Cebora 264 Power TIG 1640 DC-HF Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à

I -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2
GB -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 6
D -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN Seite 10
F -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 15
E -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 19
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 24
SF -KÄYTTÖOPAS KAARIHITSAUSLAITTEELLE sivu.29
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.33
NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.37
S -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.42
GR -ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUV" SUGKOVLLHSH" sel.46
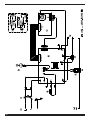
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediav-
gramma
Pagg. Seiten
sel.: 52÷54
19/03/13
3.300.262/C
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

15
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À
L’ARC PEUVENT ÊTRE NUISIBLES À
VOUS ET AUX AUTRES. L’utilisateur doit
pourtant connaître les risques, résumés ci-dessous, liés aux
opérations de soudure. Pour des informations plus détaillées,
demander le manuel code.3.300758
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dange-
reux.
· Le courant électrique traversant n'importe
quel conducteur produit des champs électro-
magnétiques (EMF). Le courant de soudure ou
de découpe produisent des champs électro-
magnétiques autour des câbles ou des géné-
rateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des stimu-
lateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de sou-
dage à l’arc, découpe, décriquage ou soudage par points, les
porteurs d’appareils électroniques vitaux (stimulateurs car-
diaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de soudure ou
de découpe peut produire des effets inconnus sur la santé.
Pour reduire les risques provoqués par l'exposition aux
champs électromagnétiques chaque opérateur doit suivre
les procédures suivantes:
- Vérifier que le câble de masse et de la pince porte-
électrode ou de la torche restent disposés côte à côte.
Si possible, il faut les fixer ensemble avec du ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble de
la pince porte-électrode ou de la torche. Si le câble de
masse se trouve à droite de l'opérateur, le câble de la
pince porte-électrode ou de la torche doit être égale
ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de
découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10(Cl. A) et
ne doit être utilisée que pour des buts professionnels
dans un milieu industriel. En fait, il peut y avoir des diffi-
cultés potentielles dans l’assurance de la compatibilité
électromagnétique dans un milieu différent de celui
industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques et
électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent être
collectés séparément et conférés à une usine de recycla-
ge. Nous recommandons aux propriétaires des équipe-
ments de s’informer auprès de notre représentant local
au sujet des systèmes de collecte agréés.En vous confor-
mant à cette Directive Européenne, vous contribuez à la
protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numérotées
de la plaquette.
B. Les galets entraînement fil peuvent blesser les mains.
C. Le fil de soudure et le groupe entraînement fil sont sous
tension pendant le soudage. Ne pas approcher les
mains ni des objets métalliques.
MANUEL D’INSTRUCTIONS POUR POSTE À SOUDER À L’ARC

1. Les décharges électriques provoquées par l'électrode le
câble peuvent être mortelles. Se protéger de manière
adéquate contre les décharges électriques.
1.1 Porter des gants isolants. Ne pas toucher l’électrode
avec les mains nues. Ne jamais porter des gants
humides ou endommagés.
1.2 S'assurer d'être isolés de la pièce à souder et du sol
1.3 Débrancher la fiche du cordon d’alimentation avant de
travailler sur la machine.
2. L'inhalation des exhalations produites par la soudure
peut être nuisible pour la santé.
2.1 Tenir la tête à l'écart des exhalations.
2.2 Utiliser un système de ventilation forcée ou de déchar-
gement des locaux pour éliminer toute exhalaison.
2.3 Utiliser un ventilateur d'aspiration pour éliminer les
exhalations.
3. Les étincelles provoquées par la soudure peuvent cau-
ser des explosions ou des incendies.
3.1 Tenir les matières inflammables à l’écart de la zone de
soudure.
3.2 Les étincelles provoquées par la soudure peuvent causer
des incendies. Maintenir un extincteur à proximité et faire
en sorte qu'une personne soit toujours prête à l'utiliser.
3.3 Ne jamais souder des récipients fermés.
4. Les rayons de l’arc peuvent irriter les yeux et brûler la peau.
4.1 Porter un casque et des lunettes de sécurité. Utiliser des
dispositifs de protection adéquats pour les oreilles et des
blouses avec col boutonné. Utiliser des masques et
casques de soudeur avec filtres de degré approprié. Porter
des équipements de protection complets pour le corps.
5. Lire la notice d'instruction avant d'utiliser la machine ou
avant d'effectuer toute opération.
6. Ne pas enlever ni couvrir les étiquettes d'avertissement
2 DESCRIPTIONS GENERALES
2.1 SPÉCIFICATIONS
Esta máquina de soldar es un generador de corriente conti-
nua constante realizada con tecnología INVERTER, proyec-
tada para soldar los electrodos revestidos (con exclusión del
tipo celulósico) y con procedimiento TIG con encendido por
contacto y con alta frecuencia.
NO DEBE SER USADO PARA DESHELAR LOS TUBOS.
2.2 EXPLICATION DES DONNÉES TECHNIQUES
SUR LA PLAQUE DE LA MACHINE.
Le poste à souder est construit selon ces normes:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 /
61000-3-11 (voir remarque 2).
N°. Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
Convertisseur statique de fréquence monophasé
transformateur - redresseur.
Caractéristique descendante.
SMAW. Indiqué pour la soudure avec électrodes revêtues.
TIG Indiqué pour soudure TIG
U
0. Tension à vide secondaire
X. Facteur de marche en pour cent. % de 10 minutes
pendant lesquelles le poste à souder peut opérer
à un certain courant sans causer des surchauffes.
I2. Courant de soudure
U
2. Tension secondaire avec courant I2
U1. Tension nominale d’alimentation.
La machine est pourvue de sélection automatique
de la tension d'alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz
I1 max. C'est la valeur maximale du courant absorbé.
I1 eff. C'est la valeur maximale du courant effectif absorbé
en considérant le facteur de marche.
IP23S Degré de protection estimée pour le logement.
Degré 3 en tant que deuxième chiffre signifie que cet
appareil peut être entreposé, mais il ne peut
pas être utilisé à l'extérieur en cas de précipitations à
moins qu'il n'en soit protégé.
Indiqué pour opérer dans des milieux avec risque
accru.
REMARQUES :
1- En outre, la machine est indiquée pour opérer dans
des milieux avec degré de pollution 3. (Voir IEC 60664).
2- Cet équipement est conforme à la norme IEC 61000-
3-11 à condition que l’impédance admissible maxi-
mum Zmax de l’installation, mesurée dans le point de
raccordement entre l’installation de l’utilisateur et le
réseau de transport électrique, soit inférieure ou égale
à 0,388. C’est l’installateur ou l’utilisateur de l’équipe-
ment qui a la responsabilité de garantir, en contactant
éventuellement le gestionnaire du réseau de transport
électrique, que l’équipement est branché à une source
d’alimentation dont l’impédance admissible maximum
Zmax est inférieure ou égale à 0,388.
2.3 DESCRIPTION DES PROTECTIONS
2.3.1 Protection thermique
Cette machine est protégée par un thermostat. Lorsque ce ther-
mostat entre en service, la machine arrête de débiter courant,
mais le ventilateur continue à fonctionner. L’entrée en service du
thermostat est signalée par l’allumage du voyant jaune (B). Ne
pas arrêter le poste à souder avant que le voyant se soit éteint.
2.3.2 Motogénérateurs
Doivent avoir une puissance égale ou supérieure à 6 KVA et
ne doivent pas débiter une tension supérieure à 270V.
3 INSTALLATION
Contrôler que la tension d'alimentation correspond à la ten-
sion indiquée sur la plaque des données techniques du
poste à souder.
Brancher une fiche de portée adéquate sur le cordon d'ali-
mentation en s'assurant que le conducteur vert/jaune est
raccordé à la fiche de terre.
La portée de l'interrupteur magnétothermique ou des fusi-
bles, en série à l'alimentation, doit être égale au courant I1
absorbé par la machine.
ATTENTION ! Les rallonges jusqu'à 30 m doivent avoir une
section d'au moins 2,5 mm2.
3.1. MISE EN OEUVRE
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le plein
respect de la loi de prévention des accidents (norme CEI 26-
23- CEI/TS 62081).
3.2. DESCRIPTION DE LA MACHINE
A - Sélecteur de procédé et de mode
A l'aide de ce bouton il est possible de choisir le
procédé de soudure (Electrode ou TIG) et le mode.
A chaque pression de ce bouton correspond une nouvelle
S
16

sélection. L'allumage des voyants en correspondance des
symboles indique votre choix.
F - VOYANT. Soudure à l'électrode (MMA)
Cette machine peut fondre tout type d'électrode enrobée,
exception faite pour le type cellulosique.
Le courant de soudure est réglé à l'aide du bouton H.
E - VOYANT. Soudure TIG 2 temps (manuel).
Allumage sans haute fréquence.
Pour allumer l'arc, appuyer sur le bouton de la torche, tou-
cher avec l'électrode de tungstène la pièce à souder et la
soulever. Le mouvement doit être net et rapide.
Après l'allumage, le courant atteint la valeur réglée à l'aide
du bouton H. Au relâchement du bouton, le courant com-
mence à diminuer pendant un temps correspondant au
"slope down" réglé au préalable à l'aide du bouton M,
jusqu'à atteindre zéro.
Dans cette position, il est possible de relier l'accessoire
commande à pédale ART. 193,
D - VOYANT. Soudure TIG 4 temps (automati-
que). Allumage sans haute fréquence. Ce programme
diffère du précédent car tant l'allumage que l'arrêt sont com-
mandés en appuyant et relâchant le bouton de la torche
TIG
MMA
TIG
C - VOYANT. Soudure TIG 2 temps (manuel).
Allumage avec haute fréquence.
Pour allumer l'arc, appuyer sur le bouton de la torche et une
étincelle pilote de haute tension/fréquence allumera l'arc.
La logique de fonctionnement est la même de celle décrite
pour le voyant E. Dans cette position, il est possible de relier
l'accessoire commande à pédale ART. 193,
B - VOYANT. Soudure TIG 4 temps (automati-
que). Allumage avec haute fréquence.
Ce programme diffère du précédent car tant l'allumage que
l'arrêt sont commandés en appuyant et relâchant le bouton
de la torche
G - VOYANT - PROTECTION THERMIQUE
S'allume lorsque l'opérateur dépasse le facteur de
marche ou d'intermittence pour cent admis pour la machine
et en même temps arrête le débit de courant.
N.B. Dans cette condition, le ventilateur continue à
refroidir le générateur.
H - BOUTON
Règle le courant de soudure.
TIG
10
MMA
TIG
115
130
70
25
50
90
A
140
5
115
135
150
75
25
50
95
TIG
H
G
F
E
D
A
P
S
G
I
C
L
M
B
O
Q
R
17

18
M - BOUTON
Slope down. C'est le temps pendant lequel le cou-
rant atteint la valeur minimale jusqu'à ce que l'arc
s'éteigne. (0-10 sec.)
L - BOUTON
Post-gaz. Règle le temps de sortie du gaz à la fin
de la soudure. (0-30 sec.)
I - CONNECTEUR A 10 POLES
Sur ce connecteur il faut brancher les comman-
des à distance suivantes:
a) pédale
b) torche avec bouton de marche
c) torche avec up/down ect.
O - RACCORD 1/4 GAZ
Pour le raccordement du tuyau gaz sortant de la tor-
che de soudure TIG.
P - borne de sortie moins (-)
Q - borne de sortie plus (+)
S - interrupteur
Met en marche et arrête la machine
R- raccord entrée gaz
3.3 SOUDURE AVEC ELECTRODES ENROBEES (MMA)
- Ce poste à souder est indiqué pour la soudure de tous
types d'électrodes, exception faite pour le type cellulosique
(AWS 6010)*.
- S'assurer que l'interrupteur S est en position 0; ensuite rac-
corder les câbles de soudure en respectant la polarité
demandée par le constructeur des électrodes utilisées et la
borne du câble de masse à la pièce à souder dans le point
aussi près que possible de la soudure en s'assurant qu'il y a
un bon contact électrique.
- Ne pas toucher la torche ou la pince porte-électrode et la
borne de masse en même temps.
- Mettre en marche la machine à l'aide de l'interrupteur S.
Sélectionner, en appuyant sur le bouton A, le procédé MMA,
voyant F allumé.
- Régler le courant selon le diamètre de l'électrode, la posi-
tion de soudure et le type de jonction à exécuter.
- A la fin de la soudure, arrêter toujours la machine et enle-
ver l'électrode de la pince porte-électrode.
3.4 SOUDURE TIG
Ce poste à souder est indiqué pour souder avec procédé
TIG l'acier inoxydable, le fer et le cuivre.
Raccorder le connecteur du câble de masse au pôle plus (+)
1
5
10
15
20
25
30
0
I
0
2
3
4
5
6
7
8
9
10
du poste à souder et la borne à la pièce dans le point aussi
près que possible de la soudure en s'assurant qu'il y a un
bon contact électrique.
Raccorder le connecteur de puissance de la torche TIG au
pôle moins (-) du poste à souder.
Raccorder le connecteur de commande de la torche au con-
necteur I du poste à souder.
Raccorder le raccord du tuyau gaz de la torche au raccord
O de la machine et le tuyau gaz venant du détendeur de
pression de la bouteille au raccord gaz R.
Mise en marche de la machine.
Ne pas toucher les pièces sous tension et les bornes de sor-
tie lorsque la machine est alimentée.
A la première mise en marche de la machine, sélectionner le
mode au moyen du bouton A et le courant de soudure au
moyen du bouton H.
Le débit de gaz inerte doit être réglé à une valeur (exprimée en
litres par minute) d'environ 6 fois le diamètre de l'électrode.
4 COMMANDES A DISTANCE
Pour régler le courant de soudure, les commandes à distan-
ce suivantes peuvent être reliées à ce poste à souder:
Art. 193 Commande à pédale PIN (utilisée en soudure TIG)
Art (1266) Torche TIG UP/DOWN.
Art 1192+Art 187 (utilisé en soudure MMA)
ART. 1180 Connexion pour raccorder en même temps la tor-
che et la commande à pédale.
Avec cet accessoire, l'ART 193 peut être employé dans
n'importe quel mode de soudure TIG.
Les commandes comprenant un potentiomètre règlent
le courant de soudure de la valeur minimale à celle maxi-
male définie à l'aide du bouton O.
Les commandes avec logique UP/DOWN règlent le cou-
rant de soudure de la valeur minimale à celle maximale.
5 ENTRETIEN
Toute opération d'entretien doit être effectuée par du per-
sonnel qualifié qui doit respecter la norme CEI 26-29 (IEC
60974-4).
5.1 ENTRETIEN DU GENERATEUR
En cas d'entretien à l'intérieur de la machine, vérifier que l'in-
terrupteur S soit en position "O" et le cordon d’alimentation
soit débranché.
Il faut nettoyer périodiquement l’intérieur de la machine en
enlevant, avec de l’air comprimé, la poussière qui s’y accu-
mule.
5.2 MESURES A ADOPTER APRES UNE INTERVEN-
TION DE REPARATION
Après avoir exécuté une réparation, faire attention à rétablir
le câblage de façon qu’il y ait un isolement sûr entre le côté
primaire et le côté secondaire de la machine. Éviter que les
câbles puissent entrer en contact avec des organes en mou-
vement ou des pièces qui se réchauffent pendant le fonc-
tionnement. Remonter tous les colliers comme sur la machi-
ne originale de manière à éviter que, si par hasard un con-
ducteur se casse ou se débranche, les côtés primaire et
secondaire puissent entrer en contact.
Remonter en outre les vis avec les rondelles dentelées
comme sur la machine originale.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
























































Cebora 264 Power TIG 1640 DC-HF Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
- italiano: Cebora 264 Power TIG 1640 DC-HF Manuale utente
- English: Cebora 264 Power TIG 1640 DC-HF User manual
- español: Cebora 264 Power TIG 1640 DC-HF Manual de usuario
- Deutsch: Cebora 264 Power TIG 1640 DC-HF Benutzerhandbuch
- Nederlands: Cebora 264 Power TIG 1640 DC-HF Handleiding
- português: Cebora 264 Power TIG 1640 DC-HF Manual do usuário
- dansk: Cebora 264 Power TIG 1640 DC-HF Brugermanual
- svenska: Cebora 264 Power TIG 1640 DC-HF Användarmanual
- suomi: Cebora 264 Power TIG 1640 DC-HF Ohjekirja
Documents connexes
-
Cebora POWER ROD 150 M Manuel utilisateur
-
Cebora 364 TIG Sound AC-DC 1531/M Manuel utilisateur
-
-
-
Cebora 254 Bi Welder 1365 Manuel utilisateur
-
-
-
-
-
Autres documents
-
Rainbow 170 HF Manuel utilisateur
-
ESAB Caddy®Tig HF Manuel utilisateur
-
GYS EXPERT 110 Le manuel du propriétaire
-
GYS TIG TITANIUM 400 AC/DC TRI Le manuel du propriétaire
-
 Saf-Fro PRESTO 140 PFC Instructions For Use Manual
Saf-Fro PRESTO 140 PFC Instructions For Use Manual
-
Ferm WEM1041 - FWM 10-80 Le manuel du propriétaire
-
Miller MK420620R Le manuel du propriétaire
-
ESAB Caddy® 250 Arc 251i Manuel utilisateur
-
Telwin SUPERIOR TIG 242 Manuel utilisateur
-
