Cebora BRAVO SYNERGIC MIG Serie Manuel utilisateur
- Taper
- Manuel utilisateur

05/03/10
3.300.869/G
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO PAG. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE PAGE 8
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE SEITE.14
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL PAGE 21
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO PAG. 27
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO PAG. 34
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE SIVU.40
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING SIDE.46
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE PAG.52
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS SID.59
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.65
PL -INSTRUKCJA MANUALNA DLA SPAWAREK MIG/MAG Storna.72
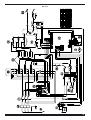
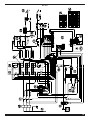
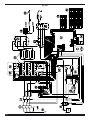
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Części zamienne i schematy elektryczne
Pagg. Seiten sel.: 80÷94
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...

21
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE
POUR DES OPÉRATIONS DE SOUDURE.
POUR LES DIMENSIONS ET LE POIDS DE CE POSTE À
SOUDER, CONSULTER LE CATALOGUE SPÉCIFIQUE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous, liés
aux opérations de soudure. Pour des informations plus
détaillées, demander le manuel code 3.300.758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous tension
ou les électrodes avec la peau nue, les gants ou les vête-
ments mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate et
utiliser des aspirateurs dans la zone de l’arc afin d’é-
viter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la
peau.
· Protéger les yeux à l’aide de masques de soudure
dotés de lentilles filtrantes et le corps au moyen de
vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adéquats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incendies et
brûler la peau; s’assurer donc qu’il n’y a aucune
matière inflammable dans les parages et utiliser des
vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dange-
reux.
· Le courant électrique traversant n'importe
quel conducteur produit des champs électro-
magnétiques (EMF). Le courant de soudure ou
de découpe produisent des champs électro-
magnétiques autour des câbles ou des géné-
rateurs.
• Les champs magnétiques provoqués par des courants éle-
vés peuvent interférer avec le fonctionnement des stimula-
teurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de sou-
dage à l’arc, découpe, décriquage ou soudage par points, les
porteurs d’appareils électroniques vitaux (stimulateurs car-
diaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de soudure
ou de découpe peut produire des effets inconnus sur la
santé.
Pour reduire les risques provoqués par l'exposition aux
champs électromagnétiques chaque opérateur doit suivre
les procédures suivantes:
- Vérifier que le câble de masse et de la pince porte-
électrode ou de la torche restent disposés côte à côte.
Si possible, il faut les fixer ensemble avec du ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble de
la pince porte-électrode ou de la torche. Si le câble de
masse se trouve à droite de l'opérateur, le câble de la
pince porte-électrode ou de la torche doit être égale
ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de
découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10(Cl. A) et
ne doit être utilisée que pour des buts professionnels
dans un milieu industriel. En fait, il peut y avoir des diffi-
cultés potentielles dans l’assurance de la compatibilité
électromagnétique dans un milieu différent de celui
industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL

22
2 DESCRIPTION GENERALE
2.1 SPECIFICATIONS
Ce manuel a été préparé dans le but d'instruire le personnel
préposé à l'installation, au fonctionnement et à l'entretien du
poste à souder.
Cette machine est une source de tension constante indiquée
pour la soudure MIG/MAG et OPEN-ARC.
Contrôler, à la réception, qu'il n'y a pas de parties cassées
ou bien abîmées.
Toute réclamation pour pertes ou dommages doit être
faite par l'acheteur au transporteur. Chaque fois qu'on
demande des renseignements concernant le poste à
souder, prions d'indiquer l'article et le numéro matricule.
2.2 EXPLICATION DES DONNEES TECHNIQUES
IEC60974.1 Le poste à souder est construit selon ces
IEC60974.10 normes.
N°. Numéro matricule à citer toujours pour
toute question concernant le poste à souder.
Transformateur - redresseur monophasé
Transformateur-redresseur triphasé.
Caractéristique plate.
MIG/MAG. Indiqué pour la soudure à fil continu.
I2 max Courant de soudure non conventionnel.
La valeur représente la limite maximale
pouvant être obtenue en soudure.
U0. Tension à vide secondaire
X. Facteur de marche en pour cent.
Le facteur de marche exprime le pour-
centage de 10 minutes pendant lesquel
les le poste à souder peut opérer à un
certain courant sans causer des sur
chauffes.
I2. Courant de soudure
U2. Tension secondaire avec courant de sou-
dure I2
U1. Tension nominale d'alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz.
3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz.
I1 max C'est la valeur maximale du courant
absorbé.
I1 eff C'est la valeur maximale du courant effec-
tif absorbé en considérant le facteur de
marche.
IP21C Degré de protection de la carcasse.
Degré 1 en tant que deuxième chiffre
signifie que cette machine ne peut pas
être utilisée à l'extérieur sous la pluie.
La lettre additionnelle C signifie que la
machine est protégée contre l'accès d'un
outil (diamètre 2,5 mm) aux pièces sous
tension du circuit d'alimentation.
Indiquée pour opérer dans des milieux
avec risque accru.
NOTE: En outre le poste à souder a été conçu pour opérer
dans des milieux avec degré de pollution 3. (Voir IEC664).
S
2.3 PROTECTION THERMIQUE
Cette machine est protégée par un thermostat empêchant le
fonctionnement de la machine au dépassement des tempé-
ratures admises. Dans ces conditions, le ventilateur continue
à fonctionner et la lampe F s'allume.
3 INSTALLATION
• L'installation de la machine doit être exécutée par du per-
sonnel qualifié.
• Tous les raccordements doivent être exécutés conformé-
ment aux normes en vigueur et dans le plein respect de la loi
de prévention des accidents.
Contrôler que la tension d'alimentation correspond à la
valeur indiquée sur le câble réseau. Si pas déjà montée,
brancher une prise de capacité suffisante sur le cordon d'ali-
mentation en s'assurant que le conducteur vert/jaune est
relié à la borne de terre.
La capacité de l'interrupteur magnétothermique ou des
fusibles, en série à l'alimentation, doit être égale au courant
I1 absorbé par la machine.
3.1 PLACEMENT
Monter la poignée, les roues arrières et les deux appuis-bou-
teille.
La poignée ne doit pas être utilisée pour soulever la
machine.
Placer le poste à souder dans un milieu ventilé.
Poussière, saleté ou toute autre chose étrangère pouvant
entrer dans le poste à souder peuvent en compromettre la
ventilation et donc son fonctionnement.
Par rapport au milieu et aux conditions d'emploi, il faut donc
veiller à maintenir propres les pièces internes. Le nettoyage
doit se faire par un jet d'air sec et propre en prêtant attention
à ne pas endommager la machine.
Avant d'opérer à l'intérieur du poste à souder, s'assurer que
la fiche est débranchée de l'alimentation.
Toute opération à l'intérieur du poste à souder doit être
exécutée par du personnel qualifié.
fig. 1

23
3.2 RACCORDEMENTS INTERNES
Toute opération à l'intérieur du poste à souder doit être
exécutée par du personnel qualifié.
• Avant d'opérer à l'intérieur du poste à souder, s'assurer
que la fiche de la machine est débranchée du réseau d'ali-
mentation.
• Après l'essai final, le poste à souder est branché à la
tension indiquée sur le cordon d'alimentation.
• Pour varier la tension d'alimentation, enlever le pan-
neau latéral droit et ranger les raccordements de la
plaque à bornes comme indiqué dans la figure.
La tension d'alimentation, sur les générateurs mono-
phasés, ne peut pas être modifiée.
• Ne pas utiliser le poste à souder sans le couvercle ou les
panneaux latéraux pour d'évidentes raisons de sécurité et
afin de pas altérer les conditions de refroidissement des
composants internes.
• Appliquer au cordon d'alimentation une fiche adéquate au
courant absorbé.
• Raccorder le conducteur vert/jaune du câble de réseau de
la machine à une bonne prise de terre.
3.3 RACCORDEMENTS EXTERNES
3.3.1 Raccordement de la pince de masse.
• Brancher la borne du câble de masse sur la prise du poste
à souder et raccorder la borne de masse à la pièce à souder.
3.3.2 Positionnement de la bouteille et raccordement du
tuyau gaz
•Positionner la bouteille sur le porte-bouteille du poste à
souder en la fixant, au moyen des sangles fournies, au pan-
neau arrière de la machine.
• La bouteille ne doit pas avoir une hauteur supérieure à
1,65m (Art. 576-577-579-581-583) et 1m (Art. 572-573)
afin de ne pas créer de conditions de danger.
• Vérifier périodiquement l'état d'usure des sangles et, si
nécessaire, les remplacer.
• La bouteille doit être équipée d'un détendeur de pression
complet de débitmètre.
• Raccorder le tuyau gaz sortant du panneau arrière de la
machine au détendeur de pression uniquement après avoir
positionné la bouteille.
• Régler le débit du gaz à environ 10/12 litres/minute.
4 DESCRIPTION COMMANDES
4.1 COMMANDES SUR LE PANNEAU AVANT DE LA
MACHINE.
A- Touche de sélection.
En appuyant sur cette touche, les voyants B,
C, D et E s'allument en séquence.
A l'intérieur du sous-menu activé par les 2
touches Q et R, sélectionner les fonctions d'accostage,
variation de la vitesse du moteur du PULL 2003 et post-gaz.
B- Voyant vert ( PROGRAM ).
Signale que le display S affiche le numéro de
programme en usage.
Pour connaître à quel diamètre, type de fil et gaz
correspond le numéro de programme affiché, il suffit de lire
l'instruction située à l'intérieur du panneau latéral mobile.
L'indication sur le display S est toujours précédée par la lettre P
.
C- Voyant vert.
Signale que le display S affiche le temps de
pointage ou de travail. La durée de ce temps
peut être réglée de 0,3 à 5 secondes. Si le
temps est réglé à 0, la fonction est désactivée. La fonction
n'est active qu'en cours de soudure.
La valeur indiquée sur le display S est toujours précédée par
la lettre t.
D- Voyant vert.
Signale que le display S affiche le temps de
pause entre un trait de soudure et l'autre. La
durée de ce temps peut être réglée de 0,3 à 5
secondes. Si le temps est réglé à 0, la fonction est désac-
tivée. La fonction n'est active que si le temps de soudure est
divers de 0 et qu'en cours de soudure. La valeur indiquée sur
le display S est toujours précédée par la lettre t.
E- Voyant vert (Burn-Back).
Signale que le display S affiche le temps pen-
dant lequel le fil sort de la torche de soudure
après le relâchement du bouton par l'opéra-
teur. Ce temps peut varier de 10 à 400 millisecondes. La
valeur indiquée sur le display S est toujours précédée par la
lettre t.
F- Voyant jaune.
S'allume lorsque le thermostat arrête le fonc-
tionnement du poste à souder.
G- Voyant vert ( PULSAR ).
S'allume et s'éteint par intermittence lorsque
le connecteur de la torche PULL 2003 ou du
SPOOL- GUN est relié au connecteur I.
H- Fixation centralisée.
Pour le raccordement de la torche de soudure.
I- Connecteur 10 pôles.
Pour le raccordement du connecteur volant à 10 pôles de la
torche PULL 2003 ou du SPOOL- GUN.
PROGRAM
PULSAR
fig. 2

24
L-M Prises de masse.
Pour le raccordement du câble de masse. ( Certaines ver-
sions ont une seule prise de masse ).
N- Commutateur.
Met en marche ou arrête la machine et sélectionne les
plages de la tension de soudure.
O- Commutateur.
Règle finement la tension de soudure à l'intérieur de la plage
choisie précédemment à l'aide du commutateur N.
P- Bouton de réglage
Règle la vitesse du fil et est actif seulement losqu'on utilise
la torche de soudure standard et non pas avec la torche
PULL 2003 ou le SPOOL- GUN.
Lorsqu'on utilise le programme 00, varie la vitesse du fil de
soudure de 0 à 20 mètres/minute.
Lorsqu'on utilise un programme synergique quelconque,
l'aiguille du bouton doit être placée sur l'inscription
SYNERGIC. En choisissant un programme synergique, le
display S indique le courant défini par le programme choi-
si. Ce courant correspond à une vitesse; pour la modifier,
il suffit de tourner le bouton en sens horaire pour l'aug-
menter ou bien en sens anti-horaire pour la réduire. Sur le
display S les changements de vitesse de fil sont toujours
indiqués par une variation du courant.
Q et R- Touches.
• Lorsque le voyant B est allumé, le display
S indique le numéro de programme sélec-
tionné par les 2 touches; terminée la sélec-
tion, le voyant reste allumé pendant 5 secondes encore et
puis s'éteint.
• Lorsque le voyant C est allumé, le display S indique le
temps sélectionné par les 2 touches; terminée la sélection,
le voyant reste allumé pendant 5 secondes encore et puis
s'éteint.
• Lorsque le voyant D est allumé, le display S indique le
temps sélectionné par les 2 touches; terminée la sélection,
le voyant reste allumé pendant 5 secondes encore et puis
s'éteint.
• Lorsque le voyant E est allumé, le display S indique le
temps sélectionné par les 2 touches; terminée la sélection,
le voyant reste allumé pendant 5 secondes encore et puis
s'éteint.
• Lorsque les voyants B, C, D, E sont éteints et on se trou-
ve à l'intérieur d'un programme synergique quelconque, en
appuyant sur l'une des 2 touches, le display S indique alter-
nativement le courant défini ou l'épaisseur conseillée en mil-
limètres.
Au moyen des 2 commutateurs N et O il sera possible de
voir sur le display S l'augmentation ou la diminution instan-
tanée de la valeur sélectionnée; cette fonction est particuliè-
rement utile lorsqu'on désire connaître avant le début de la
soudure la valeur du courant ou de l'épaisseur.
• En appuyant en même temps sur les 2 touches pendant
au moins 5 secondes, il sera possible d'entrer dans le sous-
menu où il y a 3 fonctions sélectionnables à l'aide de la
touche A:
1- Accostage (vitesse).
Modifie la vitesse du fil par rapport à celle établie; reste
active pendant un temps réglé par la fonction d’accosta-
1
2
3
4
7
8
9
10
5
6
A
SYNERGIC
PROGRAM
PULSAR
2
1
0
1
2
3
5
6
4
S
IP 21C
Nº
/-/
A
VV
A
EN 50199-IEC 60974-1
U
0
V
U
1
V
U
1
V
I
1max=
A
I
1eff=
A
I
1max
=A
I
1eff
=A
X 40% 60% 100%
I
2A A A
I
2max. A
=
U
2V V V
~
50/60Hz
MADE IN ITALY
V
MIG-MAG
BRAVOBRAVOB
SYNERGICSYNERGIC
fig.3
C
BQ
S
R
A
P
G
N
O
M
L
D
E
F
H
I
C
BQ
S
R
A
P
G
N
D
E
F
H
I
L

25
ge (temps).
La vitesse peut être variée au moyen des 2 touches Q et R
de 10% à 150% au maximum de la vitesse de soudure éta-
blie. Cette fonction, associée à la fonction d’accostage
(temps), sert à améliorer l’allumage de l’arc. La valeur indi-
quée sur le display S est précédée par la lettre (A).
1- Vitesse établie sur le moteur du PULL 2003.
Au moyen des 2 touches Q et R, la vitesse du PULL 2003
varie de - 9 à + 9 par rapport à la valeur établie. Cette
fonction permet d’optimiser l’avance du fil tout en met-
tant le moteur d’entraînement fil du poste à souder au pas
de celui du PULL 2003. La valeur indiquée sur le display
S est précédée par la lettre (H).
1- Post-gaz.
Au moyen des 2 touches Q et R, la sortie du gaz à la fin
de la soudure peut être variée de 0 à 5 secondes. Cette
fonction est particulièrement utile dans la soudure de l’a-
cier inoxydable et de l’aluminium. La valeur indiquée sur
le display S est précédée par la lettre (P).
1- Accostage (temps).
Règle le temps pendant lequel la vitesse d’accostage
reste active. Cette fonction, associée à la fonction d’ac-
costage (vitesse), sert à améliorer l’allumage de l’arc.
Au moyen des 2 touches Q et R, le temps d’accostage
peut être varié de 0 à 1 seconde. La valeur indiquée sur
le display S est précédée par la lettre (d).
1- Mode manuel 2 temps et mode automatique 4 temps.
Au moyen des 2 touches Q et R, on choisit le mode 2
temps ou bien 4 temps.
Si le poste à souder est en mode manuel 2 temps, la sou-
dure débute en appuyant sur le bouton et s’arrête à son
relâchement.
Si le poste à souder est en mode automatique 4 temps,
la soudure débute en appuyant sur le bouton de la torche;
après le début du procédé, le bouton peut être relâché.
Pour arrêter la soudure, appuyer et relâcher de nouveau.
Ce mode convient à des soudures de longue durée où la
pression sur le bouton de la torche pourrait fatiguer l’opé-
rateur. La valeur indiquée sur le display S est précédée
par les symboles (2t et 4t).
S- Display.
En utilisant le programme manuel 00 l'instrument affiche,
avant la soudure, la vitesse du fil en mètres par minute et, en
cours de soudure, le courant.
En utilisant des programmes synergiques, il affiche toujours
le courant. Comme décrit dans les paragraphes précédents,
avant le début de la soudure l'instrument peut afficher: le
programme en usage, le temps de pointage, le temps de
pause, le temps de Burn-Back, l'épaisseur conseillée, la
fonction d'accostage, la fonction de vitesse établie sur le
moteur du PULL 2003 et le temps de post-gaz.
5 SOUDURE
5.1 Mise en oeuvre
Contrôler que le diamètre du fil correspond au diamètre indi-
qué sur le galet d'entraînement fil et que le programme choi-
si est compatible avec la matière et le type de gaz. Utiliser
des galets d'entraînement fil avec gorge en "U" pour les fils
d'aluminium et avec gorge en "V" pour les autres fils.
5.2 LA MACHINE EST PRETE A SOUDER
Lorsqu'on utilise la torche type Pull-2000 ou Spool-Gun,
suivre les instructions ci-dessous.
• Raccorder la borne de masse à la pièce à souder.
• Positionner l'interrupteur N sur 1.
• Enlever la buse gaz.
• Desserrer la buse porte-courant.
• Insérer le fil dans la gaine guide-fil de la torche en s'assu-
rant de l'engager à l'intérieur de la gorge du galet et que le
galet est positionné correctement.
• Appuyer sur le bouton de la torche pour faire avancer le fil
jusqu'à le faire sortir de la torche.
• Attention: garder le visage bien éloigné de la lance ter-
minale lorsque le fil sort.
• Resserrer la buse porte-courant en s'assurant que le
diamètre du trou est égal au fil employé.
• Monter la buse gaz.
5.3 SOUDURE DES ACIERS AU CARBONE SANS PRO-
TECTION GAZEUSE. ( uniq. pour Art. 574 et 575 ).
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 572 et 573 voir figure 4 ).
Pour obtenir des soudures bien raccordées et protégées,
souder toujours de gauche à droite et de haut en bas.
Enlever les laitiers à la fin de chaque soudure.
Le fil fourré à utiliser est notre Art. 1587, Ø 0,9mm.
5.4 SOUDURE DES ACIERS AU CARBONE AVEC PRO-
TECTION GAZEUSE.
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 572 et 573 voir figure 5 ).
Pour souder ces matières il faut:
• Utiliser un gaz de soudure à composition binaire, généra-
lement ARGON + CO2 avec pourcentages d'Argon à partir
de 75%. Avec ce mélange, le cordon de soudure sera bien
raccordé et esthétique.
En utilisant du CO2 pur en tant que gaz de protection, on
Fig.4

aura des cordons étroits, avec plus de pénétration mais en
même temps avec une augmentation remarquable des
projections.
• Utiliser un fil d'apport ayant la même qualité que l'acier à
souder. Il est bien d'utiliser toujours des fils de bonne qualité
et d'éviter de souder avec des fils rouillés pouvant causer
des défauts de soudure.
• Eviter de souder sur des pièces rouillées ou sur des pièces
présentant des taches d'huile ou de graisse
5.5 SOUDURE DES ACIERS INOXYDABLES
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 572 et 573 voir figure 5 ).
La soudure des aciers inoxydables de la série 300 doit être
exécutée avec un gaz de protection ayant une teneur élevée
en Argon, un pourcentage réduit de O2 et 2 % environ de
gaz carbonique CO2.
Ne pas toucher le fil avec les mains. Il est important de gar-
der la zone de soudure toujours bien propre afin de ne pas
polluer le joint à souder.
5.6 SOUDURE DE L'ALUMINIUM
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 572 et 573 voir figure 5 ).
Pour la soudure de l'aluminium, il faut utiliser:
• Argon pur en tant que gaz de protection.
• Un fil d'apport ayant une composition adéquate à la matiè-
re de base à souder.
• Utiliser des meules et des brosseuses spécifiques pour l'a-
luminium sans jamais les utiliser pour d'autres matières.
• Pour la soudure de l'aluminium, il faut utiliser les torches
PULL 2003 Art. 2003 ou SPOOL-GUN Art. 1562 avec la con-
nexion Art. 1196.
6 DEFAUTS EN SOUDURE
1 DEFAUT - Porosités (internes ou externes au cordon)
CAUSES • Fil défectueux (rouillé superficiellement)
• Absence de protection de gaz due à:
- débit de gaz réduit
- débitmètre défectueux
- détendeur givré à cause de l'absence d'un
préchauffeur du gaz de protection de CO2
- électrovanne défectueuse
26
- buse porte-courant bouchée par les
projections
- trous d'écoulement du gaz bouchés
- courants d'air présents dans la zone de
soudure.
2 DEFAUT - Criques de retrait
CAUSES • Fil ou pièce à usiner sales ou rouillés.
• Cordon trop petit.
• Cordon trop concave
• Cordon trop pénétré.
3 DEFAUT - Gravures latérales
CAUSES • Passe trop rapide
• Courant bas et tensions d'arc élevées.
4 DEFAUT - Projections excessives
CAUSES • Tension trop élevée.
• Inductance insuffisante.
• Absence d'un préchauffeur du gaz de
protection de CO2.
7 ENTRETIEN DE L'INSTALLATION
• Buse protection gaz
Cette buse doit être libérée périodiquement des projections
de métal. Si déformée ou ovalisée, la remplacer.
• Buse porte-courant
Seulement un bon contact entre cette buse et le fil assure un
arc stable et un débit de courant optimal; il faut pourtant
observer les règles suivantes:
A) Le trou de la buse porte-courant doit être gardé libre d'im-
puretés ou oxydation.
B) Suite à des longues soudures, les projections s'attachent
plus facilement tout en empêchant la sortie du fil.
Il faut donc nettoyer la buse très souvent et si nécessaire la
remplacer.
C) La buse porte-courant doit être toujours bien vissée sur le
corps de la torche. Les cycles thermiques subis par la tor-
che peuvent provoquer son desserrage avec conséquent
réchauffement du corps de la torche et de la buse et un
avancement inconstant du fil.
• Gaine guide-fil
C'est une pièce très importante devant être contrôlée sou-
vent car le fil peut y déposer de la poudre de cuivre ou des
déchets très fins. La nettoyer périodiquement en même
temps que les passages du gaz en utilisant de l'air com-
primé sec.
Les gaines sont soumises à une usure continue; après une
certaine période, il faut donc les remplacer.
• Groupe motoréducteur
Nettoyer périodiquement l'ensemble des galets d'entraîne-
ment de l'éventuelle rouille ou des résidus métalliques dus
au déroulement des bobines. Le contrôle périodique s'im-
pose à l'entier groupe responsable de l'entraînement du fil:
enrouleur, galets guide-fil, gaine et buse porte-courant.
8 ACCESSOIRES
Art. 2003 Torche Pull 2003 avec commande
UP/DOWN sur la poignée.
Art. 1562 Torche Spool-gun avec potentiomètre sur
la poignée.
Art. 1196.00 Connexion de 6 mètres pour 1562.
Art. 1196.20 Connexion de 12 mètres pour 1562.
fig.5
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
































































































Cebora BRAVO SYNERGIC MIG Serie Manuel utilisateur
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: Cebora BRAVO SYNERGIC MIG Serie Manuale utente
- English: Cebora BRAVO SYNERGIC MIG Serie User manual
- español: Cebora BRAVO SYNERGIC MIG Serie Manual de usuario
- Deutsch: Cebora BRAVO SYNERGIC MIG Serie Benutzerhandbuch
- Nederlands: Cebora BRAVO SYNERGIC MIG Serie Handleiding
- português: Cebora BRAVO SYNERGIC MIG Serie Manual do usuário
- dansk: Cebora BRAVO SYNERGIC MIG Serie Brugermanual
- polski: Cebora BRAVO SYNERGIC MIG Serie Instrukcja obsługi
- svenska: Cebora BRAVO SYNERGIC MIG Serie Användarmanual
- suomi: Cebora BRAVO SYNERGIC MIG Serie Ohjekirja
Documents connexes
-
Cebora 624 EVO 200 M Combi Manuel utilisateur
-
-
-
-
-
-
-
-
-
