
INSTRUCCIONES - USERS MANUAL - GEBRAUCHSANWEISUNG -
MODE D’EMPLOI - INSTRUZIONI PER L’USO - MANUAL DE INSTRUÇÕES
SU
Envasadoras al vacío
Vacuum packaging machines
Vakuumverpackungsmaschinen
Machines a emballer sous-vide
Machine per il sottovuoto
Embaladoras de vácuo

2
ES
Indicaciones para el marcado CE.
Cada máquina lleva los siguientes
identificadores:
• Nombre y dirección del fabricante: SAMMIC,
S.L. Basarte, 1, Azkoitia Gipuzkoa (SPAIN).
• Marca “CE”.
• Se Indica el modelo de máquina en el apartado
siguiente.
• El número de serie se indica en la hoja de
garantía y en la declaración de conformidad.
MODELOS
Este manual describe la instalación,
funcionamiento y mantenimiento de las
envasadoras de vacío controlado por sensor:
• Modelos de sobremesa: SU-310, SU-316, SU-
416, SU-420, SU-520
• Modelos de suelo : SU-604, SU-606, SU-806,
SU-810.
• Modelos de suelo de doble cámara : SU-6000
• Opciones para estos modelos:
-Gas : « G » Sistema de inyección de gas
-Impresora : « P » Placa electrónica con
bluetooth para la conectividad con un
smartphone permitiendo la creación de
etiquetas adhesivas
-Soldadura « + » : Permite seleccionar al
usuario mediante una pulsación disponer de
mayor potencia de soldadura para las bolsas
metálicas
La referencia del modelo y sus características
se indican en la placa de identificación colocada
en la máquina.
Estas envasadoras están diseñadas y
fabricadas de acuerdo con las directivas
Europeas 89 / 392 / CEE, 93 / 68 CEE, 73 / 23 /
CEE y a la normativa NSF de higiene y sanidad.
INSTALACION
Para conseguir las mejores prestaciones,
así como una buena conservación de la
máquina, hay que seguir cuidadosamente las
instrucciones contenidas en este manual.
Emplazamiento
Colocar la máquina de tal manera que quede
debidamente nivelada. Para evitar daños, la
máquina no debe apoyarse nunca sobre uno de
sus lados.
Las máquinas de sobremesa deben instalarse
sobre una superficie lisa, ya que las patas
están fabricadas en material deslizante para
poder mover la máquina sin esfuerzo y limpiar
la superficie sobre la que se apoya.
Conexión Eléctrica
1. Características de la máquina
-Las máquinas monofásicas se suministran
para tensión de 230V.
-Las máquinas trifásicas se suministran para
tensiones de 230V ó 400V (conectadas a
400V).
Antes de conectar la envasadora a la red,
comprobar la máquina está preparada para el
mismo voltaje que el de la red.
Para el cambio de voltaje (solo maquinas
trifásicas):
1. Conectar los transformadores a la tensión
adecuada, según se indica en su regleta de
conexiones.
2. Cambiar si es necesario las conexiones en el
motor según se indica en su caja de bornes.
3. Ajustar, si es necesario, el relé térmico según
se indica en el esquema eléctrico.
2. Características del cable
Las envasadoras SAMMIC se suministran
con un cable eléctrico de 1,5 m de largo, con
recubrimiento termo plástico.
ES OBLIGATORIA LA CONEXION CON
TIERRA. El hilo de toma-tierra de la máquina
está señalizado. Además la maquina está
provista de un tornillo externo para la conexión
a un sistema equipotencial de tierra.
- Máquinas trifásicas: Preparar una toma de
corriente mural con protección magneto-
térmica y diferencial de 3P+N+T de 20 A, y
una clavija estanca para conectarla al cable
de alimentación de la envasadora.
- Máquinas monofásicas: Preparar una
toma de corriente mural con protección
magneto-térmica y diferencial de 2P+T de
20 A. La clavija que forma parte del cable de
alimentación debe ser accesible.
3. Cambio sentido giro bomba de vacío
(únicamente en máquinas trifásicas)
Si al arrancar la máquina se produce un ruido
anormal en el motor de la bomba de vacío, es
debido a que está girando en sentido inverso.
En tal caso, parar inmediatamente la máquina e
intercambiar dos hilos en la alimentación.
Llenado de aceite
En los modelos SU-416, SU-420, SU-520, SU-
600, SU-800 la bomba ya contiene aceite.
En los modelos SU-310, SU-316 llenar de aceite
la bomba a través de la toma, hasta completar
¾ partes de la mirilla. Se debe emplear aceite
sin detergentes:
-Aceite SAE10 (sin detergente) para las bombas
hasta 20 m³/h.
-Aceite SAE30 (sin detergente) para las bombas
superiores a 20m³/h.
Se recomienda que los aceites empleados sean
parafínicos.
PUESTA EN MARCHA
Una vez accionado el interruptor general, al
objeto de que el aceite se caliente y permita
un vacío correcto, es necesario realizar varios
ciclos en vacío antes de proceder al primer
envasado.
TECLA ON/OFF:
Dispone de 2
pilotos:
• Rojo en espera con la máquina conectada a la
red. La máquina está apagada en “OFF”.
• Cuando se pulsa pasa a azul: máquina
encendida “ON”.
Si durante un tiempo no se utiliza la máquina,
entonces pasa automáticamente a espera OFF.
FUNCIONAMIENTO:
TECLA: Con cada pulsación se
accede a:
• PROGRAMAS de vacío del 1 a 25:
Parpadea el número de programa al que se
accede mediante las teclas
• VACIO POR ETAPAS: Para
productos porosos, carnes procesadas,
mezclas emulsionadas con aire atrapado,
etc. Se realizan 3 etapas hasta llegar al vacío
consigna con un tiempo de espera fijo en cada
etapa:
Ej.: si el valor consigna es 99%:
· Etapa 1: 91%, t = 10s
· Etapa 2: 95%, t = 10s
· Etapa 3: 97%, t = 10s
· Final: 99%
VACIO EXTERIOR (VAC. NORM):
Para cubetas Gastronorm especiales para
vacío. Para poder utilizar esta función es
necesario adquirir el kit VAC-NORM, que
incorpora la manguera y la adaptación a la cuba
de la envasadora.
· Antes de activar la función VAC-NORM,
colocar el adaptador y la manguera en la
aspiración de la máquina.
· Colocar el otro extremo de la manguera en
la cubeta.

3
ES
· Cuando se pulsa la tecla
arranca la bomba que funciona hasta que el
vacío alcanzado sea el de consigna, entonces
se detiene y activa la descompresión para
liberar el tubo. Si se pulsa durante
el vacío la bomba hace una pausa y se ilumina
•
, Secado de aceite: Permite
mantener el aceite en buenas condiciones
reduciendo la humedad contenida que permite
alcanzar el máximo vacío de la bomba. Se
baja la tapa y la bomba funciona en continuo
durante 15min. Cada 2min se activa la válvula
de entrada de aire, sin detener la bomba. En el
display central se muestra el tiempo en minutos
que queda para el final del ciclo.
• Pulsando también finaliza
el proceso en cualquiera de los modos de
funcionamiento antes indicados. Se detiene la
fase del programa que se está ejecutando y
pasa a la siguiente.
PROGRAMAS DE VACIO:
• Se pulsa y se pulsa
o para seleccionar el número de
programa de 1 a 25
• Sucesivamente se pulsan las teclas del ciclo
y se pulsa o para elegir los
valores
- VACIO: se selecciona el porcentaje
de vacío: 1% a 99%
- VACIO +: 1s – 15s funciona solo
si se ha seleccionado el vacío 99%
- GAS: muestra la cantidad de gas
que se introduce en %.
· Ej: al seleccionar 20% de Gas y 99% de
Vacío el display visualizará en el ciclo la
presión final de vacío 99% y después introduce
el 20% de gas mostrando en el display: 99% –
20% = 79%.
· Si la consigna es 0% entonces NO se
introduce gas.
- SOLDADURA: tiempo de sellado
de la bolsa: 0 – 7s
-
SOLDADURA +: Si la máquina está
provista con este sistema (ver ajustes iniciales)
para activarla basta con mantener pulsada la
tecla hasta que se active el icono. Se
aumenta la potencia de sellado para bolsas
de tipo metálico.
- ATMOSFERA PROGRESIVA:
entrada de aire suave a la cámara de 0 – 9s
- Se pulsa o se baja la tapa
para efectuar el ciclo que también quedará
memorizado.
• Bajando la tapa arranca el ciclo.
• PAUSA VACÍO: Durante la fase de vacío
si se pulsa la tecla la bomba se
detiene y se indica en el display el símbolo
manteniendo el vacío. Pulsando nuevamente
arranca la bomba continuando el proceso de
vacío.
• Si el bloqueo queda activado entonces NO
se permitirá modificar los valores del programa
de envasado.
• Para desbloquear un programa se pulsa
y Pulsando OK parpadea y
pulsando o se selecciona
ON/OFF. Para salir se pulsa
PROCESO DE ENCENDIDO y AJUSTES
INICIALES:
En los 3 primeros segundos se visualiza
el número de modelo en el display central.
También se enciende el símbolo y en el
display de 11 caracteres se ve el número de
horas de funcionamiento de la bomba, para el
control del cambio de aceite.
Ajustes posibles dentro de los 3 primeros
segundos:
•Número de modelo: Pulsando
mantenido durante 2s. Se ajusta el número de
modelo entonces pulsar o
hasta mostrar el número de modelo:
Modelos equipados CON sistema de inyección
de Gas:
· Nº “0”: Máquinas de suelo, funcionamiento
continuo: SU-600, SU-800, SU-6000. La
bomba está en marcha desde el momento
que se acciona el interruptor general. Esta
configuración está pensada para las máquinas
que están instaladas en lugares fríos o cámaras
frigoríficas.
· Nº “1”: Máquinas de suelo, funcionamiento
intermitente: SU-600, SU-800, SU-6000. La
bomba está en marcha durante la fase de vacío
y soldadura.
· Nº “2”: Máquinas de sobremesa,
funcionamiento intermitente: SU-300, SU-400,
SU-500. La bomba está en marcha solo en la
fase de vacío.
Modelos SIN sistema de inyección de Gas: Con
el mismo modo de funcionamiento de la bomba
que los anteriores se configuran los mismos
modelos pero sin Gas.
· Nª “3”:
· Nº “4”:
· Nº “5”:
• SOLDADURA + (Opcional): Si la máquina
está equipada con este sistema, para cada
número de modelo elegido pulsando la tecla
se activa el símbolo
• Idioma y fecha: Pulsando
mantenido durante 2s Se ajusta el idioma,
fecha, hora, y temperatura:
1. IDIOMA
· Parpadea “Español” pulsar
o hasta elegir: “English”,
“Francais”, “Deutsch” , “Italiano” ,
“Português” pulsar
2. FECHA (Solo modelos con placa
bluetooth-impresora)

4
ES
· Muestra fecha: dd/mm/aaaa
· Parpadea dd pulsar o
y se detiene el parpadeo y pasa a:
· mm pulsar
o y
· aaaa pulsar o y
3. HORA
· xx H o y
· xx MIN o y
• Horas Bomba: Pulsando en los 3
primeros seg. Se hace un reset de las horas de
funcionamiento de la bomba.
• Prueba pantalla LCD: Pulsando
en los 3 primeros seg. Se hace una prueba de
la pantalla LCD para comprobar los segmentos
de la pantalla: se iluminan TODOS los símbolos
durante 2s.
• Nº Bluetooth (modelos opción impresora):
Pulsando en los 3 primeros seg. se
mostrará el icono activado y en el display
alfanumérico un número de 4 dígitos: “SU XXXX
“. Ese número debe coincidir con el número
mostrado en la aplicación (APP) del móvil.
• Versión programa: Pulsando en
los 3 primeros seg. se muestra en el display
alfanumérico el número de versión del programa
que utiliza la placa electrónica.
Finalizado cada ajuste se pulsa
para apagar la máquina, y se enciende
nuevamente para acceder a otros ajustes o al
funcionamiento normal.
CREACION E IMPRESIÓN DE ETIQUETAS:
• En la aplicación desarrollada para móvil-
tableta el usuario escribe una lista de hasta 50
productos donde puede escribir:
· Nombre del establecimiento: “30 caracteres”
· Producto: ”40 caracteres”
· Fecha de Envasado: Ej. “10/11/2016”
(Automático según la fecha de la máquina)
· Vacío: Ej. “99%” Gas: Ej. “20%” (Automático
según el valor de vacío y gas realizado por la
máquina)
· Temperatura Conservación: en °C, °F según
los ajustes en la aplicación para impresión de
etiquetas (APP)
· Consumir antes de: se introducen los días
de caducidad y en la etiqueta aparece la fecha
de caducidad calculada a partir de la fecha de
envasado
• El producto “0” se visualiza en el display
como “ETIQUETA MANUAL” y solo permite
la impresión de la etiqueta con los valores
automáticos de “Fecha Envasado” y
“VACIO” el resto quedan libres para escribir
manualmente sobre la etiqueta.
DESCRIPCION APP PARA
SMARTPHONE – TABLETA
Se carga la aplicación en un teléfono móvil o
tableta:
• Sistema Android: “Play Store”
• Sistema iPhone: “Apple Store”
1. Abrir la aplicación SAMMIC VACUUM
TECLA: “IMPRESIÓN DE ETIQUETAS” (Solo
modelos equipados con placa bluetooth)
Al pulsar la tecla se accede al menú
de la impresión de etiquetas. Pulsando
sucesivamente se accede a:
• LISTA DE PRODUCTOS pulsando
o se visualiza en el display
el nombre del producto, número de producto y
el programa asociado.
• IMPRESORA CONECTADA: se enciende
automáticamente cuando se conecta la
impresora.
• DIAS DE CADUCIDAD: pulsando
o , se selecciona la
caducidad en número de días. En la etiqueta
se mostrará la fecha de caducidad resultante.
• TEMPERATURA CONSERVACION:
pulsando o se selecciona
la temperatura necesaria para garantizar la
conservación del producto.
• NUMERO DE ETIQUETAS: pulsando
o se selecciona el número
de etiquetas que se imprimirán en cada ciclo.
• BLOQUEO DEL PROGRAMA: pulsando
o se selecciona ON/OFF. Si está activado se
bloquean las teclas de programación del ciclo
de vacío, con objeto de garantizar que no se
cambien los parámetros de envasado.
•Para salir, pulsar nuevamente
IMPRESIÓN DE ETIQUETAS:
• Colocar el rollo de etiquetas siguiendo las
instrucciones contenidas en el manual de la
impresora
• Conectar la impresora con el cable
suministrado.
• Encender la impresora: Pulsar “POWER”, el
piloto “ON LINE” se ilumina en rojo, luego en
verde. Se activa Durante el ciclo de
envasado cuando llega la fase de soldadura
se imprime la etiqueta.
• Si se desea imprimir más de una etiqueta
durante el ciclo:
Pulsando la tecla se accede al menú
de la impresión de etiquetas. Pulsando
sucesivamente se accede a:
a. NUMERO DE ETIQUETAS: pulsando
o se selecciona el número
de etiquetas que se imprimirán en cada ciclo.

5
ES
• Etiqueta extra: Finalizado un ciclo pulsando
una vez abierta la tapa antes de 10s
sin efectuar otro ciclo, se imprime una nueva
etiqueta.
• Apagado de la impresora: Pulsar y mantener
el botón “POWER” hasta que el indicador
“ON LINE” pasa a rojo y luego se apaga
IMPRESIÓN DE ETIQUETAS: VAC-NORM
Después de haber arrancado el vacío, con la
impresora activada, cuando se ha alcanzado el
valor de vacío de consigna se detiene la bomba
y se imprime 1 etiqueta indicando el vacío
máximo que se alcanzó.
CORTE DE BOLSA
Las barras que incluyen el hilo para el corte de
bolsa se suministran como kits.
La instalación se efectúa cambiando la barra de
soldadura por la barra que contiene el hilo de
corte y cambiando la conexión de uno de los
cables en el transformador de soldadura a la
tensión que se indica en el esquema eléctrico:
Para realizar el corte de la bolsa, basta con
programar el tiempo adecuado de soldadura en
la placa de control y una vez soldada la bolsa
se rasga manualmente por la línea marcada por
el hilo de corte.
UTILIZACIÓN Y MANTENIMIENTO
• Muy importante: No envasar productos en
caliente, ya que el vapor que producen, daña la
bomba de vacío.
• NUNCA envasar productos empleando gas
con un contenido en oxígeno mayor del 20%
sin antes consultar a su proveedor o servicio
reconocido por SAMMIC. Esto podría causar
explosiones fatales.
Envasado de líquidos:
Todos los modelos “SU” están provistos de un
sistema para la detección de la evaporación de
un líquido que se está envasando. Cuando se
produce la evaporación de un líquido la presión
de vacío deja de disminuir y si esto ocurre el
control electrónico detiene el proceso de vacío
y se ilumina el símbolo . Esto se hace
para evitar que el líquido contamine la cámara
de vacío y el aceite de la bomba.
El símbolo
Permanece iluminado hasta
que comienza un nuevo ciclo.
Nota: Determinadas mezclas con apariencia
de líquido pero batidas con un mixer, contienen
aire atrapado en la mezcla. En esas situaciones
es posible que el detector no funcione
óptimamente y entonces es necesario pulsar la
tecla para hacer PAUSA o
para evitar que el líquido pueda
estropear el aceite.
Para el envasado de líquidos se debe emplear
el accesorio que mantiene la bolsa con una
inclinación para evitar la salida del líquido.
Si aparecen burbujas durante el envasado
entonces se ha alcanzado el punto de
saturación. El punto de saturación es similar
al punto de evaporación-ebullición que se
produce a distintas temperaturas en función de
la presión.
El punto de saturación se alcanza antes cuanto
más alta es la temperatura del líquido durante el
proceso de vacío. Se recomienda primeramente
enfriar el líquido antes de envasarlo para
obtener el óptimo vacío del producto.
Se indica una tabla del punto de saturación
del agua con la relación entre la temperatura
y la presión. Esto indica aproximadamente el
MAXIMO VACIO que se puede hacer para cada
temperatura indicada del producto.
Presión vacío
(mbar)
1000 100 50 31,67 20 10 6,09 5 2
Presión vacío
(%)
0 90,1 95 96,87 98 99 99,4 99,5 99,8
Temp.
Evaporación
(°C)
100 45 33 25 18 7 0 -2 -13
Secado del aceite:
Después de trabajar con líquidos es
conveniente al final de cada jornada hacer
un ciclo de secado del aceite que elimina la
humedad contenida en la bomba y mantiene
su capacidad para hacer el máximo vacío. Para
ello seleccionar el programa según
se indica en el apartado “FUNCIONAMIENTO”
Parada automática de la bomba:
En los modelos con funcionamiento continuo de
la bomba si la máquina NO se utiliza durante
10min la bomba se detiene automáticamente.
Esto impide un sobrecalentamiento del aceite, y
reduce la cantidad de aceite depositada en los
filtros de expulsión, además de ahorrar energía.
Cerrando la tapa, la bomba y el ciclo arrancan
simultáneamente.
-Es importante limpiar cada día el interior y
bordes de la cámara, así como la junta del
cierre.
-El exterior de la máquina no se debe limpiar
con un chorro directo de agua. Emplear para
su limpieza un paño húmedo y cualquier
detergente habitual. Nunca limpiar la tapa con
alcohol, disolventes o productos limpiacristales
puesto que puede afectar a las propiedades
mecánicas del material y provocar su rotura.
En caso de observar una fisura en la tapa, no
continuar trabajando con la máquina y avisar al
servicio técnico autorizado para su reparación,
hay riesgo de rotura de la tapa.
-Si el cable de alimentación se deteriora y es
preciso instalar uno nuevo, dicho recambio
sólo podrá ser realizado por un servicio técnico
reconocido por SAMMIC.
-Antes de cualquier intervención para la
limpieza, revisión o reparación de la máquina,
es obligatorio desconectar la máquina de la red.
-El nivel de ruido de la máquina, en marcha
colocada a 1.6 m de altura y 1 m de distancia
es 75 dB (A). Ruido de fondo: 32 dB (A).
Cambio de aceite
Es necesario controlar semanalmente el nivel
de aceite, que debe cubrir 3/4 de la mirilla.
Completarlo si es preciso.
El aceite debe ser cambiado tras las primeras
100 horas de funcionamiento. Posteriormente
cambiar el aceite:
• Modelos de sobremesa; Número de modelo 2:
150horas
• Modelos de suelo; Bomba funcionamiento
intermitente, Número de modelo 1: 300horas
• Modelos de suelo; Bomba funcionamiento
continuo, Número de modelo 0: 300horas
• Cuando la bomba haya trabajado las horas
indicadas, al encender la máquina el visor
indicará las horas, y el símbolo
se
enciende para avisar del cambio necesario
del aceite.
• También se debe cambiar el aceite si se
observa que está emulsionado. La cantidad
de horas de trabajo acumuladas se puede
visualizar al encender la máquina. Para
efectuar el cambio, soltar el tapón de vaciado
y dejar que salga el aceite usado. Para el
llenado seguir las instrucciones dadas en el

6
ES
El vacío es un sistema de conservación natural
que consiste en la extracción del aire del interior
de la bolsa eliminando el oxígeno, principal
factor del deterioro de los alimentos.
Ventajas del envasado al vacío
1- Reduce al máximo las mermas de los
productos.
2- Rentabiliza al máximo las horas de personal
al aprovechar los tiempos muertos que se
pueden dar a lo largo de la semana para
adelantar trabajo y aligerar el flujo de trabajo
de las cocinas.
3- Racionaliza el almacenamiento de los
productos en las cámaras:
-No hay mezcla de olores.
- Los productos se presentan etiquetados,
lo que permite una rotación de materias
primas.
- Mejora el control de stock ya que se
puede calcular con precisión las compras
necesarias para cada momento.
4- Aprovechamiento de los mejores días de
compra:
- Permite comprar cuando los precios son
mejores.
- Reducción de desplazamientos.
5-Reduce el lavado de utensilios.
Envasado productos curados
(embutidos, jamones, etc)
Siendo de por sí productos de una vida
prolongada el envasado al vacío duplica, como
mínimo, la vida de estos productos evitando
que se resequen y que pierdan peso con
el consiguiente perjuicio económico. Estos
productos no es necesario envasarlos con gas,
salvo algunos productos de textura frágil.
Envasado de productos cocinados
Este es el caso de productos como los asados,
estofados, canelones, etc. Una vez cocinados
es indispensable enfriar dichos alimentos de
+65ºC a +10ºC en menos de dos horas en el
corazón del producto para impedir desarrollo de
microorganismos.
Este es le método más práctico para mantener
la cocina tradicional con las siguientes ventajas:
- Facilitar el trabajo en las preparaciones sin
necesidad de correr riesgos de pérdida del
producto.
- Alargar la vida del producto.
Cocción de productos envasados
Consiste en colocar un alimento dentro de un
envase que sea estanco y termoresistente.
Extraer el aire de su interior, sellarlo y someterlo
a la acción de una fuente de calor para cocerlo.
La cocción se realiza a baja temperatura
(entre 65ºC y 100ºC) consiguiendo un efecto
de pasteurización. Este sistema tiene muchas
ventajas como son:
-Preserva las cualidades nutricionales.
- Preserva las condiciones higiénicas al
reducirse la manipulación.
- Reduce las pérdidas de peso en la cocción, al
evitar la evaporación y la desecación.
- Racionaliza la planificación del trabajo.
Preparación y cocción fuera del período de
servicio, anticipación de la preparación de
banquetes, etc.
-Prolonga el tiempo de conservación.
Posteriormente a la cocción el producto, este
debe ser enfriado rápidamente para detener el
proceso de cocción e impedir el desarrollo de
microorganismos. Este proceso se lleva a cabo
mediante un abatidor de temperatura.
Platos refrigerados: Se debe rebajar la
temperatura de +65ºC a +10ºC en menos de 2
horas en el corazón del producto.
Platos congelados: Se debe rebajar la
temperatura de +65ºC a -18ºC en menos de 4,5
horas en el corazón del producto.
El posterior almacenamiento debe mantener
una temperatura 0ºC a 3ºC para los platos
refrigerados y de -18ºC para los platos
congelados.
Para poder poner los alimentos en condiciones
de degustarlo, el proceso de regeneración se
debe realizar de forma inmediata una vez fuera
del refrigerador en el que ha sido almacenado.
Básicamente, son tres las técnicas de
regeneración: el horno a vapor a baja presión,
el baño maría y el horno microondas. En los
dos primeros casos, la regeneración se lleva a
cabo con el material dentro del propio envase,
mientras que en el caso del microondas, es
necesario perforar la bolsa para que el vapor
pueda escapar sin que explote el envase o bien
regenerar el producto fuera del mismo.
Si un producto regenerado no llega a
consumirse, no puede volver a almacenarse y
hay que deshacerse del mismo.
El tiempo de almacenamiento de los platos
refrigerados no debe exceder 6-21 días.
Congelación de productos envasados
al vacío
Las técnicas de congelación tradicionales
conservan el producto pero no así su calidad.
La congelación de productos envasados al
vacío tiene muchas ventajas:
-No hay quemado exterior
-No hay cristalización superficial
-No hay perdida de gusto y aroma
-No hay desecación
-No hay oxidación de grasas
apartado correspondiente.
• En las bombas de 40m³/h y superiores,
simultáneamente se debe cambiar el filtro de
aceite. Este filtro es del tipo empleado en el
automóvil según referencia: AWS2, rosca 3/4.
• El filtro de escape se debe sustituir cada 4
cambios de aceite o cuando se observen
pérdidas de aceite o bien niebla de aceite en
el escape.
OBSERVACIONES
Estando la maquina en el ciclo de vacío si el
sensor detecta que la presión de vacío no
llega a la consigna programada, tras un tiempo
de espera, se detiene el ciclo pasando a
descompresión.
Si al hacer la descompresión la tapa no se
abre, después de un tiempo la electroválvula
de descompresión se desconecta para evitar
daños en la misma o en la placa electrónica.
Otras indicaciones importantes:
- Este aparato no está destinado para ser
usado por personas (incluidos niños) cuyas
capacidades físicas, sensoriales o mentales
estén reducidas, o carezcan de experiencia o
conocimiento, salvo si han tenido supervisión
o instrucciones relativas al uso del aparato por
una persona responsable de su seguridad.
- Los niños deberían ser supervisados para
asegurar que no juegan con el aparato.
NOCIONES BÁSICAS SOBRE EL ENVASADO AL VACÍO

7
EN
Indications for CE marking.
Each machine has the following identification
elements:
• Name and address of the manufacturer:
SAMMIC, S.L. Basarte, 1, Azkoitia Gipuzkoa
(SPAIN).
• “CE” mark.
• The machine model is shown in the next
section.
• The serial number is printed on the Guarantee
Card and in the Declaration of Conformity.
MODELS
This manual describes the installation, operation
and maintenance of the sensor controlled
vacuum packing machines:
• bench top models: SU-310, SU-316, SU-416,
SU-420, SU-520
• free-standing models: SU-604, SU-606, SU-
806, SU-810.
• Free-standing, double-chamber models: SU-
6000
• Options for these models:
· Gas : « G » Gas injection system
· Printer: « P » Electronic board with Bluetooth
for connectivity with a smartphone to print
adhesive labels
· Sealing « + » : Select the user at the press of a
button, more sealing power available for metal
bags
The model reference and its specifications
appear on the name plate attached to the
machine.
These packaging machines are designed and
manufactured in accordance with European
directives 89 / 392 / EEC, 93 / 68 EEC, 73 / 23 /
EEC and the NSF health and hygiene standard.
INSTALLATION
For optimum performance and long service life
of the machine, carefully read and follow the
instructions provided in this manual.
Placement
Place the machine so that it is correctly levelled.
To prevent damage, the machine must never
rest on one side.
Bench top machines must be installed on a
smooth surface, since their legs are made of a
sliding material for easy removal of the machine
to clean the supporting surface.
Electrical connection
1. Machine specifications
-A single-phase motor is supplied for operation
on 230V.
-A three-phase motor is supplied for operation
on 230V or 400V (factory-set to 400V).
Before connecting the vacuum packing machine
to the mains, check whether the machine is
prepared for the same voltage as the mains.
To change the voltage setting (only three-phase
machines):
1. Connect the transformers to the corresponding
voltage as indicated on their connection board.
2. If necessary, change if the connections in the
motor as indicated in the terminal box.
3. If necessary, adjust the thermal relay as
indicated on the wiring diagram.
2. Power cable specifications
SAMMIC packaging machines are supplied with
an electric cable 1.5 m long, with plastic thermal
covering.
THE EARTH CONNECTION IS OBLIGATORY.
The machine’s earth connection wire is
indicated. The machine is also fitted with
an external screw for the connection to an
equipotential earth connection system
.
- Three-phase machines: Prepare a wall-
mounted mains socket with 3P+N+E, 20 A
magneto-thermal and differential protection,
and a sealed plug to connect it to the power
supply cord of the packing machine.
- Single-phase machines: Prepare a wall-
mounted mains socket with 2P+E, 20 A
magneto-thermal and differential protection.
The plug, which forms part of the power supply
cable, must be accessible.
3. Changing the vacuum pump turning
direction (only in three-phase machines)
If an abnormal noise occurs in the vacuum
pump motor when starting the machine, it is
because it is rotating in reverse. In this case,
stop the machine immediately and exchange
two phases in the power supply.
Oil filling
In models SU-416, SU-420, SU-520, SU-600,
SU-800, the pump already contains oil.
In models SU-310, SU-316, fill the pump with
oil through the inlet, until it reaches ¾ of the
indicator. Detergent-free oil must be used:
-SAE10 Oil (without detergent) for pumps up to
20 m³/h.
-Oil SAE30 (without detergent) for pumps over
20 m ³/h.
It is recommended that the oils used are paraffin.
START-UP
Once the main switch has been turned on,
several cycles must be run empty prior to the
first packaging so that the oil is hot and the
correct vacuum is obtained.
ON/OFF BUTTON:
Includes two
lights:
• Red on standby with the machine connected
to the network. The machine is switched off in
“OFF”.
• When pressed it changes to blue: machine
turned “ON”.
If the machine is not used for a period of time,
it will then automatically standby in OFF mode.
OPERATION:
KEY: The following functions are
accessed with each press:
•
Vacuum PROGRAMS 1 to 25: The
number of the program accessed with the
keys will flash
• VACUUM BY STAGES: For
porous products, processed meats, emulsified
mixtures with trapped air, etc. Perform these
three steps to reach the vacuum setpoint with
a fixed waiting time in each stage:
E.g. .: if the setpoint is 99%:
· Stage 1: 91%, t = 10s
· Stage 2: 95%, t = 10s
· Stage 3: 97%, t = 10s
· End: 99%
EXTERIOR VACUUM (VAC. NORM):
For special Gastronorm trays for vacuum. In
order to use this function, you need to purchase
the VAC-NORM kit that includes a hose and
connector to the chamber of the vacuum
packing machine.
· Before activating the VAC-NORM function,
place the connector and hose in the machine
suction.
· Place the other end of the hose in the tray.
· When the
key is pressed the
pump starts, which operates until the vacuum
reaches the setpoint; it will then stop and

8
EN
activate the decompression to release the
tube. If is pressed during vacuum,
the pump will pause and will light up
•
, Oil drying: Allows you to keep the
oil in a good condition, reducing the moisture
retained and enabling the pump to reach
maximum vacuum. The cap lowers and the
pump operates continuously for 15 minutes.
Every two minutes the air intake valve is
activated, without stopping the pump. The
central display will indicate the amount of time
in minutes remaining until the end of the cycle.
• Pressing
also ends the process
in any of the operating modes listed above.
Stops the programme phase that is currently
running and moves on to the next.
VACUUM PROGRAMMES:
• Press and press or
to select the program number from
1 to 25
• Successively press the cycle keys or press
or to select the values.
·
VACUUM: choose the vacuum
percentage: 1% to 99%
·
VACUUM +: 1s - 15s; only works
if 99% vacuum is selected
·
GAS: shows the quantity of gas
filled in %.
· E.g. to select 20% gas and 99% vacuum, the
display will show the final vacuum pressure
99% in the cycle and after filling 20% gas, the
following will show on the display: 99% – 20%
= 79%.
· If the setpoint is 0% NO gas must be filled.
·
SEALING: bag sealing time: 0 –
7s
· SEALING +: If the machine is
equipped with this system (see initial settings),
to activate it just press and hold the
button until the icon is activated. Increase the
sealing power for metal bags.
·
PROGRESSIVE ATMOSPHERE:
gentle air entry into the chamber 0 - 9s
· Press
or lower the lid to execute
the cycle, which is also memorised.
• Lowering the lid starts the cycle.
• VACUUM PAUSE: If the
key is
pressed during the vacuum phase, the pump
stops, indicated as such by the symbol
on the display, with the vacuum remaining
active. Press the key once more to start the
pump and continue the vacuum process.
• If the lock
is activated, the packaging
program values CANNOT be changed.
• To unlock a program press
and
pressing OK
flashes. Press or
to select ON/OFF. To exit, press
PROCESS OF SWITCHING ON AND
INITIAL ADJUSTMENTS:
In the first three seconds the model number
is displayed on the central display. The
symbol also illuminates and the number of
hours of the pump’s operation will appear in
the 11-character display, for controlling the oil
change.
Possible adjustments within the first 3 seconds:
• Model number: Press and hold
for 2s. Adjust the model number by pressing
or until the model number
appears:
Model equipped WITH the gas injection
system:
· No. “0”: Free-standing machines,
continuous operation: SU-600, SU-800, SU-
6000. The pump starts operating from the
moment the main switch is pressed. This
configuration is intended for machines installed
in cold rooms or refrigerated chambers.
· No. “1”: Free-standing machines,
intermittent operation: SU-600, SU-800, SU-
6000. The pump is in operation during the
vacuuming and sealing stage.
· No. “2”: Bench top machines, intermittent
operation: SU-300, SU-400, SU-500. The
pump is only in operation during the vacuuming
stage.
Model WITHOUT gas injection systems: The
same models are configured with the same
pump operation mode as the previous ones, but
without gas.
· No. “3”:
· No. “4”:
· No. “5”:
• SEALING + (optional): If the machine is
equipped with this system, for each model
number chosen by pressing the
key,
the symbol will be activated.
• Language and date: Press and hold
for 2 seconds to adjust the language,
date, time, and temperature:
1. LANGUAGE
·
“Español” will flash, press
or to select: “English”,
“Francais”, “Deutsch” , “Italiano” ,
“Português”
press
2. DATE (only models with bluetooth-printer
plate)
· Example date: dd/mm/yyyy
· When dd flashes press
or

9
EN
and the flashing will stop and it will
change to:
· mm press
or and
· yyyy press or and
3. TIME
· xx H
or and
· xx MIN
or and
• Pump hours: Press in the first
three seconds. Resets the pump’s operating
hours.
• LCD screen test: Press
in the first
3 sec. Tests the LCD screen is made to check
the segments of the display: ALL symbols light
up for 2s.
• Bluetooth No. (printer option models):
Press
in the first 3 sec. to activate
the
icon and a four digit number in the
alphanumeric display: “SU XXXX“. This
number must match the number shown in the
mobile application (APP).
• Programme version: Press
in the
first 3 sec. to display the version number in the
alphanumeric display of the program that the
electronic board uses.
At the end of each adjustment press
to switch the machine off, and switch it on again
to access other settings or normal operation.
CREATE AND PRINT LABELS:
• In the application developed for mobile/tablet,
the user has a list of up to 50 products in which
the following can be written:
· Establishment name: “30 characters”
· Product: “40 characters”
· Packaging date: E.g. “10/11/2016”
(Automatic according to the date of the
machine)
· Vacuum: E.g. “99%” Gas: E.g. “20%”
(Automatic according to the vacuum and gas
value by the machine)
· Temperature conservation: in °C, °F
according to the settings in the application for
label printing (APP)
· Best before date: enter the days to expiry
and the expiry date calculated from the
packaging date will be calculated.
• The product “0” is displayed on the display
as “MANUAL LABEL” and only allows label
printing with the automatic values “Packaging
Date” and “BLANK”. The rest are free for
manually writing on the label.
SMARTPHONE/TABLET APP
DESCRIPTION
Load the application on a mobile phone or
tablet:
• Android System: “Play Store”
• iPhone system: “Apple Store”
1. Open the SAMMIC VACUUM application
KEY: “LABEL PRINTING” (only models
equipped with Bluetooth board)
Press the key
to access the label
printing menu. Successively press
to access:
• PRODUCT LIST, press or
to show the product name, product
number and associated program on the
display.
•
PRINTER CONNECTED: automatically
turns on when the printer is connected.
•
DAYS TO EXPIRY: press or
to select the expiry in number of days.
The label will show the resulting expiry date.
•
STORAGE TEMPERATURE: press
or to select the temperature
required to guarantee product conservation.
•
NUMBER OF LABELS: press
or
to select the number of labels
printed in each cycle.
•
LOCK PROGRAM: press or
to select ON/OFF. If activated, the
vacuum cycle programming keys are blocked
in order to guarantee that the packaging
parameters are not changed.
• To exit, press
again.
LABEL PRINTING:
• Place the roll of labels following the instructions
in the printer manual.
• Connect the printer with the supplied cable.
• Turn on the printer: Press “POWER”, the “ON
LINE” pilot light will turn red, then green.
is activated during the packaging cycle at the
sealing phase when the label is printed.
• To print more than one label during the cycle:
Press the
key to access the label

10
EN
printing menu. Successively press
to access:
a.
NUMBER OF LABELS: press
or to select the number of labels
printed in each cycle.
• Extra label: When a cycle is finished, press
after opening the lid before 10s without making
another cycle, a new label will be printed.
• Shut down the printer: Press and hold the
“POWER” button until the “ON LINE” indicator
turns red and then turns off.
LABEL PRINTING: VAC-NORM
After having started the vacuum, with the printer
activated, when the setpoint vacuum value has
been reached the pump stops and one label
is printed, indicating the maximum vacuum
reached.
BAG CUTTING
The bars, which include wire for cutting bags,
are supplied as kits.
Install it by changing the sealing bar for the bar
that contains the cutting wire and changing the
connection on one of the cables on the sealing
transformer to the voltage indicated in the wiring
diagram:
To cut the bag, simply set the correct sealing
time on the control board and once sealed drag
the bag manually along the line marked by the
cutting line.
OPERATION AND MAINTENANCE
• Very important: Never pack products if they
are still hot, since the vapour generated by
them damages the vacuum pump.
• NEVER package products using gas with an
oxygen content higher than 20% without first
consulting your supplier or SAMMIC-approved
service. This could cause fatal explosions.
Packaging liquids:
All “SU” models are fitted with a system for
detecting the evaporation of a liquid that is
being packaged. When the liquid evaporates,
the vacuum pressure stops decreasing and if
this happens the electronic control stops the
vacuum process and the symbol lights
up. This is done to help prevent liquid from
contaminating the vacuum chamber and pump
oil.
The
symbol remains lit until a new cycle
begins.
Note: Certain mixtures with liquid appearance
but beaten with a mixer contain trapped air in
the mixture. In such situations the detector may
not work optimally, in which case press
the
key to PAUSE or
to prevent the liquid from damaging the oil.
To package liquids, use the accessory that keeps
the bag at an angle to avoid spilling the liquid. If
bubbles appear during packaging, the saturation
point has been reached. The saturation point is
similar to the evaporation or boiling point that
occurs at different temperatures depending on
the pressure.
The saturation point is reached sooner the
higher the temperature of the liquid during the
vacuum process. It is recommended to cool the
liquid before packaging to obtain an optimum
vacuum for the product.
The table indicates the saturation point for water
with the relationship between temperature and
pressure. This table approximately outlines the
MAXIMUM VACUUM that can be obtained for
each given product temperature.
Vacuum pressure
(mbar)
1000 100 50 31,67 20 10 6,09 5 2
Vacuum pressure
(%)
0 90,1 95 96,87 98 99 99,4 99,5 99,8
Temp.
Evaporation (°C)
100 45 33 25 18 7 0 -2 -13
Drying the oil:
After working with liquids, it is convenient at
the end of each day to run an oil drying cycle,
which removes moisture contained in the pump
and maintains its ability to make the maximum
vacuum. To do this, select the
program as indicated in the “OPERATION”
section.
Automatic pump shutdown:
In models with continuous pump operation,
if the machine is not used for 10 minutes the
pump stops automatically. This prevents the oil
from overheating, and reduces the amount of oil
deposited in the drainage filters, in addition to
saving energy. When the cover is closed, the
pump and the cycle start up simultaneously.
- It is important to clean the inside and edges of
the chamber and gasket seal every day.
- The outside of the machine must NEVER be
cleaned directly with water from a hose. Use
a damp cloth and mild detergent for cleaning.
Never clean the cover with alcohol, solvents
or cleaning products since it can affect the
mechanical properties of the material and cause
it to break. If a crack is observed on the cover,
do not continue working with the machine and
inform the authorised repair service, as there is
a risk of breaking the cover.
- Only a SAMMIC authorised technical service
can replace the power cable if this is damaged.
- Before undertaking any cleaning, inspection or
repair work on the machine, the machine must
be unplugged from the mains.
- Machine noise level, while running, at a height
of 1.6 m and a distance of 1 m, is 75 dB(A).
Background noise: 32 dB (A).
Oil change
The oil level must be checked weekly, which
should cover 3/4 of the spy hole. Fill it if
necessary.
The oil must be changed after the first 100
hours of operation. Then change the oil:
• Desktop models; Model number 2: 150 hours
• Free-standing models; Intermittent pump
operation, Model number 1: 300 hours
• Free-standing models; continuous pump
operation, Model number 0: 300 hours
• When the pump has worked the hours
indicated, when starting the machine the
viewer will indicate the hours and the
symbol will light up to warn that the oil must be
changed.
• The oil must also be changed if it is observed
that is emulsified. The number of hours
accumulated can be checked when switching
the machine on. To make the change, release
vacuum cover and let the used oil out. For
filling, follow the instructions given in the
corresponding section.
• In pumps 40m³/h and above, the oil filter must
be changed at the same time. This filter is
of the type used in the car according to the
reference: AWS2, thread 3/4.
• The exhaust filter must be replaced every four
oil changes or when oil leaks or oil mist are

11
EN
observed in the exhaust.
COMMENTS
If, when the machine is in the vacuum cycle,
the sensor detects that the vacuum pressure
does not reach the programmed setpoint, after
a waiting time the cycle is stopped and changed
to the decompression process.
If, upon initiating the decompression process,
the lid does not open, after a time the
decompression electro-valve disconnects to
prevent damage to the valve or to the electronic
board.
Other important information:
- This machine is not designed for use by people
(including children) with reduced physical,
sensory or mental capabilities or lacking the
necessary experience or knowledge, unless
they have received supervision or instructions
from someone responsible for their safety.
- Children must be supervised to ensure that
they do not play with the device.
Vacuum is a method of natural food preservation
that consists in removing air from the pack,
eliminating oxygen, the principal food spoilage
agent.
Advantages of vacuum-packing
1- Maximum reduction of product wastage.
2- Maximum return from labour hours by making
good use of any idle times occurring within
the week in order to speed up work and to
quicken the process flow in the kitchen.
3- Rational storage of products in cold rooms:
- Odors will not mix up.
- Products can be labelled, which facilitates
the turnover of raw materials.
- Improvement of inventory control, since
anything to be purchased at a given time
can be determined with greater accuracy.
4- Exploitation of the best-to-buy days:
- Shopping can be made when prices are
lower.
- Less travels are needed.
5- Less washing-up.
Packing of cured products (sausages,
hams, etc.)
These per se durable products can see their
shelf-life at least doubled when vacuum-
packed. Vacuum-packing also prevents them
from drying up or losing weight, which would
entail an economic loss. Except for some that
are fragile in texture, these products require no
gas injection.
Packing of cooked food
This concerns such food as roast meats, stews,
cannelloni, etc. Once cooked, these products
must be cooled down to the core from +65ºC to
+10ºC in less than two hours, in order to prevent
microorganisms from developing.
Vacuum-packing is perhaps the most practical
method of maintaining traditional cooking with
these advantages:
- Easy food processing, without risk of product
spoilage.
- Longer product life.
Cooking of vacuum-packed food
Put food into a tight and heat-resistant
container. Remove any air from the inside, seal
the container and heat it to cook the food inside.
Cooking is done at low temperatures (65ºC to
100ºC), producing a pasteurising effect. This
process has many advantages. Indeed, among
others:
- it maintains the nutritional values.
- It safeguards hygiene, as there is less handling.
- It reduces weight loss, by preventing
evaporation and drying.
- It allows rational work planning. Food
processing and cooking outside service hours;
preparation of banquets in advance, etc.
- It increases the storage time.
Food must be cooled down immediately after
cooking, in order to stop the cooking process
and to prevent the growth of microorganisms.
Cooling is achieved with a temperature reducer.
Refrigerated foods: Temperature at the core of
the product must descend from +65ºC to +10ºC
in less than 2 hours.
Frozen foods: Temperature at the core of the
product must descend from +65ºC to -18ºC in
less than 4.5 hours..
Thereafter, food is to be kept at a temperature
of 0ºC to 3ºC as for refrigerated dishes and of
-18ºC if frozen.
When so-packed food is to be prepared to be
savoured, the reconstitution process must
start immediately after taking the pack out of
the fridge or freezer. Basically, there are three
reconstitution techniques: the low-pressure
steam oven, a bain-marie, and a microwave
oven. In the first two cases, food can be
reconstituted within their packing, while the bag
must be perforated or removed for reconstitution
in a microwave oven, so that steam can escape
without the bag bursting.
Any reconstituted product that is not consumed
may not be stored again.
Refrigerated food should not be stored for more
than 6-21 days.
Gas-packing
The process consists in replacing the air
surrounding food in a bag by a gas mixture in
a proportion different to the air quantity, with a
double objective:
- to prolong the life of food without additives
or preservatives, by inhibiting degradation
processes that develop during storage; and
- to prevent the crushing of products like salads,
bread rolls, etc.
Mainly three gases or their mixtures are
used: O2, CO2 and N2. As a general guide,
it can be assumed that a greater (controlled)
concentration of CO2 increases the product
life, while a given amount of N2 prevents the
container of quick metabolising food from
breaking and a small quantity of O2 ensures that
some types of food keep their good condition
and aspect.
It is recommended that specialist gas
manufacturers should be consulted on what
combination of gases is adequate for a given
product.
Freezing of vacuum-packed food.
Conventional freezing techniques allow keeping
the product, but not all of its qualities. Freezing
vacuum-packed food has many advantages:
- No external frostbiting
- No surface frosting
- No loss of taste or aroma
- No drying
- No oxidation of fats
THE BASICS OF VACUUM-PACKING TECHNOLOGY

12
FR
Indications pour le marquage CE.
Chaque machine possède les identifiants
suivants :
• Nom et adresse du fabricant : SAMMIC, S.L.
Basarte, 1, Azkoitia Gipuzkoa (ESPAGNE).
• Marquage « CE ».
• Le modèle de machine, tel qu’indiqué au
paragraphe suivant.
• Le numéro de série est indiqué sur la garantie
et sur la déclaration de conformité.
MODÈLES
Ce manuel décrit l’installation, le fonctionnement
et la maintenance des machines à emballer
sous vide contrôlé par temps :
• modèles à poser : SU-310, SU-316, SU-416,
SU-420, SU-520
• modèles sur pied : SU-604, SU-606, SU-806,
SU-810.
• Modèles sur pieds à double chambre : SU-
6000
• Options pur ces modèles :
· Gaz : « G » Système d’injection de gaz
· Imprimante : « P » Plaque électronique
avec bluetooth pour la connexion avec un
smartphone autorisant la création d’étiquettes
adhésives
· Soudure « + » : Permet à l’utilisateur de
disposer de plus de puissance de soudure
par un simple appui sur une touche pour les
sachets métallisés.
La référence et les caractéristiques du modèle
sont indiquées sur la plaque signalétique fixée
sur la machine.
Ces machines à emballer sont conçues et
fabriquées conformément aux directives
européennes 89 / 392 / CEE, 93 / 68 CEE, 73 /
23 / CEE et à la norme NSF relative à l’hygiène
et à la santé.
INSTALLATION
Afin d’obtenir des performances optimales
et d’assurer une bonne conservation de
la machine, il est important de respecter
soigneusement les instructions données dans
ce manuel.
Emplacement
La machine doit être correctement
mise de niveau. Pour éviter tout risque
d’endommagement, la machine ne doit jamais
être en appui sur l’un de ses côtés.
Les machines à poser sur table doivent être
installées sur une surface plane dans la mesure
où les pieds sont fabriqués dans un matériau
antidérapant pour pouvoir déplacer la machine
sans efforts et nettoyer la surface sur laquelle
elle repose.
Branchement Électrique
1. Caractéristiques de la machine
-Les modèles monophasés sont fournis pour
une tension de 230 V.
-Les modèles triphasés sont fournis pour une
tension de 230 V ou 400 V (branchement
réalisé en 400 V).
Avant de brancher la machine à emballer au
réseau, vérifiez que la tension d’alimentation
de l’appareil correspond bien à celle de votre
installation électrique.
Pour le changement de tension (uniquement
machines triphasées) :
1. Brancher les transformateurs sur la tension
adaptée, en fonction de ce qui est indiqué sur
le bloc de connexions.
2. Modifier, si nécessaire, les connexions du
moteur, comme indiqué sur sa plaque à
bornes.
3. Régler si nécessaire le relais thermique en
fonction de ce qui est indiqué sur le schéma
électrique.
2. Caractéristiques du cordon
Les machines à emballer SAMMIC sont livrées
avec un cordon électrique de 1,5 m de longueur,
avec recouvrement thermoplastique.
LA MISE À LA TERRE EST OBLIGATOIRE.
Le fil de prise de terre de la machine est
convenablement repéré. De plus, la machine
est équipée d’une vis externe pour la connexion
à un système équipotentiel de terre.
- Modèles triphasées : Prévoir une prise de
courant murale équipée d’une protection
magnétothermique et de différentiel à 3P+N+T
de 20 A et une fiche étanche à raccorder
au cordon d’alimentation de la machine à
emballer.
- Modèles monophasés : Prévoir une prise
de courant murale équipée d’une protection
magnétothermique et différentiel de 2P+T de
20 A. La fiche du cordon d’alimentation doit
être accessible.
3. Changement de sens de rotation de la
pompe à vide (uniquement sur les machines
triphasées)
Si le moteur de la pompe à vide émet un bruit
anormal lors du démarrage de la machine, cela
signifie qu’il tourne dans le sens inverse. Dans
ce cas, arrêter immédiatement la machine et
intervertir deux des fils de phase.
Remplissage d’huile
La pompe contient déjà de l’huile sur les
modèles SU-416, SU-420, SU-520, SU-600,
SU-800.
Sur les modèles SU-310, SU-316 remplir d’huile
la pompe à partir de l’orifice, jusqu’à compléter
aux ¾ la fenêtre de visualisation. L’huile utilisée
doit être sans détergent :
-Huile SAE10 (sans) pour les pompes jusqu’à
20 m³/h.
-Huile SAE30 (sans détergent) pour les pompes
au-delà de 20 m³/h.
Il est recommandé d’utiliser des huiles
paraffiniques.
MISE EN ROUTE
Après avoir allumé l’interrupteur général, il est
nécessaire d’effectuer plusieurs cycles de vide
avant de procéder au premier conditionnement,
afin que l’huile chauffe et fournisse un vide
correct.
TOUCHE ON/OFF :
Comporte 2
témoins lumineux :
• Rouge en attente avec la machine connectée
au réseau. La machine est éteinte sur « OFF
».
• En appuyant sur la touche, le témoin devient
bleu : machine allumée « ON ».
Si la machine n’est pas utilisée pendant un
certain temps, elle passe automatiquement sur
attente OFF.
FONCTIONNEMENT :
TOUCHE : Chaque appui permet
d’accéder à :
•
PROGRAMMES de vide du 1 au 25 :
Le numéro de programme clignote et se modifie
par les touches
• VIDE PAR ÉTAPES : Pour les
produits poreux, les viandes préparées, les
mélanges émulsionnés contenant de l’air, etc.

13
FR
3 étapes permettent d’atteindre le vide de
consigne, avec un temps d’attente fixe pour
chaque étape :
Ex : si la valeur de consigne est de 99 % :
· Étape 1 : 91 %, t = 10 s
· Étape 2 : 95 %, t = 10 s
· Étape 3 : 97 %, t = 10 s
· Fin : 99 %
VIDE EXTÉRIEUR (VAC. NORM) :
Pour bacs Gastronorm spécial vide. Pour
pouvoir utiliser cette fonction, il est nécessaire
d’acheter le kit VAC-NORM, qui comporte le
tuyau et l’adaptateur sur la cuve de la machine
à emballer.
· Avant d’activer la fonction VAC-NORM, placer
l’adaptateur et le tuyau sur l’aspiration de la
machine.
· Placer l’autre extrémité du tuyau dans le bac.
· En appuyant sur la touche
, la pompe démarre jusqu’à ce que le vide
obtenu corresponde au vide de consigne
programmé. La pompe s’arrête alors et active
la décompression pour libérer le tuyau. En
appuyant sur la touche
pendant la
durée du vide, la pompe marque une pause et
s’éclaire
• , Déshumidification de l’huile :
Permet de conserver l’huile dans de bonnes
conditions en réduisant l’humidité contenue
et permet d’atteindre le maximum de vide de
la pompe. Abaisser le couvercle pour que la
pompe fonctionne en continu pendant 15 min.
La vanne d’entrée d’air s’active toutes les 2
min, sans arrêter la pompe. L’écran central
affiche la durée en minutes du temps restant
pour la fin du cycle.
•
Un appui sur la touche termine
également le processus, sur n’importe
lequel des modes de fonctionnement cités
précédemment. La phase du programme en
cours d’exécution s’arrête et passe sur la
phase suivante.
PROGRAMMES DE VIDE :
• Appuyer sur puis sur
ou pour choisir le numéro de
programme de 1 à 25
• Appuyer ensuite sur les touches de cycle et
appuyer sur
ou pour choisir
les valeurs
- VIDE : sélection du pourcentage
de vide : de 1 % à 99 %
- VIDE + : 1 s – 15 s ne fonctionne
qu’après avoir sélectionné le vide sur 99 %
-
GAZ : affiche la quantité de gaz
introduit en %.
· Ex : pour la sélection de 20 % de Gaz et de
99 % de Vide l’écran affichera sur le cycle la
pression finale de vide à 99 % puis introduira
20 % de gaz en affichant : 99 % – 20 % = 79%.
· Si la consigne se trouve sur 0 %, AUCUN
gaz ne sera introduit.
-
SOUDURE : durée de scellement
du sachet : 0 – 7s
-
SOUDURE + : Si la machine est équipée
de ce système (voir les réglages initiaux), il
suffit pour l’activer d’effectuer un appui long sur
la touche
jusqu’à voir apparaître
l’icône. Cela augmente la puissance de
scellement pour des sachets de type métallisé.
-
ATMOSPHÈRE PROGRESSIVE :
entrée d’air doux dans la chambre de 0 – 9s
- Appuyer sur ou abaisser le
couvercle pour effectuer le cycle qui restera
également mémorisé.
• Le cycle démarre en abaissant le couvercle.
• PAUSE VIDE : En appuyant sur la touche
pendant la phase de vide, la
pompe s’arrête et l’écran affiche le symbole
, le vide étant maintenu. Un nouvel appui
démarre la pompe et poursuit le processus de
vide.
• Si le verrouillage
est activé, il NE permettra
PAS de modifier les valeurs du programme de
conditionnement.
• Pour débloquer un programme, appuyer sur
et en appuyant sur OK la touche
clignote et un appui sur
ou
permet de choisir ON/OFF. Pour quitter,
appuyer sur
PROCÉDURE DE MISE EN ROUTE et
RÉGLAGES INITIAUX :
Le numéro de modèle s’affiche sur l’écran
central dans les 3 premières secondes. Le
symbole
s’affiche également et l’écran à
11 caractères affiche le nombre d’heures de
fonctionnement de la pompe, pour le contrôle
du remplacement de l’huile.
Réglages possibles dans les 3 premières
secondes :
• Numéro de modèle : Effectuer un appui long
de 2 s sur
. Régler le numéro de
modèle en appuyant sur
ou
jusqu’à afficher le numéro de modèle :
Modèles AVEC système d’injection de Gaz :
· Nº « 0 » : Machines sur pied, fonctionnement
continu : SU-600, SU-800, SU-6000.
La pompe est en marche dès lors que
l’interrupteur général est enclenché. Cette
configuration a été conçue pour les machines
qui sont installées dans des endroits froids ou
des chambres frigorifiques.
· Nº « 1 » : Machines sur pied, fonctionnement
intermittent : SU-600, SU-800, SU-6000. La
pompe est en marche pendant la phase de

14
FR
vide et de soudure.
· Nº « 2 » : Machines à poser sur table,
fonctionnement intermittent : SU-300, SU-400,
SU-500. La pompe est en marche uniquement
pendant la phase de vide.
Modèles SANS système d’injection de Gaz :
Les mêmes modèles sont configurés selon le
même mode de fonctionnement de la pompe
que les précédents, mais sans Gaz.
· N° « 3 » :
· Nº « 4 » :
· Nº « 5 » :
• SOUDURE + (En option) : Si la machine est
équipée de ce système, un appui sur la touche
active le symbole pour chaque
numéro de modèle choisi.
• Langue et date : Effectuer un appui long de 2 s
sur
pour régler la langue, la date,
l’heure et la température :
1. LANGUE
· « Español » clignote, appuyer
sur
ou jusqu’à choisir
“English”, “Français”, “Deutsch”, “Italiano”,
“Português” appuyer sur
2. DATE (Uniquement les modèles avec
plaque bluetooth-imprimante)
· Affichage de la date : jj/mm/aaaa
· Lorsque jj clignote, appuyer sur
ou et , le clignotement
s’arrête et passe sur :
· mm appuyer sur ou et
· aaaa appuyer sur ou et
3. HEURE
· xx H
ou et
· xx MIN ou et
• Heures Pompe : Appuyer sur
dans les 3 premières secondes Pour
effectuer une réinitialisation des heures de
fonctionnement de la pompe.
• Test écran LCD : Appuyer sur
dans les 3 premières secondes Pour effectuer
un test de l’écran LCD et vérifier les segments
de l’écran : TOUS les symboles s’allument
pendant 2 s.
• Nº Bluetooth (modèles avec option
imprimante) : Appuyer sur
dans les
3 premières secondes et l’icône d’activation
s’affichera. L’écran alphanumérique
affichera un nombre à 4 chiffres : « SU XXXX
». Ce nombre doit correspondre au numéro
affiché sur l’application (APP) du portable.
• Version programme : Appuyer sur
dans les 3 premières secondes. L’écran
alphanumérique affichera le numéro de
version du programme que la plaque
électronique utilise.
Après avoir terminé chaque réglage, appuyer
sur
pour éteindre la machine puis
l’allumer à nouveau pour accéder à d’autres
réglages ou au fonctionnement normal.
CRÉATION ET IMPRESSION D’ÉTIQUETTES :
• L’application développée pour les
smartphones ou tablettes permet à l’utilisateur
d’écrire une liste jusqu’à 50 produits :
· Nom de l’établissement : « 30 caractères »
· Produit : « 40 caractères »
· Date de Conditionnement : Ex. «
10/11/2016 » (Automatique en fonction de la
date sur la machine)
· Vide : Ex. « 99 % » Gaz : Ex. « 20 % »
(Automatique en fonction de la valeur de vide
et de gaz effectué par la machine)
· Température Conservation : en °C, °F en
fonction des réglages dans l’application pour
l’impression des étiquettes (APP)
· À consommer avant : les jours de
péremption sont introduits et la date de
péremption calculée à partir de la date de
conditionnement s’affiche sur l’étiquette.
• Le produit « 0 » s’affiche sur l’écran en tant
que « ÉTIQUETTE MANUELLE » et autorise
uniquement l’impression de l’étiquette
avec les valeurs automatiques de « Date
Conditionnement » et « VIDE ». Les autres
restent vides pour écrire manuellement sur
l’étiquette.
DESCRIPTION APPLI POUR SMARTPHONE -
TABLETTE
L’application est téléchargée sur un téléphone
portable ou une tablette :
• Système Android : « Play Store »
• Système iPhone : « Apple Store »
1. Ouvrir l’application SAMMIC VACUUM
TOUCHE : « IMPRESSION D’ÉTIQUETTES »
(Uniquement les modèles équipés de plaque
Bluetooth)
La touche
permet d’accéder au
menu d’impression des étiquettes. Appuyer
ensuite sur
pour accéder à :
• LISTE DE PRODUITS appuyer sur
ou pour afficher sur l’écran
le nom de produit, le numéro de produit et le
programme associé.
• IMPRIMANTE CONNECTÉE : s’allume
automatiquement dès que l’imprimante se
connecte.

15
FR
• JOURS DE PÉREMPTION : appuyer
sur
ou , pour sélectionner
la péremption en nombre de jours. L’étiquette
affichera la date de péremption qui en découle.
•
TEMPÉRATURE CONSERVATION :
appuyer sur
ou pour
sélectionner la température nécessaire qui
garantisse la conservation du produit.
•
NOMBRE D’ÉTIQUETTES : appuyer sur
ou pour sélectionner le
nombre d’étiquettes qui seront imprimées
pour chaque cycle.
•
VERROUILLAGE DU PROGRAMME :
appuyer sur
ou pour
sélectionner ON/OFF. Quand le verrouillage
est activé, les touches de programmation du
cycle de vide sont verrouillées, afin de garantir
que les paramètres de conditionnement ne
seront pas modifiés.
• Pour quitter, appuyer à nouveau sur
IMPRESSION D’ÉTIQUETTES :
• Mettre en place le rouleau d’étiquettes en
suivant les instructions contenues dans le
manuel de l’imprimante
• Brancher l’imprimante avec le câble fourni.
• Allumer l’imprimante : Appuyer sur « POWER
», le témoin lumineux « ON LINE » s’allume
en rouge puis passe en vert. Activer
Lors du cycle de conditionnement en arrivant
à l’étape de soudure l’étiquette s’imprime.
• Pour imprimer plus d’une étiquette lors du
cycle :
La touche
permet d’accéder au
menu d’impression des étiquettes. Appuyer
ensuite sur
pour accéder à :
a. NOMBRE D’ÉTIQUETTES :
appuyer sur
ou pour
sélectionner le nombre d’étiquettes qui seront
imprimées pour chaque cycle.
• Étiquette supplémentaire : Après avoir
finalisé un cycle, en appuyant sur
une fois le couvercle ouvert dans les 10
secondes sans effectuer de nouveau cycle,
une nouvelle étiquette s’imprime.
• Éteindre l’imprimante : Maintenir appuyé le
bouton « POWER » jusqu’à ce que le témoin
lumineux « ON LINE » devienne rouge puis
s’éteigne.
IMPRESSION D’ÉTIQUETTES : VAC-NORM
Après avoir lancé le vide, à imprimante activée,
la pompe s’arrête lorsqu’elle atteint la valeur de
vide de consigne et 1 étiquette est imprimée,
indiquant le vide maximum atteint.
COUPURE DU SACHET
Les barres munies de fil permettant de couper
les sachets sont fournies en kits.
Leur montage s’effectue en remplaçant la barre
de soudure par la barre pourvue de fil de coupe
et en transférant la connexion de l’un des fils
dans le transformateur de soudure sur la
tension indiquée sur le schéma électrique :
Pour couper le sachet, il suffit de programmer
le temps de soudure souhaité sur la plaque de
commande et une fois soudé, le sac se détache
manuellement en tirant le long de la ligne
marquée par le fil de coupe.
UTILISATION ET ENTRETIEN
• Très important : Ne pas emballer de produits
à chaud, puisque la vapeur qu’ils produisent
endommagerait la pompe à vide.
• NE JAMAIS conditionner sous vide avec
du gaz des produits ayant une contenance
en oxygène supérieure à 20 % sans avoir
auparavant consulté votre fournisseur ou un
service agréé SAMMIC. Cela peut provoquer
des explosions mortelles.
Emballage sous vide de liquides :
Tous les modèles « SU » sont équipés d’un
système de détection de l’évaporation d’un
liquide qui est en cours de conditionnement.
Lors de la production de l’évaporation d’un
liquide, la pression de vide cesse de diminuer
et dans ce cas le contrôle électronique arrête
le processus de vide et le symbole
s’allume. Ceci afin d’éviter que le liquide salisse
la chambre de vide et l’huile de la pompe.
Le symbole
reste allumé jusqu’au début
d’un nouveau cycle.
Note : Certaines préparations ressemblant à
du liquide mais passées au batteur contiennent
de l’air piégé dans le mélange. Dans ce type
de situation, il est possible que le détecteur
ne fonctionne pas parfaitement. Il est alors
nécessaire d’appuyer sur la touche
pour mettre en PAUSE ou pour
éviter que le liquide vienne abîmer l’huile.
Pour l’emballage sous vide de liquides, il
convient d’utiliser l’accessoire qui maintient
le sachet incliné pour éviter la fuite de
liquide. Si des bulles apparaissent lors du
conditionnement, cela signifie que le point de
saturation a été atteint. Le point de saturation
est similaire au point d’évaporation-ébullition
se produisant à différentes températures en
fonction de la pression.
Plus la température du liquide lors du processus
de vide est élevée, plus le point de saturation
est atteint rapidement. Nous recommandons

16
FR
avant toute chose de laisser refroidir le liquide
avant de le conditionner, afin d’obtenir un vide
optimal du produit.
Un tableau du point de saturation de l’eau
est présenté, indiquant le rapport entre la
température et la pression. Cela indique de
manière approximative le VIDE MAXIMAL qui
peut être obtenu pour chaque température
indiquée du produit.
Vacuum pressure
(mbar)
1000 100 50 31,67 20 10 6,09 5 2
Vacuum pressure
(%)
0 90,1 95 96,87 98 99 99,4 99,5 99,8
Temp.
Evaporation (°C)
100 45 33 25 18 7 0 -2 -13
Déshumidification de l’huile :
Après avoir travaillé avec des liquides, il
convient à la fin de chaque journée d’effectuer
un cycle de déshumidification de l’huile qui
élimine l’humidité contenue dans la pompe
et conserve sa capacité à effectuer un vide
maximal. Pour cela, sélectionner le programme
en fonction de ce qui est indiqué au
chapitre « FONCTIONNEMENT »
Arrêt automatique de la pompe :
Sur les modèles avec fonctionnement en
continu de la pompe, si la machine N’EST
PAS utilisée pendant 10 min, la pompe s’arrête
automatiquement. Cela évite une surchauffe de
l’huile et réduit la quantité d’huile déposée sur
les filtres d’expulsion, tout en économisant de
l’énergie. En refermant le couvercle, la pompe
et le cycle démarrent simultanément.
-Il est important de laver chaque jour l’intérieur
et les bords de la chambre ainsi que le joint
de fermeture.
-L’extérieur de la machine ne doit pas être
nettoyé par jet direct d’eau. Utiliser pour son
nettoyage un chiffon humide et n’importe
quel détergent habituel. Ne jamais nettoyer le
couvercle avec de l’alcool, des solvants ou des
produits pour les vitres car ceux-ci pourraient
en altérer les propriétés mécaniques et le
casser. Si vous remarquez une fissure sur
le couvercle, arrêtez d’utiliser la machine et
contactez le service technique agréé pour la
faire réparer, car il existe un risque de rupture.
-Si le câble d’alimentation est détérioré
et il convient d’en installer un neuf, ce
remplacement ne pourra être effectué que par
un service technique agréé par SAMMIC.
-Avant toute intervention pour le nettoyage,
la révision ou la réparation de la machine, il
est obligatoire de débrancher la machine du
réseau électrique.
-Le niveau de bruit de la machine, en marche,
placée à 1,6 m de hauteur et à 1 m de distance,
est de 75 dB(A). Bruit de fond : 32 dB (A).
Changement d’huile
Il est nécessaire de contrôler toutes les
semaines le niveau d’huile, qui doit atteindre
les 3/4 du niveau visible. Le compléter, si
nécessaire.
L’huile doit être changée après les 100
premières heures de fonctionnement. Changer
l’huile ultérieurement :
• Modèles à poser ; Numéro de modèle 2 : 150
heures
• Modèles sur pied ; Pompe fonctionnement
intermittent, Numéro de modèle 1 : 300 heures
• Modèles sur pied ; Pompe fonctionnement
continu, Numéro de modèle 0 : 300 heures
• Lorsque la pompe a travaillé pendant le
nombre d’heures indiqué, en allumant la
machine l’écran indiquera les heures, et le
symbole
s’allumera pour prévenir de la
nécessité de changer l’huile.
• L’huile devra également être remplacée quand
elle est émulsionnée. Lors de l’allumage de
la machine, le nombre d’heures de travail
cumulées s’affiche. Pour changer l’huile,
enlever le bouchon de vidange et laisser
s’écouler l’huile usagée. Pour effectuer le
remplissage, suivez les indications données
dans le paragraphe correspondant.
• Pour les pompes de 40m³/h et plus, vous
devrez changer en même temps le filtre à
huile. Ce filtre est semblable à ceux utilisés
pour les voitures. La référence est la suivante
: AWS2, filetage 3/4.
• Le filtre d’échappement doit être changé toutes
les 4 vidanges ou en cas de pertes d’huile ou
de brouillard d’huile à l’échappement.
REMARQUES
Lorsque la machine est en cours de cycle de
vide, si le capteur détecte que la pression de
vide ne parvient pas à la consigne programmée,
après un temps d’attente, le cycle s’arrête et
passe à la décompression.
Si lorsque la décompression est effectuée,
le couvercle ne s’ouvre pas, après un temps
l’électrovanne de décompression se déconnecte
afin d’éviter son endommagement ou celui de la
plaque électronique.
Autres observations importantes :
- Cet appareil n’est pas destiné à être utilisé
par des personnes (enfants inclus) dont
les capacités physiques, sensorielles ou
mentales sont réduites, ou n’ayant pas les
connaissances et l’expérience nécessaires,
sauf si elles ont reçu des instructions
concernant l’usage de l’appareil et si elles
sont sous la supervision d’une personne
responsable de leur sécurité.
- Les enfants doivent être surveillés afin de
garantir qu’ils ne jouent pas avec l’appareil.

17
FR
Le vide est une technique de conservation
naturelle consistant à extraire l’air de l’intérieur
de l’emballage en éliminant l’oxygène, principal
facteur d’altération des aliments.
Avantages du conditionnement sous
vide
1- Il réduit au minimum les pertes de poids des
produits.
2- Il rentabilise au mieux les heures de travail
du personnel grâce à l’utilisation des temps
morts pouvant se produire pendant la
semaine pour avancer le travail et mieux
répartir la charge de travail dans les cuisines.
3- Il rationnalise le stockage des produits dans
les chambres froides :
- Il n’y a pas de mélange des odeurs.
- Les produits sont étiquetés, ce qui permet
une bonne rotation des matières premières.
- Le contrôle des stocks est facilité car les
achats nécessaires à chaque moment
peuvent être calculés avec précision.
4- Il permet une meilleure gestion des achats :
- Groupement des achats lorsque les prix sont
les plus intéressants.
- Réduction des déplacements.
5- Il réduit le lavage des ustensiles de cuisine.
Conditionnement de produits séchés
(charcuterie, jambon, etc.)
Ces produits qui ont déjà naturellement
une date limite de consommation élevée,
voient leur durée de vie doublée grâce au
conditionnement sous vide qui évite également
leur dessèchement ou les pertes de poids (et
donc les pertes économiques). Ces produits
n’ont pas besoin d’être conditionnés sous
atmosphère contrôlée, sauf ceux de texture
fragile.
Conditionnement de produits cuisinés
C’est le cas des produits comme les rôtis,
ragoûts, cannelonis, etc. Une fois cuisinés,
ces aliments doivent impérativement passer
de + 65ºC à + 10ºC à coeur en moins de deux
heures, afin d’éviter le développement de micro-
organismes. C’est le moyen le plus pratique de
maintenir une cuisine traditionnelle avec les
avantages suivants :
- Plus grande facilité de travail au niveau des
préparations, sans risque de perte du produit.
- Augmentation de la durée de vie du produit.
Cuisson de produits conditionnés sous
vide
Cette technique consiste à introduire un aliment
dans un sac étanche et thermorésistant, à
extraire l’air de l’intérieur du sac, puis de le
souder et de le soumettre à l’action d’une source
de chaleur pour cuire l’aliment. La cuisson est
réalisée à basse température (entre 65ºC et
100ºC), opérant un effet de pasteurisation. Ce
système offre de nombreux avantages tels que :
- Préservation des qualités nutritionnelles.
- Optimisation des conditions d’hygiène grâce à
la réduction des manipulations.
- Réduction des pertes de poids à la cuisson,
en limitant l’évaporation et le dessèchement.
- Rationalisation de la planification du travail.
Préparation et cuisson en dehors des heures
de service, préparation à l’avance des
banquets, etc.
- Augmentation de la durée de conservation.
Le produit doit être refroidi rapidement au
terme de la cuisson, afin de stopper la cuisson
et d’empêcher le développement de micro-
organismes. Pour cette opération, on utilise un
abaisseur de température.
Plats réfrigérés : Passage de la température
des aliments de + 65ºC à + 10ºC à coeur en
moins de 2 heures.
Plats surgelés : Passage de la température des
aliments de + 65ºC à -18ºC à coeur en moins
de 4h 1/2.
Le stockage ultérieur doit maintenir les plats
réfrigérés à une température de 0ºC à 3ºC et
les plats surgelés à -18ºC.
Pour la remise en température des aliments au
moment de leur consommation, le processus
de régénération doit intervenir immédiatement
après la sortie du produit du réfrigérateur
où il était stocké. Les matériels de remise en
température sont essentiellement trois : le four
vapeur à basse pression, le bain-marie et le
micro-ondes. Dans les deux premiers cas, les
produits sont réchauffés dans leurs emballages,
tandis que dans le cas du four à micro-ondes, il
faut soit percer l’emballage pour que la vapeur
puisse sortir sans faire éclater le sac, soit
réchauffer le produit hors de son emballage.
Les produits réchauffés n’ayant pas été
consommés ne peuvent pas être stockés de
nouveau. Ils doivent être impérativement jetés.
Le temps de stockage des plats réfrigérés ne
doit pas dépasser 6-21 jours.
Conditionnement sous atmosphère
contrôlée
Cette technique consiste à remplacer l’air
environnant l’aliment par un mélange de gaz de
proportion différente à celui de l’air, dans deux
objectifs :
- Prolonger la vie du produit, sans mettre
d’additifs ni de conservateurs, en inhibant
les phénomènes de dégradation ayant lieu
pendant le stockage.
- Eviter l’écrasement de produits tels que
viennoiseries, salades, etc.
On utilise essentiellement trois gaz : 02, CO2 et
N2, ou un mélange de ceux-ci. D’une manière
générale, une plus grande concentration de
CO2 (contrôlée) augmente la durée de vie du
produit, tandis qu’une certaine quantité de N2
évite la rupture des emballages dans le cas des
produits à niveau métabolique élevé et qu’une
petite proportion d’O2 assure le maintien du bon
état et de l’aspect de certains aliments.
Il est recommandé de consulter les fabricants
de gaz pour produits alimentaires qui vous
aideront à choisir le mélange de gaz convenant
le mieux à chaque produit.
Surgélation des produits conditionnés
sous vide
Les techniques traditionnelles de surgélation
conservent bien le produit mais non sa qualité.
La surgélation des produits conditionnés sous
vide présente de nombreux avantages :
- Pas de croûte extérieure
- Pas de cristallisation de la surface
- Pas de perte de goût ni d’arôme
- Pas de dessèchement
- Pas d’oxydation des matières grasses
GENERALITES CONCERNANT LE CONDITIONNEMENT SOUS VIDE

18
SU-300
SU-420
SU-520
385

19
SU-600
SU-800
448

20
SU-6000
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
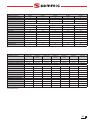 21
21
-
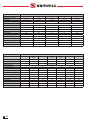 22
22
-
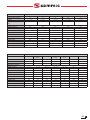 23
23
-
 24
24
























dans d''autres langues
- English: Sammic SU Series User manual
- español: Sammic SU Series Manual de usuario
Documents connexes
Autres documents
-
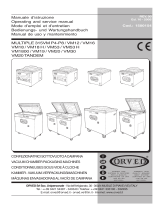 ORVED VM18 H Operating and Service Manual
ORVED VM18 H Operating and Service Manual
-
Diamond VAX/45-DSL Manuel utilisateur
-
Vollrath 40850 Manuel utilisateur
-
-
 Elma Digit One Le manuel du propriétaire
Elma Digit One Le manuel du propriétaire
-
 Elma V Start Le manuel du propriétaire
Elma V Start Le manuel du propriétaire
-
-
 Elma Digit Zero Le manuel du propriétaire
Elma Digit Zero Le manuel du propriétaire
-
 Nahita 59001101 Manuel utilisateur
Nahita 59001101 Manuel utilisateur
-
 Nahita 59001101 Manuel utilisateur
Nahita 59001101 Manuel utilisateur





