ESAB LTN 255 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

FR
Valid for serial no. 011--xxx--xxxx0457 328 101 FR 041101
Aristotig 255
LTN 255
Manuel d’instructions

-- 2 --
TOCf
Sous réserve de modifications sans avis préalable.
1 DIRECTIVES 3.......................................................
2 SÉCURITÉ 3.........................................................
3 INTRODUCTION 4...................................................
4 CARACTÉRISTIQUES TECHNIQUES 5.................................
5 INSTALLATION 6....................................................
5.1 Instructions de levage 6......................................................
6 MISE EN MARCHE 7.................................................
6.1 Panneau de commande 8....................................................
6.2 Autres fonctions 10...........................................................
6.3 Codes d’erreur 11............................................................
7 MAINTENANCE 12....................................................
8 COMMANDE DE PIÈCES DÉTACHÉES 12...............................
SCHÉMA 13.............................................................
NUMÉRO DE RÉFÉRENCE 14............................................
LISTE DE PIÈCES DÉTACHÉES 15........................................
ACCESSOIRES 16.......................................................

-- 3 --
bt19d12f
1DIRECTIVES
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre respon-
sabilité que la source de courant de soudage LTN 255 à partir du numéro de ser ié
745 répond aux normes de qualité EN 60974--1 conformément aux directives
(73/23/EEC) avec annexe (93/68/EEC), normes de qualité EN 50199 conformément
aux directives 89/336/ EEC avec annexe (93/68/ EEC).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 12336
Laxå 97--10--30
2SÉCURITÉ
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE E T LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX P OUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et brûler la peau
S Se protéger les y eux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
ESAB fournit tous les accessoires et équipements de p rotection nécessaires
pour le soudage.
FR

-- 4 --
bt19d12f
ATTENTION!
Lire attentivement le mode d’emploi avant d’installer la
machine et de l’utiliser.
Ne pas utiliser le générateur pour dégeler des canalisations.
ATTENTION!
Ce produit est uniquement destiné au soudage à l’arc.
3 INTRODUCTION
LTN 255, redresseurs conçus sur le principe de l’onduleur et destinés au soudage
TIG -- et au soudage à l’électrode enrobée.
L’onduleur contribue à l’économie d’énergie, au poids réduit et aux petites dimen-
sions des appareils. L’électronique avancée avec commande par microprocesseur
assure un réglage rapide et d’excellentes propriétés de soudage.
LTN 255 est doté de ARC PLUS , un nouveau type de réglage qui, en soudage
MMA, donne un arc plus intense, plus concentré et plus constant.
Il reprend plus vite après un transfert par court--circuit, ce qui diminue le risque que
l’électrode se colle. En outre, l’appareil est doté de ARC Force, qui permet de régler
la dynamique de la source de courant (dur ou doux) suivant la nuance d’électrode ou
le goût de l’utilisateur.
ARC PLUS -- gråce aux excellentes propriétés du régulateur, il est rare qu’il soit né-
cessaire de modifier le réglage d’Arc Force.
Pour le soudage goutte à goutte avec métal d’apport inoxydable, la machine est do-
tée d’une fonction spéciale qui facilite le soudage.
LTN 255 existe en deux versions, l’une avec raccordement central et l’autre avec
connecteur OKC pour torche TIG.
LTN 255 est livré avec 5 mètres de cåble d’alimentation, 5 mètres de cåble de pièce,
un tuyau à gaz avec colliers de serrage.
La machine avec raccordement central est dotée d’un étrier de protection pour pro-
téger des chocs les raccordements.
Une poignée protectrice en option peut se monter sur l’appareil, permettant à la fois
d’enrouler des cåbles et de protéger le panneau de commande.
Deux modèles de charriots sont également disponibles pour faciliter le transport
avec la bouteille de gaz et réfrigér ant.
Voir les accessoires ESAB en page 16.
FR

-- 5 --
bt19d12f
4 CARACTÉRISTIQUES TECHNIQUES
Capacité maximale à
35 % facteur de marche, TIG 250 A/20 V
35 % facteur de marche, MMA 250 A/30 V
60 % facteur de marche 180 A/27 V
100 % facteur de marche 140 A/26 V
Plagederéglage,TIG 3--250 A
MMA 4--250 A
Temps de remontée (slope up) 0-- 10 s
Temps de descente (slope down) 0-- 10 s
Prédébit de gaz 0-- 25 s
Postdébit de gaz 0-- 25 s
Tempsdepulsation 0,02--5,0 s (0,001--5,0 s)
Tempsdepause 0,02--5,0 s (0,001--5,0 s)
Tension à vide 70--80 V
Consommation á vide 40 W
Puissance active, P,
au courant max MMA 8,78 kW
Puissance apparente, S
au courant max MMA 13,3 kVa
Facteur de puissance au
courant max MMA
0,65
Rendement, au courant max MMA 0,85
Fusible, lent 16 A
Cåble de réseau, section 4x1,5 mm
2
Dimension long x larg x haut 515x285x415 mm
Poid s 25 kg
Classe d’utilisation
Classe de protection IP 23
La source de courant répond aux normes IEC 974--1
Section de c,ble conforme aux régulations suédoises.
Facteur de marche
Le facteur d’intermittence est le temps, exprimé en pourcentage d’une période de 10 minutes, pen-
dant lequel il est possible de souder à une charge déterminée.
Classe d’utilisation
Le symbole signifie quele générateur est conçu est conçue pour une utilisation dans des
environnements où il existe un danger électrique.
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
FR

-- 6 --
bt19d12f
5 INSTALLATION
L’installation doit être assurée par un techn icien qu alifié.
ATTENTION!
Ce produit est destiné à un usage industriel. Dans des environnements domestiques ce produit
peut provoquer des interférences parasitaires. C’est la responsabilité de l’utilisateur de prendre
les précautions adéquates.
Tension d’alimentation 400 V ¦10 %, 3--phasé
Fréquence réseau 50--60 Hz
Fusible, lent 16 A
Cåble d’alimentation réseau, section 4x1,5 mm
2
Cåble de soudage, section 35 mm
2
LTN 255 est doté de la compensation d e tension d’alimentation, ce qui signifie que
¦10 % de variation de la tension d’alimentation n’entraîne que ¦0,2 % de variation
du courant de soudage.
Pour réduire le chute de tension quand on utilise un cåble d’alim entation plus long, il
est conseillé de choisir une section d e cåble supérieure.
1. Placer l’équipement dans un endroit convenable et s’assurer que le redresseur
n’est pas recouvert ou soumis au froid.
2. S’assurer que l’appareil est raccordé à la tension correcte.
Mettre à la terre suivant les instructions en vigueur.
3. Raccorder le gaz de protection.
4. Raccorder la torche TIG et le cåble de pièce ou le cåble de soudage MMA.
L’appareil est alors prêt au soudage.
5.1 Instructions de levage
FR

-- 7 --
bt19d12f
6 MISE EN MARCHE
Les prescriptions générales de sécurité pour l’utilisation de l’équipement figu-
rent en page 3. En prendre connaissance avant d’utiliser l’équipement.
8
45 32
1
9
610 11 12 7
1. Interrupteur d’alimentation réseau
2. Lampe indicatrice jaune
9. Raccord de gaz (raccord de la
bouteille de gaz)
2
.
L
a
m
p
e
i
n
d
i
c
a
t
r
i
c
e
j
a
u
n
e
3. Lampe indicatrice blanche
4
A
f
f
i
c
h
a
g
e
10. Raccordement à la torche de
soudage TIG
4.
A
f
f
i
c
h
age
12. Raccordement au cåble de pièce en
d
T
I
G
5. Bouton de réglage
p
soudage TIG
g
g
6
B
o
u
t
o
n
s
p
o
u
s
s
o
i
r
s
6. Boutons poussoirs
p
7
R
a
c
c
o
r
d
d
e
c
o
m
m
a
n
d
e
à
d
i
s
t
a
n
c
e
7. Raccord de commande à distance
8. Filtre à poussière
11 et 12 servent au raccordement
des cåble de soudage et de pièce en soudage
SAEE (MMA)
Quand l’interrupteur est b ranché, le voyant blanc s’allume sur le devant de l’appareil.
Pour éviter tout risque de surcharge, un thermostat incorporé se déclenche quand la
température devient excessive.
En ce cas, le courant est coupé et le voyant jaune s’allume. En outre, le code
d’erreur ”E13” est affiché. Quand la température baisse, le thermostat est réarmé
automatiquement.
FR

-- 8 --
bt19d12f
6.1 Panneau de commande
Le panneau de contrôle placé sur le devant permet la sélection des fonctions et le
réglage des paramètres. Il comporte l’affichage, le bouton de réglage, les diodes lu-
minescentes et les boutons poussoirs.
Les boutons poussoirs permettent la sélection des diverses fonctions, indiquée par
une diode luminescente pour chacune d’elles.
Réglage rangée par rangée, chaque rangée étant indiquée par un voyant
rouge . Les touches dotées d’une flèche permettent de passer d’une rangée
àl’autre.
Les touches vertes dotées d’une flèche permettent de se déplacer àl’intérieur d’une
même rangée .
Tous les réglages se font à l’aide du bouton de réglage. Les voyants à droite de l’affi-
chage indiquent l’unité (ampère/volt/seconde) choisie. Pour les rangées ne permet-
tant que des choix de fonction, l’affichage indique ”------”.
Description des fo nctions:
S Rangée 1
S Rangée 2
S Rangée 3
S Rangée 4
S Rangée 5
S Rangée 6
S Rangée 7
Rangée 1
Soudage TIG ou soudage MMA
Pour sélectionner le soudage MMA, régler ici le courant et sauter les
rangées 2 à 5.
Rangée 2 TIG/HF Amorçage TIG/Liftarc ou amorçage
bt07t001
Placer l’électrode sur la pièce là
oú le soudage doit débuter.
Appuyer sur la gâchette
de la torche.
FR
bt07d002

-- 9 --
bt19d12f
bt07t002
Incliner la torche sur le côté, et relever
l’électrode: l’arc s’allume poltinta.
Pour finir--lâcher la gâchette.
Rangée 3 Courant continu ou courant pulsé O O -- O
Rangée4 2ou4temps
2--temps signifie que l’arc s’allume quand on appuie la gåchette de la
torche et s’éteint quand on la låche.
4--temps signifie que quand on appuie sur la gåchette de torche ”1” la
machine se met en marche en courant--pilote puis atteint progressive-
ment la valeur voulue quand on låche le contact ”2”. Quand on appuie
à nouveau sur ce contact ”3” la machine revient en courant--pilote.
L’arc est interrompu quand on låche ”4”.
bt07d003
Rangée 5 Réglage des paramètres
1. Prédébit de gaz 0--25 s
2. Slope up 0--10 s
3. Courant alternatif ou continu 3--250 A
4. Temps de pulsation 0,02--5,0 s (0,001--5,0 s)
5. Courant de pause 3--250 A
6. Temps de pause 0,02--5,0 s (0,001--5,0 s)
7. Slope down 0--10 s
8. Postdébit de gaz 0--25 s
FR

-- 1 0 --
bt19d12f
Rangée 6
Instrument de mesure
Indique le courant de soudage ou la tension d’arc en cours de souda-
ge.
L’instrument de mesure a une fonction de retenue qui bloque la valeur
mesurée une fois le soudage terminé
Rangée 7
Mémorisation des données de soudage O O 1 O 2 O1--2 O A
4 séries différentes de données de soudage peuvent être mises en
mémoire, dont 2 en position TiG et 2 en position MMA.
On peut stocker comme suit:
TIG:
Sélection choisie sur la rangée 3 (courant continu o u pulsé) Tous les
réglages sur la rangée 5.
MMA: Courant de soudage
Changement de mémoire de soudage avec les touches à flèche
verte.
Ce changement peut se faire également par une pression rapide sur
la gåchette de torche, que le soudage soit en cours ou non. Pour acti-
ver la possibilité de passer d’un programme à l’autre, enfoncer simul-
tanément les deux touches à flèche verte.
Quand cette fonction est activée, un voyant s’allume. O1--2
En cas de 4--temps, une pression rapide sur le bouton remplace la
mémoire de soudage. Même chose pour le 2--temps si le soudage
n’est pas en cours. En cours de soudage en 2--temps, låcher le
contact un court instant pour changer de mémoire de soudage.
Aristotig est doté d’une sauvegarde à batterie en vue de préserver les
réglages si la machine était arrêtée ou débranchée.
6.2 Autres fonctions
Soudage goutte à goutte (MMA)
Le soudage goutte à goutte s’utilise avec les métaux d’apport inoxydables.
Dans ce procédé, l’arc est s’allume et s’éteint alternativement pour mieux contrôler
l’apport de chaleur. Il suffit pour éteindre l’arc de soulever légèrement l’électrode.
Pour pouvoir activer cette fonction, l’appareil doit être en position réglage du cou-
rant. Appuyer sur les deux touches à flèche verte simultanément pendant 2
secondes, le symbole ”--_--” indique alors que la fonction est activée.
Cette position demeure m ême quand on débranche l’appareil. Pour remettre l’appa-
reil en soudage normal, procéder de même que précédemment, ”------” est alors
affiché.
Arc Force (MMA)
Le réglage Arc Force modifie la dynamique de l’appareil. On obtient alors un arc plus
ou moins dur/mou. L’appareil doit être prête au réglage du courant pour pouvoir acti-
ver cette fonction. Appuyer sur les deux touches à flèche rouge
simultanément
pendant 2 secondes. L’écran affiche alors des valeurs allant de 0 à 100. Une valeur
supérieure indique un arc plus dur.
Appuyer sur l’un des boutons pour remettre l’appareil en position initiale. La valeur
Arc Force ainsi obtenue demeure. Les divers réglages Arc Force peuvent être stoc-
kés dans les deux mémoires de soudage.
FR

-- 1 1 --
bt19d12f
Tempsdepulsation/Tempsdepause(TIG)
La plage de réglage pour ces paramètres est normalement 0,02--5,0 s. En appuyant
sur les deux touches à flèche verte simultanément pendant 2 secondes, on peut ré-
gler les temps jusqu’à 0,001 s. Cette plage de réglage augmentée perdure jusqu’à
ce qu’on remette l’appareil en position initiale en procédant comme précédemment.
Pour être activé, l’appareil doit néanmoins être prêt au réglage temps de pulsation/
temps de pause. Remarquer que les temps inférieurs à 0,250 s sont affichés sans
virgule de décimale.
Commande à distance
La prise de commande à distance permet de télécommander le soudage en TIG ou
en MMA.
Si l’on choisit le courant pulsé en position TIG, c’est le courant pulsé qui se règle à
distance. On obtient l’affichage de la valeur choisie en avançant graduellement
jusqu’à la position dans laquelle le courant aurait étéréglé sans l’aide du coffret de
commande à distance.
La position commande à distance est automatiquement activée quand on met le
contacteur.
Un voyant confirme cette fonction. O
A
(Attention! pour que la connexion se fasse automatiquement, les broches L et M
dans le boîtier de connexion de la commande àdistance doivent être munis d’une
bride de commutation.)
Attenton! En utilisant FS002 les durées slope--up et slope--down doivent être rame-
nées à 0 sec.
6.3 Codes d’erreur
LTN 255 comporte un contrôle d’erreur intégré. En cas d’erreur, l’un des codes sui-
vants est affiché:
E01 Erreur de mémoire, RAM interne
E02 Erreur de mémoire, RAM externe
E03 Erreur de mémoire, EPROM
E04 Erreur de mémoire, test ponctuel réserve de batterie RAM
E05 Erreur de mémoire, valeur variable hors limite dans réserve de batterie RAM
E06 Tension batterie faible
E10 Tension de mesure fautive 20 V
E11 Tension de mesure fautive --1 5 V
E13 Température élevée, protection thermostat
E14 Erreur servocourant
Ces codes d’erreur indiquent si la machine a la capacité de maintenir le
courant réglé, par exemple avec un arc très long en soudage MMA.
L’indication doit normalement disparaître après deux ou trois secondes
de soudage.
Si l’un ou l’autre de ces codes reste affiché en permanence ou revient fréquemment,
on devra confier la machine à un réparateur ESAB agréé.
FR

-- 1 2 --
bt19d12f
7 MAINTENANCE
Un entretien régulier garantit la sécurité et la fiabilité du matériel.
NOTA!
La garantie du fabricant cesse d’être valable si le matériel a été ouvert par
l’utilisateur pendant la période de garantie pour r épar er quelque panne que ce soit.
Seul du personnel possédant de bonnes connaissances en électricité (autorisé) est
habilité à r etir er les plaques de protection pour effectuer les connexions, les
mesures de maintenance et d’entretien et les réparations sur un équipement de
soudage.
LTN 255 ne demandent normalement aucun entretien. Il suffit de les nettoyer une
fois par an à l’air comprimé, et de nettoyer régulièrement le filtre à poussière.
Si l’appareil est utilisé dans une environnement sale ou poussiéreux, ces mesures
seront prises plus souvent.
bt07d109
Démontage du filtre.
8 COMMANDE DE PIÈCES DÉTACHÉES
Les interventions électriques et travaux de réparation doivent être confiés à du
personnel ESAB agréé.
Utiliser exclusivement des pièces de r echange et pièces d’usure ESAB d’origine.
LTN 255 est conçue et éprouvée conformément à la norme internationale et européen-
ne IEC/EN60974--1 et EN 50199. Il incombe à l’entreprise chargée de tout travail de
maintenance ou de réparation de s’assurer que le produit demeure conforme à la nor-
me susmentionnée après leur intervention.
Les pièces de rechange peuvent être commandées auprès de votre vendeur ESAB.
Voir dernière page.
FR

Edition 041 101
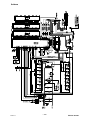
Schéma
-- 1 3 --
bt19e11a

LTN 255
Edition 041 101
Numéro de référence
-- 1 4 --
bt19o11a
Ordering no. Denomination Type Notes
0468 300 894 Welding power source LTN 255 400V 50/60Hz,
with central connector for TIG welding
0468 300 895 Welding power source LTN 255 400V 50/60Hz,
with OKC connector for TIG welding
0457 328 990 Spare parts list LTN 255

LTN 255
Edition 041 101
Liste de pièces détach ées
-- 1 5 --
bt19s11a
Item
Qty Ordering no. Denomination
1 2 0441 819 001 Screw
2 1 0468 275 001 Grill
3 1 0468 519 001 Filter

LTN 255
Edition 041 101
Accessoires
-- 1 6 --
bt19a11a
Trolley ............................
for 5 l gas cylinder
0468 530 880
Trolley ............................
for 10--50 l gas cylinder
0456 804 880
bt07t003
Protective handle for connections . . 0458 311 001

LTN 255
Edition 041 101
-- 1 7 --
bt19a11a
bt07t004
Tophandle ....................... 0468 305 880
For LTN 200 & LTN 255
CoolingunitOCF2L ..............
For LTN 160
CoolingunitOCF2A ..............
0457 216 880
0457 216 883
Remote control MMA 1 (10 m cable) .
MMA and TIG: current
0349 501 024
Remote control unit AT1 ...........
MMA and TIG: current
0459 491 896
Remote control unit AT1 CF .......
MMA and TIG: rough and fine setting
of current.
0459 491 897

LTN 255
Edition 041 101
-- 1 8 --
bt19a11a
Remote cable 12 pole -- 8 pole
5m...............................
10m..............................
15m..............................
25m..............................
0459 552 880
0459 552 881
0459 552 882
0459 552 883
Foot control FS002,
includingcable ...................
MMA and TIG: current
0349 090 886
LTN 255: Return cable, 35 mm
2
(state the length when ordering) 0262 613 602...............
LTN 160 & LTN 200: Return cable, 25 mm
2
(state the length when ordering) 0262 613 601.....
Return current clip 0367 558 880........................................................
Welding current cable and return current cable, complete for MMA welding:
LTN 255 LTN 160 & 200
Welding current cable, 5 metre 0468 539 882 0468 539 880
Return current cable, 5 metre 0468 539 883 0468 539 881
Information on TIG torches and remote control units can be found in separate brochures.

-- 1 9 --
p

ESAB AB
SE--695 81 L AXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
031021
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-- Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 726 80 05
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 204
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 248 59 22
Fax: +31 30 248 52 60
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.z.o.o
Warszaw
Tel: +48 22 813 99 63
Fax: +48 22 813 98 81
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 1 837 1527
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcobendas (Madrid)
Tel: +34 91 623 11 00
Fax: +34 91 661 51 83
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 3369 4333
Fax: +55 31 3369 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 44 58
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 6539 7124
Fax: +86 21 6543 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. Esabindo Pratama
Jakarta
Tel: +62 21 460 01 88
Fax: +62 21 461 29 29
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 703 36 15
Fax: +60 3 703 35 52
SINGAPORE
ESAB Singapore Pte Ltd
Singapore
Tel: +65 861 43 22
Fax: +65 861 31 95
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 861 74 42
Fax: +65 863 08 39
SOUTH KOREA
ESAB SeAH Corporation
Kyung--Nam
Tel: +82 551 289 81 11
Fax: +82 551 289 88 63
UNITED ARAB EMIRATES
ESAB Middle East
Dubai
Tel: +971 4 338 88 29
Fax: +971 4 338 87 29
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB LTN 255 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB LTN 160 Manuel utilisateur
-
ESAB LTN 255 Manuel utilisateur
-
-
-
-
-
ESAB LTR 160, LTR 200 Manuel utilisateur
-
-
-
ESAB AristoTig 400 Manuel utilisateur