
73502_V3_03/12/2020
PT
1-22
PROTIG
201 AC/DC
201L AC/DC
www.gys.fr
Find more languages of user manuals on our website

AVISOS - REGRAS DE SEGURANÇA
INSTRUÇÕES GERAIS
Estas instruções devem ser lidas e compreendidas antes de efetuar qualquer operação.
Toda modicação ou manutenção não indicada no manual não deve ser efetuada.
Todo dano corpóreo ou material devido ao uso não conforme às instruções deste manual não poderá ser considerado culpa do fabricante.
Em caso de problema ou incerteza, consultar uma pessoa qualicada para efetuar a manutenção adequada do aparelho.
AMBIENTE
Este aparelho deve ser usado somente para operações de soldadura nos limites indicados no aparelho e/ou no manual de instruções. É preciso
respeitar as instruções relativas a segurança. Em caso de uso inadequado ou perigoso, o fabricante não poderá ser considerado responsável.
A instalação deve ser usada mum local sem poeira, ácido, gás inamável ou outras substâncias corrosivas, bem como para armazenamento. Garantir
a circulação de ar durante o uso.
Faixas de temperaturas de funcionamento:
-10 e+40°C (+14 e +104°F)
Armazenamento -20 a +55 °C (-4 a +131 °F)
Umidade do ar
Menor ou igual a 50% a 40 ° C (104 ° F).
Menor ou igual a 90% a 20 ° C (68 ° F).
Altitude:
Até 1000 m acima do nível do mar (3280 pés).
PROTEÇÃO PESSOAL E OUTROS
A soldadura por arco pode ser perigoso e causar ferimentos graves ou morte.
A soldadura expõe as pessoas a uma fonte perigosa de calor, faíscas, campos eletromagnéticos (cuidado com o portador de marca-passos), risco de
eletrocussão, ruído e emissões gasosas. Para se proteger e aos outros, siga as seguintes instruções de segurança:
Para se proteger de queimaduras e radiação, use roupas limpas, isoladas, secas, à prova de fogo e de boa aparência que cubram
todo o corpo.
Use luvas que garantam isolamento elétrico e térmico.
Use uma proteção de soldadura e / ou máscara de soldadura com um nível de proteção suciente (variável dependendo da aplica-
ção). Proteja os olhos durante as operações de limpeza. As lentes de contato são particularmente proibidas.
Às vezes, é necessário delinear as áreas com cortinas à prova de fogo para proteger a área de corte dos raios de arco, projeções
e resíduos incandescentes.
Informe as pessoas na área de soldagem para não olharem para raios de arco ou partes fundidas e usar roupas apropriadas para
se protegerem.
Use um fone de ouvido contra ruído se o processo de soldadura atingir um nível de ruído superior ao limite autorizado (da mesma
forma para qualquer um na zona de soldadura).
Mantenha as peças móveis (ventilador) longe das mãos, cabelos, roupas..
Nunca remova a proteção do cárter da unidade fria quando a fonte de energia de soldadura estiver ativa, o fabricante não pode
ser responsabilizado em caso de acidente.
As peças que acabaram de ser soldadas estão quentes e podem causar queimaduras quando manuseadas. Ao realizar a manuten-
ção da tocha, deve-se garantir que ela esteja fria o suciente, aguardando pelo menos 10 minutos antes de qualquer intervenção.
A unidade fria deve ser ligada ao usar uma tocha refrigerada a água para garantir que o uido não cause queimaduras.
É importante proteger a área de trabalho antes de sair para proteger pessoas e propriedades.
Os fumos, gases e poeira emitidos pelo soldadura são perigosos para a saúde. Ventilação suciente deve ser fornecida, a entrada forçada
de ar é às vezes necessária. Uma máscara de ar fresco pode ser uma solução em caso de ventilação insuciente.
Verique se a sucção é ecaz, vericando-a com os padrões de segurança.
Atenção soldadura em ambientes de pequeno porte requer um monitoramento com distância de segurança. Além disso, a soldadura de certos
materiais contendo chumbo, cádmio, zinco ou mercúrio ou berílio pode ser particularmente prejudicial, também desengordurar as partes antes do
soldadura. Também desengordurar peças antes de soldar.
Cilindros devem ser armazenados em salas abertas ou bem ventiladas. Cilindros devem estar na posição vertical e mantidos em um rack ou em um
carrinho. A soldadura deve ser proibido perto de graxa ou tinta.
FUMOS DE SOLDADURA E GÁS
2
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

Proteja totalmente a área de soldadura, os materiais inamáveis devem car a pelo menos 11 metros de distância.
Equipamentos de combate a incêndio devem estar presentes perto das operações de soldadura.
Cuidado com pulverização de material ou faíscas quente e até mesmo através das rachaduras, eles podem causar um incêndio ou explosão.
Mantenha pessoas, objetos inamáveis e recipientes sob pressão para uma distância de segurança suciente.
É proibido soldar em contêineres ou tubos fechados e, se estiverem abertos, devem ser esvaziados de todos os materiais inamáveis ou explosivos
(óleo, combustível, resíduos de gás, etc.).
As operações de moagem não devem ser dirigidas para a fonte de corrente de soldadura ou para materiais inamáveis.
O gás que sai das garrafas pode ser uma fonte de sufocação se houver uma concentração no espaço de soldagem (boa ventilação).
O transporte deve ser feito com segurança: garrafas fechadas e a fonte de corrente de solda extinta. Eles devem ser armazenados verticalmente e
mantidos por um suporte para limitar o risco de queda.
Feche a garrafa entre dois usos. Cuidado com variações de temperatura e exposição ao sol.
O cilindro não deve entrar em contato com uma chama, um arco elétrico, uma tocha, um cabo de massa ou qualquer outra fonte de calor ou
incandescência.
Mantenha-o afastado dos circuitos eléctricos e de soldadura e nunca solde um cilindro sob pressão..
Atenção ao abrir a válvula do cilindro, afaste a cabeça da válvula e verique se o gás utilizado é adequado para o processo de soldagem.
SEGURANÇA ELÉTRICA
A rede elétrica usada deve sempre ter uma ligação à terra Use o tamanho fusível recomendado na tabela de classicação.
Um choque elétrico pode ser uma fonte de sérios acidentes diretos ou indiretos, até fatais.
Nunca toque em partes energizadas dentro ou fora da fonte sobtensão (tochas, alicates, cabos), pois elas estão conectadas ao circuito de corte.
Antes de abrir a fonte de corrente de soldadura, desconecte-a da rede e aguarde 2 minutos para que todos os capacitores sejam descarregados.
Não toque na tocha e no alicate de aterramento ao mesmo tempo.
Certique-se de trocar os cabos, tochas se estiverem danicados, por pessoas qualicadas e autorizadas. Dimensione a seção do cabo de acordo
com a aplicação. Sempre use roupas secas em boas condições para isolar-se do circuito de soldadura. Use sapatos isolantes, independentemente do
local de trabalho.
CLASSIFICAÇÃO CEM DE EQUIPAMENTO
Este equipamento de Classe A não se destina a uso em um local residencial onde a energia elétrica é fornecida pelo sistema
público de energia de baixa tensão. Pode-se haver diculdades potenciais para assegurar a compatibilidade eletromagnética
nestes sites, pour causa das perturbações conduzidas, assim como irradiadas na freqüência radioelétrica.
Desde que a impedância da rede pública de baixa tensão no ponto de acoplamento comum é inferior a Zmax = 0.339 Ohm, este
equipamento está em conformidade com a norma IEC 61000-3-11 e pode ser conectado a redes públicas de abastecimento de
baixa tensão.
É da responsabilidade do instalador ou usuário do equipamento para assegurar, consultando o operador da rede de distribuição,
se necessário, que a impedância de rede atende as restrições de impedância.
Esta máquina é conforme a CEI 61000-3-12.
EMISSÕES ELETROMAGNÉTICAS
A corrente elétrica que passa por qualquer condutor produz campos elétricos e magnéticos (EMF) localizados. A corrente de
soldadura, gera um campo electromagnético em torno do circuito de soldadura e do material de soldadura.
os campos eletromagnéticos EMF pode afetar alguns implantes médicos, como pacemakers. Medidas de proteção devem ser tomadas para pessoas
que usam implantes médicos. Por exemplo, restrições de acesso para transeuntes ou uma avaliação de risco individual para soldadores
Todos os soldadores devem utilizar os seguintes procedimentos para minimizar a exposição a campos eletromagnéticos do sistema de soldadura:
• posicione os cabos de soldadura juntos - prenda-os com um xador, se possível;
• posicione-se (tronco e cabeça) o mais longe possível do circuito de soldadura;
• nunca envolva os cabos ao redor do corpo;
• Não posicione o corpo entre os cabos de soldadura. Segurar os cabos de soldadura para o mesmo lado do corpo;
• conecte o cabo de retorno à peça a ser trabalhada o mais próximo possível da área a ser soldada;
• não trabalhe perto da fonte de energia de corte, não se sente nela nem se apóie nela;
• não soldar ao transportar a fonte de energia de soldadura ou o alimentador.
Os usuários de marca-passo devem consultar um médico antes de usar este equipamento.
Exposição aos campos electromagnéticos na soldadura pode ter outros efeitos na saúde que ainda não são conhecidos.
RISCO DE INCÊNDIO E EXPLOSÃO
CILINDROS DE GÁS
3
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

RECOMENDAÇÕES PARA AVALIAR A ÁREA E INSTALAÇÃO DE SOLDADURA
Descrição geral
O usuário é responsável pela instalação e uso do equipamento de corte de arco de acordo com as instruções do fabricante. Se forem detectados
distúrbios eletromagnéticos, será responsabilidade do usuário do equipamento de soldadura por resistência resolver a situação com a assistência
técnica do fabricante. Em alguns casos, essa ação corretiva pode ser tão simples como aterramento do circuito de soldadura. Em outros casos, pode
ser necessário para a construção de uma blindagem electromagnética em torno da fonte de corrente de soldadura e a peça inteira com montagem
com ltros de entrada. Em todos os casos, os distúrbios eletromagnéticos devem ser reduzidos até que não sejam mais problemáticos.
Avaliação da zona de soldadura
Antes de instalar o equipamento de soldadura por resistência, o usuário deve avaliar possíveis problemas eletromagnéticos na área circundante. O
seguinte deve ser considerado:
(a) a presença acima, abaixo e ao lado do equipamento de corte por arco de outros cabos de potência, controle, sinalização e telefone;
b) receptores e transmissores de rádio e televisão;
(c) computadores e outros equipamentos de controle;
(d) equipamentos críticos de segurança, por exemplo, proteção de equipamentos industriais;
(e) a saúde das pessoas vizinhas, por exemplo, o uso de marca-passos ou aparelhos auditivos;
(f) equipamento utilizado para calibração ou medição;
(g) a imunidade de outros equipamentos no meio ambiente.
O usuário deve assegurar que os outros materiais utilizados no ambiente são compatíveis. Isso pode exigir medidas de proteção adicionais;
(h) a hora do dia em que a soldadura ou outras atividades devem ser realizadas.
O tamanho da área circundante a ser considerada depende da estrutura do edifício e outras atividades que acontecem lá. A área circundante pode
estender-se para além dos limites da instalação.
Avaliação da instalação de soldadura
Além da avaliação da área, avaliação de sistemas de soldadura pode ser usado para identicar e resolver o caso de perturbações. A avaliação de
emissões deve incluir medições in situ, conforme especicado no Artigo 10 da CISPR 11: 2009. As medições in situ também podem ajudar a conrmar
a ecácia das medidas de atenuação.
RECOMENDAÇÕES SOBRE MÉTODOS DE REDUÇÃO DE EMISSÕES ELETROMAGNÉTICAS
a. Rede pública de energia : o equipamento de corte por arco deve ser conectado à rede de abastecimento público de acordo com as
recomendações do fabricante. Se houver interferência, pode ser necessário tomar medidas preventivas adicionais, tais como a ltragem do sistema
de abastecimento público. Considere proteger o cabo de alimentação em um conduíte de metal ou equivalente com equipamento de corte a arco
instalado permanentemente. É necessário assegurar a continuidade eléctrica da blindagem ao longo do seu comprimento. A blindagem deve ser
conectada à fonte de corrente de soldagem para garantir um bom contato elétrico entre o conduíte e a carcaça da fonte de corrente de corte.
b Manutenção do equipamento de soldagem ao arco: O equipamento de corte de arco deve estar sujeito a manutenção de rotina, conforme
recomendado pelo fabricante. Todas as portas de acesso, portas de serviço e capotas devem estar fechadas e devidamente travadas quando o
equipamento de soldagem por arco estiver em uso. O equipamento de soldagem por arco não deve ser modicado de forma alguma, exceto pelas
modicações e ajustes mencionados nas instruções do fabricante. Em particular, o protetor de faíscas dos dispositivos de escorvamento e estabilização
do arco deve ser ajustado e mantido de acordo com as recomendações do fabricante.
c. Cabos de soldadura: Os cabos devem ser mantidos o mais curtos possível, colocados próximos uns dos outros perto do chão ou no chão.
d. Ligação Eqüipotencial: A ligação de todos os objetos de metal na área circundante deve ser considerada. No entanto, os objetos de metal ligados
à peça a ser soldada aumentam o risco para o operador de choque eléctrico se ele toca ambos estes elementos de metal e o eléctrodo. É necessário
isolar o operador de tais objectos de metal.
e. Ligação à terra da peça a ser soldada: Quando a peça a ser soldada não está ligada à terra por segurança elétrica ou por causa de seu tamanho
e localização, como é o caso, por exemplo, em estruturas de navios ou estruturas metálicas de edifícios, uma conexão que conecta a peça ao chão
pode, em alguns casos e não sistematicamente, reduzir as emissões. Deve-se tomar cuidado para evitar a ligação a terra de peças que possam
aumentar o risco de ferimentos aos usuários ou danicar outros equipamentos elétricos. Se necessário, a conexão da peça a ser soldada ao solo deve
ser feita diretamente, mas em alguns países que não permitem esta conexão direta, a conexão deve ser feita com um capacitor adequado, escolhido
de acordo com os regulamentos nacionais.
f. Proteção e Blindagem: A proteção seletiva e a blindagem de outros cabos e equipamentos na área circundante podem limitar os problemas de
perturbação. A proteção de toda a área de soldadura pode ser considerada para aplicações especiais.
TRANSPORTE E TRÂNSITO DE FONTE DE CORRENTE DE SOLDADURA
A fonte de corrente de soldadura está equipada com uma pega superior para transporte manual. Tenha cuidado para não subes-
timar seu peso. A alça não deve ser considerada um meio de lingagem.
Não use cabos ou tocha para mover a fonte de alimentação de soldagem. Deve ser movida em posição vertical.
Não passe a fonte de energia sobre pessoas ou objetos.
Nunca levante um cilindro de gás e a fonte de energia ao mesmo tempo. As normas de transporte são distintos.
INSTALAÇÃO DO EQUIPAMENTO
• Coloque a fonte de energia de soldadura num piso com uma inclinação máxima de 10 °.
• A fonte de energia de soldadura deve ser protegida contra chuva e não exposta à luz solar direta.
• Forneça uma área suciente para ventilar a fonte de energia de soldagem e acessar os controles.
• Não use em ambientes com poeira metálica condutiva.
- O equipamento tem um grau de protecção IP21, o que signica :
- proteção contra acesso a partes perigosas de corpos sólidos com diâmetro >12,5 mm e,
- protecção contra quedas de água na vertical
- Os cabos de alimentação, extensão e soldagem devem ser totalmente desenrolados para evitar o sobreaquecimento.
Aviso: Um aumento no comprimento da tocha ou cabos de retorno além do comprimento máximo especicado pelo fabricante aumentará o risco de
choque elétrico.
O fabricante não assume qualquer responsabilidade por danos causados a pessoas e objetos devido ao uso inadequado e perigoso deste
material.
4
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

MANUTENÇÃO / CONSELHOS
• A manutenção só devem ser realizados por uma pessoa qualicada. Uma manutenção anual é recomendado.
• Desligue a energia, desconectando o plugue e aguarde dois minutos antes de trabalhar no equipamento. No interior, as tensões e inten-
sidades são altas e perigosas.
• Regularmente retirar a tampa e limpar o pó usando um soprador. Aproveitar para vericar a xação das conexões elétricas com uma
ferramenta isolada e por pessoal qualicado.
• Verique regularmente o estado do cabo de alimentação. Se o cabo de alimentação estiver danicado, deve ser substituído pelo fabri-
cante, pelo seu serviço pós-venda ou por uma pessoa com qualicações semelhantes, para evitar perigos.
• Deixe as venezianas da fonte de solda livres para a entrada e saída de ar.
• Não use esta fonte de corrente de soldagem para descongelar tubulações, recarregar baterias / acumuladores ou ligar motores.
INSTALAÇÃO - FUNCIONAMENTO DO PRODUTO
Apenas pessoal experiente autorizado pelo fabricante pode efectuar a instalação. Durante a instalação, certique-se de que o gerador está desligado
da rede eléctrica.
DESCRIÇÃO
O PROTIG 201 AC/DC e o PROTIG 201L AC/DC são fontes de corrente inverter para soldagem com eletrodo revestido (MMA), eletrodo refratário
(TIG) em corrente contínua (TIG DC) e corrente alternada (TIG AC). No MMA, ele permite soldar todos os tipos de eletrodos: rutilo, aço inoxidável,
ferro fundido e básico
A soldadura TIG requer uma proteção gasosa (argônio). O PROTIG 201L AC/DC incorpora como padrão uma unidade de arrefecimento.
Recomenda-se a utilização dos cabos de soldagem fornecidos com a unidade, a m de obter os ajustes ideais para o produto.
REDE ELÉTRICA - ARRANQUE
• O PROTIG 201 AC/DC é fornecido com um plugue de 16 A do tipo CEE7 / 7 e deve ser usado somente num sistema elétrico monofásico de 7 V
(50 - 60 Hz) de três os com um neutro para terra. Este equipamento está equipado com um sistema de "Flexible Voltage" e é alimentado por uma
instalação elétrica com terra entre 110V e 240V (50 - 60Hz). Para uso intensivo a 110 V, substituir o plugue original por uma tomada 32 A protegida
por um disjuntor 32 A. O usuário deve garantir que o plugue seja acessível.
• O PROTIG 201L AC/DC é fornecido com um plugue de 16 A do tipo CEE7 / 7 e deve ser usado somente num sistema elétrico monofásico de 230
V (50 - 60 Hz) de três os com um neutro para terra.
A corrente efetiva absorvida (I1eff) é indicada no dispositivo para condições máximas de uso Verique se a fonte de alimentação e suas proteções
(fusível e / ou disjuntor) são compatíveis com a corrente requerida durante seu uso. Em alguns países, pode ser necessário alterar a tomada para
condições máximas de uso.
• O dispositivo é colocado em proteção se a tensão de potência é maior que 265V. Para indicar esse defeito, a tela indica . Uma vez na proteção,
desconecte o dispositivo e conecte-o novamente a uma tomada liberando uma voltagem correta.
• Comportamento do ventilador: no modo MMA, o ventilador funciona permanentemente. No modo TIG, o ventilador opera somente durante a solda-
dura e depois para após o arrefecimento.
O dispositivo de escorvamento e de estabilização de arco elétrico é projetado para operação manual e mecanicamente guiada.
CONEXÃO SOBRE GERADOR
Esta fonte de energia de soldagem pode operar com geradores desde que a energia auxiliar atenda aos seguintes requisitos:
- A tensão deve ser alternada, regulada conforme especicado e com uma tensão de pico inferior a 700 V,
- A frequência deve estar compreendida entre 50 e 60 Hz.
É imperativo vericar essas condições, pois muitos grupos geradores produzem picos de alta tensão que
eles podem danicar os dispositivos.
USO DE EXTENSÃO ELÉTRICA
Todos os cabos de extensão devem ter tamanho e seção adequados à tensão do aparelho. Use um cabo de extensão de acordo com os regulamentos
nacionais.
Tensão de entrada
Comprimento - Seção de extensão
< 45 m < 100 m
230 V 2.5 mm²
110 V 2.5 mm² 4 mm²
CONEXÃO DE GÁS
Os PROTIGs estão equipados com conexões. Utilize os adaptadores originalmente fornecidos com o gerador.
5
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

ACESSÓRIOS E OPÇÕES
Carrinho Carrinho Tocha Controle manual à distância Pedal
201 201L 201 201L
045675 045682
039704 041257 038271 038202
ATIVAÇÃO DA FUNÇÃO VRD (VOLTAGE REDUCTION DEVICE)
Este dispositivo protege o soldador. A corrente de soldadura é fornecida apenas quando o eléctrodo está em contacto com a peça de trabalho (baixa
resistência). Assim que o eletrodo é removido, a função VRD baixa a tensão para um valor muito baixo.
A função VRD está originalmente desactivada. No entanto, ele pode ser ativado por meio de um interruptor ON/OFF na placa de controle do gera-
dor. Para acessá-lo, siga os passos abaixo:
1. DESLIGAR O PRODUTO DA FONTE DE ALIMENTAÇÃO ANTES DE O MANUSEAR.
2. Retire os parafusos para retirar a tampa do gerador.
3. Localize o interruptor na placa de controle (caixa vermelha no diagrama abaixo - n° 2).
4. Ligue o interruptor desta placa de controlo. O LED vermelho se apaga.
5. A função VRD é ativada.
6. Aparafusar a tampa do gerador de novo.
7. Na interface (HMI), o LED para a função VRD está aceso:
Para desactivar a função VRD, basta inverter o interruptor na placa de controlo de volta para OFF. O VRD LED no HMI da estação irá sair.
1
2
É possível restaurar as congurações de fábrica do gerador Quando o gerador estiver em modo de espera, prima durante 3 segundos.
sobre a chave . A estação mostrará então "3", "2", "1" e depois reiniciará a unidade.
Quando o gerador é conectado à rede elétrica, o display mostra os números da versão do software da potência e da IHM.
REINICIALIZAÇÃO DA ESTAÇÃO
EXIBIÇÃO DE VERSÕES DE SOFTWARE
6
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

INTERFACE HOMEM / MÁQUINA (IHM)
Espera /
Liberação em Espera
Botão
subida de
corrente
Botão
Pré-Gás
Esvanecimento
Corrente de
soldadura
Display
Botão
corrente fria
Seleção
display A/V
Criação / Chamada /
Cancelamento
de JOBS
TIG AC
AC
Botão
pós-gás
AC / DC
Sub-processos
Botão
freqüência
de pulso
Modo
Gatilho
Processos
Funções PICTOGRAMAS MMA TIG DC TIG AC Comentários
Espera / Liberação em
Espera
• • • Botão para colocar o produto dentro e fora do standby.
Sub-processos • •
No processo MMA: permite o acesso ao modo "MMA pulsa-
do",
Em TIG DC: permite o acesso ao modo " Pulsado " ou " Spot
".
AC/DC • •
Permite-lhe seleccionar entre TIG "DC", TIG "AC" e TIG "AC
- Easy".
AC •
Selecione o parâmetro a ser denido entre "Frequency" e
"Balance".
Seleção display A/V • •
Ao nal de um ciclo de soldagem, a corrente de soldagem é
mostrada no display. Pressionar este botão alterna entre a
exibição desta corrente e a exibição da tensão de soldagem.
JOB • • •
Permite que você relembre, crie e apague um trabalho
Consulte a seção de JOB para mais informações.
Pré Gás • •
Ajuste do tempo de pré-gás. Tempo de purga da tocha e
criação da proteção gasosa antes do escorvamento.
Corrente de subida • • • Rampa de subida da corrente.
Freqüência de pulso • Ajuste de freqüência de pulso (somente em TIG DC).
Corrente fria • •
Ajuste de corrente fria em modo de pulso. (TIG DC)
Ajuste da força do arco (MMA).
7
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

Esvanecimento • • Ajuste da rampa de descida de corrente.
Pós-Gás • •
Ajuste do tempo do pós-gás. Este tempo corresponde à
duração da proteção do gás após o arco ter sido extinto.
Permite de proteger a peça e o eletrodo contra oxidação.
COMO FUNCIONA A IHM E DESCRIÇÃO DE SEUS BOTÕES
• Botão Standby / saída em standby
Esta chave é usada para ativar ou sair a unidade do modo standby. A ativação do modo standby não é possível quando a unidade está em condições
de soldagem.
• Botão de seleção do processo de soldagem
Esta chave é usada para selecionar o processo de soldagem. Cada prensa sucessiva da tecla alterna entre os seguintes processos de soldagem: TIG
HF / TIG LIFT / MMA. O LED indica o processo selecionado.
Nota : o processo selecionado por padrão ao iniciar a máquina corresponde ao último processo usado antes da última espera ou desligamento.
• Botão de seleção do modo de gatilho
Use esta chave para congurar como o gatilho da tocha é acionado. Cada prensa sucessiva alterna entre os seguintes modos: 2T / 4T / 4T LOG. O
LED indica o modo selecionado.
Nota : o modo de gatilho selecionado por padrão quando a unidade é ligada corresponde ao último modo utilizado antes do último modo de espera
ou desligamento. Para mais informações, consulte a seção "Tochas compatíveis e comportamentos gatilhos".
• Botão de seleção de sub-processo
Esta chave é usada para selecionar o "Sub-processo". Cada prensa sucessiva alterna entre os seguintes sub-processos: PULSE / SPOT (somente no
modo TIG) / MMA PULSE (somente no modo MMA). O LED indica o processo selecionado.
Nota : O modo PULSE só é acessível em DC TIG.
O modo SPOT não é acessível na conguração gatilho 4T e 4T Log e no modo de soldagem MMA PULSE.
O subprocesso selecionado por padrão quando a estação é iniciada corresponde ao último subprocesso utilizado antes do último standby ou desli-
gamento.
• Botão de seleção de corrente AC ou DC
Esta chave é usada para selecionar o tipo de corrente quando o processo TIG é ativado. Cada prensa sucessiva alterna entre os seguintes modos: DC
/ AC / AC - Easy. O LED indica o processo selecionado.
Nota : o processo selecionado por padrão ao iniciar a máquina corresponde ao último processo usado antes da última espera ou desligamento.
• Codicador incremental principal
Por padrão, o codicador incremental permite o ajuste da corrente de soldadura. Também é usado para denir os valores de outros parâmetros que
são então selecionados através das teclas associadas. Também é usado para denir os valores de outros parâmetros que são então selecionados
através das teclas associadas. Também é possível pressionar outra tecla associada a outro parâmetro para ajustá-lo. Se nenhuma ação for realizada
na IHM durante 2 segundos, o codicador incremental é novamente ligado ao ajuste da corrente de solda. Freqüência TIG AC (Hz)
• Botão Pré-Gás
O ajuste do Pré-Gás é feito pressionando e soltando o botão de Pré-Gás e depois operando o codicador incremental principal. O valor do Pré-Gás
aumenta quando o codicador incremental é operado no sentido horário e diminui quando é operado no sentido anti-horário. Uma vez feita a con-
guração, o botão Pré-Gás pode ser pressionado e liberado novamente para religar o codicador incremental principal à conguração de corrente ou
esperar 2 segundos. O passo de ajuste é de 0,1 s. O valor mínimo é 0 seg. e o valor máximo é 60 seg.
• Botão Post-Gás
O ajuste do Post-Gás é feito pressionando e soltando o botão de Post-Gás e depois operando o codicador incremental principal. O valor pós-gás
aumenta quando o codicador incremental é operado no sentido horário e diminui quando é operado no sentido anti-horário. Uma vez feito o ajuste,
é possível pressionar e soltar novamente o botão Pós-Gás para que o codicador incremental principal seja novamente ligado ao ajuste do corrente
ou esperando dois segundos. O passo de ajuste é de 0,1 s. O valor mínimo é 0 seg. e o valor máximo é 60 seg.
• Botão de controlo de corrente de subida ou « Up Slop »
O ajuste da rampa da subida de corrente é ajustada pressionando e soltando o botão de rampa de subida de corrente (BP 2) e, em seguida, ativando
o codicador incremental principal. O valor da rampa da subida de corrente aumenta quando o codicador incremental é operado no sentido horário
e diminui quando é operado no sentido anti-horário. Uma vez feito o ajuste, é possível pressionar e soltar novamente o botão rampa da subida de
corrente para que o codicador incremental principal seja novamente ligado ao ajuste do
corrente ou esperando dois segundos. O passo de ajuste é de 0,1 s. O valor mínimo é 0 seg. e o valor máximo é 25 seg.
• Codicador incremental para o ajuste do enfraquecimento ou "Down Slop".
O codicador incremental "Down-Slop" é usado para denir o valor do enfraquecimento do gás (incremento no sentido horário e decrescimento no
sentido anti-horário). O valor é visível no display de 7 segmentos e permanece exibido por 2 segundos se for realizada uma ação no codicador
incremental.
• Botão de controle de corrente fria
Quando um dos 2 processos "TIG HF" ou "TIG LIFT" é selecionado, o botão de ajuste da corrente fria é usado para ajustar o valor da corrente fria
(somente na conguração gathilo Log 4T). O valor pode ser ajustado entre 20% e 99% da corrente de soldagem. O passo incremental é de 1%. Este
valor também é ajustável nos processos "TIG DC Pulse" e "MMA Pulse".
No modo MMA, o Arc Force é indexado de -10 a +10 (-10 = sem Arc Force / -9 a +10 = conguração do Arc Force possível).
8
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

• Botão "AC"
Uso do botão "AC" no modo "AC - Easy": Pressionar este botão dá acesso ao ajuste do diâmetro do eletrodo de tungstênio. O ajuste deste parâmetro
é feito da seguinte forma
- Pressione a tecla "AC",
- Dentro de 3 segundos, acionar o codicador incremental. Uma rotação horária deste codicador faz com que o diâmetro do eletrodo aumente e
uma rotação anti-horária faz com que o valor do diâmetro do eletrodo diminua. O valor do eletrodo selecionado é visível nos LEDs do HMI abaixo do
modo AC Easy.
- Uma vez feita a conguração, após 2 segundos sem acionar o codicador incremental, o codicador é novamente ligado à conguração da corrente.
Uso do botão " AC " no modo " AC ": Pressionando este botão seleciona e ajusta os parâmetros " Balance " e " Frequency " (o LED associado acende
de acordo com o parâmetro selecionado). O codicador incremental atua sobre o valor destes 2 parâmetros e deve ser ativado dentro de 5 segundos.
Além deste tempo, o gerador exibirá novamente a corrente de solda.
• Ajuste de freqüência em TIG AC (Frequência)
O ajuste da freqüência da corrente de soldagem em TIG AC varia de 20 Hz a 200 Hz.
• Ajuste de equilíbrio TIG AC (Balance)
A conguração de equilíbrio para soldagem TIG AC varia de 20% a 60%. O passo incremental é de 1%.
Nota: A tecla "AC" não está ativa no modo "DC".
MODO ESCONDIDO
Um modo Escondido está acessível para cada um dos processos de soldagem: TIG DC, TIG AC e MMA. Graças a este modo, é possível denir parâme-
tros adicionais para cada um desses processos.
As alterações nos valores dos parâmetros acessíveis no modo Escondido são mantidas ao salvar um trabalho.
Acessibilidade, navegação e congurações no modo Escondido:
TIG DC e TIG AC:
O acesso ao modo Escondido é feito pressionando o botão (A/V) por 3 segundos.
O gerador exibe então "CoU". Girando o codicador principal, você pode acessar "ISA", "TSA", "ISO", "TSO" e "ESC".
Para acessar o ajuste desses parâmetros, pressione o botão A / V novamente.
• CoU : Ativar ou desativar o Grupo de Arrefecimento, selecionando "ON" ou "OFF". A seleção entre "ON" e "OFF" é feita através da operação do
codicador principal e depois pressionando o botão A/V. Isto afeta apenas a versão "201 L AC/DC".
• ISA : Ajuste a corrente de partida. É denido como uma porcentagem do ponto de ajuste da corrente de soldagem. O ajuste pode ser feito entre
10% e 200%. A conguração é conrmada ao pressionar o botão A/V.
• TSA : Dena o tempo durante o qual a corrente de partida dura. O tempo é ajustável de 0 a 10 s. A conguração é conrmada ao pressionar o
botão A/V.
• ISO : Ajustar a corrente de m de soldagem. É denido como uma porcentagem do ponto de ajuste da corrente de soldagem. O ajuste pode ser
feito entre 10% e 100%. A conguração é conrmada ao pressionar o botão A/V.
• TSO : Dena o tempo durante o qual a corrente de m de soldagem dura. O tempo é ajustável de 0 a 10 s. A conguração é conrmada ao
pressionar o botão A/V.
• ESC : Para sair do modo escondido, pressionando o botão A/V. Também é possível sair do Modo escondido aguardando três segundos após ajustar
uma conguração do Modo escondido. O visor da IHM retorna então ao ajuste do ponto de ajuste da corrente de soldagem.
MMA :
O acesso ao modo Escondido é feito pressionando o botão (A/V) por 3 segundos.
O posto , em seguida, exibe "HST". Girando o codicador principal é possível acessar "AST" e "ESC".
• HST : Dena a duração do HotStart. Este tempo é ajustável de 0,1s a 2s. A conguração é conrmada ao pressionar o botão A/V.
• AST : Ative ou desative o Antisticking selecionando "ON" ou "OFF". A conguração é conrmada ao pressionar o botão A/V.
• ESC : Para sair do modo escondido, pressionando o botão A/V. Também é possível sair do Modo escondido aguardando três segundos após ajustar
uma conguração do Modo escondido. O visor da IHM retorna então ao ajuste do ponto de ajuste da corrente de soldagem.
SOLDAGEM COM ELETRODO REVESTIDO (MODO MMA)
CONEXÃO E ACONSELHAMENTO
• Conecte o suporte do eletrodo e a pinça de terra nos conectores fornecidos para este m, tomando o cuidado de respeitar a polaridade e as correntes
de solda indicadas nas caixas de eletrodos.
• Remova o eletrodo revestido do porta-eletrodo quando a fonte de corrente de soldagem não estiver em uso.
• Os dispositivos possuem 3 funções especícas aos Inverters:
- O Hot Start oferece uma sobrecorrente no início do processo de soldagem para evitar a aderência.
- O Arc Force fornece uma sobre-corrente que impede a aderência quando o eletrodo entra no banho.
- O Anti-Sticking facilita a remoção do eletrodo sem que que corado.em caso de colagem.
MMA PULSO
Este modo de soldadura MMA pulso é adequado para aplicações tais como posições da soldadura verticais ascendentes. O pulsado permite manter
um banho frio, favorecendo a transferência de matéria Sem pulsação, a soldadura vertical ascendente requer um movimento "abeto", que é um deslo-
camento triangular difícil. Usando o MMA pulsado não é mais necessário de fazer este movimento, dependendo da espessura da sua peça, um movi-
mento reto ascendente pode ser suciente. Entretanto, se o banho de fusão precisar ser ampliada, um simples movimento lateral semelhante à solda
plana é suciente. Este processo oferece um ótimo domínio da operação de soldadura vertical. A freqüência de pulso é ajustável de 0,4 Hz a 20 Hz.
9
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

SOLDADURA PARA ELETRODO DE TUNGSTÊNIO SOB GÁS INERTE (MODO TIG)
CONEXÃO E ACONSELHAMENTO
• A soldadura TIG DC requer uma proteção gasosa (argônio).
• Conecte o alicate de massa ao conector de conexão positivo (+). Conecte o cabo de alimentação da tocha ao conector de conexão negativo (-),
bem como os conectores de controle da tocha e gás.
• Certique-se de que os vários componentes que compõem a tocha estejam presentes (pinça porta eletrodo, porta pinca, difusor e bocal) e que
estejam em boas condições.
• A escolha do eletrodo deve ser denida de acordo com a corrente de solda TIG DC ou AC.
AFIAÇÃO DE ELETRODOS
Para uma operação ideal, você deve usar um eletrodo aado da seguinte forma:
a = Ø 0,5 mm
L = 3 x d para uma corrente fraca.
L = d para a corrente forte
ESCOLHA DO DIÂMETRO DO ELÉCTRODO
Ø Eléctrodo
(mm)
TIG DC TIG AC
Tungstênio puro Tungstênio com óxidos Tungstênio puro Tungstênio com óxidos
1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A
1.6 60 > 150 A 60 > 150 A 45 > 90 A 60 > 125 A
2 75 > 180 A 100 > 200 A 65 > 125 A 85 > 160 A
2.5 130 > 230 A 170 > 250 A 80 > 140 A 120 > 210 A
3.2 160 > 310 A 225 > 330 A 150 > 190 A 150 > 250 A
4 275 > 450 A 350 > 480 A 180 > 260 A 240 > 350 A
~ 80 A por mm de Ø ~ 60 A por mm de Ø
SELEÇÃO DO TIPO DE ESCORVA
TIG HF: escorva alta freqüência sem contacto do eléctrodo de tungsténio na peça.
TIG LIFT: escorva de contacto (para ambientes sensíveis a perturbações de alta frequência).
1. Coloque a tocha na posição de soldagem acima da peça (distância de
aproximadamente 2-3 mm entre a ponta do eletrodo e a peça).
2. Pressione o botão da tocha (o arco é iniciado sem contato usando pulsos
de ignição de alta tensão HF).
3. A corrente de soldagem inicial ui, a soldagem continua de acordo com o
ciclo de soldagem.
1. Posicione o bico da tocha e a ponta do eletrodo na peça e pressione o
botão da tocha.
2. Incline a tocha até que uma distância de aproximadamente 2-3 mm
separe a ponta do eletrodo da peça. O arco começa
3. Volte a colocar a tocha na posição normal para iniciar o ciclo de soldadu-
ra.
CONFIGURAÇÕES DO PROCESSO TIG
• O TIG DC é dedicado à soldadura de metais ferrosos como o aço, aço inoxidável, mas também cobre e suas ligas e titânio.
• A TIG AC dedica-se à soldadura de alumínio e suas ligas
O SOLDAGEM TIG DC
• TIG DC - Standartd
O processo de soldadura TIG DC Standard permite uma soldadura de alta qualidade na maioria dos materiais ferrosos como o aço, aço inoxidável,
mas também cobre e suas ligas, titânio... As muitas possibilidades de gestão de corrente e gás permitem-lhe controlar perfeitamente a sua operação
de soldadura, desde a escorvamento até o arrefecimento nal do cordão de solda.
• TIG DC Pulso
Este modo de soldadura por corrente pulsada é uma combinação de impulsos de corrente elevada (I, impulsos de soldadura) e impulsos de
corrente baixa (I_Cold, impulsos de arrefecimento da peça). O modo pulse permite a montagem das peças, limitando a elevação da temperatura. É
particularmente recomendado para a montagem de peças nas.
Ex. A corrente de soldagem I é ajustada para 100 A e % (I_Frio) = 50%, ou seja, uma corrente Fria = 50% x 100 A = 50 A. F(Hz) é ajustado para
10 Hz, o período de sinal será de 1/10 Hz = 100 ms. Durante esses 100 ms, um pulso a 100 A e depois outro de 50 A seguirá.
10
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

A escolha da freqüência:
- Se baixa espessura sem adição (< 0,8 mm), F(Hz) > 10 Hz,
- Soldagem em posição, então F(Hz) 5 < 100 Hz.
O ajuste de freqüência em TIG DC pulsado é feito pressionando e soltando o botão de ajuste de freqüência de pulso e, em seguida, operando o
codicador incremental principal. O valor desta freqüência aumenta quando o codicador incremental é operado no sentido horário e diminui quando
é operado no sentido anti-horário. Esta freqüência varia de 0,1 Hz a 2 Hz.
Exemplo: = 1 KHz.
Uma vez feita a conguração, pressione novamente o botão de ajuste de freqüência (BP 3) ou espere 2 segundos para que o gerador retorne ao menu
principal. A soldagem DC pulsada está disponível para os processos " TIG HF " e " TIG LIFT " e os modos de gatilho " 2T " e " 4T ".
SOLDADURA TIG AC
• TIG AC - Easy
Este modo permite um uso rápido da soldagem AC ajustando o diâmetro do eletrodo (o valor selecionado é indicado pelos diferentes LEDs no IHM).
Neste modo, as congurações dos parâmetros "Balance" e " Frequency" são travadas. A escolha do diâmetro do eletrodo afeta os valores da corrente
de solda e decapagem da seguinte forma:
Diâmetro do eletrodo I
min
I
max
Equilíbrio / Decapagem
1,6 mm 10 A 80 A 30 %
2,4 mm 45 A 120 A 37 %
3,2 mm 60 A 180 A 43 %
4,0 mm 75 A 200 A 50 %
Neste modo, o valor da freqüência está relacionado ao valor da corrente de solda da seguinte forma:
Corrente (A) Frequência (Hz)
10 > 40 117
41 > 90 100
91 > 140 79
141 > 170 70
171 > 200 60
Ao mudar do modo "AC - Easy" para o modo "AC", os últimos parâmetros de soldagem "AC - EASY" são mantidos e podem ser usados como base
para renamento posterior em "AC" (por exemplo: freqüência da soldagem e equilíbrio).
• TIG AC - Standard
Este modo de soldadura TIG AC Standard é dedicado à soldadura de alumínio e suas ligas (Al, AlSi, AlMg, AlMg, AlMg, AlMn...). A corrente alternada
(AC) inclui uma fase de decapagem que é essencial para a soldagem do alumínio.
O Equilíbrio : permite que a peça seja decapada durante a soldagem. É ajustável entre 20% e 60%.
A freqüência : a freqüência permite ajustar a concentração do arco. Uma alta freqüência gera um arco concentrado. Uma baixa freqüência gera um
arco mais amplo.
Alta freqüência Baixa frequência
Corrente - Freqüência : Em AC, o valor da corrente de soldagem e sua freqüência estão ligados pela função abaixo :
Corrente
Corrente em AC em função da Freqüência
Fréquence (Hz)
Courant (A)
0
50 150100 200
150
200
Freqüência
Até 100 Hz é possível soldar a uma corrente
de soldagem de 200 A. Entre 100 Hz e 200
Hz, o valor máximo da corrente de soldagem
diminui de 200 A para 150 A.
• TIG AC - Pulso
A função Pulse está disponível em TIG AC - Easy e TIG AC - Standard. A frequência de pulso é ajustável de 0,1 Hz a 10 Hz.
11
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

Ponteamento TIG DC ou AC
O modo "SPOT" permite a pré-montagem de peças por pontos O ajuste do tempo de ponteamento permite uma melhor reprodutibilidade e a
realização de pontos não oxidados. Por padrão, quando o modo " SPOT " é selecionado, o início e o m da soldagem é feito no gatilho. Entretanto,
o botão BP 3 " F(Hz) " e o codicador principal permitem que o usuário rene esse tempo. O tempo neste modo de ponteamento "SPOT" é ajustável
em 0,1 segundos. a 60 segundos em incrementos de 0,1 segundos. O início da soldagem é então feito com o gatilho. Para retornar a um tempo de
spot não denido, basta selecionar "0,0s".
GESTÃO DE JOBS
As congurações atualmente em uso são salvas automaticamente e recuperadas na próxima energização. Além das congurações em curso, é possível
salvar e rechamar congurações designadas "JOB". O botão " JOB " é usado para salvar, recuperar ou apagar uma conguração. 50 Jobs podem ser
armazenados por processo de soldagem.
• Lembrete de Jobs
- Além de não estar no processo de soldagem, o recall de um Job não requer nenhuma condição inicial em particular,
- Pressione o botão "JOB" por um curto período de tempo (não superior a 2 seg.),
- OUT" aparece no display do IHM,
- Use o codicador incremental para selecionar um número de job. Apenas os números associados aos jobs existentes aparecem no display. Se
nenhum job for armazenado, a IHM exibe "- - - - -".
- Uma vez selecionado o número do job, pressione o botão "JOB" para conrmar a conguração. O número do job então pisca no display, indicando
que o job foi carregado. O número continua piscando até que outro parâmetro seja alterado ou até que o gatilho da tocha seja pressionado para
iniciar o ciclo de soldagem.
• Apagar um job
- Pressione o botão "JOB" por um curto período de tempo (não superior a 2 seg.),
- OUT" aparece no display do IHM,
- Use o codicador incremental para selecionar um número de job. Somente números associados a jobs existentes podem ser exibidos,
- Pressione o botão " JOB " 3 vezes seguidas. O job selecionado é agora apagado e o gerador exibe novamente a corrente de solda.
• Criação de um job
- Ajustar todos os parâmetros de soldagem desejados,
- Mantenha pressionado o botão " JOB " por mais de 3 segundos,
- IN" aparece no display,
- Selecione um número de job usando o codicador incremental. Somente os números que ainda não foram atribuídos a um job gravado anteriormente
podem ser selecionados e são mostrados no display,
- Uma vez escolhido o número do job, pressione o botão "JOB" para validá-lo e salvá-lo sob o número selecionado,
- O número do job então permanece exibido, indicando que a ação de backup foi concluída. A exibição do número permanecerá ligada até que outro
botão ou o gatilho da tocha seja ativado.
Nota: Se todos os números já estiverem atribuídos a jobs salvos, o IHM exibe "Full".
Precisões para um lembrete de job em TIG AC: A característica especial de um lembrete de trabalho em TIG AC é a exibição dos parâmetros
relacionados com as funções "AC". Quando um job que congura o posto em "AC" é chamado, a IHM então exibe os valores da corrente de soldagem
(em A), o Equilíbrio (em %) e a freqüência (em Hz) sucessivamente, seguindo um ciclo repetitivo. Este ciclo dura até que o gatilho da tocha seja
premido para iniciar um ciclo de soldadura.
TOCHAS COMPATÍVEIS E COMPORTAMENTOS DOS GATILHOS
L
DB
P
L
DB
P
L
DB
P
Para a tocha com 1 botão, o botão é chamado de "botão principal".
Para a tocha com 2 botões, o primeiro botão é chamado de "botão principal" e o segundo botão é chamado de "botão secundário".
MODO 2T
t t
t t
t
t
T2
T1
Botão principal
T3
T1
Botão principal
T2
T4
T3
T1
Botão principal
T2
T4
Botão secundário
ou
>0.5s<0.5s<0.5s
T1: O botão principal é pressionado, o ciclo de soldagem é iniciado.
(Pré-Gás, I_start, UpSlope e solda).
T2 - O botão principal é liberado, o ciclo de soldagem é interrompido
(DownSlope, I_Stop, PostGaz).
Para a tocha de 2 botões e somente no 2T, o botão secundário é gerenciado
como o botão principal.
12
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

MODO 4T
t t
t t
t
t
T2
T1
Botão principal
T3
T1
Botão principal
T2
T4
T3
T1
Botão principal
T2
T4
Botão secundário
ou
>0.5s<0.5s<0.5s
T1 - O botão principal é pressionado, o ciclo inicia a partir do PreGas e pára
na fase I_Start.
T2 - O botão principal é solto, o ciclo continua em UpSlope e soldagem.
T3 - O botão principal é pressionado, o ciclo muda para DownSlope e pára na
fase I_Stop.
T4 - O botão principal é liberado, o ciclo termina com o PostGaz.
MODO 4T LOG
t t
t t
t
t
T2
T1
Botão principal
T3
T1
Botão principal
T2
T4
T3
T1
Botão principal
T2
T4
Botão secundário
ou
>0.5s<0.5s<0.5s
T1 - O botão principal é pressionado, o ciclo inicia a partir do PreGas
e pára na fase I_Start.
T2 - O botão principal é solto, o ciclo continua em UpSlope e solda-
gem.
LOG: este modo de operação é utilizado durante a soldadura:
- Pressionando brevemente o botão principal (<0,5s), a corrente
alterna a corrente de soldadura de I para I frio e vice-versa.
- O botão secundário é mantido pressionado, o
corrente muda a corrente de I soldagem para I frio.
- O botão secundário é mantido liberado, o
corrente muda a corrente de I frio para I soldagem.
T3 - Uma pressão longa no botão principal (>0,5 seg.), o ciclo muda
para DownSlope e pára na fase I_Stop.
T4 - O botão principal é liberado, o ciclo termina com o PostGaz.
Para tochas de "duplo botão" ou de "duplo botão + potenciômetro", o gatilho principal mantém a mesma funcionalidade que a tocha gatilho simples
ou lamela. O gatilho secundário, quando mantido para baixo, muda para a corrente fria. O potenciômetro da tocha de solda, quando presente, permite
ajustar a corrente de solda de 50% a 100% do ponto de ajuste.
CONECTOR DE CONTROLO GATILHO
DB torch
L torch
NC
P
torch
P
L
DB
L
torch
DB
torch
DB + P
torch
Esquema de ligação da tocha SRL18. Diagrama elétrico de acordo com o tipo de tocha.
Tipos de tochas Designação do o
Pino do conector
associado
Tocha 2 gatilhos +
potenciómetro
Tocha 2 gatilhos
Tocha 1 gatilho
Comum / massa 2 (verde)
Switch gatilho 1 4 (branco)
Switch gatilho 2 3 (castanho)
Comum/Massa do
Potenciómetro
2 (cinza)
10 V 1 (amarelo)
cursor 5 (rosa)
13
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale

14
PROTIG 201 AC/DC - 201L AC/DC
PT
Notice originale
CONTROLO REMOTO
O controle remoto analógico opera em processos TIG e MMA.
Ref. 045699 Visão externa
Diagramas elétricos de acordo com os
controles remotos.
Conexão:
1- Conecte o controle remoto ao face traseira da fonte de energia de soldagem
2- A IHM detecta a presença de um controle remoto e propõe uma seleção entre um controle remoto do tipo "pedal" e um controle remoto do tipo
"potenciômetro", acessível através do codicador incremental principal.
Conectividade :
O produto está equipado com um conector fêmea para controle remoto.
O conector especíco de 7 pinos (opção ref. 045699) permite ligar os diferentes tipos de controlo remoto. Para a ação, siga o esquema descrito
abaixo.
TIPO DE CONTROLE REMOTO Designação do o
Pino do conector
associado
Pedal
Controle manual
à distância
10 V A
Cursor B
Comum / massa C
Switch D
Como funciona :
• Controle remoto manual (opção ref. 045675)
O controle remoto manual permite variar a corrente de 50% a 100% da intensidade denida. Nesta conguração, todos os modos e funcionalidades
da fonte de alimentação da soldadura são acessíveis e conguráveis.
• Pedal (opção ref. 045682)
O pedal permite variar a corrente entre o mínimo e 100% da intensidade denida. Em TIG, a fonte de corrente de soldadura funciona apenas no
modo 2T. Além disso, o aumento e o desvanecimento da corrente já não são geridos pela fonte de energia de soldadura (funções inactivas), mas pelo
utilizador através do pedal.
VENTILAÇÃO
O gerador integra ventilação controlada.
VERSÃO COM UNIDADE DE ARREFECIMENTO INTEGRADA: PROTIG 201L AC/DC
As proteções suportadas pela unidade de arrefecimento a m de garantir a proteção da tocha e do usuário são :
• Proteção térmica do líquido de arrefe
As conexões de líquidos quentes e frios são marcadas com anéis coloridos, vermelho e azul, respectivamente.
Na parte traseira do posto, um medidor é usado para determinar visualmente o nível do líquido no tanque.
Certique-se de que o grupo de arrefecimento esteja desligado antes de desconectar as tubulações de entrada e saída de
líquido da tocha.
O refrigerante é nocivo e irrita os olhos, as mucosas e a pele. O líquido quente pode causar queimaduras.
GARANTIA
A garantia cobre todo defeitos ou vícios de fabricação durante 2 ano, a partir da data de compra (peças e mão de obra).
A garantia não cobre:
• Qualquer outra avaria causada pelo transporte.
• O desgaste normal das peças (Ex. : cabos, alicates, etc.).
• Os incidentes causados pelo uso incorreto (erro de alimentação, quedas, desmontagem).
• As avarias ligadas ao ambiente (poluição, ferrugem, pó).
Em caso de avaria, retornar o dispositivo ao distribuidor, junto com:
- um justicativo de compras com data (recibo de pagamento, fatura...)
- uma nota explicando a avaria

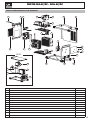
PEÇAS SOBRESSELENTES E DE DESGASTE
22
20
19
18
17
16
15
1
2
12
5
4
7
9
13
11
8
10
14
21
6
26
24
27
25
23
201 L
3
1 Ventilador 51021
2 Grelha do ventilador 51010
3 Cordão setor 21464
4 Feixe + conector pedal 71513
5 solenóide 71542
6 Cartão principal 97798C
7 Placa de alimentação de energia 97155C
8 Alça 56048
9 Placa microcontrolador 97797C
10 Almofada de borracha superior 56163
11 Transformador HF 96130
12 placa secundária 97801C
13 placa primária 97799C
14 Carta eletronica IHM 97796C
15
PROTIG 201 AC/DC - 201L AC/DC
PROTIG 201 AC/DC - 201L AC/DC

15 IHM 51978
16 Botão de ajuste downslope Ø 21 mm 73019
17 Botão de ajuste corrente Ø 28 mm 73016
18 CONEXÃO DE GÁS 55090
19 Conector de tocha + feixe 71873
20 Tomada TEXAS fêmea 51461
21 indutância de saída 63678
22 Almofada de borracha inferior 56120
23 Acoplamento rápido água 71695/71694
24 Ventilador 230 V "unidade de arrefecimento 51023
25 Radiador água 71751
26 Bomba 71772
27 Tanque 90281
DIAGRAMA ELÉCTRICO
21464
63662
63678
51461
96130
51461
71542
M
51021
71873
71513
97799C
97798C
97801C
97155C 97797C
5
4
7
2
97796C
51978
201 AC/DC :
PROTIG 201 AC/DC - 201L AC/DC
16
PROTIG 201 AC/DC - 201L AC/DC

17
PROTIG 201 AC/DC - 201L AC/DC
PROTIG 201 AC/DC - 201L AC/DC
21464
63662
63678
51461
96130
51461
71542
M
51021
71873
71513
97799C
97798C
97801C
97155C 97797C
5
4
7
2
97796C
51978
52099
M
71772
M
51023
201L AC/DC :

PROTIG 201 AC/DC - 201L AC/DC
18
PROTIG 201 AC/DC - 201L AC/DC
ESPECIFICAÇÕES TÉCNICAS
201 AC/DC
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Stromversorgung / Tensión de red eléctrica / Напряжение питания /
Voedingsspanning / Tensione di alimentazione
230 V +/- 15% 110 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza
settore
50 / 60 Hz 50 / 60 Hz
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Fusible disyuntor / Плавкий предохранитель прерывателя
/ Zekering hoofdschakelaar / Fusibile disgiuntore
13 A 20 A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
MMA TIG DC TIG AC MMA TIG DC TIG AC
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspan-
ning / Tensione a vuoto
70 V 70 V
Tension crête du dispositif d’amorçage manuel (EN60974-3) / Manual striking system’s maximum voltage (EN60974-3) /
Spitzenspannung des manuellen Startgerätes (EN60974-3) / Tensión pico del dispositivo de cebado manual (EN60974-3) /
Пиковое напряжение механизма ручного поджига (EN60974-3) / Piekspanning van het handmatige startsysteem (EN60974-
3) / Tensione di picco del dispositivo di innesco manuale (EN60974-3)
11 kV 11 kV
Courant de sortie nominal (I
2
) / Normal current output (I
2
) / nominaler Ausgangsstrom (I
2
) / Corriente de salida nomi-
nal (I2) / Номинальный выходной ток (I2) / Nominale uitgangsstroom (I2) / Corrente di uscita nominale (I2)
10 A -
160 A
10 A -
160 A
10 A -
200 A
10 A -
110 A
10 A -
160 A
10 A -
160 A
Tension de sortie conventionnelle (U
2
) / Conventional voltage output (U
2
) / entsprechende Arbeitsspannung (U
2
) /
Tensión de salida convencional (U2) / Условное выходные напряжения (U2) / Conventionele uitgangsspanning (U2) /
Tensione di uscita convenzionale (U2)
20.4 V
- 26.4 V
10.4 V
- 16.4 V
10.4 V
- 18 V
20.4 V
- 24.4 V
10.4 V
- 16.4 V
10.4 V -
16.4 V
- Facteur de marche à 40°C (10 min)*
Norme EN60974-1.
- Duty cycle at 40°C (10 min)*
Standard EN60974-1.
- Einschaltdauer @ 40°C (10 min)*
EN60974-1 -Norm.
- Ciclo de trabajo a 40°C (10 min)*
Norma EN60974-1
- ПВ% при 40°C (10 мин)*
Норма EN60974-1.
- Inschakelduur bij 40°C (10 min)*
Norm EN60974-1.
Imax 25 % 25 % 13 % 32 % 25 % 20 %
60%
100 A 100 A 90 A 90 A 120 A 105 A
100%
95 A 95 A 80 A 85 A 100 A 90 A
Consommation à vide / No-load power consumption / Leerlaueistung / Consumo en vacío / Consumo a vuoto / Verbruik
apparaat in stand-by
23 W 23 W
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая
температура / Gebruikstemperatuur / Temperatura di funzionamento
-10 à +40 °C
Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje / Температура хранения
/ Bewaartemperatuur / Temperatura di stoccaggio
-20 à +55 °C
Degré de protection / Protection level / Schutzgrad / Grado de protección / Степень защиты / Beschermingsklasse / Grado di
protezione
IP21
Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh)
/ Dimensioni (Lxlxh)
24 x 41 x 36 cm
Poids / Weight / Gewicht / Peso / Вес / Gewicht / Peso 15 Kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (> au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’afche.
Laissez le matériel alimenté pour permettre son refroidissement jusqu’à annulation de la protection.
La source de courant de soudage décrit une caractéristique de sortie tombante.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc swictes off and the indicator switches on.
Keep the machine’s power supply on to enable cooling until thermal protection cancellation.
The machine has a specication with a “dropping current output”.
*Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der
Anzeige.
Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Die Schweißstromquelle besitzt eine fallende Spannungskennlinie.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos.
Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende.
Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección.
La fuente de energía de soldadura posee una salida de característica descendente.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор .
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Источник сварочного тока имеет выходную характеристику "падающего типа".
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.
Bij intensief gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslampje gaat branden.
Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
De lasstroombron beschrijft een dalende uitgangskarakteristiek.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l’uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina.
Lasciate il dispositivo collegato per permettere il suo raffreddamento no all’annullamento della protezione.
La fonte di corrente descrive una caratteristica di uscita di tipo "discendente".

19
PROTIG 201 AC/DC - 201L AC/DC
PROTIG 201 AC/DC - 201L AC/DC
ESPECIFICAÇÕES TÉCNICAS
201L AC/DC
Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario
Tension d’alimentation / Power supply voltage / Stromversorgung / Tensión de red eléctrica / Напряжение питания / Voedingsspanning / Tensione
di alimentazione
230 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz / Frecuencia / Частота сети / Frequentie sector / Frequenza settore
50 / 60 Hz
Fusible disjoncteur / Fuse / Sicherung / Fusible disyuntor / Fusible disyuntor / Плавкий предохранитель прерывателя / Zekering hoofdschakelaar /
Fusibile disgiuntore
13 A
Secondaire / Secondary / Sekundär / Secundario / Вторичка / Secondair / Secondario
MMA TIG DC TIG AC
Tension à vide / No load voltage / Leerlaufspannung / Tensión al vacío / Напряжение холостого хода / Nullastspanning / Tensione a vuoto 70 V
Tension crête du dispositif d’amorçage manuel (EN60974-3) / Manual striking system’s maximum voltage (EN60974-3) / Spitzenspannung des manuellen
Startgerätes (EN60974-3) / Tensión pico del dispositivo de cebado manual (EN60974-3) / Пиковое напряжение механизма ручного поджига (EN60974-3) /
Piekspanning van het handmatige startsysteem (EN60974-3) / Tensione di picco del dispositivo di innesco manuale (EN60974-3)
11 kV
Courant de sortie nominal (I
2
) / Normal current output (I
2
) / nominaler Ausgangsstrom (I
2
) / Corriente de salida nominal (I2) / Номинальный
выходной ток (I2) / Nominale uitgangsstroom (I2) / Corrente di uscita nominale (I2)
10 A -
160 A
10 A -
160 A
10 A -
200 A
Tension de sortie conventionnelle (U
2
) / Conventional voltage output (U
2
) / entsprechende Arbeitsspannung (U
2
) / Tensión de salida convencional
(U2) / Условное выходные напряжения (U2) / Conventionele uitgangsspanning (U2) / Tensione di uscita convenzionale (U2)
20.4 V
- 26.4 V
10.4 V
- 16.4 V
10.4 V
- 18 V
- Facteur de marche à 40°C (10 min)*
Norme EN60974-1.
- Duty cycle at 40°C (10 min)*
Standard EN60974-1.
- Einschaltdauer @ 40°C (10 min)*
EN60974-1 -Norm.
- Ciclo de trabajo a 40°C (10 min)*
Norma EN60974-1
- ПВ% при 40°C (10 мин)*
Норма EN60974-1.
- Inschakelduur bij 40°C (10 min)*
Norm EN60974-1.
Imax 25 % 25 % 13 %
60% 100 A 100 A 90 A
100% 95 A 95 A 80 A
Consommation à vide / No-load power consumption / Leerlaueistung / Consumo en vacío / Consumo a vuoto / Verbruik apparaat in stand-by 23 W
Température de fonctionnement / Functionning temperature / Betriebstemperatur / Temperatura de funcionamiento / Рабочая температура / Gebruikstempe-
ratuur / Temperatura di funzionamento
-10 à +40 °C
Température de stockage / Storage temperature / Lagerungstemperatur / Temperatura de almacenaje / Температура хранения / Bewaartemperatuur /
Temperatura di stoccaggio
-20 à +55 °C
Degré de protection / Protection level / Schutzgrad / Grado de protección / Степень защиты / Beschermingsklasse / Grado di protezione IP21
Dimensions (Lxlxh) / Dimensions (Lxlxh) / Abmessung (LxBxH) / Dimensiones (Lxlxh) / Размеры (ДхШхВ) / Afmetingen (Lxlxh) / Dimensioni (Lxlxh) 24 x 43 x 50 cm
Poids / Weight / Gewicht / Peso / Вес / Gewicht / Peso 20.5 Kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (> au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’afche.
Laissez le matériel alimenté pour permettre son refroidissement jusqu’à annulation de la protection.
La source de courant de soudage décrit une caractéristique de sortie tombante.
*The duty cycles are measured according to standard EN60974-1 à 40°C and on a 10 min cycle.
While under intensive use (> to duty cycle) the thermal protection can turn on, in that case, the arc swictes off and the indicator switches on.
Keep the machine’s power supply on to enable cooling until thermal protection cancellation.
The machine has a specication with a “dropping current output”.
*Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C).
Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der
Anzeige.
Das Gerät zum Abkühlen nicht ausschalten und laufen lassen bis das Gerät wieder bereit ist.
Die Schweißstromquelle besitzt eine fallende Spannungskennlinie.
*Los ciclos de trabajo están realizados en acuerdo con la norma EN60974-1 a 40ºC y sobre un ciclo de diez minutos.
Durante un uso intensivo (superior al ciclo de trabajo), se puede activar la protección térmica. En este caso, el arco se apaga y el indicador se enciende.
Deje el aparato conectado para permitir que se enfríe hasta que se anule la protección.
La fuente de energía de soldadura posee una salida de característica descendente.
*ПВ% указаны по норме EN60974-1 при 40°C и для 10-минутного цикла.
При интенсивном использовании (> ПВ%) может включиться тепловая защита. В этом случае дуга погаснет и загорится индикатор .
Оставьте аппарат подключенным к питанию, чтобы он остыл до полной отмены защиты.
Источник сварочного тока имеет выходную характеристику "падающего типа".
*De inschakelduur is gemeten volgens de norm EN60974-1 bij een temperatuur van 40°C en bij een cyclus van 10 minuten.
Bij intensief gebruik (superieur aan de inschakelduur) kan de thermische beveiliging zich in werking stellen. In dat geval gaat de boog uit en gaat het beveiligingslampje gaat branden.
Laat het apparaat aan de netspanning staan om het te laten afkoelen, totdat de beveiliging afslaat.
De lasstroombron beschrijft een dalende uitgangskarakteristiek.
*I cicli di lavoro sono realizzati secondo la norma EN60974-1 a 40°C e su un ciclo di 10 min.
Durante l’uso intensivo (> al ciclo di lavoro) la protezione termica può attivarsi, in questo caso, l’arco si spegne e la spia si illumina.
Lasciate il dispositivo collegato per permettere il suo raffreddamento no all’annullamento della protezione.
La fonte di corrente descrive una caratteristica di uscita di tipo "discendente".

PROTIG 201 AC/DC - 201L AC/DC
20
PROTIG 201 AC/DC - 201L AC/DC
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / SÍMBOLOS / СИМВОЛЫ / PICTOGRAMMEN / ICONA
- Attention ! Lire le manuel d’instruction avant utilisation.
- Caution ! Read the user manual.
- Achtung! Lesen Sie die Betriebsanleitung.
- Cuidado, leer las instrucciones de utilización.
- Внимание ! Читайте инструкцию по использованию.
- Let op! Lees voorzichtig de gebruiksaanwijzing.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
- Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne doit toutefois pas être placée dans de tels
locaux.
- Suitable for welding in an environment with an increased risk of electric shock. Such a current source must not however be placed in the welding room or in the
surroundings.
- Geeignet für Schweißarbeiten im Bereich mit erhöhten elektrischen Risiken. Trotzdem sollte die Schweißquelle nicht unbedingt in solchen Bereichen betrieben werden.
- Adecuado para la soldadura en un entorno que comprende riesgos de choque eléctrico. No obstante, la fuente de corriente no debe estar situada dentro de estas
zonas.
- Подходит для сварки в среде с повышенным риском удара током. В этом случае источник тока не должен находиться в том же самом помещении.
- Geschikt voor het lassen in een ruimte met verhoogd risico op elektrische schokken. De voedingsbron zelf moet echter niet in dergelijke ruimte worden geplaatst.
- È consigliato per la saldatura in un ambiente con grandi rischi di scosse elettriche. La fonte di corrente non deve essere localizzata in tale posto.
- Courant de soudage continu / Continuous welding current / Kontinuierlicher Schweißstrom / Corriente de soldadura continua / Непрерывный сварочный ток / Conti-
nue lasstroom / Corrente di saldatura continua
- Courant de soudage alternatif / Alternating welding current / Wechselnder Schweißstrom / Corriente alterna de soldadura / Попеременный сварочный ток / Wisse-
lende lasstroom / Corrente alternata di saldatura
Courant de soudage continu et alternatif - Direct and alternating welding current - Gleich- und Wechselstrom - Corriente de soldadura continua y alterna. - Постоянный
и переменный сварочный ток. - Gelijkstroom en wisselstroom - Corrente di saldatura continua e alternata
U0
- Tension assignée à vide - Open circuit voltage - Leerlaufspannung - Tensión asignada en vacío - Номинальное напряжение холостого хода - Nullastspanning - Ten-
sione nominale a vuoto
X(40°C)
- Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).
- Duty cycle according to standard EN 60974-1 (10 minutes – 40°C).
- Einschaltdauer: 10 min - 40°C, richlinienkonform EN60974-1
- Factor de funcionamiento según la norma EN60974-1 (10 minutos - 40 ° C).
- ПВ% согласно норме EN 60974-1 (10 минут – 40°C).
- Inschakelduur volgens de norm EN60974-1 (10 minuten – 40°C).
- Ciclo di lavoro conforme alla norma EN60974-1 (10 minuti – 40°C).
I2
I2: courant de soudage conventionnel correspondant / I2: corresponding conventional welding current / I2: entsprechender Schweißstrom / I2 : Corrientes correspon-
dientes / I2: соответствующий номинальный сварочный ток. / I2 : overeenkomstige conventionele lasstroom / I2: corrente di saldatura convenzionale corrispon-
dente.
A Ampères - Amps - Ampere - Amperio - Ампер - Ampère - Amper
U2
U2: Tensions conventionnelles en charges correspondantes / U2: Conventional voltage in corresponding loads / U2 : Tensiones convencionales en carga / U2: ents-
prechende Arbeitsspannung / U2: Номинальные напряжения при соответствующих нагрузках. / U2 : conventionele spanning in corresponderende belasting / U2:
Tensioni convenzionali in cariche corrispondenti.
V Volt - Volt - Volt - Voltios - Вольт - Volt - Volt
Hz Hertz - Hertz - Hertz - Hertz - Герц - Hertz - Hertz
U1
- Tension assignée d’alimentation - Rated power supply voltage - Netzspannung - Tensión de la red - Номинальное напряжение питания. - Netspanning - Tensione
nominale di alimentazione.
I1max
- Courant d’alimentation assigné maximal (valeur efcace).
- Maximum rated power supply current (effective value).
- Maximaler Versorgungsstrom (Effektiwert)
- Corriente maxima de alimentacion de la red
- Максимальный сетевой ток (эффективное значение).
- Maximale nominale voedingstroom (effectieve waarde)
- Corrente di alimentazione nominale massima (valore effettivo).
I1eff
- Courant d’alimentation effectif maximal - Maximum effective rated power supply current - Maximaler tatsächlicher Versorgungsstrom - Corriente de alimentación efecti-
va maxima - Максимальный эффективный сетевой ток. - Maximale effectieve voedingstroom - Corrente di alimentazione massima effettiva.
- Matériel conforme aux directives européennes. La déclaration UE de conformité est disponible sur notre site.
- Device(s) compliant with European directives. The certicate of compliance is available on our website.
- Die Geräte entsprechen die europäischen Richtlinien. Die Konformitätserklärung nden Sie auf unsere Webseite.
- El aparato está conforme a las normas europeas. La declaración de conformidad está disponible en nuestra página Web.
- Aparato (s) conforme (s) a las directivas europeas. La declaración de conformidad está disponible en nuestra página Web.
- Het apparaat is in overeenstemming met met de Europese richtlijnen. De conformiteitsverklaring is te vinden op onze internetsite.
- Dispositivo(i) conforme(i) alle direttive europee. La dichiarazione di conformità è disponibile sul nostro sito internet.
IEC 60974-3
IEC 60974-2
Class A
- La source de courant de soudage est conforme aux normes EN60974-3/-2 et de classe A.
- This welding machine is compliant with standard EN60974-3/-2 of class A.
- Die Schweißstromquelle entspricht der Norm EN60974-3/-2, Klasse A-Gerät.
- El aparato es conforme a las normas EN60974-3/-2 y de clase A.
- Источник сварочного тока отвечает нормам EN60974-3/-2 и относится к классу A.
- De lasstroomvoorziening is conform aan de EN60974-3/-2 en klasse A norm.
- La fonte di corrente di saldatura è conforme alle norme EN60974-3/-2e di classe A.
IEC 60974-1
IEC 60974-10
Class A
- La source de courant de soudage est conforme aux normes IEC60974-1/-10 et de classe A.
- This welding machine is compliant with standard IEC60974-1/-10 of class A.
- Die Schweißstromquelle entspricht der Norm IEC60974-1/-10, Klasse A-Gerät.
- El aparato es conforme a las normas IEC60974-1/-10 y de clase A.
- Источник сварочного тока отвечает нормам IEC60974-1/-10 и относится к классу A.
- De lasstroomvoorziening is conform aan de IEC60974-1/-10 en klasse A norm.
- La fonte di corrente di saldatura è conforme alle norme IEC60974-1/-10e di classe A.
- Ce matériel fait l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique !
- This hardware is subject to waste collection according to the European directives 2002/96/UE. Do not throw out in a domestic bin !
- Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll
entsorgt werden.
- Este material sujeto a la recogida por separado de acuerdo con la Directiva de la UE 2012/19 / UE. No tire en un cubo de basura doméstica!
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non gettare nei riuti domestici !
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22






















GYS PROTIG 201 AC/DC FV Le manuel du propriétaire
- Taper
- Le manuel du propriétaire
- Ce manuel convient également à
dans d''autres langues
Documents connexes
-
GYS EXPERT 110 Le manuel du propriétaire
-
GYS TIG TITANIUM 400 AC/DC TRI Le manuel du propriétaire
-
GYS PROTIG 200 DC HF Fiche technique
-
GYS PROTIG 161 DC Fiche technique
-
-
-
-
GYS TIG/MMA FOOT PEDAL RC-FA1 - 4m Le manuel du propriétaire
-
Autres documents
-
HobartWelders CHAMPION 260 Le manuel du propriétaire
-
ESAB Caddy®Tig HF Manuel utilisateur
-
Miller MK420620R Le manuel du propriétaire
-
Air Liquide SAF-FRO PRESTOMIG 200MP Instruction For Operation And Maintenance
-
ESAB MobileFeed 201 AVS Manuel utilisateur
-
Cebora 364 TIG Sound AC-DC 1531/M Manuel utilisateur
-
Cebora 264 Power TIG 1640 DC-HF Manuel utilisateur
-
Migatronic rally mig 161i Manuel utilisateur