ESAB Feed L302 M08 Manuel utilisateur
- Catégorie
- Fers à souder
- Taper
- Manuel utilisateur
Ce manuel convient également à

FR
Valid for serial no. 620-xxx-xxxx0459 508 101 FR 20120621
Origo™ M08, Origo™ M09
Feed L302
Feed L304
Manuel d'instructions

-2-

- 3 -
TOCf
Sous réserve de modifications sans avis préalable.
1 SÉCURITÉ 4.........................................................
2 INTRODUCTION 6...................................................
2.1 Équipement 6...............................................................
3 CARACTÉRISTIQUES TECHNIQUES 6.................................
4 INSTALLATION 7....................................................
4.1 Instructions de levage 8......................................................
5 UTILISATION 8......................................................
5.1 Appareils de contrôle et connexion 9...........................................
5.2 Fonctionnement 11...........................................................
5.3 Pression de dévidage 12......................................................
5.4 Remplacement du fil 12.......................................................
5.5 Remplacement du galet de dévidage sur Feed L302 13...........................
5.6 Remplacement du galet de dévidage sur Feed L304 13...........................
6 ENTRETIEN 13.......................................................
6.1 Inspection et nettoyage 13.....................................................
7 COMMANDE DE PIÈCES DE RECHANGE 14............................
SCHÉMA 16.............................................................
NUMÉRO DE RÉFÉRENCE 19............................................
PIÈCES D'USURE 20...................................................
ACCESSOIRES 24.......................................................

© ESAB AB 2004
- 4 -
bm38d1fa
1 SÉCURITÉ
Il incombe à l'utilisateur d'un équipement ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système ou se trouvant à proxi
mité. Les mesures de sécurité doivent répondre aux normes correspondant à ce type d'appa
reil. Le contenu de ces recommandations peut être considéré comme un complément à la
réglementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou
vant soit blesser l'opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître :
S sa mise en service
S l'emplacement de l'arrêt d'urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage et de coupage
2. L'opérateur doit s'assurer :
S que personne ne se trouve dans la zone de travail de l'équipement au moment de sa mise en
service.
S que personne n'est sans protection lorsque l'arc est amorcé.
3. Le poste de travail doit être :
S conforme au type de travail.
S non soumis à des courants d'air.
4. Protection personnelle
S Toujours utiliser l'équipement de protection individuelle recommandé : lunettes, vêtements
ignifuges, gants, etc.
S Éviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s'accrocher en cours d'opération ou occasionner des brûlures.
5. Divers
S S'assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l'incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d'entretien en cours de marche.
FR

© ESAB AB 2004
- 5 -
bm38d1fa
AVERTISSEMENT
Lire attentivement le mode d'emploi avant d'installer la machine et de l'utiliser.
Le soudage et le coupage a l'arc peuvent être dangereux pour vous comme pour autrui.
Soyez donc très prudent en utilisant la machine à souder et à découper. Observez les règles
de sécurité de votre employeur, qui doivent être basées sur les textes d'avertissement du fab
ricant.
DÉCHARGE ÉLECTRIQUE - Danger de mort
S Installer et mettre à la terre l'équipement en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S'isoler du sol et de la pièce à souder.
S S'assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
S Éloigner le visage des fumées.
S Ventiler et aspirer les fumées pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L'ARC - Peuvent abîmer les yeux et brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l'arc par des rideaux ou des écrans
protecteurs.
RISQUES D'INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S'assurer qu'aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d'oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT - Faire appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES !
ESAB fournit tous les accessoires et équipements de protection nécessaires
pour le soudage.
AVERTISSEMENT!
Ne pas utiliser le générateur pour dégeler des canalisations.
PRUDENCE!
Ce produit est uniquement destiné au soudage à l'arc.
PRUDENCE!
Les équipements de “Class A” ne sont pas conçus pour un usage
résidentiel alimenté par de la basse tension. Dans ce cas, des
problèmes de compatibilité électromagnétique des équipements de
“Class A” peuvent se produire en raison de perturbations liées à la
conduction et au rayonnement.
FR

© ESAB AB 2004
- 6 -
bm38d1fa
PRUDENCE!
Lire attentivement le mode d'emploi avant d'installer
la machine et de l'utiliser.
Jetez votre équipement électronique dans les centres de recyclage agréés !
Conformément à la Directive européenne 2002/96/EC relative aux déchets
d’équipements électroniques et électriques et à sa transposition dans la législation
nationale en vigueur, les équipements électriques et/ou électroniques parvenus en fin
de vie doivent être confiés à un centre de recyclage agréé.
En tant que responsable de l'équipement, il est de votre responsabilité d'obtenir des
informations sur les centres de recyclage agréés.
Pour plus d'informations, contactez votre fournisseur ESAB le plus proche.
2 INTRODUCTION
Les dévidoirs Feed L302 avec panneau de commande M08 et Feed L304 avec
panneau de commande M09 sont conçus pour le soudage MIG/MAG alimenté par
générateur Mig L405.
Plusieurs versions sont disponibles, voir 19.
Ces systèmes sont compatibles avec le MarathonPact d'ESAB et les bobines de fil
Ø 300 mm.
Ils peuvent être installés de diverses manières : sur le générateur, suspendus
au-dessus du lieu de travail, sur un support autonome ou sur le sol, avec ou sans
chariot.
Voir les accessoires ESAB en page 24.
2.1 Équipement
Un mode d'emploi et des étiquettes adhésives sont livrés avec les dévidoirs.
3 CARACTÉRISTIQUES TECHNIQUES
Feed L302 Feed L304
Alimentation 42 V 50 -60 Hz 42 V 50 -60 Hz
Puissance requise 150 VA 150 VA
Courant du moteur I
max
3,5 A 3,5 A
Données de réglage
Vitesse de dévidage
Burn-back
Temps soudage par points
1,5 –22,0 m/min
0-0,7 s
-
1,5 –22,0 m/min
0-0,7 s
0,2-5 s
Raccordement pistolet EURO EURO
Diamètre max. de la bobine de fil 300 mm 300 mm
Section du fil
Fe
Ss
Al
Fil fourré
0,6 –1,2 mm
0,6 –1,2 mm
1,0 –1,2 mm
0,8 –1,2 mm
0,6 –1,6 mm
0,6 –1,2 mm
1,0 –1,6 mm
0,8 –1,6 mm
FR

© ESAB AB 2004
- 7 -
bm38d1fa
Feed L304Feed L302
Poids 12,6 kg 13,2 kg
Dimensions (L x l x h) 569 x 259 x 355 mm 569 x 259 x 355 mm
Température de fonctionnement de -10 à +40° C de -10 à +40° C
Gaz inerte
pression max.
Gaz de soudage MIG/MAG
5 bars
Gaz de soudage MIG/MAG
5 bars
Liquide de refroidissement
pression max.
-
-
50% eau / 50% glycol
5 bars
Intensité maximale au
facteur de marche 60%
facteur de marche 100%
365 A
280 A
365 A
280 A
Classe d'étanchéité
version de base
avec porte-bobine étanche*
avec MarathonPact
IP2X
IP23
IP23
IP2X
IP23
IP23
* Accessoires, voir page 24.
Classe de protection
Le code IP correspond à la classe de protection, c'est-à-dire le niveau d'étanchéité à l'eau ou à
d'autres éléments. Les appareils de classe IP 2X sont exclusivement conçus pour un usage à l'in
térieur.
Classe de protection
Le code IP indique la classe de protection, c'est-à-dire le degré d'étanchéité à l'eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l'intérieur et à l'extérieur.
Facteur de marche
Le facteur d'intermittence est le temps, exprimé en pourcentage d'une période de 10 minutes, pen
dant lequel il est possible de souder ou de couper à une charge déterminée. Le facteur de marche
est valable à 40° C.
4 INSTALLATION
L'installation doit être assurée par un technicien qualifié.
PRUDENCE!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce
produit peut provoquer des interférences parasitaires. C'est la responsabilité de
l'utilisateur de prendre les précautions adéquates.
AVERTISSEMENT!
Pour les travaux de soudage en milieux à risques électriques élevés, seuls des
générateurs adaptés à l'environnement doivent être utilisés. Ces générateurs
sont identifiés par le symbole .
FR

© ESAB AB 2004
- 8 -
bm38d1fa
4.1 Instructions de levage
Référence de commande de l'œillet de levage, voir page 24.
Attention !En cas d'utilisation d'un autre type de support, isoler celui-ci du dévidoir.
5 UTILISATION
Les prescriptions générales de sécurité pour l'utilisation de l'équipement
figurent en page 4. En prendre connaissance avant d'utiliser l'équipement.
A
H 0935
FR

© ESAB AB 2004
- 9 -
bm38d1fa
AVERTISSEMENT!
Veiller ce que les panneaux latéraux restent fermés pendant l'opération.
AVERTISSEMENT!
Pour éviter que la bobine ne glisse du moyeu-frein, le
verrouiller à l'aide de la poignée rouge (voir les
instructions à proximité du moyeu-frein).
AVERTISSEMENT!
Pièces rotatives - risque d'accident.
AVERTISSEMENT!
Risque de basculement quand l'armoire du dévidoir est équipée d'un dispositif
d'équilibrage. Ancrer l'équipement, en particulier si le plancher est irrégulier ou
incliné.
ATTENTION ! Déplacer l'équipement par la poignée prévue à cet effet. N'exercer
aucune traction sur le pistolet.
5.1 Appareils de contrôle et connexion
Branchement du câble de commande
Lors de la connexion du câble de
commande, utiliser un dispositif réducteur
de charge.
Vérifier que le couvercle est correctement
vissé en place.
FR

© ESAB AB 2004
- 10 -
bm38d1fa
Feed L302
1 Bouton de réglage de la vitesse du
dévidoir
4 Connexion pour pistolet de soudage
2 Bouton de réglage du temps de burn-back 5 Raccordement pour le courant de soudage
venant du générateur (OKC)
3 Interrupteur 2 temps / 4 temps 6 Raccordement du gaz protecteur
7 Raccordement pour câble de contrôle
venant du générateur
Feed L304
1 Bouton de réglage de la vitesse du
dévidoir
7 Connexion ROUGE pour eau de
refroidissement venant du pistolet de
soudage
2 Commutateur d'activation des fonctions
2/4 temps, soudage par points, dévidage à
froid et purge de gaz
8 Raccord BLEU, pour le liquide de
refroidissement du pistolet de soudage
3 Bouton de réglage du temps de soudage
par points
9 Raccordement pour le courant de soudage
venant du générateur (OKC)
4 Bouton de réglage du temps de burn-back 10 Raccordement du gaz protecteur
5 Interrupteur pour démarrage progressif
OFF/ON
11 Raccordement pour câble de contrôle
venant du générateur
6 Connexion pour pistolet de soudage
ATTENTION ! Les raccordements pour eau de refroidissement ne sont disponibles que sur certains
modèles.
10
FR

© ESAB AB 2004
- 11 -
bm38d1fa
5.2 Fonctionnement
Vitesse de dévidage
Cette fonction permet de régler la vitesse de dévidage du fil en m/minute.
2 temps
En mode 2 temps, une pression sur la gâchette démarre le flux de gaz, suivi du
dévidage du fil. Le soudage s'interrompt en relâchant la gâchette ; le dévidage du fil
et le flux de gaz s'arrêtent.
4 temps
Avec l'option 4 temps, le flux de gaz commence lorsque la gâchette est enfoncée et
le dévidage quand on la relâche. Le soudage continue jusqu'à une nouvelle pression
sur la gâchette ; le dévidage s'arrête alors et le flux de gaz s'interrompt lorsque la
gâchette est relâchée.
Soudage par points
Le soudage par points s'utilise pour souder de manière brève et répétée pendant
une durée déterminée.
Lorsque la gâchette est enfoncée, le flux de gaz démarre pour une durée
déterminée par le circuit imprimé. Ensuite, le soudage commence et se poursuit
pendant la durée programmée. Au terme du soudage, le flux de gaz s'interrompt.
Dévidage à froid
La fonction dévidage à froid est utilisée pour dévider le fil sans tension de soudage
ni flux de gaz.
Activation du dévidage à froid : enfoncer la gâchette pour démarrer le dévidage.
Purge de gaz
La fonction de purge de gaz est utilisée pour mesurer le débit de gaz ou purger les
flexibles de l'air et l'humidité éventuellement présents avant de commencer le
soudage. Pour la purge de gaz, la tension et le dévidage sont coupés.
Activation de la purge de gaz : enfoncer la gâchette et la purge commence.
Burn-back
Le Burn-back est l'intervalle entre le moment où le dévidage du fil ralentit et celui où
le générateur interrompt la tension de soudage. Si le burn-back est trop court, le fil
d'apport dépasse et risque d'adhérer au bain de fusion. Si le burn-back est trop long,
le dépassement sera plus court, mais l'arc risque de passer sur l'extrémité de
contact du fil.
Démarrage progressif
Le « Creep start » signifie que la vitesse de dévidage est réduite de 50% jusqu'à ce
qu'il entre en contact électrique avec la pièce à souder. À ce moment, la vitesse
augmente pour atteindre la vitesse paramétrée.
FR

© ESAB AB 2004
- 12 -
bm38d1fa
5.3 Pression de dévidage
Commencer par contrôler que le fil passe facilement à travers le guide-fil. Régler
ensuite la pression des galets de pression du mécanisme d'alimentation. Il est im
portant que la pression ne soit pas trop importante.
Pour contrôler que le réglage de la pression d'alimentation est correct, le fil doit
être alimenté vers un objet isolé, par exemple un morceau de bois.
Figure . 1 Figure . 2
Lorsque l'on tient la torche à environ 5 mm du morceau de bois (figure 1), les ga
lets d'alimentation doivent déraper.
Si l'on tient la torche à environ 50 mm du morceau de bois, le fil doit être alimenté
et se plier (figure 2).
5.4 Remplacement du fil
ATTENTION!
Risque d'écrasement lors du remplacement de la bobine de fil !
Ne pas utiliser de gants lors de l'insertion du fil à souder entre les galets
d'alimentation.
S Ouvrir le panneau latéral.
S Déconnecter le capteur de pression en le relevant vers l'arrière ; le bras de
pression est replié vers le haut.
S Redresser le nouveau fil sur 10 à 20 cm. Ébarber et limer l'extrémité du fil avant
de l'introduire dans le dévidoir.
S Veiller à ce que le fil soit correctement engagé dans la rainure du galet et dans
la tuyère d'échappement ou dans le guide-fil.
S Rabattre le bras de pression et le fixer sur le capteur de pression.
S Fermer le panneau latéral.
FR

© ESAB AB 2004
- 13 -
bm38d1fa
5.5 Remplacement du galet de dévidage sur Feed L302
S Ouvrir le panneau latéral.
S Déconnecter le capteur de pression en le repliant
vers l'arrière.
S Déconnecter et retirer la vis Allen (2) et la rondelle.
S Retirer le galet de dévidage (3).
Pour le remontage, répéter les opérations dans
l'ordre inverse.
Choix de la rainure dans le galet.
Faire tourner le galet manuellement jusqu'à ce que la
rainure appropriée soit face à vous.
5.6 Remplacement du galet de dévidage sur Feed L304
S Ouvrir le panneau latéral.
S Déconnecter le capteur de pression en le repliant
vers l'arrière.
S Pour déconnecter les galets du dévidoir (2), les
retirer en enlevant les vis (3).
Pour le remontage, répéter les opérations dans l'ordre
inverse.
Choix de la rainure dans le galet.
Faire tourner le galet manuellement jusqu'à ce que la
rainure appropriée soit face à vous.
6 ENTRETIEN
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
PRUDENCE!
La garantie du fabricant cesse d'être valable si le matériel a été ouvert par l'utilisateur
pendant la période de garantie pour réparer quelque panne que ce soit.
6.1 Inspection et nettoyage
Dévidoir
Vérifier régulièrement si le dévidoir n'est pas colmaté.
S Le nettoyage et le remplacement des pièces usées du mécanisme de dévidage
doivent s'effectuer à intervalles réguliers pour que le soudage soit efficace.
Attention : une prétension trop forte peut provoquer une usure anormale des
galets de pression, du dévidoir et du guide-fil.
FR

© ESAB AB 2004
- 14 -
bm38d1fa
Moyeu de frein
Le moyeu est livré réglé. Si un réajustage s'avère
nécessaire, suivez les instructions ci-dessous.
Réglez le moyeu pour que le fil ne soit pas tendu
lorsque le dévidage s'arrête.
S Réglage du couple de freinage :
S Tournez la poignée rouge dans la
position verrouillée.
S Introduisez un tournevis dans les ressorts du moyeu.
Pour réduire le couple de freinage, tournez dans le sens des aiguilles.
Pour augmenter le couple de freinage, tournez dans le sens inverse des
aiguilles. NB: Les deux ressorts doivent être réglés de manière identique.
Pistolet de soudage
S Pour un dévidage sans problèmes, le nettoyage et le remplacement des pièces
d'usure du pistolet de soudage doivent être effectués à intervalles réguliers.
Nettoyer régulièrement la tuyère de contact et le guide-fil (à l'air comprimé).
7 COMMANDE DE PIÈCES DE RECHANGE
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de rechange et pièces d'usure ESAB d'origine.
Feed L302 / Feed L304 est conçue et éprouvée conformément à la norme internationale
et européenne IEC/EN 60974-5 et IEC/EN 60974-10 . Il incombe à l'entreprise chargée
de tout travail de maintenance ou de réparation de s'assurer que le produit demeure
conforme à la norme susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR

- 15 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

© ESAB AB 2004
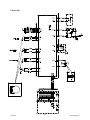
Schéma
- 16 -
bm38e11a
Feed L302

© ESAB AB 2004
- 17 -
bm38e11a
Feed L304

- 18 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

Feed L302, Feed L304
© ESAB AB 2004
Numéro de référence
- 19 -
bm38o11a
Ordering no. Denomination Type
0459 495 782 Wire feed unit Origot Feed L302, M08
0459 495 882 Wire feed unit Origot Feed L304, M09
0459 495 892 Wire feed unit Origot Feed L304, M09 with water
cooling
0459 508 990 Spare parts list

Feed L302
© ESAB AB 2004
Pièces d'usure
- 20 -
bm38whm1
Item Ordering no. Denomination Notes
HM1 0455 889 001* Insert tube For Fe, Ss & cored wire
0455 894 001* Insert tube For Al wire
HM2 0455 886 001* Outlet nozzle For Fe, Ss & cored wire
0455 885 001* Outlet nozzle For Al wire
HM3 0455 898 001
0215 201 202
Screw
O-ring
(M5x12)
HM4 0455 881 001 Cover plate
HM5 Screw M4x12
HM6 0193 104 002 Washer Ø16/5x1
HM7 0367 556 001 Feed roller For Fe, Ss & cored wire, Ø 0.6 - 0.8 mm, V groove
0367 556 002 Feed roller For Fe, Ss & cored wire, Ø 0.8 - 1.0 mm, V groove
0367 556 003 Feed roller For Fe, SS & cored wire Ø 1.0 - 1.2 mm, V groove
0367 556 004 Feed roller For Al wire, Ø 1.0 - 1.2 mm, U groove
HM8 0466 074 001 Insert tube
HM9 0455 906 001 Spacer sleeve Included in item HM100
HM10 0455 907 001 Pressure roller Flat, Included in item HM100
HM11 Nut M8, Included in item HM100
HM12 0469 835 001 Pressure arm Included in item HM100
HM13 0456 088 001 Shaft Included in item HM100
HM14 0455 896 001 Spring
HM15 Nut M10
HM16 0458 748 002 Insulating washer
HM17 0458 748 001 Insulating bushing
HM18 0156 602 001
0332 318 001
Inlet nozzle
Inlet nozzle
For Fe, Ss, Al & Cored wire, Ø 2 mm plastic for 0.6-1.6 mm
For Fe, Ss & Cored wire, Ø 2.4 mm steel for 1.2-2.0 mm
HM19 0191 496 114 Woodruff wedge
* Insert tube 0455 889 001 and outlet nozzle 0455 886 001 must be used together.
Insert tube 0455 894 001 and outlet nozzle 0455 885 001 must be used together.
PARTS SET
Item Ordering no. Denomination Notes
HM100 0367 529 001 Pressure arm compl. Includes item HM9, HM10, HM11, HM12 and HM13
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB Feed L302 M08 Manuel utilisateur
- Catégorie
- Fers à souder
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB Origo™Feed 30-2, Origo™Feed 30-4 Manuel utilisateur
-
ESAB MEI 21 Manuel utilisateur
-
-
-
ESAB Feed 304 M13, Feed 484 M13 - Origo™ Feed 304 M13, Origo™ Feed 484 M13, Manuel utilisateur
-
ESAB Feed 30-2 M11 Manuel utilisateur
-
-
ESAB Origo™ Feed 4804 Manuel utilisateur
-
ESAB Mig C280 PRO Manuel utilisateur
-
