | 63.4 dB(A)
Lwa (Schallleistungspegel) | 76.4 dB(A)
Vibrationswert | < 0,757 m/s
2
CE
ı
DECLARATION OF CONFORMITY
(
UK
)
6 Ferm

Anleitung durchlesen.
Tragen Sie Augen- und Gehörschutzvorrichtungen.
Schadhafte und/oder entsorgte elektrische oder
elektronische Geräte müssen an den dafür
vorgesehenen Recycling-Stellen abgegeben
werden.
Lesen Sie diese Betriebsanleitung aufmerksam, bevor Sie
die Maschine in Betrieb nehmen. Machen Sie sich vertraut
mit der Funktionsweise und der Bedienung. Warten Sie
die Maschine entsprechend den Anweisungen, damit sie
immer einwandfrei funktioniert. Die Betriebsanleitung
und die dazugehörende Dokumentation müssen in der
Nähe der Maschine aufbewahrt werden.
Beachten beim Benutzen von Elek tromaschinen
immer die örtlichen Sicherheitsvorschriften
bezüglich Feuerrisiko, Elektroschock und
Verletzung. Lesen Sie außer den folgenden
Hinweisen ebenfalls die Sicherheitsvorschriften im
einschlägigen Sonderteil. Die Hinweise müssen
sicher aufbewahrt werden!
Für den Betrieb der Maschine sind die einschlägigen
Richtlinien der UVV (Unfallverhütungsvorschriften der
Berufsgenossenschaften) zu beachten. Jede
mechanische oder elektrische Veränderung der
Maschine, die nicht den geltenden Richtlinien entspricht,
bringt erhebliche Unfallgefahren mit sich.
WÄHREND DES BETRIEBS SIND FOLGENDE
PUNKTE ZU BEACHTEN:
• Keine mechanischen oder elektrischen
Schutzvorrichtungen entfernen.
• Prüfen, ob alle Schutzvorrichtungen angebracht und
einwandfrei befestigt sind.
• Beim Bohren Schutzbrille tragen.
• Bei langen Haaren unbedingt Haarschutz tragen
(Haarnetz oder Mütze). Langes Haar bleibt leicht an
drehenden Teilen hängen!
• Enganliegende Kleidung tragen; Bund am
Jackenärmel schließen.
• Keine Werkstücke beim Bohren in der Hand halten.
Verwenden Sie stets einen Maschinenschraubstock
oder ein anderes Spannwerkzeug.
• Werkstücke und Spannwerkzeuge auf dem Tisch
gegen Mitreißen sichern. Diese entweder selbst mit
Schrauben befestigen oder in einem auf dem Tisch
festgeschraubten Maschinenschraubstock
einspannen.
• Prüfen, ob das Bohrfutter einwandfrei spannt.
• Prüfen, ob die Kabeleinführungen in Ordnung sind.
• Zum Entfernen der Bohrspäne nur Handfeger,
Pinsel, Gummiwischer, Spänehaken oder ähnliche
Hilfsmittel verwenden.
• An laufenden Maschinen keine Reinigungs- und
Schmierarbeiten durchführen.
• Keilriemen immer abgedeckt halten (Schutz gegen
Hineingreifen)
• Zahnkranzbohrfutter nur mit dem Schlüssel
anziehen.
• Bohrfutterschlüssel niemals im Bohrfutter stecken
lassen! Vergewissern Sie sich vor dem Einschalten
der Maschine, daß der Schlüssel abgezogen wurde!
• Keine am Schaft beschädigten Bohrer oder Werk-
stücke verwenden.
• Die Bohrmaschine ist für Fräsarbeiten nicht
geeignet!
• Bei der Beschädigung der Anschlußleitung darf nur
durch die gleiche Spezialleitung ersetzt werden.
DAS GERÄT SOFORT AUSSCHALTEN BEI:
• Störung im Netzstecker, dem Netzkabel oder
Schnurbeschädigung.
• Defektem Schalter.
• Rauch oder Gestank verschmorter Isolation.
ELEKTRISCHE ANLAGE
Die Maschine ist mit einer elektrischen Anlage
ausgestattet, die den Normen entspricht. Reparaturen
dürfen nur von einem dafür zugelassenem Fachmann
durchgeführt werden.
Bei einem Spannungsabfall im Steuer-stromkreis
fallen die Wendeschütze ab. Auch wenn danach
die Spannung wieder anliegt, läuft aus Sicherheitsgründen die
Maschine nicht mehr selbständig an. Sie muß erneut
eingeschaltet werden.
Elektrische Sicherheit
Überprüfen Sie immer, ob Ihre Netzspannung der des
Typenschilds entspricht.
Austauschen von Kabeln oder Steckern
Entsorgen Sie alte Kabel oder Stecker, unmittelbar
nachdem Sie durch neue ersetzt sind. Das Anschließen
eines Steckers eines losen Kabels an eine Steckdose ist
gefährlich.
Verwendung von Verlängerungskabeln
Benutzen Sie nur ein genehmigtes Verlängerungskabel,
das der Maschinenleistung entspricht. Die Ader müssen
einen Mindestquerschnitt von 1,5 mm
2
haben. Befindet
das Kabel sich auf einem Haspel. muß es völlig abgerollt
werden.
3. MONTAGE
Abb.B
• Legen Sie sich die Grundplatte (12) der Maschine
zurecht.
• Befestigen Sie die Säule (11) mit den beiliegenden
Bolzen auf der Grundplatte.
• Schieben Sie nun den Bohrtischhalter (7) mit dem
Bohrtisch über die Säule. Mit der Klemm-schraube
wird die Baugruppe in der gewünschten Lage
arretiert.
• Nun können Sie das Maschinengehäuse montieren
und mit den Gewindestiften sichern.
• Da die Spindel werkseitig stark eingefettet wird, ist
es ratsam, die Maschine ca 15 Minuten im kleinsten
Gang einlaufen zu lassen.
Ferm 7
2
! ,
.
:
1.
2.
3.
4. ,
5.
1.
. A
1.
2.
3.
4.
5.
6.
/ .
2.
:
CE
.
.
.
/
.
.
.
.
.
" #"#$", %
&" '( ""#)( *%( &'
)'" (, : " &% '(
";)"'( &'<(, &=%(
'##). > ( &$ ;:%(
: " * , &%(, ( ;:%( : "
* &' $%". ?'= '@( (
;:%( *@( #%!
,
.
.
,
:
•
.
•
.
• ,
.
• ,
(
).
.
•
. .
•
.
.
•
,
.
.
•
.
| 230 V
| 50 Hz
| 450 W
| 220-2500/
| 12 (R)
|
() / |
Morse | 16 mm / MC-2
| 60 kg
Lpa ( ) | 63.4 dB(A)
Lwa ( ) | 76.4 dB(A)
| < 0,757 m/s
2
58 Ferm

èË Ó·‡·ÓÚÍ ÚÓÌÍËı Ô·ÒÚËÌ ÍÛÔÌ˚ ÔÓ ‰Ë‡ÏÂÚÛ
ÓÚ‚ÂÒÚËfl ‰ÓÎÊÌ˚ ‡ÒÒ‚ÂÎË‚‡Ú¸Òfl Ò ·Óθ¯ÓÈ
ÓÒÚÓÓÊÌÓÒÚ¸˛ ̇ χÎÓÈ ÔÓ‰‡˜Â Ë Ò Ì·Óθ¯ËÏ
ÛÒËÎËÂÏ Ì‡ÊËχ Ò ÚÂÏ, ˜ÚÓ·˚ Ó·ÂÒÔ˜ËÚ¸ ÌÛÊÌÛ˛
ÚÓ˜ÌÓÒÚ¸ Ë Ú·ÛÂÏÛ˛ ‡ÁÏÂÌÓÒÚ¸. èË „ÎÛ·ÓÍÓÏ
Ò‚ÂÎÂÌËË (Ú. Â. ÍÓ„‰‡ ‰Ë‡ÏÂÚ ‚˚Ò‚ÂÎË‚‡ÂÏÓ„Ó
ÓÚ‚ÂÒÚËfl ·ÓΠ˜ÂÏ ‚ ‰‚‡ ‡Á‡ Ô‚˚¯‡ÂÚ ‰Ë‡ÏÂÚ
҂·) ÓÒÎÓÊÌflÂÚÒfl Û‰‡ÎÂÌË ӷ‡ÁÛ˛˘ÂÈÒfl ÔË
Ò‚ÂÎÂÌËË ÒÚÛÊÍË, ‡ ÚÂÏÔ‡ÚÛ‡ ҂·
Á̇˜ËÚÂθÌÓ ÔÓ‚˚¯‡ÂÚÒfl. èÓ ˝ÚÓÈ Ô˘ËÌÂ
ÂÍÓÏẨÛÂÚÒfl ÔÓÌËÁËÚ¸ ÔÓ‰‡˜Û Ë ÒÓ͇ÚËÚ¸ ˜ËÒÎÓ
Ó·ÓÓÚÓ‚ Ò ÚÂÏ, ˜ÚÓ·˚ ӷ΄˜ËÚ¸ Û‰‡ÎÂÌË ÒÚÛÊÍË
ÔÛÚÂÏ ÔÂËӉ˘ÂÒÍÓ„Ó ËÁ‚ΘÂÌËfl ҂· ËÁ
Ó·‡·‡Ú˚‚‡ÂÏÓ„Ó ÓÚ‚ÂÒÚËfl. èË Ò‚ÂÎÂÌËË
ÓÚ‚ÂÒÚËfl ‰Ë‡ÏÂÚÓÏ Ò‚˚¯Â 8 ÏÏ ÌÂÓ·ıÓ‰ËÏÓ
Ô‰‚‡ËÚÂθÌÓ ‡ÒÒ‚ÂÎËÚ¸ Â„Ó Ò‚ÂÎÓÏ ÏÂ̸¯Â„Ó
‰Ë‡ÏÂÚ‡ Ò ÚÂÏ, ˜ÚÓ·˚ ËÁ·Âʇڸ ÔÂʉ‚ÂÏÂÌÌÓ„Ó
ËÁÌÓÒ‡ ÂÊÛ˘Ëı ÍÓÏÓÍ ÓÒÌÓ‚ÌÓ„Ó Ò‚Â· Ë Â„Ó
Ô„ÛÁÍË.
5. íÖïçàóÖëäéÖ
éÅëãìÜàÇÄçàÖ
è‰ ‚˚ÔÓÎÌÂÌËÂÏ ÚÂıÓ·ÒÎÛÊË‚‡ÌËfl
۷‰ËÚÂÒ¸, ˜ÚÓ ˝ÎÂÍÚÓÔË‚Ó‰ ÒÚ‡Ì͇
ÓÚÍβ˜ÂÌ ÓÚ ÒÂÚË ÔËÚ‡ÌËfl.
é·ÓÛ‰Ó‚‡ÌË ÍÓÏÔ‡ÌËË Ferm ÍÓÌÒÚÛÍÚË‚ÌÓ
Ô‰̇Á̇˜ÂÌÓ ‰Îfl ‰Ó΄ÓÒÓ˜ÌÓÈ ˝ÍÒÔÎÛ‡Ú‡ˆËË Ò
ÏËÌËÏÛÏÓÏ ÚÂıÌ˘ÂÒÍÓ„Ó Ó·ÒÎÛÊË‚‡ÌËfl, ˜ÚÓ
Ó·ÂÒÔ˜˂‡ÂÚÒfl ‰ÓÎÊÌ˚Ï Ë Ò‚Ó‚ÂÏÂÌÌ˚Ï
ÚÂıÌ˘ÂÒÍËÏ ÛıÓ‰ÓÏ Á‡ ÌËÏ.
óàëíäÄ
ÇÂÌÚËÎflˆËÓÌÌ˚ ÓÚ‚ÂÒÚËfl ˝ÎÂÍÚÓ‰‚Ë„‡ÚÂÎfl
‰ÓÎÊÌ˚ ÒÓ‰ÂʇڸÒfl ‚ ˜ËÒÚÓÚ ‚Ó ËÁ·ÂʇÌË „Ó
Ô„‚‡. ëΉÛÂÚ Â„ÛÎflÌÓ (ÔÓÒΠ͇ʉӄÓ
ËÒÔÓθÁÓ‚‡ÌËfl) ˜ËÒÚËÚ¸ ÍÓÔÛÒ ÒÚ‡Ì͇ Ïfl„ÍÓÈ
Ú̸͇˛, Ó·‡˘‡fl ÓÒÓ·Ó ‚ÌËχÌË ̇ ÚÓ, ˜ÚÓ·˚
‚ÂÌÚËÎflˆËÓÌÌ˚ ÓÚ‚ÂÒÚËfl Ì ËÏÂÎË Ì‡ÎÂÚ‡ „flÁË Ë
Ô˚ÎË. Ç ÒÎÛ˜‡Â, ÂÒÎË Û‰‡ÎÂÌË Á‡„flÁÌÂÌËfl
Ô‰ÒÚ‡‚ÎflÂÚ ÒÎÓÊÌÓÒÚ¸, ˜ËÒÚfl˘Û˛ Ú̸͇ ÒΉÛÂÚ
ÒÏÓ˜ËÚ¸ ‡ÒÚ‚ÓÓÏ Ï˚θÌÓÈ ‚Ó‰˚. ç ‰ÓÔÛÒ͇ÂÚÒfl
ËÒÔÓθÁÓ‚‡ÌË ‡ÒÚ‚ÓËÚÂÎÂÈ (·ÂÌÁËÌ, ÒÔËÚ,
‡ÏÏˇ˜Ì˚ ‡ÒÚ‚Ó˚), ÏÓ„Û˘Ëı Ôӂ‰ËÚ¸
Ô·ÒÚχÒÒÓ‚˚ ˜‡ÒÚË ÒÚ‡Ì͇.
ëåÄáäÄ
ëÚ‡ÌÓÍ Ì Ú·ÛÂÚ ‰ÓÔÓÎÌËÚÂθÌÓÈ ÒχÁÍË. ÇÒÂ
ÔÓ‰¯ËÔÌËÍË Ë ‚Â‰Û˘Ë ¯ÂÒÚÂÌË ËÏÂ˛Ú ÒχÁÍÛ Ì‡
‚ÂÒ¸ ÒÓÍ Ëı ÒÎÛÊ·˚. é˜ËÒÚ͇ ҂· ÔÓËÁ‚Ó‰ËÚÒfl
ÒʇÚ˚Ï ‚ÓÁ‰ÛıÓÏ ÎË·Ó ÒÛıÓÈ Ú̸͇˛. éÒڇθÌ˚Â
˜‡ÒÚË ÒÚ‡Ì͇ ÂÍÓÏẨÛÂÚÒfl ÔÂËӉ˘ÂÒÍË ˜ËÒÚËÚ¸
˝ÍÓÎӄ˘ÂÒÍË ·ÂÁ‚‰Ì˚ÏË ‡ÒÚ‚ÓËÚÂÎflÏË Ë
Ó·‡·‡Ú˚‚‡Ú¸ ÍÓÌÒËÒÚÂÌÚÌÓÈ ÒχÁÍÓÈ ÎË·Ó ËÌÓÈ
‰Û„ÓÈ ÒχÁÍÓÈ, Ì ÒÓ‰Âʇ˘ÂÈ ÍËÒÎÓÚ.
çÖàëèêÄÇçOëíà
Ç ÒÎÛ˜‡Â ÌÂËÒÔ‡‚ÌÓÒÚË, ̇Ô., ÔÓÒΠËÁÌÓÒ‡ ͇ÍÓÈ-
ÎË·Ó ˜‡ÒÚË, Ó·‡ÚËÚÂÒ¸ ÔÓ ‡‰ÂÒÛ ÔÛÌÍÚ‡
Ó·ÒÎÛÊË‚‡ÌËfl, Û͇Á‡ÌÌÓÏÛ ‚ „‡‡ÌÚËÈÌÓÏ Ú‡ÎÓÌÂ.
èÓÍÓÏÔÓÌÂÌÚÌÓ Ô‰ÒÚ‡‚ÎÂÌË ËÁÓ·‡ÊÂÌËfl
˜‡ÒÚÂÈ, ÍÓÚÓ˚ ÏÓÊÂÚ Á‡Í‡Á‡Ú¸, ‚˚ ̇ȉÂÚ ̇
ÔÓÒΉÌÂÈ ÒÚ‡Ìˈ ÛÍÓ‚Ó‰ÒÚ‚‡.
áÄôàíÄ éäêìÜÄûôÖâ ëêÖÑõ
ÇÓ ËÁ·ÂʇÌË ڇÌÒÔÓÚÌ˚ı ÔÓ‚ÂʉÂÌËÈ
ËÌÒÚÛÏÂÌÚ ÔÓÒÚ‡‚ÎflÂÚÒfl ‚ ÔÓ˜ÌÓÈ ÛÔ‡ÍÓ‚ÍÂ.
á̇˜ËÚÂθ̇fl ˜‡ÒÚ¸ χÚ¡ÎÓ‚ ÛÔ‡ÍÓ‚ÍË ÔÓ‰ÎÂÊËÚ
ÛÚËÎËÁ‡ˆËË, ÔÓ˝ÚÓÏÛ ÔÓÒËÏ Ô‰‡Ú¸ ‚ ·ÎËÊ‡È¯Û˛
ÒÔˆˇÎËÁËÓ‚‡ÌÌÛ˛ Ó„‡ÌËÁ‡ˆË˛. èË
ÌÂÓ·ıÓ‰ËÏÓÒÚË ËÁ·‡‚ËÚ¸Òfl ÓÚ ÌÂÌÛÊÌÓ„Ó ‚‡Ï ·ÓÎÂÂ
ËÌÒÚÛÏÂÌÚ‡ Ferm Ó·‡˘‡ÈÚÂÒ¸ ‚ ÚÓ„Ó‚Û˛ ÚÓ˜ÍÛ,
ÔÓ‰‡‚¯Û˛ ‚‡Ï ˝ÚÓÚ ËÌÒÚÛÏÂÌÚ, „‰Â ËÏ ÒÏÓ„ÛÚ
‡ÒÔÓfl‰ËÚ¸Òfl ‰ÓÎÊÌ˚Ï Ó·‡ÁÓÏ.
ÉÄêÄçíàü
ìÒÎÓ‚Ëfl Ô‰ÓÒÚ‡‚ÎÂÌËfl „‡‡ÌÚËË ËÁÎÓÊÂÌ˚ ‚
ÔË·„‡ÂÏÓÏ ÓÚ‰ÂθÌÓ „‡‡ÌÚËÈÌÓÏ Ú‡ÎÓÌÂ.
å˚ Ò ÔÓÎÌÓÈ ÓÚ‚ÂÚÒÚ‚ÂÌÌÓÒÚ¸˛ Á‡fl‚ÎflÂÏ, ˜ÚÓ
̇ÒÚÓfl˘Â ËÁ‰ÂÎË ÒÓÓÚ‚ÂÚÒÚ‚ÛÂÚ
ÌËÊÂÔ˜ËÒÎÂÌÌ˚Ï Òڇ̉‡Ú‡Ï Ë ÌÓχÚË‚Ì˚Ï
‰ÓÍÛÏÂÌÚ‡Ï:
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
Òӄ·ÒÌÓ Ô‡‚Ë·Ï:
98/37/EEC, 73/23/EEC, 89/336/EEC
ÓÚ 01-06-2005
ñÇOããÖ,
çˉ·̉˚
Ç. ä‡ÔÏıÓÙ
éÚ‰ÂÎ ÍÓÌÚÓÎfl ͇˜ÂÒÚ‚‡
CE
ı
ÑÖäãÄêÄñàü é ëééíÇÖíëíÇàà ÇÖãàäéÅêàíÄçàü
(
RU
)
Ferm 57
Bevor Sie das Bohrfutter auf die Spindel stecken,
müssen Aufnahme und Dorn vollkommen fettfrei
sein!
AUFSTELLEN DER TISCHBOHRMASCHINE
Vor der Inbetriebnahme ist die Bohrmaschine fest auf
einer Arbeitsplatte zu montieren. Dazu besitzt die
Grundplatte (12) Bohrungen. Dort ist die Grundplatte
mit der Arbeitsplatte durch Schrauben fest zu
verbinden. Erfolgt die Befestigung auf einer Holzplatte,
so werden auf der Gegenseite ausreichend große
Beilagscheiben verwendet, damit sich die Muttern nicht
im Holz eindrücken, und sich die Maschine nicht lockert.
Die Befestigungsschrauben dürfen nur so
angezogen werden, daß sich die Grundplatte nicht
verspannt oder verformt. Beim übermäßiger Beanspruchung
besteht die Gefahr eines Bruches.
EINSTELLEN VERSCHIEDENER
SPINDELDREHZAHLEN
Abb.C
Die verschiedenen Spindeldrehzahlen können durch
Umsetzen des Keilriemens im Riemenantrieb eingestellt
werden. Dazu ist die Maschine abzuschalten, und der
Netzstecker zu ziehen. Das Umsetzen des Keilriemens
geschieht folgend maßen:
• Vor dem Öffnen des Keilriemengehäuses (14)
Netzstecker ziehen!
• Feststellschraube (4) lösen und den Motor in
Richtung Maschinenkopf schieben; dadurch entspant
sich der Keilriemen.
• Keilriemen gemäß der Tabelle auf der Innenseite des
Keilriemendeckels umsetzen.
• Keilriemen wieder spannen, indem Sie den
Motorplatte (15) nach hinten drücken. Anschließend
wird die Spannvorrichtung mit der Feststell-
schraube (4) geklemmt.
• Keilriemengehäuse schließen und den Netzstecker
einstecken. Die Maschine ist wieder betriebsbereit.
Deckel des Keilriemengehäuses beim Betriebs-test
geschlossen halten.
Abb.C + D
Die Spannung ist richtig eingestellt, wenn sich der
Keilriemen etwa 1 cm durchdrück-en läßt. Die
Keilriemenscheiben müssen horizontal fluchten, damit der
vorzeitige Verschleiß und das Herunterspringen des
Keilriemens verhindert wird. Dazu kann die
Keilriemenscheibe (13) am Motor nach Lösen des
Gewindestiftes längs der Motorwelle verschoben werden.
SPINDELDREHZAHLEN
Abb.E
Keilriemenposition / Drehzahl/min
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
Die Spindeldrehzahlen und Keilriemenkombinationen
können der Abbildung und der Tabelle entnommen
werden.
SPINDEL UND KEGELDORN
Alle blanken Teile der Maschine sind mit einem
Schutzlack versehen, der die Korrosion verhindert.
Dieser Schutzlack läßt sich leicht mit
umweltfreundlichen Lösungsmitteln entfernen. Prüfen
Sie die Keilriemenspannung, bevor Sie die Maschine am
Stromnetz anschließen. Der Innenkonus des
Bohrfutters muß vollkommen entfettet werden.
Verwenden Sie dazu umweltfreundliche Lösungsmittel.
Verfahren Sie ebenso mit dem Kegeldorn der Spindel.
Nur so ist eine einwandfreie Kraftübertragung zu
erreichen.
4. GEBRAUCH, HINWEISE UND
TIPS
TIEFENANSCHLAG
Abb.F
Die Bohrspindel besitzt einen Tiefenanschlag. Zur
Einstellung dient die Mutter An dem Skalenzeiger kann
die Bohrtiefe abgelesen werden.
EINSPANNEN DES BOHRES
Abb.G
Im Bohrfutter der Tischbohrmaschine können Bohrer
und andere Werkzeuge mit zylindrischem Schaft
gespannt werden. Das Drehmoment wird durch die
Spannkraft der drei Spannbacken auf den Bohrer
übertragen. Der Bohrer ist - um ein Durchrutschen zu
verhindern - mit Hilfe des Zahnkranzschlüssels
festzuklemmen. Beim Durchrutschen des Bohrers im
Spann-futter entsteht am Bohrerschaft sehr leicht ein
Grat, der ein zentrisches Spannen unmöglich macht. Ein
so entstandener Grat muß in jedem Fall durch Schleifen
entfernt werden.
EINSPANNEN DES WERKSTÜCKES
Abb.H
Der Bohrtisch und die Grundplatte der
Tischbohrmaschine sind mit Bolzen zur Befestigung von
Spannwerkzeugen ausgestattet. Spannen Sie das
Werkstück immer im Maschinenschraubstock oder
anderen Spannwerkzeugen fest. Sie vermeiden dadurch
Unfallgefahren und erhöhen sogar die Bohrgenauigkeit,
da das Werkstück nicht “schlägt”.
TISCHVERSTELLUNG
Abb.I
Der Bohrtisch ist an der Bohrsäule befestigt und kann
nach Lösen des Klemmhebels in der Höhe verstellt
werden. Stellen Sie den Tisch so ein, daß zwischen
Werkstückoberkante und Bohrerspitze genügend
Abstand bleibt. Den Tisch können Sie auch zur Seite
ausschwenken, wenn Sie ein Werkstück direkt auf die
Grundplatte spannen wollen.
Abb.J
Für schräge Bohrungen und bei schräger Auflagefläche
des Werkstückes kann der Tisch (19) geschwenkt
werden.
8 Ferm

Lösen Sie dazu die Sechskantschraube (20) am
Drehgelenk des Tisches und entfernen Sie die
Zentrierung (21). Schwenken Sie den Tisch in die
gewünschte Lage. Nun wird mit einem Gabelschlüssel
die Sechskantschraube (20) wieder fest angezogen. Beim
Zurückstellen des Tisches (19) wird die Arretie-
rungsmutter mit dem Bolzen (20) zur waagerechten
Zentrierung wieder eingesetzt.
DREHZAHL, SCHNITTGESCHWINDIGKEIT,
VORSCHUB
Der Vorschub - die Zustellung des Bohres - erfolgt von
Hand am 3-armigen Bohrhebel. Die
Schnittgeschwindigkeit wird durch die Drehzahl der
Bohrspindel und durch den Bohrdurchmesser
bestimmt. Die richtige Wahl des Vorschubes und
Spindeldrehzahl sind für die Standzeit des Bohrers
ausschlaggebenden. Als Grundregel gilt: bei
zunehmendem Bohrerdurchmesser muß die Drehzahl
herabgesetzt werden; je größer die Festigkeit des
Werkstückes ist, umso größer muß auch der
Schneiddruck sein. Damit sich der Bohrer dabei nicht
übermaßig erwärmt, müssen gleichzeitig Vorschub und
Schnittgeschwindigkeit herabgesetzt werden.
Außerdem sollte der Bohrer mit Bohröl gekühlt
werden. Bei Feinblechen müssen größere Bohrungen
vorsichtig mit geringem Vorschub und Schneiddruck
ausgeführt werden, damit der Bohrer nicht “hackt” und
die Bohrung maßhaltig bleibt. Bei tiefen Bohrungen
(größer als 2x Bohrerdurchmesser) ist die Spanabfuhr
beschwert und die Erwärmung des Bohrers größer.
Setzen Sie auch hier Vorschub und Drehzahl herab und
sorgen Sie durch wiederholtes Zurückziehen des
Bohrers für eine bessere Spanabfuhr. Bei Bohrungen
über 8 mm Durchmesser sollte vorgebohrt werden,
damit die vorzeitige Abnützung der Bohrer-Haupt-
schneide vermieden wird und die Bohrspitze nicht zu
stark belastet wird.
5. WARTUNG
Trennen Sie die Maschine vom Netz, wenn Sie am
Mechanismus Wartungsarbeiten ausführen
müssen.
Die Maschinen von Ferm sind entworfen, um während
einer langen Zeit problemlos und mit minimaler
Wartung zu funktionieren. Sie Verlängern die
Lebensdauer, indem Sie die Maschine regelmäßig
reinigen und fachgerecht behandeln.
REINIGEN
Reinigen Sie das Maschinengehäuse regelmäßig mit
einem weichen Tuch, vorzugsweise nach jedem Einsatz.
Halten Sie die Lüfterschlitze frei von Staub und Schmutz.
Entfernen Sie hartnäckigen Schmutz mit einem weichen
Tuch, angefeuchtet mit Seifenwasser. Verwenden Sie
keine Lösungsmittel wie Benzin, Alkohol, Ammonia,
usw. Derartige Stoffe beschädigen die Kunststoffteile.
SCHMIEREN
Die Tischbohrmaschinen bedürfen keiner Schmierung.
Alle Lager und Getriebe sind wartungsfrei und
lebensdauer-geschmiert.
Die Bohrmaschine sollte mit Druckluft oder einem
Handbesen gereinigt werden. Von Zeit zu Zeit ist es
ratsam, die blanken Teile mit umweltfreundlichen
Lösungsmitteln zu säubern und anschließend mit
saurefreiem Öl oder Fett einzuschmieren.
FEHLER
Sollte beispielsweise nach Abnutzung eines Teils ein
Fehler auftreten, dann setzen Sie sich bitte mit der auf
der Garantiekarte angegebenen Serviceadresse in
Verbindung. Im hinteren Teil dieser Anleitung befindet
sich eine ausführliche Übersicht über die Teile, die
bestellt werden können.
UMWELT
Um Transportschäden zu verhinderen, wird die
Maschine in einer soliden Verpackung geliefert. Die
Verpackung besteht weitgehend aus verwertbarem
Material. Benutzen Sie also die Möglichkeit zum
Recyclen der Verpackung. Bringen Sie bei Ersatz die
alten Maschinen zu Ihren örtlichen Ferm-
Vertagshändler. Er wird sich um eine umweltfreundliche
Verarbeitung ïhrer alten Maschine bemühen.
GARANTIE
Lesen Sie die Garantiebedingungen auf der separat
beigefügten Garantiekarte.
Wir erklären in alleiniger Verantwortung, daß
dieses Produkt mit den folgenden Normen oder
normativen Dokumenten übereinstimmt:
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
gemäß den Bestimmungen der Richtlinien:
98/37/EEC, 73/23/EEC, 89/336/EEC
vom 01-06-2005
ZWOLLE NL
W. Kamphof
Quality Department
CE
ı
KONFORMITÄTSERKLÄRUNG
(
D
)
Ferm 9
• ìÒÚ‡ÌÓ‚ËÚ¸ ̇ ÏÂÒÚÓ Á‡˘ËÚÌ˚È ÍÓÊÛı. ëÚ‡ÌÓÍ
„ÓÚÓ‚ Í ˝ÍÒÔÎÛ‡Ú‡ˆËË.
Ç ÔÓˆÂÒÒ ËÒÔÓθÁÓ‚‡ÌËfl ÒÚ‡Ì͇ Á‡˘ËÚÌ˚È
ÍÓÊÛı ‰ÓÎÊÂÌ ·˚Ú¸ ‚Ò„‰‡ ̇ ÏÂÒÚÂ.
êËÒ.C + D
èÓÒΠÔÂÂÏ¢ÂÌËfl ÍÎËÌÓ‚Ó„Ó ÂÏÌfl ÌÂÓ·ıÓ‰ËÏÓ
‚ÌÓ‚¸ ÓÚ„ÛÎËÓ‚‡Ú¸ Â„Ó Ì‡ÚflÊÂÌËÂ, ˜ÚÓ ÓÒÛ˘ÂÒÚ‚-
ÎflÂÚÒfl Ò ÔÓÏÓ˘¸˛ ÓÔÓ˚ ˝ÎÂÍÚÓÏÓÚÓ‡ (15) Ë ÍÂ-
ÔÂÊÌÓ„Ó ‚ËÌÚ‡ (4). ç‡ÚflÊÂÌË ÂÏÌfl Ò˜ËÚ‡ÂÚÒfl
ÌÓχθÌ˚Ï, ÍÓ„‰‡ ÓÌ ÔÓ‚ËÒ‡ÂÚ ÔË·ÎËÁËÚÂθÌÓ
̇ 1 ÒÏ. ÇÓ ËÁ·ÂʇÌË ÔÂʉ‚ÂÏÂÌÌÓ„Ó ËÁÌÓÒ‡ Ë
ÓÒ··ÎÂÌËfl ÍÎËÌÓ‚Ó„Ó ÂÏÌfl ¯ÍË‚ ˝ÎÂÍÚÓÏÓÚÓ‡
ÏÓÊÂÚ ·˚Ú¸ Ô˂‰ÂÌ ‚ „ÓËÁÓÌڇθÌÓ ÔÓÎÓÊÂÌËÂ.
ÑÎfl ˝ÚÓ„Ó ÌÂÓ·ıÓ‰ËÏÓ ÔÂÂÏÂÒÚËÚ¸ ¯ÍË‚ ÔÓ ‚‡ÎÛ
˝ÎÂÍÚÓ‰‚Ë„‡ÚÂÎfl, Ô‰‚‡ËÚÂθÌÓ ÓÒ··Ë‚ ‚ËÌÚ
ÍÂÔÎÂÌËfl.
ëäéêéëíà ÇêÄôÖçàü òèàçÑÖãü
êËÒ.E
èÓÎÓÊÂÌËÂ ÍÎËÌÓ‚Ó„Ó ÂÏÌfl /
äÓÎ-‚Ó Ó·ÓÓÚÓ‚/ÏËÌ
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
óËÒÎÓ Ó·ÓÓÚÓ‚ ¯ÔË̉ÂÎfl ‚ Á‡‚ËÒËÏÓÒÚË ÓÚ
ÔÓÎÓÊÂÌËfl ÍÎËÌÓ‚Ó„Ó ÂÏÌfl ÔÓ͇Á‡ÌÓ Ì‡
ËÎβÒÚ‡ˆËflı Ë ‚ Ú‡·Îˈ (êËÒ. D).
òèàçÑÖãú à îàäëÄíéê
ëÇÖêãàãúçéâ ÉéãéÇäà
ÇÒ ÛÁÎ˚ ÒÚ‡Ì͇ ÔÓÍ˚Ú˚ ÒÎÓÂÏ Á‡˘ËÚÌÓ„Ó
‡ÌÚËÍÓÓÁËÓÌÌÓ„Ó Î‡Í‡, ΄ÍÓ Û‰‡ÎflÂÏÓ„Ó Ò
ËÒÔÓθÁÓ‚‡ÌËÂÏ ˝ÍÓÎӄ˘ÂÒÍË ·ÂÁ‚‰Ì˚ı
‡ÒÚ‚ÓËÚÂÎÂÈ. è‰ ÔÓ‰Íβ˜ÂÌËÂÏ ÒÚ‡Ì͇ Í
ËÒÚÓ˜ÌËÍÛ ˝ÎÂÍÚÓÔËÚ‡ÌËfl Ôӂ¸Ú ̇ÚflÊÂÌËÂ
ÍÎËÌÓ‚Ó„Ó ÂÏÌfl. ÇÌÛÚÂÌÌflfl ÔÓ‚ÂıÌÓÒÚ¸
¯ÔË̉ÂÎfl ‰ÓÎÊ̇ ·˚Ú¸ ÔÓÎÌÓÒÚ¸˛ ÓÒ‚Ó·ÓʉÂ̇ ÓÚ
ÍÓÌÒËÒÚÂÌÚÌÓÈ ÒχÁÍË Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ
˝ÍÓÎӄ˘ÂÒÍË ·ÂÁ‚‰Ì˚ı ‡ÒÚ‚ÓËÚÂÎÂÈ, ÍÓÚÓ˚Â
Ú‡ÍÊ ÒΉÛÂÚ ÔËÏÂÌflÚ¸ ‰Îfl Ó˜ËÒÚÍË ÙËÍÒ‡ÚÓ‡
Ò‚ÂÎËθÌÓÈ „ÓÎÓ‚ÍË, ÔÓÒÍÓθÍÛ ˝ÚÓ „‡‡ÌÚËÛÂÚ
Ô‡‚ËθÌÛ˛ Ô‰‡˜Û ÍÛÚfl˘Â„Ó ÛÒËÎËfl.
4. èêÄäíàóÖëäàÖ ëéÇÖíõ èé
àëèéãúáéÇÄçàû ëíÄçäÄ
ëíéèéê ÉãìÅàçõ ëÇÖêãÖçàü
êËÒ.F
òÔË̉Âθ ÒÚ‡Ì͇ ÓÒ̇˘ÂÌ ÒÚÓÔÓÓÏ „ÎÛ·ËÌ˚ Ò‚Â-
ÎÂÌËfl, ÛÒڇ̇‚ÎË‚‡ÂÏ˚Ï Ò ÔÓÏÓ˘¸˛ ÒÔˆˇθÌÓÈ Â-
„ÛÎËÓ‚Ó˜ÌÓÈ „‡ÈÍË. èÓ͇Á‡ÚÂθ „ÎÛ·ËÌ˚ Ò‚ÂÎÂÌËfl
‚ËÁÛ‡ÎËÁËÓ‚‡Ì ̇ „‡‰ÛËÓ‚‡ÌÌÓÈ ¯Í‡ÎÂ.
áÄäêÖèãÖçàÖ ëÇÖêãÄ
êËÒ.G
ë‚ÂÎËθ̇fl „ÓÎӂ͇ ÒÚ‡Ì͇ ÔÓÁ‚ÓÎflÂÚ ÛÒÚ‡ÌÓ‚ÍÛ ‚
ÌÂÈ Ò‚ÂÂÎ Ë ËÌ˚ı ËÌÒÚÛÏÂÌÚÓ‚ Ò ˆËÎË̉˘ÂÒÍËÏ
ı‚ÓÒÚÓ-‚ËÍÓÏ. äÛÚfl˘ËÈ ÏÓÏÂÌÚ Ô‰‡ÂÚÒfl Ò‚ÂÎÛ
·Î‡„Ó‰‡-fl Â„Ó Ì‡‰ÂÊÌÓÈ ÙËÍÒ‡ˆËË ÚÂÏfl
Á‡ÊËÏÌ˚ÏË ÍÛ·˜Í‡ÏË. ÇÓ ËÁ·ÂʇÌËÂ
ÔÓÒ͇θÁ˚‚‡ÌËfl ҂· ‚ Á‡ÊËÏ ÓÌÓ ‰ÓÎÊÌÓ
Á‡ÍÂÔÎflÚ¸Òfl Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ ÒÔˆˇθÌÓ„Ó Íβ˜‡.
Ç ÒÎÛ˜‡Â ÔÓÒ͇θÁ˚‚‡ÌËfl ҂· ‚ Ô‡ÚÓÌ ̇
ı‚ÓÒÚÓ‚ËÍ ӷ‡ÁÛ˛ÚÒfl Á‡‰Ë˚, ËÒÍβ˜‡˛˘ËÂ
‚ÓÁÏÓÊÌÓÒÚ¸ ÚÓ˜ÌÓÈ ˆÂÌÚÓ‚ÍË Ò‚Â·.
é·‡ÁÛ˛˘ËÂÒfl Ú‡ÍËÏ Ó·‡ÁÓÏ Á‡‰Ë˚ Û‰‡Îfl˛ÚÒfl
ÏÂÚÓ‰ÓÏ ¯ÎËÙÓ‚ÍË.
áÄäêÖèãÖçàÖ áÄÉéíéÇäà
êËÒ.H
ꇷӘËÈ ÒÚÓÎ Ò‚ÂÎËθÌÓ„Ó ÒÚ‡Ì͇ Ë Â„Ó ÓÔÓ̇fl
ÔÎËÚ‡ ÓÒ̇˘ÂÌ˚ Ô‡Á‡ÏË ‰Îfl Á‡ÍÂÔÎÂÌËfl Á‡ÊËÏÌ˚ı
ÔËÒÔÓÒÓ·ÎÂÌËÈ. è‰ ̇˜‡ÎÓÏ ‡·ÓÚ˚ ‚Ò„‰‡
ÌÂÓ·ıÓ‰ËÏÓ Á‡ÍÂÔËÚ¸ Á‡„ÓÚÓ‚ÍÛ ‚
ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘ÂÏ Á‡ÊËÏÌÓÏ ÔËÒÔÓÒÓ·ÎÂÌËË, ˜ÚÓ
ÔÓÁ‚ÓÎËÚ ËÁ·Âʇڸ ÌÂÒ˜‡ÒÚÌ˚ı ÒÎÛ˜‡Â‚ Ë ÔÓ‚˚ÒËÚ¸
ÚÓ˜ÌÓÒÚ¸ Ò‚ÂÎÂÌËfl.
êÖÉìãàêéÇäÄ êÄÅéóÖÉé ëíéãÄ
êËÒ.I
ꇷӘËÈ ÒÚÓÎ ÍÂÔËÚÒfl Í ÍÓÎÓÌÌÂ Ë ÔÓÁ‚ÓÎflÂÚ
„ÛÎËÓ‚ÍÛ ÔÓ ‚˚ÒÓÚÂ, ˜ÚÓ ÒÚ‡ÌÓ‚ËÚÒfl ‚ÓÁÏÓÊÌ˚Ï
ÔÛÚÂÏ ÓÒ··ÎÂÌËfl Û˜ÍË ÙËÍÒ‡ˆËË. Ç˚ÒÓÚ‡ ‡·Ó˜Â„Ó
ÒÚÓ· ‚˚ÒÚ‡‚ÎflÂÚÒfl Ú‡ÍËÏ Ó·‡ÁÓÏ, ˜ÚÓ·˚ ÏÂʉÛ
‚ÂıÌÂÈ ˜‡ÒÚ¸˛ Á‡„ÓÚÓ‚ÍË Ë ÌËÊÌÂÈ ÚÓ˜ÍÓÈ Ò‚Â·
ÓÒÚ‡‚‡ÎÓÒ¸ ‰ÓÒÚ‡ÚÓ˜ÌÓ ‡ÒÒÚÓflÌËÂ. èË
ÌÂÓ·ıÓ‰ËÏÓÒÚË Á‡ÍÂÔÎÂÌËfl Á‡„ÓÚÓ‚ÍË
ÌÂÔÓÒ‰ÒÚ‚ÂÌÌÓ Ì‡ ÓÔÓÌÓÈ ÔÎËÚ ‡·Ó˜ËÈ ÒÚÓÎ
ÏÓÊÂÚ ·˚Ú¸ Ò‰‚ËÌÛÚ ‚ ÚÛ ËÎË ËÌÛ˛ ÒÚÓÓÌÛ.
êËÒ.J
äÓÏ ÚÓ„Ó, ÓÌ ÔÓÁ‚ÓÎflÂÚ ÒÏ¢ÂÌËÂ, ‰Â·˛˘ÂÂ
‚ÓÁÏÓÊÌ˚Ï ‚˚ÔÓÎÌÂÌË ÓÔ‡ˆËÈ Ò‚ÂÎÂÌËfl ÔÓ‰
Û„ÎÓÏ, ‡ Ú‡ÍÊ ҂ÂÎÂÌËfl Á‡„ÓÚÓ‚ÓÍ Ì‡ ̇ÍÎÓÌÌ˚ı
ÓÔÓÌ˚ı ÔÓ‚ÂıÌÓÒÚflı. ÑÎfl ˝ÚÓ„Ó ÌÂÓ·ıÓ‰ËÏÓ
ÓÒ··ËÚ¸ ¯ÂÒÚË„‡ÌÌ˚È ‚ËÌÚ (20) ̇ ¯‡ÌË (21)
‡·Ó˜Â„Ó ÒÚÓ· Ë ‡ÒˆÂÌÚÓ‚‡Ú¸ ÒÚ‡ÌÓÍ. èÓÒΠ˝ÚÓ„Ó
ÒÚÓÎ (19) ÛÒڇ̇‚ÎË‚‡ÂÚÒfl ‚ Ú·ÛÂÏÓ ÔÓÎÓÊÂÌË Ë
ÙËÍÒËÛÂÚÒfl ¯ÂÒÚË„‡ÌÌ˚Ï ‚ËÌÚÓÏ (20) Ò ÔÓÏÓ˘¸˛
ÒÔˆˇθÌÓ„Ó Íβ˜‡.
óàëãé éÅéêéíéÇ, ëäéêéëíú
ÇêÄôÖçàü, èéÑÄóÄ
èÓ‰‡˜‡ ҂· ÓÒÛ˘ÂÒÚ‚ÎflÂÚÒfl ‚Û˜ÌÛ˛ Ò ÔÓÏÓ˘¸˛ 3-
˚˜‡Ê-ÌÓ„Ó Â„ÛÎflÚÓ‡ ÔÓ‰‡˜Ë. ëÍÓÓÒÚ¸ ‚‡˘ÂÌËfl
¯ÔË̉ÂÎfl ÓÔ‰ÂÎflÂÚÒfl ˜ËÒÎÓÏ Ó·ÓÓÚÓ‚ ¯ÔË̉ÂÎfl
Ë ‰Ë‡ÏÂÚÓÏ Ò‚Â·. 臂ËθÌ˚È ‚˚·Ó ÔÓ‰‡˜Ë Ë
Á‡‰‡‚‡ÂÏÓ„Ó ˜ËÒ· Ó·ÓÓÚÓ‚ ¯ÔË̉ÂÎfl fl‚ÎflÂÚÒfl
ÓÔ‰ÂÎfl˛˘ËÏ Ò ÚÓ˜ÍË ÁÂÌËfl ÒÓ͇ ÒÎÛÊ·˚ ҂·. Ç
˝ÚÓÏ ÓÚÌÓ¯ÂÌËË ÂÍÓÏẨÛÂÏ ÔˉÂÊË‚‡Ú¸Òfl
ÒÎÂ‰Û˛˘Â„Ó ÓÒÌÓ‚ÌÓ„Ó Ô‡‚Ë·: ÔË ·Óθ¯ÓÏ
‰Ë‡ÏÂÚ ҂· ÒΉÛÂÚ Á‡‰‡‚‡Ú¸ ·ÓΠÌËÁÍÓ ˜ËÒÎÓ
Ó·ÓÓÚÓ‚ ¯ÔË̉ÂÎfl; ˜ÂÏ ‚˚¯Â ڂ‰ÓÒÚ¸
‡ÒÒ‚ÂÎË‚‡ÂÏÓÈ Á‡„ÓÚÓ‚ÍË, ÚÂÏ ‚˚¯Â ‰ÓÎÊÌÓ ·˚Ú¸
ÛÒËÎË ̇ʇÚËfl ҂·. Ç ˝ÚÓÏ ÒÎÛ˜‡Â ‚Ó ËÁ·ÂʇÌËÂ
Ô„‚‡ ҂· ÂÍÓÏẨÛÂÚÒfl Ó‰ÌÓ‚ÂÏÂÌÌÓÂ
ÒÓ͇˘ÂÌË ÔÓ‰‡˜Ë Ë ÒÌËÊÂÌË ˜ËÒ· Ó·ÓÓÚÓ‚ ÔË
Ó·flÁ‡ÚÂθÌÓÏ Óı·ʉÂÌËË Ò‚Â· ‚ χÒÎÂ.
56 Ferm

• ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Á‡ÊËÏÌÓÈ ˆ‡Ì„Ó‚˚È Ô‡ÚÓÌ
̇‰ÂÊÌÓ Á‡ÍÂÔÎÂÌ.
• ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Í‡·ÂθÌ˚ ÍÓÓ·‡
̇ıÓ‰flÚÒfl ‚ ÔË„Ó‰ÌÓÏ ‰Îfl ‡·ÓÚ˚ ÒÓÒÚÓflÌËË.
• ëÚÛÊÍÛ ÒΉÛÂÚ Û‰‡ÎflÚ¸ ÚÓθÍÓ Ò ÔÓÏÓ˘¸˛
Ó·˚˜Ì˚ı Û˜Ì˚ı ËÎË ÂÁËÌÓ‚˚ı ˘ÂÚÓÍ Ë ËÌ˚ı
‡Ì‡Îӄ˘Ì˚ı ÔËÒÔÓÒÓ·ÎÂÌËÈ.
• ç ‰ÓÔÛÒ͇ÂÚÒfl ÔÓËÁ‚Ó‰ËÚ¸ Ó˜ËÒÚÍÛ Ë ÒχÁÍÛ
ÒÚ‡Ì͇ ‚ ÔÓˆÂÒÒ ҂ÂÎÂÌËfl.
• äÎËÌÓ‚˚ ÂÏÌË ‰ÓÎÊÌ˚ ‚Ò„‰‡ ̇ıÓ‰ËÚ¸Òfl ‚
Á‡Í˚ÚÓÏ ÒÓÒÚÓflÌËË ‚Ó ËÁ·ÂʇÌËÂ
Ú‡‚ÏËÓ‚‡ÌËfl ÛÍ ÓÔ‡ÚÓ‡.
• á‡ÚflÊ͇ Á‡ÊËÏÌÓ„Ó ˆ‡Ì„Ó‚Ó„Ó Ô‡ÚÓ̇ ‰ÓÎÊ̇
ÔÓËÁ‚Ó‰ËÚ¸Òfl ÚÓθÍÓ Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ
ÒÔˆˇθÌÓ„Ó Íβ˜‡.
• ç ‰ÓÔÛÒ͇ÂÚÒfl ÓÒÚ‡‚ÎflÚ¸ ÒÔˆˇθÌ˚È
Á‡ÚflÊÌÓÈ Íβ˜ ‚ Ô‡ÚÓÌÂ! è‰ ‚Íβ˜ÂÌËÂÏ
ÒÚ‡Ì͇ ÌÂÓ·ıÓ‰ËÏÓ Û·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Íβ˜
‚˚ÌÛÚ ËÁ Ô‡ÚÓ̇!
• ç ‰ÓÔÛÒ͇ÂÚÒfl ËÒÔÓθÁÓ‚‡Ú¸ ҂· Ò
ÔÓ‚ÂʉÂÌÌ˚Ï ı‚ÓÒÚÓ‚ËÍÓÏ.
• ç ‰ÓÔÛÒ͇ÂÚÒfl ËÒÔÓθÁÓ‚‡ÌË ҂ÂÎËθÌÓ„Ó
ÒÚ‡Ì͇ ‚ ͇˜ÂÒÚ‚Â ÔÂÒÒ‡!
• èÓ‚ÂʉÂÌÌ˚È ¯ÌÛ ˝ÎÂÍÚÓÔËÚ‡ÌËfl ÏÓÊÂÚ
·˚Ú¸ Á‡ÏÂÌÂÌ ÚÓθÍÓ ¯ÌÛÓÏ ‡Ì‡Îӄ˘ÌÓ„Ó ÚËÔ‡.
çÖáÄåÖÑãàíÖãúçé Çõäãûóàíú
ëíÄçéä Ç ëãìóÄÖ:
• èÓ‚ÂʉÂÌËfl ‚ËÎÍË ˝ÎÂÍÚÓ¯ÌÛ‡ ËÎË Ò‡ÏÓ„Ó
¯ÌÛ‡ ˝ÎÂÍÚÓÔËÚ‡ÌËfl.
• èÓ‚ÂʉÂÌËfl ÔÂÂÍβ˜‡ÚÂÎfl.
• é·Ì‡ÛÊÂÌËfl Á‡Ô‡ı‡ ‰˚χ ËÎË „ÓÂÌËfl
˝ÎÂÍÚÓËÁÓÎflˆËË.
ùãÖäíêàóÖëäÄü óÄëíú
ëÚ‡ÌÓÍ Ó·ÓÛ‰Ó‚‡Ì ˝ÎÂÍÚ˘ÂÒÍÓÈ ˜‡ÒÚ¸˛,
Óڂ˜‡˛˘ÂÈ ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘ËÏ Ú·ӂ‡ÌËflÏ.
êÂÏÓÌÚ ˝ÎÂÍÚ˘ÂÒÍÓÈ ˜‡ÒÚË ‰ÓÎÊÂÌ ÔÓËÁ‚Ó‰ËÚ¸Òfl
ÒË·ÏË ÚÓθÍÓ Í‚‡ÎËÙˈËÓ‚‡ÌÌÓ„Ó ÔÂÒÓ̇·.
ëÚ‡ÌÓÍ ÓÒ̇˘ÂÌ ‡‚‡ËÈÌ˚Ï ‚˚Íβ˜‡ÚÂÎÂÏ,
Ò‡·‡Ú˚‚‡˛˘ËÏ ‚ ÒÎÛ˜‡Â ‚ÌÂÁ‡ÔÌÓ„Ó Ô‡‰ÂÌËfl
̇ÔflÊÂÌËfl. èÓ‚ÚÓÌ˚È Á‡ÔÛÒÍ ÒÚ‡Ì͇ ÔÓÒÎÂ
Ò‡·‡Ú˚‚‡ÌËfl ‡‚‡ËÈÌÓ„Ó ‚˚Íβ˜‡ÚÂÎfl
ÓÒÛ˘ÂÒÚ‚ÎflÂÚÒfl ‚ÚÓ˘ÌÓ (Ú. Â. Ì ‡‚ÚÓχÚË-˜ÂÒÍË).
ÅÂÁÓÔ‡ÒÌÓÒÚ¸
ä‡Ê‰˚È ‡Á Ô‰ ‚Íβ˜ÂÌËÂÏ ÒÚ‡Ì͇ ÌÂÓ·ıÓ‰ËÏÓ
۷‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ ‚Â΢Ë̇ ÔÓ‰‡‚‡ÂÏÓ„Ó
̇ÔflÊÂÌËfl ÒÓÓÚ‚ÂÚÒÚ‚ÛÂÚ Û͇Á‡ÌÌÓÈ Ì‡
ˉÂÌÚËÙË͇ˆËÓÌÌÓÈ Ú‡·Î˘ÍÂ.
á‡ÏÂ̇ ˝ÎÂÍÚ˘ÂÒÍËı ¯ÌÛÓ‚ Ë ‡Á˙ÂÏÓ‚
èÓÒΠÁ‡ÏÂÌ˚ ÒÚ‡˚ı ¯ÌÛÓ‚ ÔËÚ‡ÌËfl Ë ‡Á˙ÂÏÓ‚ ÓÌË
ÔÓ‰ÎÂÊ‡Ú ÌÂωÎÂÌÌÓÈ ÛÚËÎËÁ‡ˆËË. èÓ‰Íβ˜ÂÌËÂ
‡Á˙Âχ ÌÂÁ‡ÍÂÔÎÂÌÌÌÓ„Ó ˝ÎÂÍÚÓ¯ÌÛ‡ Í
ËÒÚÓ˜ÌËÍÛ ÔËÚ‡ÌËfl ÓÔ‡ÒÌÓ ‰Îfl ÊËÁÌË.
àÒÔÓθÁÓ‚‡ÌË ˝ÎÂÍÚ˘ÂÒÍËı Û‰ÎËÌËÚÂÎÂÈ
ÑÓÔÛÒ͇ÂÚÒfl ÔËÏÂÌflÚ¸ ÚÓθÍÓ ˝ÎÂÍÚÓÛ‰ÎËÌËÚÂÎË Ò
ÏËÌËχθÌ˚Ï Ò˜ÂÌËÂÏ ÚÓÍÓÌÂÒÛ˘Â„Ó ÔÓ‚Ó‰ÌË͇
1,5 ÏÏ
2
, ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘Ë ÔÓ Ò‚ÓËÏ ı‡‡ÍÚÂËÒÚË͇Ï
ÏÓ˘ÌÓÒÚÌ˚Ï Ô‡‡ÏÂÚ‡Ï ÒÚ‡Ì͇. èË
ËÒÔÓθÁÓ‚‡ÌËË ·Ó·ËÌÌÓ„Ó Û‰ÎËÌËÚÂÎfl ÓÌ ‰ÓÎÊÂÌ
·˚Ú¸ ÔÓÎÌÓÒÚ¸˛ ‚˚ÔÛ˘ÂÌ ËÁ ·Ó·ËÌ˚.
3. ëÅéêäÄ
êËÒ.B
• ìÒÚ‡ÌÓ‚ËÚ¸ ÓÔÓÌÛ˛ ÔÎËÚÛ (12) ‚ Ú·ÛÂÏÓÂ
ÔÓÎÓÊÂÌËÂ.
• á‡ÍÂÔËÚ¸ ÍÓÎÓÌÌÛ (11) ‚ ÓÔÓÌÓÈ ÔÎËÚ Ò
ÔÓÏÓ˘¸˛ Ô‰ÛÒÏÓÚÂÌÌ˚ı Ò ˝ÚÓÈ ˆÂθ˛
·ÓÎÚÓ‚.
• ìÒÚ‡ÌÓ‚ËÚ¸ ‰ÂʇÚÂθ ÒÚÓ· (7) Ú‡Í, ˜ÚÓ·˚ ÒÚÓÎ
̇ıÓ‰ËÎÒfl ̇‰ ÍÓÎÓÌÌÓÈ, ÔÓÒΠ˜Â„Ó Á‡ÍÂÔËÚ¸
ÒÚÓÎ ‚ Ú·ÛÂÏÓÏ ÔÓÎÓÊÂÌËË Ò ÔÓÏÓ˘¸˛ Û˜ÍË.
• íÂÔ¸ ÏÓÊÌÓ ÒÓ·‡Ú¸ ÍÓÔÛÒ ÒÚ‡Ì͇ Ë Á‡ÍÂÔËÚ¸
Â„Ó Ò ÔÓÏÓ˘¸˛ ÙËÍÒ‡ÚÓÓ‚.
• èÓÒÍÓθÍÛ ¯ÔË̉Âθ ÒÚ‡Ì͇ ËÏÂÂÚ Á‡‚Ó‰ÒÍÛ˛
ÒχÁÍÛ, ÂÍÓÏẨÛÂÚÒfl Ôˇ·ÓÚ‡Ú¸ ÒÚ‡ÌÓÍ Ì‡
χÍÒËχθÌÓ ÌËÁÍÓÈ ÒÍÓÓÒÚË ‚ Ú˜ÂÌËÂ
ÔË·ÎËÁËÚÂθÌÓ 15 ÏËÌÛÚ.
è‰ ÛÒÚ‡ÌÓ‚ÍÓÈ ˆ‡Ì„Ë Ò ÙËÍÒ‡ÚÓÓÏ ‚
¯ÔË̉Âθ ÒÚ‡Ì͇ ‚ÌÛÚÂÌÌflfl ÔÓ‚ÂıÌÓÒÚ¸
ˆ‡Ì„Ë ‰ÓÎÊ̇ ·˚Ú¸ Ú˘‡ÚÂθÌÓ Ó˜Ë˘Â̇ ÓÚ
ÍÓÌÒËÒÚÂÌÚÌÓÈ ÒχÁÍË!
ìëíÄçéÇäÄ ëÇÖêããúçéÉé ëíÄçäÄ
è‰ ̇˜‡ÎÓÏ ˝ÍÒÔÎÛ‡Ú‡ˆËË Ò‚ÂÎËθÌ˚È
ËÌÒÚÛÏÂÌÚ ÌÂÓ·ıÓ‰ËÏÓ ÛÒÚ‡ÌÓ‚ËÚ¸ ̇
ÒÚ‡ˆËÓ̇ÌÛ˛ ÔÎËÚÛ. ë ˝ÚÓÈ ˆÂθ˛ ÓÔÓ̇fl ÔÎËÚ‡ (12)
Ó·ÓÛ‰Ó‚‡Ì‡ ÒÔˆˇθÌ˚ÏË ÓÚ‚ÂÒÚËflÏË Ë ÍÂÔËÚÒfl
Í ÓÒÌÓ‚‡Ì˲ Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ Ô‰ÛÒÏÓÚÂÌÌ˚ı ‰Îfl
˝ÚÓ„Ó ‚ËÌÚÓ‚. Ç ÒÎÛ˜‡Â ÍÂÔÎÂÌËfl ÒÚ‡Ì͇ Í
‰Â‚flÌÌÓÏÛ ÓÒÌÓ‚‡Ì˲ Ò ÔÓÚË‚ÓÔÓÎÓÊÌÓÈ Â„Ó
ÒÚÓÓÌ˚ ÌÂÓ·ıÓ‰ËÏÓ ÔËÏÂÌflÚ¸ ¯‡È·˚ ‰ÓÒÚ‡ÚÓ˜ÌÓ
ÍÛÔÌÓ„Ó ‡Áχ; ‚ ÔÓÚË‚ÌÓÏ ÒÎÛ˜‡Â ‚ÓÁÏÓÊÌÓ
ÔÓ‰‡‚ÎË‚‡ÌË ·ÓÎÚÓ‚ ÒÍ‚ÓÁ¸ ‰Â‚ÂÒËÌÛ, ˜ÚÓ
Ô˂‰ÂÚ Í ÓÒ··ÎÂÌ˲ ÍÂÔÂʇ.
á‡Úfl„Ë‚‡Ú¸ ÍÂÔÂÊÌ˚ ‚ËÌÚ˚ ÒΉÛÂÚ
Ú‡ÍËÏ Ó·‡ÁÓÏ, ˜ÚÓ·˚ ÓÔÓ̇fl ÔÎËÚ‡ ÌÂ
ÔÓ‰‚„‡Î‡Ò¸ ˜ÂÁÏÂÌÓÈ Ì‡„ÛÁÍ ËÎË ‰ÂÙÓχˆËË ‚Ó
ËÁ·ÂʇÌˠ ÔÓ‚ÂʉÂÌËfl.
êÖÉìãàêéÇäÄ óàëãÄ éÅéêéíéÇ
òèàçÑÖãü
êËÒ.C
ê„ÛÎËӂ͇ Ó·ÓÓÚÓ‚ ¯ÔË̉ÂÎfl ÓÒÛ˘ÂÒÚ‚ÎflÂÚÒfl
ÔÂÂÏ¢ÂÌËÂÏ ÍÎËÌÓ‚Ó„Ó ÂÏÌfl ̇
ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘ËÈ ¯ÍË‚. èË ÓÚÍ˚‚‡ÌËË ÍÓÊÛı‡
ÒÚ‡Ì͇ ÓÌ ‡‚ÚÓχÚ˘ÂÒÍË ‚˚Íβ˜‡ÂÚÒfl
Ô‰ÛÒÏÓÚÂÌÌ˚Ï Ò ˝ÚÓÈ ˆÂθ˛ ‡‚‡ËÈÌ˚Ï
‚˚Íβ˜‡ÚÂÎÂÏ. èÂÂÏ¢ÂÌË ÍÎËÌÓ‚Ó„Ó ÂÏÌfl
ÔÓËÁ‚Ó‰ËÚÒfl ÒÎÂ‰Û˛˘ËÏ Ó·‡ÁÓÏ:
• ëÌflÚ¸ Í˚¯ÍÛ (14), ÓÒ··Ë‚ ‰Îfl ˝ÚÓ„Ó ‚ËÌÚ˚ Ò ÂÂ
Ô‡‚ÓÈ ÒÚÓÓÌ˚.
• éÒ··ËÚ¸ ÍÂÔÂÊÌ˚È ‚ËÌÚ (4) Ë ÒÏÂÒÚËÚ¸
˝ÎÂÍÚÓÏÓÚÓ ‚ ̇ԇ‚ÎÂÌËË „ÓÎÓ‚ÌÓÈ ˜‡ÒÚË
ÒÚ‡Ì͇, ÔÓÒΠ˜Â„Ó ÒÚ‡ÌÓ‚ËÚÒfl ‚ÓÁÏÓÊÌ˚Ï ÒÌflÚËÂ
ÍÎËÌÓ‚Ó„Ó ÂÏÌfl.
• èÂÂÏÂÒÚËÚ¸ ÍÎËÌÓ‚ÓÈ ÂÏÂ̸ Òӄ·ÒÌÓ Ú‡·ÎˈÂ,
ÔÓÏ¢ÂÌÌÓÈ Ì‡ ‚ÌÛÚÂÌÌÂÈ ÒÚÓÓÌ Á‡˘ËÚÌÓ„Ó
ÍÓÊÛı‡.
• á‡ÌÓ‚Ó Ì‡ÚflÌÛÚ¸ ÂÏÂ̸, ÔÂÂÏÂÒÚË‚ ‰Îfl ˝ÚÓ„Ó
̇Á‡‰ ÓÔÓÛ (15) ˝ÎÂÍÚÓÏÓÚÓ‡, ÔÓÒΠ˜Â„Ó
Á‡ÍÂÔËÚ¸ ̇ÚflÊËÚÂθ ÂÏÌfl Ò ÔÓÏÓ˘¸˛
ÍÂÔÂÊÌÓ„Ó ‚ËÌÚ‡ (4).
Ferm 55
TAFELBOORMACHINE
DE NUMMERS IN DE NU VOLGENDE TEKST
VERWIJZEN NAAR DE AFBEELDINGEN OP
PAGINA 2.
Waarschuwing! Lees voor uw eigen veiligheid
deze gebruiksaanwijzing goed door alvorens de
machine te gebruiken.
INHOUD:
1. Machine gegevens
2. Veiligheidsvoorschriften
3. Montage
4. Bediening, aanwijzingen en tips
5. Onderhoud
1. MACHINE GEGEVENS
TECHNISCHE SPECIFICATIES
PRODUCT INFORMATIE
Fig.A
1. Aan/uit schakelaar
2. Boordiepteinstelling
3. Beschermkap boorhouder
4. Motor
5. Boordiepte hefboom
6. Boortafelverstelling
Controleer eerst of de levering niet door het transport
beschadigd is en of alle onderdelen aanwezig zijn.
2. VEILIGHEIDSVOORSCHRIFTEN
In deze gebruiksaanwijzing worden de volgende
pictogrammen gebruikt:
CE Conform de Europese toepasselijke standaards
op het gebied van veiligheid
Gevaar voor lichamelijk letsel of materiële schade.
Gevaar voor elektrische schok
Lees de instructies
Draag oog- en gehoorbescherming
Defecte en/of afgedankte elektrische of
elektronische gereedschappen dienen ter
verwerking te worden aangeboden aan een
daarvoor verantwoordelijke instantie.
Lees deze gebruiksaanwijzing aandachtig door voor u de
machine in gebruik neemt. Zorg dat u kennis heeft van de
werking van de machine en op de hoogte bent van de
bediening. Onderhoud de machine volgens de
instructies opdat deze altijd goed functioneert. Bewaar
deze gebruiksaanwijzing en de bijgevoegde
documentatie bij de machine.
Neem bij het gebruik van elektrische machines altijd
de plaatselijk geldende veiligheidsvoorschriften in
acht in verband met brandgevaar, gevaar voor
elektrische schokken en lichamelijk letsel. Lees
behalve onderstaande instructies ook de
veiligheidsvoorschriften in het apart bijgevoegde
veiligheidskatern door.
Voor het gebruik van de machine dienen de richtlijnen in
acht te worden genomen. Iedere mechanische of
elektrische wijziging van de machine, die niet voldoet aan
de geldende richtlijnen, brengt een aanzienlijk risico
voor ongevallen met zich mee.
TIJDENS HET GEBRUIK DIENEN DE
VOLGENDE PUNTEN IN ACHT TE WORDEN
GENOMEN:
• Geen mechanische of elektrische beschermings
voorzieningen verwijderen.
• Controleer of alle beschermingsvoorzieningen op
hun plaats zijn en correct zijn bevestigd.
• Bij het boren een veiligheidsbril dragen.
• Bij lang haar beslist haarbescherming dragen
(haarnetje of muts). Lang haar blijft gemakkelijk aan
draaiende onderdelen hangen.
• Nauwe kleding dragen; knopen aan de mouwen
sluiten.
• Houd geen werkstukken bij het boren in de hand.
Gebruik altijd een machineklem of een ander
spangereedschap.
• Beveilig werkstukken en spangereedschappen op de
tafel tegen meeslepen. Bevestig ze of zelf met
schroeven of klem ze in een op de tafel
vastgeschroefde machineklem.
• Controleer of de boorhouder goed spant.
• Controleer of de kabeldoorvoeren in orde zijn.
• Gebruik voor het verwijderen van boorspaanders
uitsluitend handvegers, kwasten, rubberwissers,
spaanhaken of overeenkomstige hulpmiddelen.
• Verricht geen schoonmaak- of smeerwerkzaamheden
aan machines die in bedrijf zijn.
• Houd V-snaren altijd afgedekt (zodat de handen er
niet in kunnen komen).
• Draai de tandkransboorhouder alleen met de sleutel
aan.
Spanning | 230 V~
Frequentie | 50 Hz
Opgenomen vermogen | 450 W
Toerental, onbelast | 220-2500/min
Aantal snelheden | 12 (R)
Kap. boorhouder/Morse Con. | 16 mm / MC-2
Gewicht | 60 kg
Lpa (geluidsdrukniveau) | 63.4 dB(A)
Lwa (geluidsvermogenniveau) | 76.4 dB(A)
Vibratiewaarde | < 0,757 m/s
2
10 Ferm

• Laat de sleutel van de boorhouder nooit in de
boorhouder zitten! Controleer voor het
inschakelen van de machine of de sleutel
daadwerkelijk is verwijderd!
• Gebruik geen boren die aan de schacht zijn beschadigd.
• De boormachine is niet geschikt voor
freeswerkzaamheden!
• Als het netsnoer is beschadigd, mag dat uitsluitend
worden vervangen door een gelijkwaardig netsnoer.
HET APPARAAT ONMIDDELLIJK
UITZETTEN BIJ:
• Storing in de netstekker, netsnoer of
snoerbeschadiging.
• Defecte schakelaar.
• Rook of stank van verschroeide isolatie.
ELECTRISCHE INSTALLATIE
De machine is voorzien van een elektrische installatie, die
voldoet aan de normen. Reparaties mogen uitsluitend
door een erkende vakman worden uitgevoerd.
De machine is voorzien van een
nulspanningsschakelaar. Na het wegvallen van de
spanning begint de machine uit veiligheidsoverwegingen niet
meer automatisch te lopen. De machine moet opnieuw
worden ingeschakeld.
Elektrische veiligheid
Controleer altijd of uw netspanning overeenkomt met
de waarde op het typeplaatje.
Bij vervanging van snoeren of stekkers
Gooi oude snoeren of stekkers direct weg zodra ze
door nieuwe exemplaren zijn vervangen. Het is
gevaarlijk om de stekker van een los snoer in het
stopcontact te steken.
Bij gebruik van verlengsnoeren
Gebruik uitsluitend een goedgekeurd verlengsnoer, dat
geschikt is voor het vermogen van de machine. De aders
moeten een doorsnede hebben van minimaal 1,5 mm
2
.
Wanneer het verlengsnoer op een haspel zit, rol het
snoer dan helemaal af.
3. MONTAGE
Fig.B
• Zet de voetplaat (12) op de juiste plaats.
• Bevestig de kolom (11) met de bijgevoegde bouten
op de voetplaat .
• Schuif nu de boortafelhouder (7) met de boortafel
over de kolom. Met de klemhendel wordt de
boortafel in de gewenste positie vastgezet.
• Nu kunt u de machinebehuizing monteren en met de
borgpennen borgen.
• Omdat de boorspindel in de fabriek wordt gesmeerd,
is het aan te raden de machine ca. 15 minuten in de
laagste versnelling te laten inlopen.
Voordat u de boorhouder in de boorspindel steekt,
dient de binnenzijde van de boorhouder volledig
vetvrij te zijn!
OPSTELLEN VAN DE TAFELBOORMACHINE
Voor ingebruikname dient de boormachine op een vaste
ondergrond te worden gemonteerd. De voetplaat (12)
is daarom voorzien van boorgaten. Op die plaats kan de
voetplaat door middel van schroeven aan de
ondergrond worden gemonteerd. Als er op een houten
plaat wordt bevestigd, dienen op de tegenoverliggende
zijde voldoende grote sluitringen te worden gebruikt,
zodat de moeren niet in het hout worden gedrukt en de
machine los kan raken.
De bevestigingsschroeven mogen zover worden
vastgedraaid, dat de voetplaat niet wordt
gespannen of vervormd. Bij een te grote spanning bestaat het
risico van een breuk.
TOERENTALLEN VAN DE BOORSPINDEL
Fig.C
De verschillende toerentallen van de boorspindel
kunnen via het omzetten van de V-snaar in de
snaaraandrijving worden ingesteld. Vooraf dient de
machine uitgeschakeld te worden en de stekker uit het
stopcontact worden gehaald. Het omzetten van de V-
snaar gaat als volgt:
• Haal voor het openen van de beschermkap (14) de
stekker uit het stopcontact!
• De knop (4) losdraaien en de motor in de richting van
de machinekop schuiven, waarop de V-snaar losraakt.
• De V-snaar volgens de tabel aan de binnenzijde van
het V-snaardeksel omzetten.
• De V-snaar opnieuw spannen, door de motorplaat
(15) naar achteren te drukken. Vervolgens wordt de
spaninrichting met de vastzetknop (4) vastgeklemd.
• Sluit de beschermkap van de V-snaar en steek de
stekker in het stopcontact. De machine is wederom
klaar voor gebruik.
Houd het deksel van de behuizing van de V-snaar
tijdens gebruik gesloten.
Fig.C + D
Als u de V-snaar heeft omgelegd, dient u deze via de
motorplaat (15) met de vastzetknop (4) weer te spannen.
De spanning is juist, wanneer de V-snaar zich ca. 1 cm in
laat drukken. De motorpoelie moet horizontaal worden
uitgelijnd, zodat voortijdige slijtage en het losraken van de
V-snaar wordt voorkomen. Hiertoe kan de motorpoelie
(13) aan de motor na het losmaken van de inbusbout
langs de motoras worden verschoven.
SPINDEL SNELHEDEN
Fig.E
Positie van V-snaar / Toeren/min
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
De toerentallen van de boorspindel en de V-
snaarcombinaties kunnen uit de afbeelding en de tabel
worden afgelezen.
Ferm 11
ëäÄåÖÖóçÄü êÄëëÖäÄûôÄü
ÑêÖãú
ñàîêõ, èêàÇÖÑÖççõÖ çàÜÖ Ç íÖäëíÖ,
éíçéëüíëü ä êàëìçäÄå çÄ ëíê.2 & 3
è‰ÛÔÂʉÂÌËÂ! è‰ ËÒÔÓθÁÓ‚‡ÌËÂÏ
χ¯ËÌ˚ ‚ ˆÂÎflı ‚‡¯ÂÈ ·ÂÁÓÔ‡ÒÌÓÒÚË
‚ÌËχÚÂθÌÓ ÔÓ˜ËÚ‡ÈÚ ˝ÚÛ ËÌÒÚÛÍˆË˛.
ëéÑÖêÜÄçàÖ:
1. àÌÙÓχˆËfl Ó Ï‡¯ËÌÂ
2. 臂Ë· ÚÂıÌËÍË ·ÂÁÓÔ‡ÒÌÓÒÚË
3. ë·Ó͇
4. è‡ÍÚ˘ÂÒÍË ÒÓ‚ÂÚ˚ ÔÓ ËÒÔÓθÁÓ‚‡Ì˲ ÒÚ‡Ì͇
5. íÂıÌ˘ÂÒÍÓ ӷÒÎÛÊË‚‡ÌËÂ
1. àçîéêåÄñàü é åÄòàçÖ
íÖïçàóÖëäàÖ ïÄêÄäíÖêàëíàäà
àçîéêåÄñàü éÅ àáÑÖãàà
êËÒ.A
1. èÂÂÍβ˜‡ÚÂθ “ÇÍÎ./ Ç˚ÍÎ.”
2. ÉÎÛ·ËÌÓÏÂ Ò‚ÂÎÂÌËfl
3. ᇢËÚÌ˚È ÍÓÊÛı
4. ùÎÂÍÚÓÏÓÚÓ
5. 鄇Ì˘ËÚÂθ „ÎÛ·ËÌ˚ Ò‚ÂÎÂÌËfl
6. ê„ÛÎËӂ͇ ‡·Ó˜Â„Ó ÒÚÓ·
ì·Â‰ËÚÂÒ¸ ‚ ÍÓÏÔÎÂÍÚÌÓÒÚË ÔÓÒÚ‡‚ÍË ÒÚ‡Ì͇ Ë
ÓÚÒÛÚÒÚ‚ËË Ú‡ÌÒÔÓÚÌ˚ı ÔÓ‚ÂʉÂÌËÈ Â„Ó ˜‡ÒÚÂÈ Ë
ÛÁÎÓ‚.
2. èêÄÇàãÄ íÖïçàäà
ÅÖáéèÄëçéëíà
Ç Ì‡ÒÚÓfl˘ÂÏ ÛÍÓ‚Ó‰ÒÚ‚Â ËÒÔÓθÁÓ‚‡Ì˚ ÒÎÂ‰Û˛˘ËÂ
„‡Ù˘ÂÒÍË ÒËÏ‚ÓÎ˚:
CE ÒÓÓÚ‚ÂÚÒÚ‚Ë ‰ÂÈÒÚ‚Û˛˘ËÏ
‚ÓÔÂÈÒÍËÏ Òڇ̉‡Ú‡Ï ÔÓ ·ÂÁÓÔ‡ÒÌÓÒÚË
ëÛ˘ÂÒÚ‚ÛÂÚ ÓÔ‡ÒÌÓÒÚ¸ ÔÓÎÛ˜ÂÌËfl ÚÂÎÂÒÌ˚ı
ÔÓ‚ÂʉÂÌËÈ ËÎË Ï‡Ú¡θÌÓ„Ó Û˘Â·‡.
èÓ͇Á˚‚‡ÂÚ Ì‡Î˘Ë ÓÔ‡ÒÌÓÒÚË Û‰‡‡
˝ÎÂÍÚ˘ÂÒÍËÏ ÚÓÍÓÏ
èÓ˜ËÚ‡ÈÚ ËÌÒÚÛ͈ËË
燉‚‡ÈÚ Ò‰ÒÚ‚‡ Á‡˘ËÚ˚ Ó„‡ÌÓ‚ ÒÎÛı‡ Ë
ÁÂÌËfl
çÂËÒÔ‡‚Ì˚È Ë/ËÎË ·‡ÍÓ‚‡ÌÌ˚È
˝ÎÂÍÚ˘ÂÒÍËÈ ËÎË ˝ÎÂÍÚÓÌÌ˚È ÔË·Ó
‰ÓÎÊÂÌ ·˚Ú¸ ÛÚËÎËÁËÓ‚‡Ì ‰ÓÎÊÌ˚Ï Ó·‡ÁÓÏ.
ÇÌËχÚÂθÌÓ ÓÁ̇ÍÓϸÚÂÒ¸ Ò Ì‡ÒÚÓfl˘ËÏ ÛÍÓ‚Ó‰ÒÚ‚ÓÏ
Ô‰ ̇˜‡ÎÓÏ ˝ÍÒÔÎÛ‡Ú‡ˆËË ÒÚ‡Ì͇. ì·Â‰ËÚÂÒ¸ ‚ ÚÓÏ,
˜ÚÓ ‚‡Ï ËÁ‚ÂÒÚÌÓ, Í‡Í ÓÌ ‡·ÓÚ‡ÂÚ, ‡ Ú‡ÍÊ flÒÌ˚ Ô‡‚Ë·
ÔÓθÁÓ‚‡ÌËfl ÒÚ‡ÌÍÓÏ. ÑÎfl Ó·ÂÒÔ˜ÂÌËfl ‰ÓÎÊÌÓ„Ó
ÙÛÌ͈ËÓÌËÓ‚‡ÌËfl ÒÚ‡Ì͇ Â„Ó ÌÂÓ·ıÓ‰ËÏÓ
ÔÓ‰‰ÂÊË‚‡Ú¸ ‚ ̇‰ÎÂʇ˘ÂÏ ÚÂıÌ˘ÂÒÍÓÏ ÒÓÒÚÓflÌËË.
ï‡ÌËÚ ̇ÒÚÓfl˘Â ÛÍÓ‚Ó‰ÒÚ‚Ó Ë ÔË·„‡ÂÏÛ˛
‰ÓÍÛÏÂÌÚ‡ˆË˛ ‚·ÎËÁË ÒÚ‡Ì͇.
ÇÓ ËÁ·ÂʇÌË ‚ÓÁÌËÍÌÓ‚ÂÌËfl ÔÓʇ‡, Û‰‡‡
˝ÎÂÍÚ˘ÂÒÍËÏ ÚÓÍÓÏ Ë Ì‡ÌÂÒÂÌËfl Û˘Â·‡
Ò‚ÓÂÏÛ Á‰ÓÓ‚¸˛ ÔË ÔÓθÁÓ‚‡ÌËË
˝ÎÂÍÚ˘ÂÒÍËÏ Ó·ÓÛ‰Ó‚‡ÌËÂÏ ÌÂÓ·ıÓ‰ËÏÓ
ÌÂÛÍÓÒÌËÚÂθÌÓ Òӷβ‰‡Ú¸ ‰ÂÈÒÚ‚Û˛˘Ë ‚
‰‡ÌÌÓÈ Òڇ̠ԇ‚Ë· ·ÂÁÓÔ‡ÒÌÓÒÚË.
ÇÌËχÚÂθÌÓ ÓÁ̇ÍÓϸÚÂÒ¸ Ò Ì‡ÒÚÓfl˘ËÏË Ë
ÔË·„‡ÂÏ˚ÏË Ô‡‚Ë·ÏË ÚÂıÌËÍË
·ÂÁÓÔ‡ÒÌÓÒÚË. ï‡ÌËÚ ̇ÒÚÓfl˘Â ÛÍÓ‚Ó‰ÒÚ‚Ó
‚ ̇‰ÂÊÌÓÏ ÏÂÒÚÂ!
ÇÌÂÒÂÌË ÌÂÍÓÂÍÚÌ˚ı ËÁÏÂÌÂÌËÈ ‚ ˝ÎÂÍÚ˘ÂÒÍÛ˛
Ë ÏÂı‡Ì˘ÂÒÍÛ˛ ˜‡ÒÚË ÒÚ‡Ì͇ ˜Â‚‡ÚÓ ËÒÍÓÏ
ÌÂÒ˜‡ÒÚÌÓ„Ó ÒÎÛ˜‡fl.
Ç èêéñÖëëÖ ùäëèãìÄíÄñàà ëíÄçäÄ
çÖéÅïéÑàåé ëéÅãûÑÄíú
çàÜÖëãÖÑìûôàÖ èêÄÇàãÄ:
• ç ‰ÓÔÛÒ͇ÂÚÒfl ÒÌflÚË Ò‰ÒÚ‚ ÏÂı‡Ì˘ÂÒÍÓÈ Ë
˝ÎÂÍÚ˘ÂÒÍÓÈ Á‡˘ËÚ˚.
• ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ ‚Ò Ô‰ÛÒÏÓÚÂÌÌ˚Â
Ò‰ÒÚ‚‡ Á‡˘ËÚ˚ ÛÒÚ‡ÌÓ‚ÎÂÌ˚ ̇ Ò‚ÓËı ÏÂÒÚ‡ı Ë
̇‰ÂÊÌÓ Á‡ÍÂÔÎÂÌ˚.
• Ç ÔÓˆÂÒÒ ҂ÂÎÂÌËfl Ó·flÁ‡ÚÂθÌÓ ÌÓ¯ÂÌËÂ
Á‡˘ËÚÌ˚ı Ó˜ÍÓ‚.
• Ç ÒÎÛ˜‡Â, ÂÒÎË ÓÔ‡ÚÓ ÒÚ‡Ì͇ ÌÓÒËÚ ‰ÎËÌÌ˚Â
‚ÓÎÓÒ˚, ÓÌË ‰ÓÎÊÌ˚ ·˚Ú¸ Á‡·‡Ì˚ ÔÓ‰ „ÓÎÓ‚ÌÓÈ
Û·Ó ËÎË Á‡˘ËÚÌÛ˛ ÒÂÚÍÛ ‰Îfl ‚ÓÎÓÒ ‚Ó ËÁ·ÂʇÌËÂ
ÔÓÔ‡‰‡ÌËfl Ëı ‚Ó ‚‡˘‡˛˘ËÂÒfl ˜‡ÒÚË ËÌÒÚÛÏÂÌÚ‡.
• é‰Âʉ‡ ÓÔ‡ÚÓ‡ ‰ÓÎÊ̇ ·˚Ú¸ ÔÎÓÚÌÓ
ÔËÚflÌÛÚ‡ Í ÚÂÎÛ, Û͇‚‡ Á‡ÒÚ„ÌÛÚ˚.
• ᇄÓÚÓ‚ÍÛ ‚ ÔÓˆÂÒÒ ҂ÂÎÂÌËfl ÌÂÓ·ıÓ‰ËÏÓ
Á‡ÍÂÔÎflÚ¸ ‚ ÒÔˆˇθÌ˚ı Á‡ÊËχı Ë ÌË ‚ ÍÓÂÏ
ÒÎÛ˜‡Â Ì ‰Âʇڸ Û͇ÏË.
• ᇄÓÚÓ‚ÍË Ë Á‡ÊËÏÌ˚ ÔËÒÔÓÒÓ·ÎÂÌËfl ‰ÓÎÊÌ˚
·˚Ú¸ ÒÓ·ÒÚ‚ÂÌÌÓÛ˜ÌÓ Á‡ÍÂÔÎÂÌ˚ ÓÔ‡ÚÓÓÏ
̇ ‡·Ó˜ÂÏ ÒÚÓÎÂ Ò ÔÓÏÓ˘¸˛ ÒÔˆˇθÌ˚ı
‚ËÌÚÓ‚ Ë Ô‰ÛÒÏÓÚÂÌÌ˚ı Ò ˝ÚÓÈ ˆÂθ˛
Á‡ÊËÏÓ‚.
ç‡ÔflÊÂÌË | 230 Ç
ó‡ÒÚÓÚ‡ | 50 Ɉ
èÓÚ·ÎflÂχfl ÏÓ˘ÌÓÒÚ¸ | 350 ÇÚ
ëÍÓÓÒÚ¸ ·ÂÁ ̇„ÛÁÍË | 230-2400/ÏËÌ
äÓ΢ÂÒÚ‚Ó ÒÍÓÓÒÚÂÈ | 12 (ã)
å‡ÍÒ. ‰Ë‡ÏÂÚ Ò‚Â· |
(ÍÓÌÛÒ åÓÁÂ) | 16 ÏÏ / åë-2
ÇÂÒ | 60Í„
ìÓ‚Â̸ ‰‡‚ÎÂÌËfl Á‚ÛÍÓ‚ÓÈ |
‚ÓÎÌ˚ Lpa | 63.4 ‰Å
ìÓ‚Â̸ ¯Ûχ Lwa | 76.4 ‰Å
ìÓ‚Â̸ ‚Ë·‡ˆËË | < 0,757 Ï/ÒÂÍ
2
54 Ferm

REGULACJA STOŁU
Rys.I
Stół wiertarski jest przymocowany do stojaka wiertarki i
można go ustawiać na wysokość po luzowaniu i
mocowaniu dźwigni blokującej. Ustaw stół w taki
sposób, aby pomiędzy górną krawędzią obrabianego
przedmiotu a czubkiem wiertła zawsze było
wystarczająco miejsca. Jeśli chcesz przedmiot
przymocować bezpośrednio na płycie podstawowej,
stół wiertarski można wysunąć także trochę w bok.
Rys. J
W celu wiercenia pod skosem lub ze skośną
powierzchnią podpierającą obrabianego przedmiotu
istnieje możliwość przechylania stołu. W tym celu
poluzuj śrubę sześciokątną (20) na kołku (21) stołu i usuń
centrowanie. Przechyl stół (19) do wymaganej pozycji.
Następnie dokręć śrubę sześciokątną (20) przy pomocy
klucza.
LICZBA OBROTÓW, PRĘDKOŚĆ
OBROTOWA, POSUW
Posuw - ruch wiertła wprzód – można ustawiać ręcznie
przy pomocy trójramiennej dźwigni wiertarki. Prędkość
obrotowa jest uzależniona od liczby obrotów wrzeciona
wiertarki i średnicy wiertła. Właściwy dobór posuwu i
liczba obrotów wrzeciona wiertarki są czynnikami
mającymi decydujący wpływ na żywotność wierteł.
Obowiązuje następująca zasada: wiertła o większej
średnicy wymagają ustawienia mniejszej liczby obrotów;
przedmioty obrabiane o większej twardości wymagają
większego docisku. Aby zabronić w tym przypadku
przegrzaniu się wiertła, posuw i prędkość obrotowa
muszą być w tym wypadku zmniejszone w tym samym
czasie. Poza tym, wiertarkę należy chłodzić olejem
wiertarskim. Aby osiągnąć dokładny wynik, czyli aby otwór
miał właściwą wielkość duże otwory w cienkich blachach
należy wykonywać bardzo dokładnie przy małym posuwie i
niewielkim docisku. Przy wierceniu głębokich otworów
(otwory ponad 2 razy głębsze aniżeli średnica wiertła)
usuwanie wiórów jest trudniejsze a temperatura wiertła
jest wyższa. Dlatego w tym wypadku należy obniżyć
wielkość posuwu i zabezpieczyć lepsze usuwanie wiórów i
regularne wyciąganie wiertła z otworu. W przypadku
wiercenia otworów o średnicy większej aniżeli 8 mm,
należy wykonać tzw. wiercenie wstępne i w ten sposób
można uniknąć przedwczesnego zużycia wierteł. Tym
samym znacznie zmniejszymy powierzchnię wiercenia,
natomiast czubek wiertła nie będzie zbytnio obciążany.
5. KONSERWACJA
Przed konserwacją silnika, upewnij się, czy przyrząd
nie jest włączony i czy jest odłączony z sieci.
Urządzenia firmy Ferm zostały zaprojektowane w taki
sposób, aby przy minimalnej konserwacji jak najdłużej
działały bez problemu. Ich żywotność można przedłużyć
odpowiednio o nie dbając i czyszcząc je regularnie.
CZYSZCZENIE
Otwory wentylacyjne urządzenia należy czyścić w celu
uniknięcia przegrzania się silnika.
Osłonę urządzenia należy czyścić regularnie miękką
szmatką (najlepiej po każdym użyciu). Otwory
wentylacyjne trzymaj z dala od pyłu i brudu. Jeśli nie
można usunąć brudu, wtedy należy zastosować miękką
szmatką namoczoną w wodzie z mydłem. Nigdy nie
używać rozpuszczalników takich jak benzyna alkohol,
woda amoniakalna, itp. Tego rodzaju rozpuszczalniki
mogą zniszczyć plastikowe części.
SMAROWANIE
Urządzenie nie wymaga żadnego dodatkowego
smarowania. Wszystkie przekładnie łożyska nie
wymagają konserwacji i zostały nasmarowane na stałe w
zakładzie produkcyjnym. Wiertarkę należy czyścić przy
pomocy sprężonego powietrza lub szczotki. Od czasu
do czasu zaleca się wyczyścić luźne części przy pomocy
rozpuszczalników przyjaznych dla środowiska a
następnie posmarować olejem lub smarem nie
zawierającymi kwasów.
AWARIE
W przypadku wystąpienia awarii (n.p. zużycie części)
należy skontaktować się z punktem serwisowym –
adresy punktów serwisowych znajdują się na karcie
gwarancyjnej. Na końcu niniejszej instrukcji
zamieszczony został schemat części zamiennych, które
mogą być zamawiane.
ŚRODOWISKO NATURALNE
Aby zabezpieczyć urządzenie przed uszkodzeniem
podczas transportu, jest ono dostarczane w odpornym
opakowaniu. Większość materiału opakowaniowego
można poddać procesowi recyklingu. Te materiały
należy oddać do odpowiednich punktów zbiorczych.
Urządzenia, których Państwo nie potrzebujecie,
prosimy zanieść do najbliższego dystrybutora firmy
Ferm. W tym miejscu zostaną one zlikwidowane zgodnie
z przepisami ochrony środowiska.
GWARANCJA
Warunki gwarancji można znaleźć na oddzielnie
załączonej karcie gwarancyjnej.
Niniejszym oświadczamy, że produkt, którego dotyczy
instrukcja, jest zgodny z następującymi standardami i
normami:
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
w zgodności z przepisami.
98/37/EEC, 73/23/EEC, 89/336/EEC
dnia 01-06-2005
ZWOLLE NL
W. Kamphof
Dział Jakości
CE
ı
OŚWIADCZENIE O ZGODNOŚCI
(
PL
)
Ferm 53
BOORSPINDEL EN BOORSTIFT
Alle blanke delen van de machine zijn voorzien van een
beschermende laklaag, die roestvorming tegengaat. Die
beschermende laklaag is gemakkelijk met behulp van
milieuvriendelijke oplosmiddelen te verwijderen. Test
de V-snaarspanning voordat u de machine aan het
elektriciteitsnet aansluit.
De binnenzijde van de boorspindel dient volledig te
worden ontvet. Gebruik daarvoor milieuvriendelijke
oplosmiddelen. Ga met de boorkopstift op dezelfde
manier te werk. Alleen op deze wijze kan een correcte
transmissie worden bereikt.
4. BEDIENING, AANWIJZINGEN EN
TIPS
DIEPTEAANSLAG
Fig.F
De boorspindel is voorzien van een diepteaanslag. Met
de moer kan deze worden ingesteld. Op de
schaalverdeling kan de boordiepte worden afgelezen.
INKLEMMEN VAN DE BOOR
Fig.G
In de boorkop van de tafelboormachine kunnen boren
en andere gereedschappen met cilindrische schacht
worden geklemd. Het draaimoment wordt via de
spankracht van de drie klembekken op de boor
overgedragen. De boor dient - om wegglippen te
voorkomen - met behulp van de tandkranssleutel vast te
worden geklemd. Bij het wegglippen van de boor in de
boorhouder ontstaat aan de boorschacht een lichte
braam, die een centrisch klemmen onmogelijk maakt.
Een op die wijze ontstane braam moet in ieder geval
door te slijpen worden verwijderd.
INKLEMMEN VAN HET WERKSTUK
Fig.H
De boortafel en de voetplaat van de tafelboormachine
zijn voorzien van groeven ter bevestiging van
spangereedschappen. Klem het werkstuk altijd in de
machineklem of andere spangereedschappen vast. U
voorkomt daardoor ongevallen en verhoogt zelfs de
boorprecisie, omdat het werkstuk niet "slaat".
TAFELVERSTELLING
Fig.I
De boortafel is aan de boorkolom bevestigd en kan na
het losmaken van de vastzethendel in hoogte worden
versteld. Stel de tafel dusdanig in, dat er tussen de
bovenkant van het werkstuk en de punt van de boor
voldoende afstand over blijft. De tafel kunt u ook
zijwaarts zwenken, wanneer u een werkstuk direct op
de voetplaat wilt klemmen.
Fig.J
Voor schuine boringen en bij schuin ondersteuningsvlak
van het werkstuk kan de tafel worden gezwenkt. Draai
daarvoor de zeskantschroef (20) aan het draaipunt van
de tafel los en verwijder de centrering (21). Zwenk de
tafel in de gewenste positie. Schroef vervolgens met een
steeksleutel de zeskantschroef (20) weer goed vast.
TOERENTAL, DRAAISNELHEID, TOEVOER
De toevoer - de aanzetbeweging van de boor - geschiedt
met de hand aan de 3-armige boorhefboom. De
draaisnelheid wordt door het toerental van de
boorspindel en door de diameter van de boor bepaald.
De juiste keuze van de toevoer en het toerental van de
boorspindel zijn voor de levensduur van de boor
doorslaggevend. Als basisregel geldt: bij een grotere
diameter van de boor moet het toerental lager worden
gesteld; hoe groter de stevigheid van het werkstuk is,
deste groter moet ook de snijdruk zijn. Opdat de boor
daarbij niet overmatig wordt verhit, moeten gelijktijdig
de toevoer en de draaisnelheid worden verlaagd.
Bovendien dient de boor met boorolie te worden
gekoeld. Bij dunne platen moeten vrij grote boringen
voorzichtig met geringe toevoer en geringe snijdruk
worden uitgevoerd, opdat de boor niet "hakt" en de
boring op maat blijft. Bij diepe boringen (groter dan 2x de
diameter van de boor) is de spaanafvoer moeilijker en de
verhitting van de boor groter. Verlaag ook dan de
toevoer en het toerental en zorg door regelmatig
terugtrekken van de boor voor een betere spaanafvoer.
Bij boringen met een grotere diameter dan 8 mm moet
worden voorgeboord, opdat een voortijdige slijtage van
de boor - hoofdsnijkant vermeden wordt en de
boorpunt niet te zwaar wordt belast.
5. ONDERHOUD
Zorg dat de machine niet onder spanning staat
wanneer onderhoudswerkzaamheden aan het
mechaniek worden uitgevoerd.
De machines van Ferm zijn ontworpen om gedurende
lange tijd probleemloos te functioneren met een
minimum aan onderhoud. Door de machine regelmatig
te reinigen en op de juiste wijze te behandelen, draagt u
bij aan een hoge levensduur van uw machine.
REINIGEN
Reinig de machine-behuizing regelmatig met een zachte
doek, bij voorkeur iedere keer na gebruik. Zorg dat de
ventilatiesleuven vrij van stof en vuil zijn. Gebruik bij
hardnekkig vuil een zachte doek bevochtigd met
zeepwater. Gebruik geen oplosmiddelen als benzine,
alcohol, ammonia, etc. Dergelijke stoffen beschadigen
de kunststof onderdelen.
SMEREN
De machine heeft geen extra smering nodig.
STORINGEN
Wanneer er zich een storing voordoet, bijvoorbeeld bij
slijtage van een onderdeel, neem dan contact op met het
onderhoudsadres op de garantiekaart. Achter in deze
handleiding ziet u een opengewerkte afbeelding van de
onderdelen die besteld kunnen worden.
MILIEU
Om transportbeschadiging te voorkomen, wordt de
machine in een stevige verpakking geleverd. De
verpakking is zo veel mogelijk gemaakt van recyclebaar
materiaal. Maak daarom gebruik van de mogelijkheid om
de verpakking te recyclen.
12 Ferm

Breng oude machines wanneer u ze vervangt naar uw
plaatselijke Ferm-dealer. Daar zal de machine op
milieuvriendelijke wijze worden verwerkt.
GARANTIE
Lees voor de garantievoorwaarden de apart bijgevoegde
garantiekaart.
Wij verklaren dat dit product
voldoet aan de volgende
normen of normatieve documenten
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
overeenkomstig de bepalingen in de richtlijnen
98/37/EEC, 73/23/EEC, 89/336/EEC
du 01-06-2005
ZWOLLE NL
W. Kamphof
Service de la qualité
PERCEUSE À COLONNE D’ÉTABLI
LES CHIFFRES DU TEXTE SUIVANT
CORRESPONDENT AUX ILLUSTRATIONS PAGE
2.
Attention! Pour votre sécurité, lisez attentivement
ces instructions avant d’utiliser la machine.
TABLE DES MATIÈRES :
1. Information de la machine
2. Consignes de sécurité
3. Montage
4. Employez, indications et conseils
5. Entretien
1. INFORMATION DE LA MACHINE
SPECIFICATIONS TECHNIQUES
DESCRIPTION
Fig.A
1. Marche/arret interrupteur
2. Profondeur
3. Protection le foret
4. Moteur
5. Levier le forage
6. Levier le fixation
Contrôler d'abord si la marchandise n'a pas été
endommagée par le transport et si toutes les pièces
détachées sont présentes.
2. CONSIGNES DE SÉCURITÉ
Dans ce mode d’emploi, il est fait usage des
pictogrammes suivants :
CE se conforme aux standards européens
appropriés
Danger de blessure physique ou de dommage
matériel.
Indique un risque de décharges électriques
Tension | 230 V
Fréquence | 50 Hz
Puissance consommée | 450 W
Vitesse à vide | 220-2500/min
No. vitesse | 12 (R)
Mandrin capacité/ |
Morse Conisch | 16 mm / MC-2
Poids | 60 kg
Lpa (pression sonore) | 63.4 dB(A)
Lwa (sound power level) | 76.4 dB(A)
Valeur vibratoire | < 0,757 m/s
2
CE
ı
CONFORMITEITSVERKLARING
(
NL
)
Ferm 13
• Ponieważ wrzeciono wiertarki nasmarowano w
zakładzie produkcyjnym, zaleca się uruchomić
urządzenie na około 15 minut i pozostawić na
najniższych obrotach.
Przed wetknięciem uchwytu wiertarskiego na
wrzeciono, we wnętrzu uchwytu nie powinno być
smaru!
USTAWIENIE WIERTARKI STOŁOWEJ
Przed użyciem wiertarkę należy pewnie przymocować
do płyty podstawowej. W tym celu płyta podstawowa
(12) posiada otwory mocujące. Właśnie w tych miejscach
płyta podstawowa powinna być przymocowana przy
pomocy śrub do podstawy. Jeśli wiertarkę mocujemy na
drewnianej płycie, to z drugiej strony otworów należy
założyć wystarczająco duże podkładki, aby śruby wraz z
nakrętkami nie wcinały się w drewno a tym samym nie
powodowały luzowania się maszyny.
Śruby mocujące mogą być dokręcane do
momentu, w którym płyta podstawowa nie
zacznie odkształcać się pod naciskiem. Jeśli jest on zbyt
wysoki, istnieje niebezpieczeństwo jej pęknięcia.
USTAWIENIE LICZBY OBROTÓW
WRZECIONA
Rys. C
Obroty wrzeciona można różnie ustawić poprzez
przesunięcia pasa klinowego do napędu pasowego.
Maszyna jest zabezpieczona wyłącznikiem
bezpieczeństwa, w taki sposób, że w razie otwarcia
osłony urządzenie wyłączy się automatycznie. Pasek
klinowy przesuniemy w następujący sposób:
• Otwórz osłonę paska klinowego (14) luzując śrubę z
prawej strony osłony.
• Poluzuj śrubę mocującą (4) i przesuń silnik w
kierunku głowicy urządzenia, w ten sposób zwolnisz
pasek klinowy.
• Przesuń pasek klinowy zgodnie z tabliczką na
wewnętrznej stronie jego osłony.
• Ponownie napnij przesuwając płytę silnika (15) w tył.
Napięcia ustawimy ponownie dokręcając śrubą
mocującą (4).
• Ponownie załóż osłonę paska klinowego i w ten
sposób urządzenie jest gotowe do ponownego
użycia.
Podczas używania wiertarki osłony paska
klinowego muszą być przez cały czas założone.
Rys. C + D
Jeśli przesunąłeś pasek klinowy, musisz go ponownie
naciągnąć przy pomocy płyty silnika (15) ze śrubą
mocującą (4). Naciąg paska jest prawidłowy, jeśli pasek
klinowy można nacisnąć na około1 cm. W celu
uniknięcia przedwczesnego zużycia i poluzowania paska
klinowego płytki silnika trzeba wyrównać w poziomie.
W tym celu płytkę silnika znajdującą się na silniku trzeba
przesunąć wzdłuż osi silnika, po poluzowaniu przykręcić
głowicę wtyczki.
PRĘDKOŚCI OBROTOWE WRZECIONA
Rys. E
Pozycja paska klinowego /
obroty na minutę min.
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
Liczbę obrotów wrzeciona wiertarki i połączenia pasa
klinowego można odczytać z rysunku i powyższej
tabelki.
WRZECIONO WIERTARKI I KOŁEK
GŁOWICY WIERTARKI
Wszystkie luźne części urządzenia są dostarczane wraz z
warstwą lakierowaną, chroniącą przed tworzeniem się
rdzy. Tą warstwę ochronną można w prosty sposób
usunąć przy pomocy rozpuszczalników przyjaznych dla
środowiska. Przed podłączeniem urządzenia do sieci,
skontroluj naciąg paska klinowego. Wnętrze wrzeciona
wiertarki należy całkowicie odtłuścić. W tym celu
używać rozpuszczalników przyjaznych dla środowiska.
W analogiczny sposób postępuj z kołkiem głowicy
wiertarki. Tylko w ten sposób można zapewnić właściwy
moment przełożenia silnika.
4. OBSŁUGA WSKAZÓWKI I RADY
OPÓR KOŃCOWY GŁĘBOKOŚCI
Rys. F
Wrzeciono wiertarki posiada opór końcowy
głębokości, który można ustawiać przy pomocy
nakrętki. Głębokość wiercenia można odczytać z
podziałki.
ZAKŁADANIE WIERTARKI
Rys. G
Do wrzeciennika wiertarki stołowej można mocować
wiertła i inne narzędzia z uchwytem walcowym. Moment
obrotowy jest przenoszony na wiertło przy pomocy
napięcia trzech szczęk uchwytu zaciskowego. Aby
wiertło nie ześlizgnęło się z wiertarki, trzeba je
przymocować na zębatym pierścieniu przy pomocy
klucza. W razie wyślizgnięcia się wiertła z uchwytu, mogą
pojawić się delikatne zadrapania, uniemożliwiające
dokładne centralne ustawienie. Zadrapanie to trzeba
zawsze usunąć w procesie szlifowania.
MOCOWANIE OBRABIANEGO
PRZEDMIOTU
Rys. H
Stolik wiertarki i płyta podstawowa są wyposażone w
bolce służące do mocowania obrabianych przedmiotów.
Obrabiany przedmiot należy zawsze zacisnąć w imadle
lub innym narzędziu mocującym. Dzięki właściwemu
zamocowaniu przedmiotu unikniesz wypadku i
zwiększysz dokładność wiercenia.
52 Ferm

Ryzyko obrażeń ciała lub uszkodzenia sprzętu.
Wskazuje na niebezpieczeństwo porażenia
prądem elektrycznym.
Przeczytaj instrukcję
Załóż okulary i nauszniki ochronne
Uszkodzone oraz /lub wybrakowane urządzenie
elektryczne lub elektroniczne musi być
utylizowane w odpowiedni sposób.
Przed użyciem urządzenia należy starannie przeczytać
niniejszą instrukcję, zapoznać się ze sposobem działania
urządzenia i jego obsługą. Aby urządzenie mogło działać
bez zarzutów należy je konserwować zgodnie z niniejszą
instrukcją. Niniejszą instrukcję i załączoną
dokumentację należy przechowywać w pobliżu
urządzenia.
Podczas użycia urządzeń elektrycznych należy
zawsze stosować się do przepisów bezpieczeństwa
obowiązujących w danym kraju. Dzięki temu
zmniejszy się ryzyko wystąpienia pożaru, porażenia
prądem elektrycznym i zranienia osób. Prosimy
przeczytać niniejszą instrukcję bezpieczeństwa i
zapoznać się także z załączonymi przepisami
bezpieczeństwa. Niniejszą instrukcję należy
przechowywać w bezpiecznym miejscu!
Przed użyciem wiertarki należy zapoznać się z instrukcją
jej obsługi. Każda mechaniczna lub elektryczna zmiana
urządzenia nie będąca w zgodzie z instrukcją grozi
wypadkiem.
PODCZAS UŻYCIA NALEŻY UWZGLĘDNIĆ
NASTĘPUJĄCE PUNKTY:
• nie zdejmować żadnego mechanicznego lub
elektrycznego wyposażenia ochrony
• sprawdzić, czy całe wyposażenie ochrony jest na
swoim miejscu i czy zostało prawidłowo i dokładnie
założone
• podczas wiercenia należy nosić okulary ochronne
• jeśli operator wiertarki ma długie włosy, musi on
pamiętać o noszeniu przedmiotów służących do
uchwycenia włosów (siatka do włosów lub czapka).
Długie włosy łatwo mogą się wkręcić w poruszające
się części
• zawsze nosić przylegającą odzież i zapięte guziki w
rękawach
• podczas wiercenia nie wolno trzymać żadnych
obrabianych przedmiotów; do trzymania zawsze
używać imadła lub innego przyrządu do mocowania
• obrabiane przedmioty i pomoce mocujące należy
zabezpieczyć na stole roboczym w taki sposób, aby
zapobiec przed wkręceniem ich przez urządzenie.
Należy je przymocować przy pomocy śrub lub w
imadle przymocowanym do stołu.
• sprawdzić, czy uchwyt wiertarki jest właściwie
przymocowany
• skontrolować, czy wpusty do ułożenia kabla są w
porządku
• do usuwania wiórów stosować tylko szczotki
ręczne, szczotki, szmatki gumowe, narzędzia do
usuwania wiórów lub innego rodzaju narzędzi
• nie czyścić lub smarować urządzenia podczas jego
pracy
• pasy klinowe muszą być ciągle zakryte (aby nie
wkręciły się w nie ręce)
• dokręcić przy pomocy klucza zębaty pierścień
uchwytu zaciskowego wiertarki przy pomocy klucza
• nigdy nie zostawiać klucza montażowego w
uchwycie zaciskowym! Przed włączeniem maszyny
skontrolować, czy klucz rzeczywiście został wyjęty z
uchwytu zaciskowego!
• nie używać wierteł z uszkodzonym trzonkiem
• nigdy nie naciskać na wiertło!
• uszkodzony kabel sieciowy można zastąpić jedynie
kablem tego samego typu
MASZYNĘ NALEŻY NATYCHMIAST
WYŁĄCZYĆ W PRZYPADKU:
• uszkodzenia wtyczki, kabla sieciowego lub kabla
maszyny
• uszkodzenia włącznika.
• pojawienia się dymu i smrodu spalonej izolacji
INSTALACJA ELEKTRYCZNA
Urządzenie posiada instalację elektryczną spełniającą
wymagane normy i standardy. Naprawę może
przeprowadzać jedynie wykwalifikowany specjalista.
urządzenie jest wyposażone w wyłącznik
automatycznego wyłączania w razie nagłego
wyłączenia zasilania. W razie spadku napięcia urządzenie
ze względów bezpieczeństwa nie włączy się automatycznie.
Urządzenie trzeba ponownie włączyć ręcznie.
Bezpieczeństwo elektryczne
Zawsze sprawdź, czy prąd zasilania zgadza się z
napięciem na tabliczce znamionowej.
Wymiana kabla zasilania lub wtyczki
Po wymianie kabla zasilającego lub wtyczki, należy
natychmiast usunąć stare, aby omyłkowo nie doszło do
ponownego podłączenia ich do sieci elektrycznej.
Używanie przedłużaczy
Należy używać przedłużaczy, odpowiadających mocy
wyjściowej urządzenia. Przewód kabla musi posiadać
przekrój co najmniej 1.5 mm2. Jeśli kabel jest zwinięty
trzeba go całkowicie odwinąć.
3. MONTAŻ
Rys. B
• Ustaw płytę podstawową (12) we właściwej pozycji.
• Do płyty podstawowej przy pomocy załączonych
przymocuj stojak (11).
• Następnie uchwyt stołu(7) nasuń ze stołem na stojak.
Przy pomocy śruby mocującej ustaw stół w
wymaganej pozycji.
• Następnie możesz zamocować osłonę urządzenia i
zabezpieczyć ją przy pomocy gwintowanych kołków.
Ferm 51
Lisez les instructions
Utilisez des lunettes de protection et des protège
oreilles.
Tout équipement électronique ou électrique
défectueux dont vous vous seriez débarrassé doit
être déposé aux points de recyclage appropriés.
Lisez attentivement ce mode d’emploi avant d’utiliser la
machine. Assurez-vous d’avoir bien pris connaissance du
fonctionnement de la machine et de son utilisation.
Entretenez la machine conformément aux instructions
afin qu’elle fonctionne toujours correctement.
Conservez ce mode d’emploi et la documentation jointe
à proximité de la machine.
Lors d’utilisation de machines électriques, observez
les consignes de sécurité locales en vigueur en
matière de risque d’incendie, de chocs électriques et
de lésion corporelle. En plus des instructions ci-
dessous, lisez entièrement les consignes de sécurité
contenues dans le cahier de sécurité fourni à part.
Conservez soigneusement ces instructions!
Avant la mise en service de la machine, il convient de
prendre en considération les directives. Chaque
modification mécanique ou électrique de la machine ne
répondant pas aux directives en vigueur, apporte des
risques considérables d'accidents.
PENDANT L’UTILISATION LES POINTS
SUIVANTS DOIVENT ÊTRE PRIS EN
CONSIDÉRATION :
• Ne pas éloigner des dispositifs mécaniques ou
électriques de sécurité.
• Contrôler si tous les dispositifs de sécurité sont en
place et fixés correctement.
• Porter des lunettes pendant le forage.
• Dans le cas de cheveux longs, porter surtout une
protection des cheveux (filet ou bonnet). Les
cheveux longs se prennent facilement dans les
parties rotatives.
• Porter des vêtements serrés et fermer les boutons
aux poignets.
• Ne pas tenir de pièces à usiner dans la main lors du
forage. Utiliser toujours un étau ou un autre outil de
serrage.
• Protéger les pièces à usiner et les outils de serrage
sur contre l'entraînement. Les fixer soi-même avec
des vis ou les coincer dans un étau vissé sur la table.
• Vérifier si le porte-foret est bien tendu.
• Vérifier si les conduites de câbles sont en ordre.
• Utiliser uniquement des balayettes, des pinceaux,
des balais de séchage en caoutchouc, crochets à
copeaux ou autre matériel similaire, pour enlever les
copeaux de forage.
• Ne pas faire de travaux de graissage ou de nettoyage
sur une machine en service.
• Tenir les courroies trapézoïdales toujours
couvertes, (de sorte que les mains ne peuvent y être
prises).
• Utiliser toujours des clés pour le serrage du mandrin
à couronne dentée.
• Ne jamais laisser la clé du mandrin dans le mandrin !
Avant la mise en marche de la machine, vérifier si la
clé a été effectivement retirée !
• Ne pas utiliser de forets qui sont endommagés à la
tige.
• La perceuse à colonne d’établi n'est pas faite pour le
travail de fraisage !
• Lorsque le câble électrique est endommagé, il ne doit
être remplacé que par un câble équivalent.
ARRÊTER IMMÉDIATEMENT L’APPAREIL EN
CAS DE:
• Court-circuit de la fiche-secteur ou du fil
d’alimentation ou endommagement du fil
d’alimentation.
• Interrupteur défectueux.
• Fumée ou odeur d’isolant brûlé.
INSTALLATION ELECTRIQUE
La machine est pourvue d'une installation électrique
répondant aux normes . Des réparations éventuelles
doivent être faites uniquement par un spécialiste
reconnu.
La machine est pourvue d'un interrupteur de
tension zéro. Par mesure de sécurité la machine ne
commencera pas à marcher automatiquement après une
coupure de la tension. Elle devra à nouveau être remise en
marche.
Sécurité électrique
Vérifiez toujours si la tension de votre réseau
correspond à la valeur mentionnée sur la plaque
signalétique.
En cas de changement de câbles ou de fiches
Jetez immédiatement les câbles ou fiches usagés dès
qu’ils sont remplacés par de nouveaux exemplaires. Il est
dangereux de brancher la fiche d’un câble défait dans une
prise de courant.
En cas d’emploi de câbles prolongateurs
Employez exclusivement un câble pro longateur
homologué, dont l’usage est approprié pour la puissance
de la machine. Les fils conducteurs doivent avoir une
section minimale de 1,5 mm
2
. Si le câble prolongateur se
trouve dans un dévidoir, déroulez entièrement le câble.
3. MONTAGE
Fig.B
• Placer le socle (12) à l'endroit voulu.
• Fixer la colonne (11) à l'aide des boulons joints à la
livraison, sur le socle.
• Glisser maintenant le porte-foret (7) avec la table sur
la colonne. La table de forage est fixée dans la
position voulue à l'aide du levier de fixation.
• Le capot de la machine pourra maintenant être
monté et fixé à l'aide des goupilles d'arrêt.
• Comme la broche de forage a été graissée à l'usine, il
est recommandé de faire tourner la machine durant
environ 15 min. à la vitesse la plus basse.
14 Ferm

Avant d'introduire le mandrin à clavette dans la
broche de forage, l'intérieur de celle-ci doit être
entièrement dégraissé!
INSTALLATION DE LA PERCEUSE A
COLONNE
Avant de l'utiliser la perceuse à colonne d’établi doit être
montée sur une surface fixe. C'est pourquoi le socle (12)
est pourvu de trous de forage. Le socle peut être monté
à cet endroit avec des vis sur la surface de support.
Lorsqu'on monte sur une plaque en bois, il faut monter
suffisamment de grandes rondelles de blocage sur la face
opposée, afin d'éviter que les écrous ne soient enfoncés
dans le bois et que la machine ne puisse pas se démonter.
Les vis de fixation doivent être serrées à tel point
que le socle ne soit pas tendu ni déformé. Trop de
pression risque de faire briser le socle.
REGLAGE DU REGIME DE LA BROCHE DE
FORAGE
Fig.C
Les différents régimes de la broche de forage peuvent
être réglés en changeant de position la courroie
trapézoïdale dans la transmission. Mais auparavant le
machine doit être mise à l'arrêt et la fiche retirée de la
prise électrique. Le changement de position de la
courroie trapézoïdale se fait de la façon suivante:
• Avant d'ouvrir le capot de la courroie (14), retirer la
fiche de la prise électrique !
• Dévisser le bouton de fixation (4) et glisser le moteur
dans la direction de la tête de la machine, ce qui
libérera la courroie trapézoïdale.
• Déplacer la courroie selon les indications du schéma
à l'intérieur du couvercle de la courroie trapézoïdale.
• Retendre la courroie, en poussant la plaque du
moteur (15) vers l'arrière. Ensuite, bloquer la
tension par le bouton de fixation (4).
• Refermer le capot de la courroie et brancher
l'électricité. La machine est de nouveau prête à
l'emploi .
Tenir le couvercle du manteau de la courroie
trapézoïdale fermé pendant l'utilisation de la
machine.
Fig.C + D
Lorsque vous avez inversé la marche de la courroie, il
faudra la retendre à l'aide du bouton de blocage (4) sur la
plaque du moteur (15). La tension est bonne lorsqu'on
peut enfoncer la courroie d'environ 1 cm. La poulie du
moteur doit être alignée horizontalement, pour éviter
l'usure prématurée et la libération de la courroie. Pour
cela la poulie du moteur (13) peut être glissée sur l'axe
du moteur, après avoir dévissé le boulon à six pans
creux.
REGLAGE DU REGIME DE LA BROCHE DE
FORAGE
Fig.E
Position courroie / Régime à min. trapézoïd
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
Les régimes de la combinaison de la broche de forage et
de la courroie trapézoïdale sont indiqués sur les dessins
et schémas.
BROCHE DE FORAGE ET GOUPILLE DE
MANDRIN
Toutes les parties de la machine en métal blanc sont
pourvues d'une couche de peinture laquée de
protection empêchant la formation de rouille. Cette
couche protectrice de peinture laquée est facile à retirer
à l'aide d'un solvant respectant l'environnement. Tester
la tension de la courroie trapézoïdale avant de brancher
la machine sur le réseau électrique. L'intérieur de la
broche de forage doit être entièrement dégraissé. Pour
cela utiliser un solvant respectant l'environnement.
Procéder de même pour la goupille de mandrin. Ce n'est
que de cette manière que vous obtiendrez une
transmission correcte.
4. EMPLOYEZ, INDICATIONS ET
CONSEILS
BUTEE DE PROFONDEUR
Fig.F
La broche à forage est pourvue d'une butée de
profondeur. Celle-ci peut être réglée à l'aide de l'écrou.
La profondeur de forage peut être lue sur l'échelle
graduée.
POUR COINCER LE FORET
Fig.G
Dans le mandrin de la perceuse à colonne d’établi on
peut coincer des forets et autres outils à tige cylindrique.
Le moment de la rotation est transmis à la foreuse par la
force expansive des trois pinces de serrage. La foreuse
doit être coincée à l'aide de la clé à mandrin afin d'éviter
qu'elle ne s'échappe. Lorsque la foreuse s'échappe dans
le porte-foreuse, cela formera une légère ébarbure à la
tige de la foreuse ce qui rendra impossible le blocage
axial. Une ébarbure produite de cette manière, devra en
tous cas être supprimée par un polissage. Pour des
forages en biais et dans le cas de surface de support en
biais de la pièce à usiner, la table peut être tournée. Pour
cela dévisser la vis.
COINCEMENT D’UNE PIÈCE À USINER
Fig.H
La table de forage et le socle de la perceuse à colonne
d’établi, sont pourvus de cannelures pour la fixation
d'outils de serrage. Coincer toujours la pièce à usiner
dans un étau ou autres outils de serrage.
Ferm 15
GARANCIJA
Pogoje garancije najdete na samostojnem garancijskem
listu, ki se dobavlja z izdelkom.
Na lastno odgovornost izjavljamo, da naveden izdelek
ustreza naslednjim standardom in standardnim
dokumentom
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
v skladu s predpisi.
98/37/EEC, 73/23/EEC, 89/336/EEC
z dne 01-06-2005
ZWOLLE NL
W. Kamphof
Oddelek za nadzor
kvalitete
STOŁOWA WIERTARKA
SŁUPOWA
NUMERY PRZEDSTAWIONE W PONIŻSZYM
TEKŚCIE DOTYCZĄ RYSUNKÓW ZE STRONY 2
Uwaga! Z uwagi na własne bezpieczeństwo
użytkownik powinien uważnie przeczytać tę
instrukcję zanim rozpocznie eksploatację urządzenia.
SPIS TREŚCI
1. Informacje o urządzeniu
2. Przepisy bezpieczeństwa
3. Montaż
4. Obsługa wskazówki i rady
5. Konserwacja
1. INFORMACJE O URZĄDZENIU
DANE TECHNICZNE
INFORMACJE O PRODUKCIE
Rys. A
1. Włącznik Wł./Wył
2. Wskaźnik głębokości wiercenia
3. Osłona
4. Silnik
5. Dźwignia nastawiania głębokości wiercenia
6. Regulowany i przesuwany stół
Najpierw sprawdź, czy maszyna nie została uszkodzona
podczas transportu i/lub, czy w opakowaniu znajdują się
wszystkie części.
2. PRZEPISY BEZPIECZEŃSTWA
W niniejszej instrukcji wykorzystano następujące
symbole:
CE: Znak informujący, że urządzenie spełnia
odnośne europejskie normy bezpieczeństwa
Napięcie | 230 V
Częstotliwość | 50 Hz
Pobór mocy | 450 W
Prędkość obrotowa bez |
obciążenia urządzenia | 220-2500/min
Ilość prędkości obrotowych |
wrzeciona | 12 (R)
Maks. wielkość wiertła/stożek |
Morse’a | 16 mm / MC-2
Ciężar | 60 kg
Lpa (poz. ciśn. akust.) | 63.4 dB(A)
Lwa (poz. mocy akust.) | 76.4 dB(A)
Wartość wibracji | < 0,757 m/s
2
CE
ı
IZJAVA O SKLADNOSTI
(
SL
)
50 Ferm

Enako ravnajte s količem glavice vrtalnika. Pravilen
prenos momenta motorja lahko dosežete le na ta način.
4. DELOVANJE, NAVODILA IN
NAMIGI
ZAPIRALOVRTALNE GLOBINE
Slika F
Gred vrtalnika je opremljena z zapiralom vrtalne globine,
ki se lahko nastavi s pomočjo matice. Vrtalna globina je
navedena na lestvici ločevanja.
PRITRDITEV VRTALNIKA
Slika G
V glavo svedra namiznega vrtalnika se lahko pritrdijo
svedri in drugo orodja, ki ima cilindrični trup. Rotacijski
moment se na sveder prenaša s pomočjo napetosti treh
privojnih čeljusti. Da pa sveder ne bi izdrsnil iz čeljusti, ga
morate s ključem pritrditi na zobat obroč. V primeru, da
sveder zdrsi iz čeljusti, se na njegovem trupu prikaže
rahel brus, ki preprečuje natančno nastavitev središča. V
vsakem primeru pa morate sedaj ta brus odstraniti s
pomočjo brušenja.
PRITRDITEV OBDELOVANCA
Slika H
Mizica vrtalnika in osnovna plošča sta opremljeni z utori
za pritrjevanje orodja. Obdelovanec vedno pritrdite v
prižemnik za orodje ali v drugo podobno orodje. Le tako
boste preprečili morebitne nesreče, istočasno pa
povečate natančnost vrtanja, saj je obdelovanec dobro
nameščen,
PRILAGODITEV MIZICE
Slika I
Mizica vrtalnika je pritrjena k podpori vrtalnika in njena
višina se lahko nastavi po sprostitvi ročaja za pritrjevanje.
Mizico prilagodite na takšen način, da bo ostalo še dovolj
prostora med zgornjim delom obdelovanca in konico
vrtalnika. Mizico vrtalnika lahko zavrtite na stran, če
želite obdelovanec pritrditi neposredno na osnovno
ploščo.
Slika J
Za poševno vrtanje (v naklonu) in z nagnjeno podporo
površine obdelovanca lahko mizico tudi zavrtite. S tem
namenom sprostite šestroroben vijak (20), ki je na tečaju
(21) mizice in odstranite centriranje. Mizo zavrtite (19) v
želeno lego. Nato s pomočjo ključa do konca privijte
šestroroben vijak (20).
ŠTEVILO VRTLJAJEV, HITROST
OBRAČANJA, SUNEK
Sunek – gibanje svedra naprej – se lahko ročno nastavi s
triramenskim vzvodom svedra. Hitrost obračanja je
določena s številom vrtljajev gredi vrtalnika in premerom
svedra. Pravilen izbor sunka in števila vrtljajev sta
odločujoča faktorja, ki vplivata na življenjsko dobo
vrtalnika. Kot osnovno vodilo lahko uporabite naslednje
pravilo: večji premer svedra zahteva manjše število
vrtljajev; pri večji trdnosti obdelovanca morate uporabite
večji pritisk. Da pa boste v tem primeru preprečili
pregrevanje, morata biti sunek in hitrost obračanja v tem
primeru nižja.
Poleg tega se mora sveder ohladiti z vrtalnim oljem. Velike
odprtine v tankih ploščah se morajo vrtati zelo pozorno, z
majhnim sunkom in z majhnim pritiskom; le tako dobite
natančen rezultat in to, da ima odprtina pravilno velikost.
Pri vrtanju v globino (odprtine, ki so 2 krat bolj globoke kot
je premer svedra) je odstranjevanje trsk bolj težavno in
temperatura svedra višja. Zato je potrebno zmanjšati
velikost sunka in število vrtljajev ter zagotoviti boljšo
odstranjevanje trsk z rednim vlečenjem svedra nazaj iz
odprtine. Za vrtanje širših odprtin s premerom večjim kot
8 mm je potrebno odprtino najprej pred-izvrtati in na
takšen način boste preprečili predčasno obrabo svedra.
Vrtalna površina se tako očitno zmanjša in konica svedra ni
preveč obremenjena.
5. VZDRŽEVANJE
Ko začnete izvajati vzdrževalna dela na orodju, se
prepričajte se, da orodje ni prižgano in vključeno v
omrežje.
Orodja znamke Ferm so izdelana za dolgotrajnejše
obratovanje ob minimalnem vzdrževanju. Če bodo
deležni potrebne nege in jih boste redno čistili, bodo
delovali brez težav.
ČIŠČENJE
Odprtine za prezračevanje naj bodo vedno čiste – tako
boste preprečili pregretje motorja. Ohišje naprave
redno čistite z mehko krpico, najbolje po vsaki uporabi.
V odprtinah za prezračevanje naj se ne nahaja prah ali
umazanija. Če pa vam umazanije ne uspe odstraniti,
uporabite mehko krpico, ki jo namočite v milno vodo.
Nikoli pa ne uporabljajte raztopil kot so bencin, alkohol,
amoniak, itd. Ta raztopila bi lahko poškodovala plastične
dele orodja.
MAZANJE
Naprava ne zahteva dodatnega mazanja. Vsi ležaji in
pogonske naprave se ne vzdržujejo in so namazane do
konca življenjske dobe. Vrtalnik čistite s stisnjenim
zrakom ali čisto krpo. Priporoča se, da proste dele
občasno čistite z okolju prijaznimi raztopili in le z mazili
brez olja in kislin.
OKVARE
V primeru okvare, t.j. obrabe posameznega dela,
pokličite servisno službo. Naslov je označen na
garancijskem listu. Na zadnji strani tega priročnika je
povečan prikaz posameznih delov, ki jih lahko naročite.
OKOLJE
Da se preprečijo poškodbe na napravi zaradi poškodbe
med transportom, se naprava dobavlja v odporni
embalaži. Večina embalažnega materiala se lahko
reciklira. Ta material odvržite le na mestih, ki so
namenjena za takšne odpadke. Naprave, ki jih ne
uporabljate več, odnesite najbližjemu zastopniku
podjetja Ferm. Tu bodo odstranjene v skladu z zaščito
okolja.
Ferm 49
Vous éviterez ainsi des accidents et augmenterez même
la précision de forage, car la pièce à usiner ne 'bat' pas.
RÉGLAGES DE LA TABLE
Fig.I
La table de la foreuse est fixée sur la colonne de forage et
peut être réglée en hauteur lorsque le levier de fixation a
été libéré. Régler la table de manière à ce qu'il reste
suffisamment d'espace entre le haut de la pièce à usiner et la
pointe du foret. La table peut aussi être déviée vers le côté,
lorsqu'on veut coincer directement une pièce sur le socle.
Fig.J
Réglage de la table hexagonale (20) sur le point de
rotation de la table et retirer le centrage (21). Tourner la
table dans la position voulue. Ensuite bien revisser la vis
hexagonale (20) à l'aide d'une clé plate.
REGIME, VITESSE DE ROTATION, AMENEE
La descente - le mouvement d'amorçage de la perceuse -
se fait à la main sur le levier de forage à trois bras. La
vitesse de rotation est déterminée par le nombre de
tours de la broche de forage et par le diamètre du foret.
Le choix juste de descente et le nombre de tours de la
broche de forage forment un facteur déterminant pour
la durée de vie du foret. En règle de base on peut dire :
pour un diamètre plus grand du foret, le régime doit être
réglé plus bas ; plus la solidité de la pièce à usiner est
grande, plus grande doit aussi être la pression de
l'usinage. Pour ne pas surchauffer le foret, il faudra en
même temps diminuer la descente et la vitesse de
rotation. De plus, le foret devra être refroidi avec de
l'huile à foret. Pour des plaques fines, les forages plutôt
grands devront être exécutés avec précaution avec une
légère descente et une légère pression d'usinage, afin
que le foret ne 'hachure' pas et que le forage reste à la
mesure voulue. Pour des forages profonds (plus
profonds que 2 x le diamètre du foret), l'évacuation des
copeaux est plus difficile et le surchauffement du foret
plus fort. Même là diminuer la descente et le nombre de
tours et provoquer une meilleure évacuation des
copeaux en remontant régulièrement le foret. Pour des
forages à diamètre plus grand que 8 mm, il faudra faire un
pré-forage, afin d'éviter ainsi une usure prématurée de
l'arête tranchante du foret et que la pointe du foret ne
soit pas surchargée.
5. ENTRETIEN
Assurez-vous que la machine n’est pas sous
tension si vous allez procéder à des travaux
d’entretien dans son système mécanique.
Les machines de Ferm ont été conçues pour fonctionner
longtemps sans problème avec un minimum d’entretien.
En nettoyant régulièrement et correctement la machine,
vous contribuerez à une longue durée de vie de votre
machine.
NETTOYAGE
Nettoyez régulièrement le carter au moyen d’un chiffon
doux, de préférence à l’issue de chaque utilisation.
Veillez à ce que les fentes d’aération soient indemnes de
poussière et de saletés.
En présence de saleté tenace, employez un chiffon doux
humecté d’eau savonneuse. Proscrivez l’emploi de
solvants comme l’essence, l’alcool, l’ammoniaque etc.
car ces substances attaquent les pièces en plastique.
GRAISSAGE
Les perceuse à colonne d’établi n'ont pas besoin d'être
lubrifiées. Tous les roulements et les engrenages sont
libres d'entretien et graissés à vie. La perceuse doit être
nettoyée à l'aide d'air comprimé ou d'un chiffon sec. Il est
recommandé de nettoyer de temps à autre les parties en
métal blanc avec un solvant respectant l'environnement,
puis de les lubrifier avec une huile ou de la graisse non-
acides.
DYSFONCTIONNEMENTS
Veuillez vous adresser au centre de service indiqué sur la
carte de garantie en cas d'un dysfonctionnement, par
exemple après l'usure d'une pièce. Vous trouverez, à la
fin de ce manuel, un schéma avec toutes les pièces que
vous pouvez commander.
ENVIRONNEMENT
Pour éviter les dommages liés au transport, la machine
est livré dans un emballage robuste. L’emballage est
autant que possible constitué de matériau recyclable.
Veuillez par conséquent destiner cet emballage au
recyclage. Si vous allez changer de machines, apportez
les machines usagées à votre distributeur Ferm local qui
se chargera de les traiter de la manière la plus écologique
possible.
GARANTIE
Pour les conditions de garantie, lisez le certificat de
garantie joint à part.
Nous declarons sous notre propre responsabilité
que ce produit est en conformité avec les normes
ou documents normalisés suivants:
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
conforme aux réglementations:
98/37/EEC, 73/23/EEC, 89/336/EEC
du 01-06-2005
ZWOLLE NL
W. Kamphof
Service de la qualité
CE
ı
DÉCLARATION DE CONFORMITÉ
(
F
)
16 Ferm

TALADRO DE COLUMNA PARA
BANCO
LOS NÚMEROS INDICADOS EN EL TEXTO
SIGUIENTE CORRESPONDEN CON LAS
ILUSTRACIONES DE LA PÁGINA 2
¡Cuidado! Por su propia seguridad, lea
atentamente estas instrucciones de uso antes de
utilizar la herramienta.
CONTENIDOS:
1. Información de la herramienta
2. Normas de seguridad
3. Montaje
4. Manejo, recomendaciones
5. Mantenimiento
1. INFORMACIÓN DE LA MÁQUINA
DATOS TÉCNICOS
DESCRIPCION
Fig.A
1. Interruptor Marcha/Paro
2. Tope de profundidad
3. Protector de portabroca
4. Motor
5. Carrera de perforación
6. Palanca de bloqueo la mesa
Asegúrese en primer lugar que la entrega no ha sufrido
daños durante el transporte ni que falte ninguna pieza.
2. NORMAS DE SEGURIDAD
En el presente manual se utilizan los siguientes símbolos:
CE se atiene a las normas aplicables de seguridad
europea
Peligro de lesiones físicas o daños en el material.
Indica el peligro de sufrir descargas eléctricas.
Lea las instrucciones
Lleve protectores para los ojos y los oídos
Cualquier aparato eléctrico o electrónico
desechado y/o defectuoso tiene que depositarse en
los lugares apropiados para ello.
Lea este manual de instrucciones atentamente antes de
empezar a usar la máquina. Asegúrese de que sabe cómo
funciona el amolador y cómo se maneja. Siga las
instrucciones llevando a cabo las tareas de
mantenimiento aquí indicadas para así garantizar el
óptimo funcionamiento del aparato. Guarde este manual
y la documentación adicional siempre junto a la máquina.
Tenga siempre presentes las normas de seguridad
locales con respecto al peligro de incendio, peligro
de sufrir descargas eléctricas y peligro de
accidentes. Lea, además de las instrucciones que
siguen a continuación, las normas de seguridad que
aparecen en el cuadernillo anexo. Guarde
cuidadosamente las instrucciones.
Respete las directivas al usar la máquina. Cualquier
modificación del sistema eléctrico o mecánico de la
máquina que no cumpla con las directivas vigentes
aumenta enormemente el riesgo de accidentes.
DURANTE SU USO DEBERÁN CUMPLIRSE
LOS SIGULENTES PUNTOS:
• No elimine ningún elemento de protección eléctrica
o mecánica.
• Controle que todas los elementos protectores están
en su lugar y que se encuentran en perfecto estado.
• Durante el taladrado, lleve siempre gafas
protectoras.
• Use ropa ajustada y lleve los puños de la camisa
abrochados.
• Durante el taladrado no sostenga ningún tipo de
herramienta. Utilice siempre cualquier tipo de
mordaza o útil de fijación.
• Proteja la pieza o el útil de fijación sobre la mesa para
que ésta no sea arrastrada, fijándola para ello con
tornillos o atornillando el útil de fijación a la mesa.
• Controle que el portabrocas esté ajustado.
• Controle que los pasacables estén en correcto
estado.
• Para retirar las virutas producidas por el taladrado
utilice exclusivamente escobillas de mano, una
brocha, un limpiador de goma, un gancho para virutas
o cualquier herramienta similar.
• No limpie ni engrase la máquina que se encuentre en
funcionamiento.
• Mantenga siempre cubiertas las correas
trapezoidales (para evitar cualquier contacto con las
manos).
• Gire el piñón de la broca sólo con la llave de piñón.
Tensión | 230V
Frecuencia | 50 Hz
Potencia nominal | 450 W
Velocidad sin carga | 220-2500/min
No. revoluciones sin carga | 12 (R)
Cap. del Mandril / |
Cono de la broca | 16 mm / MC-2
Peso | 60 kg
Lpa (Nivel de presión sonora) | 63.4 dB(A)
Lwa (Nivel de potencia sonora) | 76.40, dB(A)
Vibración | < 0,757 m/s
2
Ferm 17
• Ne uporabljajte vrtalnikov s poškodovanimi držaji.
• Nikoli ne pritiskajte na vrtalnik!
• V primeru, da je električni kabel poškodovan, ga
morate zamenjati le s kablom enakega tipa.
ORODJE takoj izključite v primeru:
• Prekinitve na glavni vtičnici, glavni napeljavi ali
poškodbi le-te.
• Poškodbe stikala.
• Oblaka dima ali smradu osmojene izolacije.
ELEKTRIČNA NAPELJAVA
Orodje je opremljeno z električno napeljavo, ki
izpolnjuje standarde. Popravila lahko izvaja le kvalificiran
strokovnjak.
Orodje je opremljeno s stikalom za izklapljanje pri
izpadu napetosti. V primeru, da napetost pade, se
orodje zaradi varnostnih razlogov ne vključi avtomatično in
orodje morate vključiti ročno.
Električna varnost
Vedno preverite, da dovod električne energije
odgovarja razredu napetosti, ki je na etiketi.
Menjava kablov ali vtičnic
V primeru, da ste zamenjali električne kable ali vtičnice,
morate stare takoj odstraniti. Obstaja nevarnost, da jih
ponovno vključite v električno omrežje.
Uporaba podaljševalnih kablov
Uporabljajte le odobrene podaljševalne kable, ki
odgovarjajo uporabljivi storilnosti orodja. Prevodnik
kablov mora imeti v profilu vsaj 1.5 mm2. Ko kabel
uporabljate, ga morate vedno popolnoma odviti.
3. MONTAŽA ORODJA
Slika B
• Osnovno ploščo (12) položite v pravilno lego.
• S pomočjo dodatnih vijakov pritrdite podporo k
plošči.
• Sedaj držalo mizice (7) nastavite skupaj z mizico na
podporo. S pomočjo pritrjevalnega ročaja mizico
pritrdite v želeno lego.
• Sedaj lahko zmontirate prevleko orodja in ga
zaklenete s pomočjo zapiralnih količev.
• Ker je bila gred vrtalnika v proizvodnji namazana,
priporočamo, da orodje prosto deluje, približno 15
minut, pri najnižji hitrosti.
Preden boste pritezalnik s količem vložili na gred
vrtalnika, mora biti notranjost pritezalnika
popolnoma prosta maziv!
NASTAVITEV DELOVNE MIZE VRTALNIKA
Vrtalnik se mora pred uporabo pritrditi k fiksni osnovi. S
tem namenom so v osnovni plošči (12) izvrtane
odprtine. Plošča se lahko s pomočjo vijakov pritrdi k
osnovi na tem mestu. Če je pritrjena na leseno ploščo, se
morajo na nasprotni strani uporabiti dovolj velike
podloge, da vijak z matico ni preveč zarezan v les in da ne
pride do sprostitve orodja.
Pritrjevalni vijaki se lahko privijejo do takšne mere,
da osnovna plošča ni pod pritiskom oziroma da se ne
deformira. Če pa je pritisk prevelik, obstaja
nevarnost zloma.
PRILAGODITEV ŠTEVILA VRTLJAJEV GREDI
VRTALNIKA
Slika C
Različna števila vrtljajev gredi vrtalnika se lahko
prilagodijo s premikanjem klinastega jermena v pogonu
jermena. Orodje je zaščiteno z varnostnim stikalom
tako, da se orodje samodejno izključi, ko se odpre
njegova prevleka. Klinast jermen se premakne na
naslednji način:
• Pokrov klinastega jermena (14) odprite tako, da
sprostite vijak na desni strani pokrova.
• Sprostite pritrjevalni gumb (4) in motor porinite v
smeri glavice orodja; tako sprostite klinasti jermen.
• Klinsat jermen premaknite glede na opis, ki se nahaja
v notranjem delu pokrova.
• Klinast jermen ponovno napnite s premikom plošče
motorja (15) nazaj. Nato nastavitev napetosti
ponovno zagotovite s privitjem pritrjevalnega gumba
(4).
• Pokrov klinastega jermena zaprite in orodje je sedaj
pripravljeno za uporabo.
Med uporabo naj bo pokrov klinastega jermena
vedno zaprt.
Slika C + D
Če ste klinast jermen premaknili, ga morate ponovno
priviti s pomočjo plošče motorja (17) s pritrjevalnim
gumbom (18). Napetost klinastega jermena je pravilna,
če se lahko upogne za približno 1 cm. Škripec motorja
mora biti nastavljen vodoravno tako, da preprečite hitro
obrabo in sprostitev klinastega jermena. S tem
namenom se lahko škripec motorja giblje vzdolž njegove
osi potem, ko ste vijak sprostili z notranjim
šesterorobom na izvijaču.
HITROSTI GREDI
Slika E
Lega klinastega jermena / Vrtljaji na minuto
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
Število vrtljajev gredi v kombinaciji z nastavitvijo
klinastega jermena je prikazano na sliki in v tabeli.
GRED VRTALNIKA IN KOLIČ GLAVICE
VRTALNIKA
Vsi prosti deli orodja se dobavljajo z zaščitno polakirano
plastjo, ki preprečuje nastanek rje. Ta zaščitna
polakirana plast se lahko enostavno odstrani z običajnim,
okolju prijaznim, raztopilom. Napetost klinastega
jermena preizkusite še preden boste orodje vključili v
električno omrežje. Notranjost gredi vrtalnika mora biti
popolnoma brez maziva. S tem namenom uporabite
okolju prijzna raztopila.
48 Ferm

NAMIZNI STEBRNI VRTALNI STROJ
ŠTEVILKE V SLEDEČEM BESEDILU SE NANAŠAJO
NA SLIKE, KI SO NA STRANI 2
Pozor! Zaradi vaše lastne varnosti pred uporabo
naprave pozorno preberite za navodila
VSEBINA:
1. Informacije o napravi
2. Varnostna navodila
3. Montaža orodja
4. Delovanje, navodila in namigi
5. Vzdrževanje
1. INFORMACIJE O NAPRAVI
TEHNIČNI PODATKI
INFORMACIJE O IZDELKU
Slika A
1. Stikalo za vklop/izklop
2. Kapaciteta vrtalne globine
3. Zaščita
4. Motor
5. Vzvod za nastavitev vrtalne globine
6. Nastavljiva mizica
Najprej preverite, da embalaža naprave ni poškodovana
in da v njej nič ne manjka.
2. VARNOSTNA NAVODILA
V tem priročniku se uporabljajo naslednji simboli:
CE Skladno z veljavnimi evropskimi varnostnimi
standardi
Nevarnost telesne poškodbe ali poškodbe
materiala.
Označuje nevarnost električnega udara.
Preberite navodila
Nosite zaščito za oči in ušesa
Poškodovano ali neuporabno električno napravo
odnesite na mesto, pristojno za reciklažo
tovrstnega materiala.
Pred uporabo orodja najprej preberite ta priročnik.
Prepričajte se, da veste kako orodje deluje in kakšna je
njegova uporaba. Orodje vzdržujte v skladu z navodili;
tako boste zagotovili pravilno delovanje orodja. Ta
priročnik in ostalo dokumentacijo shranjujte v bližini
orodja.
Pri uporabi električnih orodij morate vedno
upoštevati varnostne predpise, ki veljajo v vaši
državi. Tako zmanjšate nevarnost požara,
elektrošoka in osebnih poškodb. Preberite naslednja
varnostna navodila in tudi varnostna navodila, ki so
priložena k orodju. Ta navodila shranite na varno
mesto!
Preden boste začeli z uporabo orodja morate spoznati
navodilo, ki vsebuje informacije o delu z njim. Vsaka
mehanska ali električna sprememba na orodju, ki ni v
skladu z navodilom, predstavlja veliko nevarnost
poškodbe ali nesreče.
MED U[PORABO MORATE UPOŠTEVATI
NASLEDNIE TOČKE:
• Ne odstranjujte mehanskih ali električnih zaščitnih
pripomočkov.
• Preverite ali so vsi zaščitni pripomočki pravilno in
natančno nameščeni.
• Med vrtanjem nosite zaščitna očala.
• V primeru, da imate dolge lase, se prepričajte, da
nosite zaščito za lase (mrežico ali kapo). Dolgi lasje se
lahko hitro zapletejo v gibljive dele.
• Vedno nosite tesna oblačila; na rokavih imejte zapete
gumbe.
• Med vrtanjem obdelovanca ne držite v rokah. Vedno
uporabljajte primež ali drugo podobno orodje za
pritrjevanje.
• Obdelovanec in orodje za pritrjevanje ščitite na
delovni površini tako, da preprečite možen zastoj teh
stvari v orodje. Obdelovanec in orodje pritrdite s
pomočjo vijakov ali pa jih pripnite k primežu, ki je
pritrjen na mizi.
• Preverite ali je ročaj vrtalnika dobro pritrjen.
• Preverite ali je odprtina za kable v redu.
• Za odstranjevanje trsk in odpadkov uporabljajte
ročne krtače, krtače, gumaste krpe, odstranjevalce
za trske ali podobne pripomočke.
• Če orodje deluje, ga nikoli ne čistite in ne mažite.
• Klinasti jermeni na bodo vedno pokriti (da ne bi
poškodovali vaših rok).
• S pomočjo izvijača privijte le zobat obroč opornika
vrtalnika.
• Izvijača vrtalnika nikoli ne puščajte v oporniku.
Preden boste napravo zagnali, se prepričajte, da je bil
ključ resnično odstranjen!
Napetost | 230 V
Frekvenca napetosti | 50 Hz
Hitrost vrtljajev pri | 450 W
neobremenjeni napravi | 220-2500/min
Število hitrosti | 12 (R)
Storilnost svedra/vrsta |
stožčaste oblike | 16 mm / MC-2
Teža | 60 kg
Lpa (nivo hrupa) | 63.4 dB(A)
Lwa (emisija hrupa pri |
obremenitvi) | 76.4 dB(A)
Vrednost vibracije | < 0,757 m/s
2
Ferm 47
• No deje la llave de piñón nunca en el portabroca.
Mire antes de poner en marcha la máquina que haya
ha quitado realmente la llave.
• Nunca utilice brocas que tengan la caña dañada.
• La taladro de columna no es apta para el fresado.
• Si el cable de la corriente está roto, cámbielo
únicamente por otro cable de similares
características.
DESCONECTAR INMEDIATAMENTE EL
APARATO EN CASE DE:
• Fallo en el enchufe, en el cable o avería del cable.
• Interruptor averiado.
• Humo o mal humor de material aislante quemado.
SEGURIDAD ELÉCTRICA
Controle que la tensión de la red sea la misma que la que
aparece indicada en la placa.
La máquina está provista de un interruptor de
desconexión. En caso de que la corriente sea
interrumpida por razones de seguridad, la máquina no
empezará a funcionar automáticamente, es decir, la
máquina deberá ser activada de nuevo.
Recambio de cables y enchufes
Cuando cambie los cables y enchufes viejos por nuevos,
deseche los viejos ya que es muy peligroso conectar un
enchufe cuyo cable está suelto.
Uso de cables de extensión
Utilice siempre cables de extensión autorizados que
sean aptos para la potencia del aparato. Los hilos deben
tener un diámetro de 1,5 mm
2
. Cuando el cable de
extensión esté en un carrete, desenrolle el cable
completamente.
3. MONTAJE
Fig.B
• Coloque la base (12) en un lugar adecuado.
• Ajuste la columna (11) a la base mediante los
tornillos que se incluyen en la entrega.
• Introduzca el soporte de la mesa (7) y la mesa en la
columna. Mediante la palanca de bloqueo fije la mesa
en la posición deseada.
• Ahora monte el cabezal y fíjelo mediante los pernos
de retención.
• Puesto que el husillo sale lubrificado de fábrica, se
recomienda mantener en marcha la máquina unos 15
minutos en la velocidad inferior.
El interior del husillo deberá ser totalmente
desengrasado antes de introducir la broca con
lengüeta en el husillo.
INSTALACIÓN DE LA TALADRO DE
COLUMNA PARA BANCO
Monte la taladro de columna sobre suelo firme antes de
ponerla en marcha. La base(12) está provista de agujeros
de perforación destinados a ese fin. Fije, por lo tanto, la
base al suelo mediante tornillos.
En caso de que la taladro de columna se monte sobre una
plancha de madera, deberán utilizarse arandelas grandes
en la parte opuesta para que así los pernos no sean
presionados contra la madera ni la taladro de columna
pueda soltarse.
Apriete los tornillos lo máximo posible procurando
evitar siempre que la base sufra una presión
excesiva y se deforme. En caso de que hubiera una presión
excesiva existe la posibilidad de que la base sufriera roturas.
REGULACIÓN DE LAS REVOLUCIONES DEL
HUSILLO
Fig.C
Para modificar el número de revoluciones del husillo,
cambie de posición la correa trapezoidal en el
mecanismo de transmisión. En cualquier caso
desconecte la taladro de columna y saque la clavija del
enchufe. Para cambiar la posición de la correa
trapezoidal haga lo siguiente:
• Antes de abrir la tapa de la transmisión(14) saque la
clavija del enchufe.
• Desenrosque el tornillo de fijación (4) y mueva el
motor hacia el cabezal, con lo cual se soltará la correa
trapezoidal.
• Coloque la correa trapezoidal en la parte interior del
cabezal.
• Tense la correa de nuevo presionando hacia atrás la
tapa del motor (15). A continuación fije el tensor de
correa con el tornillo de fijación (4).
• Cierre el cabezal y conecte la clavija en el enchufe. La
máquina está a punto para su uso
Mantenga la tapa del cabezal cerrada siempre
que la máquina esté en marcha.
Fig.C + D
Una vez que haya colocado la correa, deberá volver a
tensarla mediante la tapa del motor (15) y el tornillo de
fijación (4). Se entenderá que la tensión de la correa es la
correcta cuando sea posible apretar la correa
aproximadamente 1 cm. El motor conectado a la polea
deberá estar alineado correctamente en posición
horizontal para prevenir de esta manera el desgaste
prematuro o la rotura de la correa trapezoidal. A este
efecto, una vez se haya desenroscado el tornillo con
hexágono interior, se ajustará la polea del motor al eje
del motor.
REVOLUCION DEL HUSILLO
Fig.E
Pos. correa trapezoidal / No revoluciones min.
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
En el siguiente esquema se ilustran las diferentes
combinaciones de la correa posibles, así como del
número de revoluciones del husillo.
18 Ferm

HUSILLOS LENGÜETA DEL HUSILLO
Todas las partes que se encuentran descubiertas están
provistas de una capa protectora de esmalte antioxidante.
Dicha capa protectora es fácilmente eliminable aplicando
cualquier tipo de disolvente ecológico. Compruebe la
tensión de la correa trapezoidal antes de enchufar la
máquina a la corriente. La parte interior del husillo deberá
desengrasarse completamente utilizando para ello
cualquier tipo de disolvente ecológico. Haga lo mismo con
la lengüeta del husillo ya que sólo de esta manera podrá
conseguirse una correcta transmisión.
4. MANEJO, RECOMENDACIONES
TOPE DE PROFUNDIDAD
Fig.F
El husillo está provisto de un tope de profundidad, el cual
puede ser regulado mediante una tuerca. En la escala
graduada puede leerse la profundidad del taladrado.
FIJACIÓN DE LA BROCA
Fig.G
En el portabrocas de la taladro de columna para banco se
pueden acoplar brocas u otras herramientas de caña
cilíndrica. El par motor se transmite a través de la fuerza de
torsión de las tres garras a la broca. Mediante la llave de
piñón se deberá fijar la broca para así evitar que la broca baile.
En tal caso se formaría una rebaba en la caña que impediría
fijar la broca en el centro. Elimine las rebabas producidas de
esta manera limándolas.
FIJACIÓN DE LA PIEZA
Fig.H
Tanto la mesa como la base de la taladro de columna
para banco están provistas de pernos que sirven para
fijar cualquier tipo de útil de fijación. Inmovilice la pieza
con la mordaza o cualquier otro tipo de útil de fijación.
De esta manera se evitarán accidentes además de
aumentar la precisión del taladrado.
REGULACIÓN DE LA MESA
Fig.I
La mesa está sujeta a la columna aunque es posible
regular la altura si se afloja la palanca de bloqueo. Regule
la mesa de tal manera que quede una distancia mínima
entre la parte superior de la pieza y la punta de la broca.
También es posible girar la mesa hacia un lado cuando se
quiera fijar la pieza directamente a la base.
Fig.J
Cuando se desee taladrar piezas oblicuamente o taladrar
una pieza con una base de apoyo inclinada se puede
inclinar la mesa. Desafloje para ello el tornillo hexagonal
(20) en el centro de giro de la mesa y quite el anillo
central (21). Incline la mesa en la posición deseada
apretando seguidamente de nuevo el tornillo hexagonal
(20) con una llave fija.
NÚMERO DE REVOLUCIONES,VELOCIDAD
DE ROTACIÓN, AVANCE
El avance, es decir, el movimiento de accionamiento del
taladrado, se realiza manualmente mediante una palanca
de tres brazos.
La velocidad de rotación viene determinada por el
número de revoluciones del husillo así como del
diámetro de la broca. La correcta elección del avance y
del número de revoluciones son factores decisivos para
la vida útil de la taladro de columna. Por norma general,
cuanto mayor es el diámetro de broca, menor será el
número necesario de revoluciones, del mismo modo,
cuanto más dura es la pieza, mayor será también la
presión de corte necesaria. Para evitar que la broca se
sobrecaliente, será necesario reducir simultáneamente
la velocidad de rotación y el avance. Será necesario
además enfriar la broca con lubricante de corte. Cuando
se vaya a efectuar grandes agujeros en placas finas, se
procurará reducir la distancia de avance y la presión de
corte para que así el taladrado sea preciso y la broca no
corte. En la realización de agujeros hondos (superiores a
dos veces el diámetro de la broca) es más difícil la
retirada de las virutas a la vez que aumenta el
calentamiento de la broca. Reduzca por esa razón la
distancia de avance así como el número de revoluciones
procurando retirar con regularidad la broca para facilitar
así la retirada de virutas. Para realizar agujeros de
diámetro mayor a los 8 mm, se deberá taladrar el agujero
previamente para prevenir así el desgaste prematuro de
la broca - del cuerpo de la broca - y la sobrecarga de la
punta de la broca.
5. MANTENIMIENTO
Antes de cualquier trabajo de mantenimiento o
limpieza saque siempre el enchufe de la caja de
corriente (enchufe de pared). No utilice nunca agua u otros
líquidos para limpiar las partes eléctricas de su pulidora.
Antes de proceder a efectuar cualquier tarea de
mantenimiento en el mecanismo interior, asegúrese de
que el aparato no está enchufado. Los aparatos de Ferm
han sido diseñados para funcionar correctamente
durante un largo periodo de tiempo necesitando un
mantenimiento mínimo. Manteniendo limpio el aparato
y usándolo correctamente, conseguirá alargar la vida útil
de los aparatos.
LIMPIEZA
Limpie regularmente el aparato con un paño,
preferentemente después de cada uso. Asegúrese de
que las rejillas de ventilación no posean partículas de
polvo ni suciedad. Si hubiera suciedad incrustada, utilice
un paño humedecido con agua y jabón. No utilice jamás
materiales disolventes tales como gasolina, alcohol,
amoniaco, etc. Dichos productos podrían dañar el
plástico de diferentes piezas del aparato.
ENGRASADO
El aparato no necesita ser engrasado.
AVERÍAS
Si se presenta una avería, por ejemplo, por el desgaste de
una pieza, póngase en contacto con el proveedor de
servicios indicado en la tarjeta de garantía. En el dorso de
este manual encontrará un amplio resumen de las partes
de recambio que se pueden ordenar.
Ferm 19
Pro hloubkové vrtání (otvory více jak dvakrát tak
hluboké než je průměr vrtáku) je odstraňování pilin
obtížnější a teplota vrtáku je vyšší. Proto je třeba snížit
velikost posuvu a zajistit lepší odstraňování pilin
pravidelným vytahování vrtáku zpět z otvoru. Pro vrtání
širších otvorů s průměrem větším než 8 mm je zapotřebí
otvor nejprve předvrtat a tím způsobem se dá zabránit
předčasnému opotřebování vrtáku. Vrtná plocha se tím
značně sníží a tak špička vrtáku není příliš zatížena.
5. ÚDRŽBA
Ujistěte se, že přístroj není zapnutý a je odpojen od
sítě, jestliže provádíte údržbu motoru. Při provádní
údržby motoru dbejte vždy na to, aby přístroj nebyl
pod naptím.
Přístroje značky Ferm jsou konstruovány pro
dlouhodobé používání při minimální údržbě. Budou
fungovat bez problémů, pokud se jim bude věnovat
náležitá péče a pokud budou pravidelně čištěny.
IATNÍ
Kryt přístroje pravidelně čistěte měkkým hadříkem
(nejlépe po každém použití). Odstraňujte prach a špínu z
otvorů ventilace. Pokud se apínu nepodaří odstranit,
použijte měkký hadřík namočený v mýdlové vodě.
Zásadně nepoužívejte rozpouaštděla, jako jsou benzin,
alkohol, čpavek apod. Tato rozpouštědla by mohla
poškodit umlěohmotné součásti přístroje.
MAZÁNÍ
Přístroj nevyžaduje žádné dodatečné mazání.
ZÁVADY
Vznikne-li závada na některé součástce, například vlivem
opotřebení, kontaktujte prosím servisní adresu
uvedenou na záruční kartě. Na zadní straně návodu
naleznete schematický nákres, které součástky lze
objednat.
ŽIVOTNĺ PROSTŘEDÍ
Přístroj je dodáván v odolném balení, které zabraňuje
jeho poškození během přepravy. Většinu z materiálů,
které jsou na balení použity, lze recyklovat. Zbavujte se
jich proto pouze na místech určených pro odpad
příslušných látek. Přístroje, které nepotřebujete,
odneste k nejbližšímu zástupci firmy Ferm ve vašem
okolí. Zde dojde k jejich likvidaci v souladu se zásadami
ochrany životního prostředí.
ZÁRUKA
Záruka je poskytována za podmínek, jež najdete na
samostatném záručním listu, který je přiložen k výrobku.
Na vlastní odpovědnost vyhlašujeme, že tento výrobek
je ve shodě s následujícími normami a normovanými
dokumenty.
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
v souladu se směrnicemi:
98/37/EEC, 73/23/EEC, 89/336/EEC
dne 01-06-2005
ZWOLLE NL
W. Kamphof
Oddělení kvality
CE
ı
PROHLÁŠENÍ O SPLNĚNÍ NOREM
(
CZ
)
46 Ferm

Upevňovací šrouby mohou být utahovány do té doby,
dokud se základová deska tlakem nedeformuje. Je-li
napětí příliš vysoké, je zde nebezpečí jejího prasknutí.
NASTAVENÍ POČTU OTÁČEK HŘÍDELE
VRTAČKY
Obr. C
Různé počty otáček hřídele vrtačky se mohou nastavit
posunutím klínového řemenu řemenového náhonu.
Přístroj je chráněn bezpečnostním vypínačem tak, aby se
přístroj automaticky vypnul, je-li otevřen jeho kryt.
Klínový řemen se posune následujícím způsobem:
• Odejměte kryt klínového řemenu (14) uvolněním
šroubu na jeho pravé straně.
• Uvolněte upevňovací šroub (4) a posuňte motor ve
směru hlavice přístroje a tím uvolněte klínový řemen.
• Posuňte klínový řemen podle popisu na vnitřní části
jeho krytu.
• Klínový řemen opět napněte posunutím desky
motoru (15) zpět. Nastavení napětí opět zajistěte
dotažením upevňovacího knoflíku (4).
• Kryt klínového řemenu opět nasaďte a přístroj tak
bude připraven k použití.
Kryt klínového řemenu mějte při používání
přístroje vždy nasazený.
Obr. C + D
Estliže jste klínový řemen posunuli, pak jej musíte opět
utáhnout pomocí desku motoru (17) s upevňovacím
knoflíkem (18). Napětí klínového řemenu je správné,
jestliže může být prohnut o přibližně 1 cm. Kladka
motoru musí být nastavena vodorovně tak, aby se
zabránilo brzkému opotřebení a uvolnění klínového
řemenu. Za tímto účelem se může kladka motoru
pohybovat podél jeho osy po uvolnění šroubu s vnitřním
šestihranem na imbusový klíč.
RYCHLOSTI HŘÍDELE
Obr. E
Poloha klínového řemene / Otáčky za minutu
1) A-4 / 220 5) B-3 / 520 9) D-3 / 1300
2) A-3 / 330 6) C-4 / 560 10) C-1 / 1630
3) B-4 / 350 7) B-1 / 1050 11) D-2 / 1800
4) A-2 / 450 8) C-2 / 1130 12) D-1 / 2500
Počet otáček hřídele v kombinaci s nastavením
klínového řemenu je znázorněn na obrázku a v tabulce.
HŘÍDEL VRTAČKY A KOLÍK HLAVICE
VRTAČKY
Všechny volné části přístroje jsou dodávány s ochrannou
lakovou vrstvou, která zabraňuje tvorbě rzi. Tato
ochranná laková vrstva se dá snadno odstranit běžnými
ekologicky šetrnými rozpouštědly. Vyzkoušejte napětí
klínového řemenu dříve než zapojíte přístroj do
elektrické sítě. Vnitřek hřídele vrtačky musí být úplně
zbaven maziva. Pro tento účel použijte ekologicky šetrná
rozpouštědla. Analogicky postupujte s kolíkem hlavice
vrtačky. Správný převod momentu motoru může být
dosažen pouze tímto způsobem.
4. POUŽITÍ, NÁVODY A TIPY
ZARÁŽKA VRTNÉ HLOUBKY
Obr. F
Hřídel vrtačky je opatřen zarážkou vrtné hloubky, která
může být nastavena maticí. Vrtná hloubka je uvedena na
členěné stupnici.
UCHYCENÍ VRTAČKY
Obr. G
Do sklíčidla hlavice stolní vrtačky mohou být upevněny
vrtáky i další nástroje s válcovým úchytem. Rotační
moment je přenášen na vrták prostřednictvím napětí tří
čelistí sklíčidla. Aby vrták nevyklouzl z čelistí, musí být
upevněn klíčem na ozubeném prstenci. Jestliže vrták
vyklouzne z čelistí, pak se na jeho úchytu objeví slabé
zdrsnění, které zabraňuje přesnému vystředěnému
nastavení. V každém případě tedy musíme toto zdrsnění
odstranit zabroušením.
UPEVNĚNÍ OPRACOVÁVANÉHO
PŘEDMĚTU
Obr. H
Stolek vrtačky a základová deska vrtačky jsou vybaveny
drážkami pro připevnění příchytek. Opracovávaný
předmět vždy připevněte do svěráku nebo jinými
příchytkami. Tímto způsobem se vyvarujete nehod a
dokonce tak zvýšíte přesnost vrtání, neboť předmět je
dobře zajištěn.
NASTAVENÍ STOLKU
Obr. I
Stolek vrtačky je připevněn k stojanu vrtačky a jeho
výška může být nastavena po uvolnění upevňovací
rukojeti. Nastavte stolek takovým způsobem, aby
zůstalo ještě dost prostoru mezi vrškem
opracovávaného předmětu a špičkou vrtáku. Stolek
vrtačky také můžete vytočit do strany, jestliže chcete
upevnit předmět přímo na základovou desku. Pro vrtání
ve sklonu a se skloněnou podporou opracovávaného
předmětu můžete stolek vrtačky také natočit.
Obr. J
Za tímto účelem uvolněte šestihranný šroub (20) na
čepu (21) stolku a odstraňte vystředění. Natočte stolek
(19) do žádané polohy. Potom řádně dotáhněte
šestihranný šroub pomocí klíče.
POČET OTÁČEK, ROTAČNÍ OBVODOVÁ
RYCHLOST, POSUV
Posuv – dopředný pohybu vrtáku – se dá ručně nastavit
tříramennou páčkou vrtačky. Rotační obvodová
rychlost se určuje počtem otáček hřídele vrtačky a
průměrem vrtáku.Správný výběr posuvu a počtu otáček
jsou rozhodujícími faktory, které mají vliv na životnost
vrtáku. Jako základní vodítko můžeme použít následující
pravidlo: větší průměr vrtáku vyžaduje menší počet
otáček; při větší pevnosti opracovávaného předmětu se
musí použít větší přítlak. Abychom v tomto případě
zabránili přehřívání, posuv a rotační obvodová rychlost
musí být v tomto případě sníženy. Navíc, vrták musí být
ochlazován vrtným olejem. Velké otvory do tenkých
desek musí být vrtány velmi pečlivě s malým posuvem a
malým přítlakem, abychom získali přesný výsledek a
tedy, aby otvor měl správnou velikost.
Ferm 45
USO ECOLÓGICO
Para prevenir los daños durante el transporte, el aparato
ha sido embalado. Dicho embalaje está hecho, en la
medida de lo posible, de material reciclable. Le rogamos,
por lo tanto, que recicle dicho material. Cuando vaya a
reemplazar un aparato viejo por uno nuevo, deposite su
aparato viejo en su distribuidor Ferm, el cual se
encargará de reciclarlo.
GARANTÍA
Lea atentamente las condiciones de garantía indicadas en
la tarjeta de garantía que aparece en este manual de
instrucciones.
Declaramos bajo nuestra sola responsabilidad que
este producto está en conformidad con las normas
o documentos normalizados siguientes
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
de acuerdo con las directivas:
98/37/EEC, 73/23/EEC, 89/336/EEC
del 01-07-2004
ZWOLLE NL
W. Kamphof
Departamento de calidad
FURADOR DE BANCADA
OS NÚMEROS NO TEXTO A SEGUIR
CORRESPONDEM À FIGURA NA PAGINA 2
Cuidado! Para a sua própria segurança, leia
atentamente estas instruções antes de utilizar a
máquina.
CONTEÚDOS
1. Informações da máquina
2. Instruções de segurança
3. Montagem
4. Operação, indicações e conselhos
5. Manutenção
1. INFORMAÇÕES DA MÁQUINA
ESPECIFCAÇÕES TÉCNICAS
INFORMAÇÃO SOBRE O PRODUTO
Fig. A
1. Interruptor liga/desliga
2. Medidor de profundidade da broca
3. Protecção
4. Motor
5. Alavanca de manejo da broca
6. Ajuste da mesa
Em primeiro lugar verifique se durante o transporte a
máquina não foi danificada e se todas as peças estão em
anexo.
2. INSTRUÇÕES DE SEGURANÇA
No presente manual são utilizados os seguintes
símbolos:
CE em conformidade com as normas de segurança
europeias aplicáveis
Perigo de ferimentos ou danos no material.
Indica o perigo de choque eléctrico.
Voltagem | 230 V
Frequência | 50 Hz
Potência de entrada | 450 W
Rotações no vazio | 220-2500/min
Número de velocidades | 12 (R)
Capacidade do mandril |
/Morse Cónico | 16 mm / MC-2
Peso | 60 kg
Lpa (nível de pressão acústica) | 63.4 dB(A)
Lwa (nível de potência acústica) | 76.4 dB(A)
Valor de vibração | < 0,757 m/s
2
CE
ı
DÉCLARACION DE CONFORMIDAD
(
E
)
20 Ferm
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
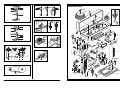 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































Ferm TDM1008 Manuel utilisateur
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
- italiano: Ferm TDM1008 Manuale utente
- English: Ferm TDM1008 User manual
- Deutsch: Ferm TDM1008 Benutzerhandbuch
- português: Ferm TDM1008 Manual do usuário
- slovenčina: Ferm TDM1008 Používateľská príručka
- dansk: Ferm TDM1008 Brugermanual
- polski: Ferm TDM1008 Instrukcja obsługi
- svenska: Ferm TDM1008 Användarmanual
Documents connexes
-
Ferm TDM1006 - FPTB 16 Le manuel du propriétaire
-
-
-
-
-
-
-
-
-