
FR
Valid for serial no. 222-xxx-xxxx0461 314 001 FR 20130531
Aristo
Retrofit I/O Interface
Universal 255
Manuel d'instructions

- 2 -

- 3 -
TOCf
Sous réserve de modifications sans avis préalable.
1 SÉCURITÉ 4.........................................................
2 INTRODUCTION 6...................................................
2.1 Équipement 6...............................................................
3 CARACTÉRISTIQUES TECHNIQUES 6.................................
4 INSTALLATION 6....................................................
4.1 Emplacement 7.............................................................
4.2 Instructions de connexion 8...................................................
Autres 8.........................................................................
5 FONCTIONNEMENT 9................................................
5.1 Appareils de commande et connexions 9.......................................
6 ENTRETIEN 10.......................................................
6.1 Contrôle et nettoyage 10......................................................
7 DÉPANNAGE 10......................................................
8 COMMANDE DE PIÈCES DE RECHANGE 10............................
9 CONNECTION & FUNCTION DESCRIPTION OF I/O SIGNALS 11..........
9.1 Connection table for I/O signals on robot side 11.................................
9.2 Input data I/O signals from robot controller to welding equipment 13.................
9.3 Output data I/O signals from the welding equipment to the robot controller 15........
SCHÉMA 17.............................................................
NUMÉRO DE RÉFÉRENCE 19............................................
ACCESSOIRES 20.......................................................

© ESAB AB 2013
- 4 -
br08d1f
1 SÉCURITÉ
Il incombe à l'utilisateur d'un équipement ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système ou se trouvant à proxi
mité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type d'appa
reil. Le contenu de ces recommandations peut être considéré comme un complément à la ré
glementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou
vant soit blesser l'opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître :
S sa mise en service
S l'emplacement de l'arrêt d'urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage et de coupage
2. L'opérateur doit s'assurer :
S que personne ne se trouve dans la zone de travail de l'équipement au moment de sa mise en
service.
S que personne n'est sans protection lorsque l'arc est amorcé.
3. Le poste de travail doit être :
S conforme au type de travail.
S non soumis à des courants d'air.
4. Protection personnelle
S Toujours utiliser l'équipement de protection individuelle recommandé : lunettes, vêtements
ignifuges, gants, etc.
S Éviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s'accrocher en cours d'opération ou occasionner des brûlures.
5. Divers
S S'assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système élec
trique.
S Un équipement de lutte contre l'incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d'entretien en cours de marche.
FR

© ESAB AB 2013
- 5 -
br08d1f
AVERTISSEMENT
Lire attentivement le mode d'emploi avant d'installer la machine et de l'utiliser.
Le soudage et le coupage a l'arc peuvent être dangereux pour vous comme pour autrui.
Soyez donc très prudent en utilisant la machine à souder et à découper. Observez les règles
de sécurité de votre employeur, qui doivent être basées sur les textes d'avertissement du fab
ricant.
DÉCHARGE ÉLECTRIQUE - Danger de mort
S Installer et mettre à la terre l'équipement en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S'isoler du sol et de la pièce à souder.
S S'assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
S Éloigner le visage des fumées.
S Ventiler et aspirer les fumées pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L'ARC - Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l'arc par des rideaux ou des écrans
protecteurs.
RISQUES D'INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S'assurer qu'aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d'oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT - Faire appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES !
PRUDENCE!
Lire attentivement le mode d'emploi avant d'installer
la machine et de l'utiliser.
PRUDENCE!
Ce produit est uniquement destiné au soudage à l'arc.
Jetez votre équipement électronique dans les centres de recyclage agréés !
Conformément à la Directive européenne 2002/96/EC relative aux déchets
d
’équipements électroniques et électriques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et/ou électroniques parvenus en fin
de vie doivent être confiés à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre responsabilité d'obtenir des
informations sur les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur ESAB le plus proche.
ESAB fournit tous les accessoires et équipements de protection nécessaires
pour le soudage.
FR

© ESAB AB 2013
- 6 -
br08d1f
2 INTRODUCTION
L'interface Retrofit I/O Universal 255 vérifie et convertit les signaux de bus CAN du
générateur vers le robot de soudage et sert pour les générateurs contrôlés par bus
CAN, tels que Mig 4000i ou Mig 5000i avec U8
2
I/O.
L’interface Retrofit I/O Universal 255 convertit les signaux analogiques et
numériques vers le bus de communication de terrain (CAN) et vice versa.
2.1 Équipement
L'interface Retrofit I/O Universal 255 est fournie avec un mode d'emploi, un câble
de commande une fiche pour manchon de soudage à 48 pôles et câble 0 qui établit
la connexion entre l'interface et l'armoire du robot.
ESAB fournit tous les accessoires et équipements de protection nécessaires
pour le soudage.
3 CARACTÉRISTIQUES TECHNIQUES
Interface Retrofit I/O Universal 255
Tension secteur (à partir du robot) 24 V CC
Fusible 1 A
Connexion robot Fiche 48 broches
Poids 6,1 kg
Dimensions (L x l x h) 365 x 351 x 110 mm
Classe de protection IP23
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
4 INSTALLATION
L'installation doit être assurée par un technicien qualifié.
PRUDENCE!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce
produit peut provoquer des interférences parasitaires. C'est la responsabilité de
l'utilisateur de prendre les précautions adéquates.
AVERTISSEMENT!
Pour les travaux de soudage en milieux à risques électriques élevés, seuls des
générateurs adaptés à l'environnement doivent être utilisés. Ces générateurs
sont identifiés par le symbole .
FR

© ESAB AB 2013
- 7 -
br08d1f
4.1 Emplacement
L’interface Retrofit I/O Universal 255 s’installe au-dessus du générateur. Retirez le
tapis en caoutchouc (C) recouvrant le générateur et glissez la bride du boîtier (A)
dans les profilés latéraux (B) du générateur, comme illustré ci-dessous.
IMPORTANT ! Mettez les 3 vis en place à l’avant du boîtier de l’interface, en les
enfonçant suffisamment pour que la connexion électrique s’établisse. Vérifiez que
c’est effectivement le cas.
FR

© ESAB AB 2013
- 8 -
br08d1f
4.2 Instructions de connexion
La description complète du générateur et du dévidoir de fil est disponible dans les
modes d’emploi correspondants.
1 Câbles de connexion du générateur de
soudage vers le dévidoir.
4 Aristo U8
2
2 Connexion de bus CAN (Burndy, 12 pôles)
du générateur de soudage à l'
InterfaceI/O.
5 Connexion entre le générateur et l'armoire
du robot (câble potentiel 0V).
3 Câble de contrôle entre l'
Interface Retrofit I/OUniversal 255 et le
contrôleur du robot
Autres
Câble 0 6 mm
2
S Le câble 0 de 6 mm
2
entre le générateur et l'armoire du robot est fourni par 15 m et doit être
coupé à la longueur nécessaire lors de l'installation.
Temps de démarrage
S Le temps de démarrage du boîtier de l'interface lorsque le courant/l'alimentation est activé
peut être retardé d'une minute.
FR

© ESAB AB 2013
- 9 -
br08d1f
5 FONCTIONNEMENT
Les prescriptions générales de sécurité pour l'utilisation de l'équipement figu
rent en page 4. En prendre connaissance avant d'utiliser l'équipement.
5.1 Appareils de commande et connexions
1
Témoin lumineux blanc
– alimentation
à partir du robot.
3 Fusible / 1 A 24 V CC à partir du robot
2 Connexion pour signaux (aller/retour) du
pistolet de soudage robotisé (broche de
prise à 48 pôles)
4 Connexion pour station de nettoyage de la
torche
5 Raccordement pour câble de service venant
du générateur (bus CAN 12 broches)
L’interface Retrofit I/O Universal 255 se connecte à l’armoire du robot et au
générateur.
La plaque signalétique est située
à l’arrière du boîtier d’interface.
FR

© ESAB AB 2013
- 10 -
br08d1f
6 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
Seul des électriciens spécialisés (personnel agréé) sont habilités à démonter les
plaques de sécurité.
PRUDENCE!
La garantie du fabricant cesse d'être valable si le matériel a été ouvert par l'utilisateur
pendant la période de garantie pour réparer quelque panne que ce soit.
6.1 Contrôle et nettoyage
Vérifiez régulièrement que le boîtier de l’interface est correctement connecté au
générateur et que les câbles et connexions ne sont pas endommagés.
7 DÉPANNAGE
S Le témoin lumineux blanc situé sur l’avant de l’appareil est-il éteint ?
Vérifiez si le fusible est intact.
S Vérifiez si les câbles sont branchés sur les connecteurs adéquats.
La description complète du générateur, du dévidoir de fil et du panneau de commande est disponible
dans les modes d
’emploi correspondants.
8 COMMANDE DE PIÈCES DE RECHANGE
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d'usure ESAB d'origine.
Retrofit I/O Interface Universal 255 est conçue et éprouvée conformément à la norme
internationale et européenne 60974-1 et 60974-10. Il incombe à l'entreprise chargée de
tout travail de maintenance ou de réparation de s'assurer que le produit demeure con
forme à la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
* * *
REMARQUE : 9. LA DESCRIPTION DU FONCTIONNEMENT DES SIGNAUX I/O
n’est disponible qu’en anglais et est principalement destinée à l’intégration et
l’installation du boîtier d’interface à la page 11.
FR

- 11 -
br08d2e
9 CONNECTION & FUNCTION DESCRIPTION OF I/O SIGNALS
The Retrofit I/O Interface Universal is the interface between the welding robot and the
welding equipment. The Retrofit I/O Interface Universal converts the robot's I/O signals to
field bus signals to the welding equipment. The Retrofit I/O Interface Universal also
converts the field bus signals from the welding equipment to I/O signals to the welding
robot.
9.1 Connection table for I/O signals on robot side
Connection Cable number
Robot side
I/O Signals
H 8 Weld on
J 9 Gas purge
K 10 Inching wire
L 11 Reverse inching
wire
M 12 Air purge
N 13 0V = Quick stop
P 14 analogue active
R 15 Touch sense
S 16 Memory 1
T 17 Memory 2
U 18 Memory 4
V 19 Memory 8
X 21 Memory 16
W 20 Memory 32
Y 22 Memory 64
Z 23 Memory 128
E 5 Voltage reference
F 6 Wirefeed reference
G 7 0V reference to
robot
a 24 Arc acknow.
b 25 Touch sense resp.
c 26 0V = Machine error
d 27 Collision detect
e 28 Weld busy
f 29 Remote active
A 1 24V supply from
robot
B 2 0V supply from
robot
Shield Shield Ground
Input
Output
Power
General
Torch
Analogue
supply
Equipment
Equipment
cleaning
Input
stop
Equipment
Welding
Welding
Welding

- 12 -
br08d2e
v 30 G-Stop
u 31 G-Stop
p 32 G-Stop
q 33 G-Stop
g 34 Lubrication
h 35 Lubrication clea
ning
i 36 Lubrication finish

- 13 -
br08d2e
9.2 Input data I/O signals from robot controller to welding
equipment
Weld ON (Cable no 8)
The signal starts the welding process, but before the welding process starts the
quick stop and stop signals are checked to ensure that they are not active.
Quick stop (Cable no 13)
The signal stops the equipment if it is active in the welding process, it carries out a
normal stop without crater filling. The function is used when a quick stop (low signal
0V) is required but it gives a normal burnback time to prevent the wire sticking in the
weld pool. The signal also blocks the start command.
Wire inching (Cable no 10)
Used when one wants to feed wire without welding voltage.
The signal starts the wire feed without the welding voltage being activated. The wire
feed unit is ramping up the wire feed speed. If the signal is active during the welding
process, the command is ignored.
If both welding and wire inching are activated at the same time the equipment will
ignore the wire inching command and start the welding process.
Gas purge (Cable no 9)
Gas flushing is used when measuring the gas flow or to flush any air or moisture
from the gas hoses before welding starts. Gas flushing is carried out without voltage
or wire feed occurring.
Welding start always activates the gas valve even if the manual gas command is
given. In the same way the gas valve for gas post flow is always closed if it is not
closed already.
Gas flushing operates parallel to the gas pre-flow and gas post-flow functions. To
control the welding gas from the robot, set the gas pre-flow to minimum and the gas
post-flow to maximum, and then control the welding gas using the gas flushing
functions.
Air purge (Cable no 12)
The signal controls the valve for air cleaning welding spatter.
Touch sense (Cable no 15)
This command is used by the robot to sense where the wire is.
When the function is active, the power source will give out current limited, idle
voltage to see if the wire is in contact with the workpiece. On contact, the output
signal ”Touch sense response” is activated.

- 14 -
br08d2e
Analogue Active (Not availabe for the moment)
The signal is used to switch between the analogue and digital remote modes.
Analogue Active allows analogue control of the welding parameters, voltage, arc
voltage and the wire feed speed.
If the welding method SuperPulse is to be used, the ”analogue active” signal must be
deactivated.
When the analogue method is activated the power source will not use the preset
values for wire feed speed and voltage when new welding data is selected. When
”analogue active” is activated the robot controls arc voltage and wire feed speed
using analogue signals.
With the analogue active signal deactivated, welding data is exchanged with preset
welding data such as voltage, wire feed speed to fixed set welding parameters.
The pre-programmed welding data (schedules) is requested from the control box
U8
2
welding data memory.
Welding data (Memory) (Cable 16-23)
With the signals memory 1, 2, 4, 8, 15, 32, 64, 128 one accesses saved welding data
(schedules) in U8
2
I/O.
The binary coded combinations of these signals can be used to recall the memories
1-255 in the U8
2
I/O memory bank.
A complete set of welding data includes all settings that can be made in U8
2
I/O, see
the instruction manual for U8
2
.
Voltage reference (Cable no 5 - Not available at the moment)
This signal is used by the robot for analogue control of the welding voltage if
analogue active is selected. It stretches from 0-10V and corresponds to welding
voltage socket as follows.
0V reference gives a deviation on the selected arc voltage of -10V
10V reference gives a deviation on the selected arc voltage of +10V
If the machine is in non-synergy mode, the equipment will use the appreciated value.
0V reference gives arc voltage 8V
10V reference gives arc voltage 60V
Wire feed speed reference signal (Cable no 6 - Not available at the moment)
The signal is used by the robot to make analogue adjustments to the wire feed
speed. The internal solution is 0.1 m/min.
Input voltage
0 V Mini. value for wire feed (normally 0.8 m/min) (RoboFeed)
10 V Max. value for wire feed (normally 30 m /min)

- 15 -
br08d2e
9.3 Output data I/O signals from the welding equipment to the
robot controller
Arc acknowledge (Cable no 25)
The signal is activated after established welding start if the voltage and current
strength lie within weldable limits. The signal disappears if welding cannot be
established.
The criterion for establishing a welding arc is that the process control has passed the
start- procedure, which means that only a short circuit is not sufficient to meet the
criteria. Normal delay from the first contact, which is acknowledged by the welding
arc (wire feed time for this after the first contact is established ) is in the range of 2 to
20 ms. If there is a poor start to the welding arc the ”Arc acknowledge” is further
delayed.
Touch sense response (Cable no 26)
This signal indicates contact in the welding circuit, i.e. that the wire is in contact with
the workpiece. To obtain ”touch sense response” the ”touch sense” input signal must
be activated.
Collision detect (Cable no 26)
The signal comes via the internal CAN bus from the feeding mechanism (RoboFeed).
The signal indicates that the robot's breaker has activated. The interface activates a
relay which breaks two safety loops from the robot, at which the robot orders a quick
stop of both robot and the welding equipment.
The output is high when the welding gun breaker is tripped (the signal is sent to the
robot).
Machine error (Cable no 27)
The signal is low (0V) when an error has been detected in the welding equipment.
Weld busy (Cable no 28)
This signal indicates when the welding equipment is occupied with welding. The
signal can be configurated in the U82 I/O configuration menu.
Remote active (Cable no 29)
Remote active is activated when remote is chosen in U8
2
.
General stop (Cable no 30-33)
Can be used as an electrical stop, to stop the servo motors on the robot, when
collision detect signal is low (0V).

© ESAB AB 2013
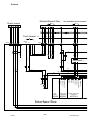
Schéma
Com 0V
Com 0V
Wire 0-10V
Voltage 0-10V
0V
CAN HIGH
CAN LOW
24VR
0VR
24VR
0VR
Reserve
Reserve
Remote Active
Weld Busy
Filter board 1
Digital output from
equipment
Bus
resistor
External General Stop
Torch cleaner
C1
D
XS04
24VR
E
0VR
C B A
X1
X2
HL1
024023
3
4
R2
026025
5
6
A1
A2
R1
414
154
KL3062
101
603
102
505
103
401
XP01
A
X5
3
X5
1 2
B K L E G
i
XS03
h g G F E
45
J4
6
J1
1 2 3
53 17
KL9010
Power source
A
XS01
B K L E G
4
XP03
i h g v u p q
v u p q
224 223 221
222114
201
A1
A2
R2
022
G F E
W1
33323130
567
343536
KL2134:2
14 583276
612
711
815
27
d
d
315
613
712
415
615
614
714
713
X6
1 2 3 4
616
715
X7
1
2
Analog input
to equipment
Interface Box
Not available at the moment
- 16 -
br08dia

© ESAB AB 2013
24VR
0VR
24VR
0VR
Collision Detect
Machine Error=0V
Tourch Sense R.
Arc Acknowledge
Memory 8
Memory 4
Memory 2
Memory 1
Wire Feeder
Reserve
Reserve
Tourche Sense
Reserv
Analog Active
Quick Stop
Air Purque
Reverse Wire
Inching
Gas Purge
Weld On
0V
CAN LOW
CAN HIGH
Memory 128
Memory 64
Memory 32
Memory 16
Reserve
Reserve
Reserve
Reserve
Filter board 2
Filter board 1
Digital input to
equipment
Digital input to
equipment
Digital input to
equipment
Digital output from
equipment
Robot
AP1
KL2134:1
104
304
105205
106
1001
KL1408:2
001
1808
002
1704
003
1607
004
1503
008
1101
KL1408:1
111
3
4
R1
011807
012
703
014
502
015405
016
301
BK5151
017
200
218
A1
A2
FU1
1A
018
124
c b a V U T S R N M K J H B A
123
J5
18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3
J6
2 1
4 5 6
J2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
J3
2 1
-+
24
V
0
V
12 56374812 56374814 583276
W2
4 3 1
Interface Box
7 2 3
N M K J H B Ac b a V U T S R
16171819
242526
606
904
15
13 12 10 9
8
2
1
14
11
LP
LP
010
013
28
e
e
29
f
f
005
1405
220302
12 563748
KL1408:3
AP1
AP2
J2
1
5
1
6
1
7
1
8
J5
4 3 2 1
Z Y X
Z Y X
212223 20
W
W
1504
1603
1701
1801
1806
1702
1605
1501
202
203
Shield
- 17 -
br08dia

Retrofit I/O Interface Universal 255
© ESAB AB 2013
Numéro de référence
- 18 -
br08o
Ordering no. Denomination Notes
0461 090 884 Retrofit I/O Interface Universal 255 Includes the Control cables, see on
page 19 and a Instruction manual.
0461 314 001 Instruction manual Retrofit I/O Interface Universal 255
0459 839 091 Spare parts list Retrofit I/O Interface Universal 255

Retrofit I/O Interface Universal 255
© ESAB AB 2013
Accessoires
- 19 -
br08acc
Aristo
[
U8
2+
I/O ........................... 0460 820 883
Rebuilding kit Incl. Adapter (12 pole to 10 pole) .
Mig 4002, 5002 and 6502
0461 322 880
Extension cable (U8
2
, 7,5 m) ................. 0460 877 891
Control cable
Retrofit I/O to power source (1,7 m) ........... 0461 319 880 *
Control cable (7,5 m, 48-pole) ................. 0461 321 880
* Included in 0461 090 884 Retrofit I/O Interface Universal 255

www.esab.com
110915© ESAB AB
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Aristo Retrofit I/O Interface Universal 255 Manuel utilisateur
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
Documents connexes
-
ESAB W82, Retrofit Mig 4004i WeldCloud™ Manuel utilisateur
-
ESAB Retrofit I/O Interface Motoman – Aristo® - For Motoman Manuel utilisateur
-
ESAB Mig 4004i Pulse WeldCloud™ Manuel utilisateur
-
-
-
-
ESAB U82 Aristo Manuel utilisateur
-
ESAB W82 Aristo® Manuel utilisateur
-
ESAB U82 Manuel utilisateur
-