La page est en cours de chargement...

TWECO
®
FUSION
™
Safety and
Operating
Instructions
AIR-COOLED MIG GUN 140 AMP, 180 AMP, 220 AMP
Tweco.com
English
Canadien Français
Americas Español
Revision: C Issue Date: June 12, 2013 Manual No.: 89200014
IMPORTANT: Included inside - special
instructions for liner replacement.

WE APPRECIATE YOUR BUSINESS!
Congratulations on receiving your new Tweco product. We are proud to
have you as our customer and will strive to provide you with the best
service and support in the industry. This product is backed by our extensive
warranty and world-wide service network.
We know you take pride in your work and we feel privileged to provide you
with this high performance product that will help you get the job done.
For more than 75 years Tweco has provided quality products you can trust,
when your reputation is on the line.
YOU ARE IN GOOD COMPANY!
Tweco is a Global Brand of Arc Welding Products for Victor Technologies
Inc. We distinguish ourselves from our competition through market-
leading innovation and truly dependable products that will stand the test of
time.
We strive to enhance your productivity, efficiency and welding performance
enabling you to excel in your craft. We design products with the welder in
mind delivering- advanced features, durability, ease of use and ergonomic
comfort.
Above all, we are committed to a safer working environment within the
welding industry. Your satisfaction with this product and its safe operation
is our ultimate concern. Please take the time to read the entire manual,
especially the Safety Precautions.
If you have any questions or concerns regarding your new Tweco product,
please contact our friendly and knowledgeable Customer Service Team at:
1-800-462-2782 (USA) and 1-905-827-4515 (Canada),
or visit us on the web at www.Tweco.com

i
!
WARNINGS
Read and understand this entire Manual and your employer’s safety practices
before installing, operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer’s
judgment, the Manufacturer assumes no liability for its use.
FUSION MIG Gun
Safety and Operating Instructions
Instruction Guide Number: 89200014
Published by:
Victor Technologies International, Inc.
2800 Airport Rd.
Denton, TX. 76207
(940) 566-2000
www.tweco.com
U.S. Customer Care: (800) 426-1888
Canada Customer Care: 905-827-4515
International Customer Care: (940) 381-1212
Copyright © 2012, 2013 Victor Technologies International, Inc.
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the publisher is
prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any loss
or damage caused by any error or omission in this Manual, whether such error results from
negligence, accident, or any other cause.
Publication Date: December 3, 2012
Revision Date: June 12, 2013
Record the following information for Warranty purposes:
Where Purchased:
Purchase Date:
Equipment Serial #:

ii
Table of Contents
SECTION 1: SAFETY PRECAUTIONS .........................................................................1
1.01 Safety Precautions ........................................................................... 1
SECTION 2: INTRODUCTION ......................................................................................4
2.01 How to Use this Manual ................................................................... 4
2.02 Receipt of Equipment ....................................................................... 4
SECTION 3: TWECO
®
FUSION MIG GUN INSTALLATION ............................................5
3.01 Direct Plug MIG Gun Installation ...................................................... 5
3.02 Compatible Welding Machines .........................................................6
3.03 Duty Cycle ........................................................................................ 6
3.04 Tweco
®
Fusion MIG Gun Selection Guide ......................................... 7
3.05 Tweco
®
Fusion MIG Gun Part Number Identification ........................ 7
3.06 Tweco
®
MIG-Kwik Connection and Adapter Kit Installation .............. 8
SECTION 4: WIRE CONDUIT, TIP, NOZZLE REPLACEMENT.........................................9
4.01 Conduit Identification Tweco
®
Style ................................................. 9
4.02 Conduit Removal .............................................................................. 9
4.03 Conduit Installation - Velocity Contact Tip Style ............................... 9
4.04 Replacing Velocity Contact Tip ...................................................... 10
4.05 Velocity Contact Tip Identification .................................................. 11
4.06 Velocity Nozzle Identification..........................................................11
4.07 Conductor Tube Identification ........................................................12
4.08 Replace Conductor Tube ................................................................ 12
SECTION 5: MAINTENANCE AND TROUBLESHOOTING............................................13
SECTION 6: REPLACEMENT PARTS .........................................................................14
6.01 Tweco
®
Fusion MIG Gun Parts ...................................................... 14
6.02 Tweco
®
Fusion MIG Gun Consumables .......................................... 16
SECTION 7: STATEMENT OF WARRANTY ................................................................18
7.01 Warranty Schedule .........................................................................18
GLOBAL CONTACT INFORMATION....................................Rear Cover

SAFETY AND OPERATING INSTRUCTIONS
189200014
SECTION 1:
SAFETY PRECAUTIONS
1.01 SAFETY PRECAUTIONS
!
WARNING
SERIOUS INJURY OR DEATH may result if welding and cutting equipment is not
properly installed, used, and maintained. Misuse of this equipment and other
unsafe practices can be hazardous. The operator, supervisor, and helper must read
and understand the following safety warnings and instructions before installing
or using any welding or cutting equipment, and be aware of the dangers of the
welding or cutting process. Training and proper supervision are important for a
safe work place. Keep these instructions for future use. Additional recommended
safety and operating information is referenced in each section.
!
WARNING
WARNING: This product contains chemicals, including lead, known to the State
of California to cause birth defects and other reproductive harm. Wash hands
after handling.
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH
Install and maintain equipment in accordance with the National Electrical Code
(NFPA 70) and local codes. Do not service or repair equipment with power
ON. Do not operate equipment with protective insulators or covers removed.
Service or repair to equipment must be done by qualified and/or trained
personnel only.
Do not contact electrically live parts. Always wear dry welding gloves that are in good condition.
Aluminized, protective clothing can become part of the electrical path. Keep oxygen cylinders,
chains, wires, ropes, cranes, and hoists away from any part of the electrical path. All ground
connections must be checked periodically to determine if they are mechanically strong, and
electrically adequate for the required current. When engaged in AC welding/cutting under wet
conditions or where perspiration is a factor, the use of automatic controls for reducing the no
load voltage is recommended to reduce shock hazards. Accidental contact must be prevented
when using open circuit voltage exceeding 80 volts AC, or 100 volts DC by adequate insulation
or other means. When welding is to be suspended for any length of time, such as during lunch
or overnight, all electrode holders and electrodes should be removed from the electrode holder
and the power supply should be turned OFF to prevent accidental contact. Keep MIG Guns,
electrode holders, TIG torches, Plasma torches, and electrodes away from moisture and water.
See safety and operating references 1, 2, and 8.

2
SAFETY AND OPERATING INSTRUCTIONS
89200014
SMOKE, FUMES, AND GASES CAN BE DANGEROUS TO YOUR HEALTH
Ventilation must be adequate to remove smoke, fumes, and gases during operation
to protect operators and others in the area. Vapors of chlorinated solvents can form
the toxic gas “Phosgene” when exposed to ultraviolet radiation from an electric
arc. All solvents, degreasers, and potential sources of these vapors must be removed
from the operating area. Use air-supplied respirators if ventilation is not adequate
to remove all fumes and gases. Oxygen supports, and vigorously accelerates fire and should
never be used for ventilation.
See safety and operating references 1, 2, 3, and 4.
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE EYES AND BURN SKIN
Welding and cutting processes produce extreme localized heat and strong
ultraviolet rays. Never attempt to weld/cut without a federally compliant welding
helmet with the proper lens. A number 12 to 14 shade filter lens provides the
best protection against arc radiation. When in a confined area, prevent the
reflected arc rays from entering around the helmet. Approved shielding curtains
and appropriate goggles should be used to provide protection to others in the surrounding area.
Skin should be protected from arc rays, heat, and molten metal. Always wear protective gloves
and clothing. All pockets should be closed and cuffs sewn shut. Leather aprons, sleeves, leggings,
etc. should be worn for out-of-position welding and cutting, or for heavy operations using large
electrodes. Hightop work shoes provide adequate protection from foot burns. For added protection,
use leather spats. Flammable hair preparations should not be used when welding/cutting. Wear
ear plugs to protect ears from sparks. Where work permits, the operator should be enclosed in
an individual booth painted with a low reflective material such as zinc oxide.
See safety and operating references 1, 2, and 3.
WELDING SPARKS CAN CAUSE FIRES AND EXPLOSIONS
Combustibles reached by the arc, flame, flying sparks, hot slag, and heated
materials can cause fire and explosions. Remove combustibles from the work
area and/or provide a fire watch. Avoid oily or greasy clothing as a spark may
ignite them. Have a fire extinguisher nearby, and know how to use it. If welding/
cutting is to be done on a metal wall, partition, ceiling, or roof, precautions must
be taken to prevent ignition of nearby combustibles on the other side. Do not weld/cut containers
that have held combustibles. All hollow spaces, cavities, and containers should be vented prior
to welding/cutting to permit the escape of air or gases. Purging with inert gas is recommended.
Never use oxygen in a welding torch. Use only inert gases or inert gas mixes as required by the
process. Use of combustible compressed gases can cause explosions resulting in personal injury
or death. Arcing against any compressed gas cylinder can cause cylinder damage or explosion.
See safety and operating references 1, 2, 5, 7, and 8.
NOISE CAN DAMAGE HEARING
Noise from the air carbon-arc process can damage your hearing. Wear protective
hearing devices to ensure protection when noise levels exceed OHSA standards.
Adequate hearing protection devices must be worn by operators and surrounding
personnel to ensure personal protection against noise. See safety and operating
references 1, 2, and 6.

SAFETY AND OPERATING INSTRUCTIONS
389200014
SAFETY AND OPERATING REFERENCES
1. Code of Federal Regulations (OSHA) Section 29, Part 1910.95, 132, 133, 134, 139,
251, 252, 253, 254 and 1000. U.S. Government Printing Office, Washington, DC 20402.
2. ANSI Z49.1 “Safety in Welding and Cutting”.
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection”.
4. ANSI Z88.2. “Standard Practice for Respiratory Protection”. American National
Standards Institute, 1430 Broadway, New York, NY 10018.
5. AWS F4.1. “Recommended Safe Practices for Welding and Cutting Containers”.
6. AWS C5.3. “Recommended Practices for Air Carbon-Arc Gouging and Cutting”. The
American Welding Society, 550 NW Lejeune Rd., P.O. Box 351040, Miami, FL 33135.
7. NFPA 51B. “Fire Prevention in Cutting and Welding Processes”.
8. NFPA-7. “National Electrical Code”. National Fire Protection Association, Battery Park,
Quincy, MA 02269.
9. CSA W117.2. “Safety in Welding, Cutting and Allied Processes”. Canadian Standards
Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3.
DECLARATION OF CONFORMITY
Tweco
®
Products, Inc. declares under our sole responsibility that the product
Hand Held Air/Gas and Water Cooled MIG Welding Torches
To which this declaration relate(s) are in conformance with the following standards:
IEC 60974-7:2005
Following the provisions of the 73/23/EEC directive.

4
SAFETY AND OPERATING INSTRUCTIONS
89200014
SECTION 2:
INTRODUCTION
2.01 HOW TO USE THIS MANUAL
To ensure safe operation, read the entire manual, including the chapters on safety instructions
and warnings.
Throughout this manual, the words WARNING, CAUTION, and NOTE may appear. Pay particular
attention to the information provided under these headings. These special annotations are
easily recognized as follows:
NOTE
NOTE conveys installation, operation, or maintenance information which is
important but not hazard-related.
CAUTION
CAUTION indicates a potentially hazardous situation which, if not avoided, may
result in injury.
!
WARNING
WARNING indicates a potentially hazardous situation which, if not avoided, could
result in death or serious injury.
2.02 RECEIPT OF EQUIPMENT
When you receive the equipment, check it against the invoice to make sure it is complete and
inspect the equipment for possible damage due to shipping. If there is any damage, notify the
carrier immediately to file a claim. Furnish complete information concerning damage claims
or shipping errors to the location in your area, listed on the back cover of this manual. Include
a full description of the parts in error.
If you want additional or replacement copies of this manual, please contact Tweco
®
at the
address and phone number in your area listed on the back cover of this manual. Include the
Manual number (from page i). You may download a copy from our website www.tweco.com.

SAFETY AND OPERATING INSTRUCTIONS
589200014
SECTION 3:
TWECO
®
FUSION MIG GUN INSTALLATION
NOTE
Be certain that the end user (welder, operator, or helper) reads and understands
these instructions. Be certain that the welder also reads Section 1 “Safety
Precautions.”
!
WARNING
Electric shock can cause injury or death.
POWER
SOURCE
WIRE FEEDER
GROUND
WORK PIECE
GUN
Figure 1: Standard MIG Gun Installation
NOTE
When installing or replacing Contact Tip be sure to tighten fully.
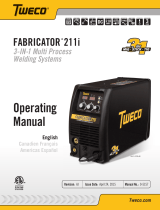
3.01 DIRECT PLUG MIG GUN INSTALLATION
Direct plug MIG Guns install by directly inserting the rear connector plug into the feeder wire
guide outlet (see Figure 2) and tightening the plug retaining screw. Follow the instructions
provided with the wire feeder in use for wire installation and MIG Gun setup . All models of
MIG Guns, except the Euro-Kwik guns, require a control wire assembly to attach the MIG Gun
trigger leads to the feeder. The control wire assemblies extending out the rear end of the MIG
Gun plugs into the control wire receptacle on the feeder. Euro-Kwik connections are installed by
inserting the gun connection into the feeder receptacle, aligning the conduit plug first, then the
gas plug. Push until all fittings are seated, then tighten the nut hand tight as shown in Figure 3.
Figure 2
Figure 3

6
SAFETY AND OPERATING INSTRUCTIONS
89200014
3.02 COMPATIBLE WELDING MACHINES
(8 pin connector)
F140L F180L F220L
LINCOLN
®
SP140T
SP180T
Powermig 140C
Powermig 180C
Easy-Core 125
Pro-Core 125
Weld-Pak 125HD
Easy-MIG 140
Pro-MIG 140
Weld-Pak 140HD
MIG-Pak 140
Easy-MIG 180
Pro-MIG 180
Weld-Pak 180HD
MIG-Pak 180
F140X F180X F220X
ESAB
®
MigMaster 173
MigMaster 160
F140M F180M F220M
MILLER
®
ELECTRIC
Millermatic 130
Millermatic 130XP
Millermatic 135
Millermatic 140
Millermatic 150
Millermatic 155
Millermatic 175
Millermatic 180
Millermatic 185
Millermatic 200
Millermatic 210
Millermatic 211
Millermatic 212
F140TA F180TA F220TA
THERMAL ARC
®
3 IN 1
Fabricator 141i
Fabricator 181i
Fabricator 211i
TWECO
®
F140 F180 F220
THERMAL ARC
®
/ FIREPOWER
®
Fabricator 140*
Fabricator 180*
* Use w/ 350-174-TA180
Fabricator 190
†
Fabricator 210
†
†
Use w/ WM354MF
LINCOLN
®
SP100
SP100T
SP125 PLUS
SP130
SP170T
SP175 PLUS
TWECO
®
MILLER
®
LINCOLN
®
EURO-KWIK
(4 pin connector)
MILLER is a registered trademark of Miller Electric Mfg. Co.; ESAB is a registered trademark of ESAB AB; LINCOLN
is a registered trademark of LINCOLN Electric Co.; The aforementioned registered trademarks are no way affiliated
with Tweco Products, Inc. or Victor Technologies, Inc. Tweco is a registered trademark of Victor Technologies, Inc.
3.03 DUTY CYCLE
MIG GUN Duty Cycle
140 AMP 20% Duty Cycle , Mixed Gases
180 AMP 40% Duty Cycle , Mixed Gases
220 AMP 40% Duty Cycle , Mixed Gases

SAFETY AND OPERATING INSTRUCTIONS
789200014
3.04 TWECO
®
FUSION MIG GUN SELECTION GUIDE
140 AMP MIG Gun* 180 AMP MIG Gun* 220 AMP MIG Gun*
Rear Connector
(Replacement)
Rear
Connection
Part Number
Stock Number
Part Number
Stock Number
Part Number
Stock Number
Part Number
Stock Number
Tweco
®
F140T-10-3035
1017-1320
F180T-12-3035
1017-1331
F220T-15-3035
1023-1260
350-174H
2035-2110
Miller
®
F140M-10-3035
1017-1319
F180M-12-3035
1017-1330
F220M-15-3035
1023-1259
350-174MH
2035-2111
Lincoln
®
F140L-10-3035
1017-1318
F180L-12-3035
1017-1329
F220L-15-3035
1023-1258
350-174LH
2035-2112
Euro-Kwik
F140X-10-3035
1017-1323
F180X-10-3035
1017-1335
F180X-12-3035
1017-1336
F180X-12-3035
1017-1334
F220X-10-3035
1023-1264
F220X-12-3035
1023-1265
F220X-15-3035
1023-1263
174EX-1
2040-2276
141i
ThermalArc
F140TA-10-3035
1017-1321
-- --
350-174H
2035-2110
181i
ThermalArc
--
F180TA-12-3035
1017-1332
--
211i
ThermalArc
-- --
F220TA-12-3035
1023-1261
*Rear connector supplied as standard
3.05 TWECO
®
FUSION MIG GUN PART NUMBER IDENTIFICATION
NOTE
Tweco Fusion MIG Guns, as a general rule, have a specific nomenclature
incorporated within each part number to help determine the wire size of each
MIG Gun.
Example Part Number:
140, 180, or 220 AMP
F220TA153545
T=Tweco
TA=Tweco (Bundle)
L=Lincoln
M=Miller
X, XE=Euro-Kwik
Tweco Fusion
15 foot (5 M) cable
.035"-.045" Wire Capacity
(0,9 mm - 1,2 mm)
So a part number "F220TA153545" would identify the MIG Gun as a: Tweco Fusion 220A MIG
Gun bundle pack with a 8-pin rear connector, 15 foot (4,6 M) long cable and having a 0.35"
to 0.45" (0,9 mm to 1,2 mm) diameter wire capacity. (See "3.02 Compatible Welding
Machines").
So a part number"F180T123545" would identify the MIG Gun as a: Tweco Fusion 180A MIG
Gun with a 4-pin Tweco rear connector, 12 foot (3,7 M) long cable and having a 0.35" to 0.45"
(0,9 mm to 1,2 mm) diameter wire capacity.
MILLER is a registered trademark of Miller Electric Mfg. Co.; ESAB is a registered trademark of ESAB AB; LINCOLN is
a registered trademark of LINCOLN Electric Co.; The aforementioned registered trademarks are no way affiliated with
Tweco Products, Inc. or Victor Technologies, Inc. Tweco is a registered trademark of Victor Technologies, Inc.

8
SAFETY AND OPERATING INSTRUCTIONS
89200014
3.06 TWECO
®
MIG-KWIK CONNECTION AND ADAPTER KIT
INSTALLATION
Installation of a Tweco MIG Gun with a Tweco connector plug, may require an adapter kit.
Choose the correct adapter kit for your wire feeder from the Adapter Kit Listing. (Refer to the
Tweco Adapter Kit Listing, Form No. TLAK-97 for more detail.) To install, follow the instructions
furnished with the adapter kit. Figure 4 shows the general adapter kit installation.
Receptacle
(TLAK-1 or 6TLAK-1)
Receptacle
(TAK-1 or 6TAK-1)
ADAPTER PLUG
WIRE FEEDER
GAS HOSE
GAS HOSE
POWER CABLE
CONTROL WIRE
MIG GUN
Figure 4
1. Screw adapter plug into the receptacle and tighten.
2. Insert the adapter plug and receptacle into the wire feeder wire guideout. Tighten the
wire guide attachment screw.
3. If needed, attach a proper sized welding cable from the welding power source to the
receptacle power connection.
4. Attach a gas hose to the receptacle and to the feeder gas solenoid.
NOTE
When using an adapter kit, the gas must be attached to the receptacle to provide
gas to the MIG Gun. If the feeder gas supply is attached to the feeder wire guideout
block, it must be rerouted to the receptacle.
5. Insert the MIG gun rear connection plug into the receptacle and tighten the attachment
screw.
6. Attach the control wire plug assembly to the wire feeder MIG gun control circuit. Then
plug the flat double female plug into the MIG Gun.
The gun should now be installed and ready to feed wire as recommended by the feeder
manufacturer.

SAFETY AND OPERATING INSTRUCTIONS
989200014
SECTION 4:
WIRE CONDUIT, TIP, NOZZLE REPLACEMENT
4.01 CONDUIT IDENTIFICATION TWECO
®
STYLE
The procedure for removal and installation of a wire conduit is similar for all Tweco MIG Guns. Conduits
may be identified by the type of conduit stop and the part number marking on each conduit stop.
Example Part Number:
4.02 CONDUIT REMOVAL
1. Lay the MIG Gun out on a table or on the floor in a straight line. Make sure the gun is
fully extended and all twists in the cable are removed.
2. Remove the nozzle and contact tip from the gun assembly. Then loosen the conduit
set screw in the rear connector plug.
NOTE
On Miller
®
Direct Plug MIG Guns, remove the nipple on the end of the connector
plug. On Euro-Kwik connections, remove the conduit retaining cap.
3. Grip the conduit stop and remove the conduit with a twisting motion. On Miller
®
Direct
Plug MIG Guns, twisting the rear of the gun approximately two revolution counter-
clockwise will raise the conduit stop out of the connector plug recess.
4.03 CONDUIT INSTALLATION - VELOCITY CONTACT TIP STYLE
!
WARNING
Failure to follow Conduit Installation Instructions will cause wire feed issues.
1. Uncoil the conduit and lay it in a straight line. Insert the conduit into the rear connector plug.
Push the conduit into the gun with short strokes.
NOTE
If the conduit hangs up gently whip the cable while applying pressure to the
conduit. New liners must be cut to the correct length.
2. When the conduit is completely in the gun, tighten the rear conduit set screw. On Miller
®
guns, reinstall the nipple. On Euro-Kwik guns, reinstall the conduit retaining cap.
IMPORTANT!
3. The new conduit liner will need to be cut to
length. This can be done by trimming the conduit
to the appropriate length.
1/8” (3,2 mm)
Velocity
Conductor Tube
42-3035-15
42 Series
.035" (0.8mm) Wire Capacity
Liner Length Ft

10
SAFETY AND OPERATING INSTRUCTIONS
89200014
4. File the cut conduit end to remove burrs.
5. Replace the contact tip.
6. Replace the nozzle. Hand tighten
(Nozzle secures tip).
NOTE
For proper operation the nozzle MUST be tight.
The MIG Gun is now ready to be reinstalled on the
feeder.
4.04 REPLACING VELOCITY CONTACT TIP
CAUTION
While nozzle and contact tip are removed, maintain an adequate distance of the
wire from metal objects to avoid burnbacks to conduit or conductor tube.
1. Remove worn nozzle and tip. (Clean nozzle if reusing.)
2. Slide new contact tip into the conductor tube end.
3. Replace the nozzle. Hand tighten (Nozzle secures tip).
NOTE
For proper operation the nozzle MUST be tight.
4. Trim wire to desired stick out.
The MIG Gun is now ready for operation.

SAFETY AND OPERATING INSTRUCTIONS
1189200014
4.05 VELOCITY CONTACT TIP IDENTIFICATION
Velocity Contact Tips may be identified by the tip type and the part number marking on each tip.
Example Part Number:
VTSARZT30
Velocity
Tip
Blank=CU,
RZ=CHROM ZIR,
RS=SILVER ZIR
T=Tapered,
Blank=None
S=Small,
M=Medium,
L=Large
A=Alum,
Blank=Other
Wire Size: 23=0.023” 116=1/16”
30=0.030” 564=5/64”
35=0.035” 332=3/32”
40=0.040” 764=7/64”
45=0.045” 18=1/8”
So a part number "VTSARZT30" would be: Velocity Tip Type, Small Size, Aluminum, RZ Alloy,
Tapered for wire size 0.030 diameter.
A part number "VTMA40" would be: Velocity Tip Type, Medium Size, CU, wire size 0.040 diameter.
4.06 VELOCITY NOZZLE IDENTIFICATION
Nozzles for the Velocity contact tip MIG Guns may be identified by their type and part number marking
on each nozzle.
Example Part Number:
Blank=Standard,
H=Heavy Duty
VNSH50FS
Velocity
Nozzle
Blank=Std Recess,
F=Flush,
P=Protrude,
R= Recess ¼” (6.35mm)
FAS=Spot Weld
FC=Flux Core
S=Small Nozzle,
M=Medium Nozzle,
L=Large Nozzle
Orifice Opening Size: 37=3/8” 62=5/8”
50=1/2” 75=3/4”
Blank=Threaded,
S=Slip
So a part number "VNSH50F" would be: Velocity Nozzle Type, Small Nozzle Size, Heavy Duty,
orifice opening size of 0.50 inch, Flush end, Slip fit.
A part number "VNS50" would be: Velocity Nozzle Type, Small Nozzle Size, Standard Duty,
orifice opening size of 0.50 inch, Standard Recess end, Threaded fit.

12
SAFETY AND OPERATING INSTRUCTIONS
89200014
4.07 CONDUCTOR TUBE IDENTIFICATION
Conductor tubes for the Velocity Contact Tip on the Tweco Fusion MIG Guns may be identified
by their type and part number marking on each tube.
Example Part Number:
FVCTS22060
Fusion
Maximum
Amp Rating
Velocity
Conductor Tube
Bend Angle: 60˚S=Small Tip,
M=Medium Tip,
L=Large Tip
So a part number "FVCTS22060" would be: Tweco Fusion Gun Type, Velocity 220 Amp Conductor
Tube, Small Tip Size, 60 degree bend.
4.08 REPLACE CONDUCTOR TUBE
Remove the MIG gun from the feeder prior to beginning these steps. The conductor tube is
attached to the Tweco® Fusion MIG Gun by one set screw on the side of the conductor tube.
To remove:
1. Remove the front end consumables from the conductor tube.
2. Lay MIG gun on side, screw side up and remove both handle screws at the front of the
gun handle.
3. Lay the gun back down on its side and untwist the handle back cap.
4. Remove the top handle half being careful to keep all components in place in the lower
handle half.
5. Loosen the socket head cap screw securing the conductor tube in place inside the handle
with a 5/32" Allen wrench.
6. Remove conductor tube.
7. Slide the new tube over the liner and insert into the brass connection within the handle.
Confirm the tube is correctly aligned with the MIG Gun handle and wrench tighten the
socket head cap screw.
8. Re-assemble the handle.
9. Check conductor tube alignment and re-assemble the front end consumables.
The MIG gun is now ready for operation.
1/8”
(3,2 mm)
Handle screws
Back Cap

SAFETY AND OPERATING INSTRUCTIONS
1389200014
SECTION 5:
MAINTENANCE AND TROUBLESHOOTING
Contact tips and nozzles should be cleaned frequently. Spatter buildup may cause bridging
between nozzle and tip. This could cause electrical shorting between the nozzle and work
piece as well as poor or improper gas flow. Regularly inspect the conductor tube, handle,
cable, and other parts of the MIG Gun for abrasion, cuts, or undue wear. Replace or repair any
parts found deficient.
Problem Possible Cause Corrective Action
Wire feed inconsistent
or not smooth
1. Loose contact tip. 1. Tighten nozzle.
2. Excessively worn contact tip. 2. Replace contact tip.
3. Spatter buildup on end of
contact tip.
3. Clean or replace contact tip.
4. Sharp bends or kinks in
conduit.
4. Straighten or replace conduit.
5. Dirty or plugged conduit. 5. Replace conduit.
6. Conduit pulled back from
contact tip.
6. Reposition conduit and cable.
7. Machine improperly adjusted. 7. Reset machine per machine
and wire manufacturers’
recommendations.
MIG Gun is running hot
1a. Loose contact tip. 1a. Tighten nozzle.
b. Liner is too long b. Trim liner correctly.
2. Loose power connections. 2. Inspect complete gun for loose
connections and repair.
3. Loose or undersize ground
cable or ground clamp.
3. Tighten or replace as required.
4. Operating gun above
recommended amperage
rating.
4. Readjust machine to correct
setting for size of gun being used.
5. Operating gun above
recommended duty cycle
rating.
5. Readjust machine to correct
setting for size of gun being used.
6. Loose set screw in conductor
tube connector.
6. Tighten set screw.
Porous weld
1. Poor or improper gas flow. 1. Check gas flow out of gun nozzle.
Check for leaks or restrictions in
gas hoses and connections.
2. Dirty or contaminated wire. 2. Change wire.
3. Base metal contaminated. 3. Replace base metal.
Conduit gets hung-up
inside of the gun
1. Burr on the end of the cut
conduit.
2. Conduit liner has kinks.
1. Remove the burr with a file.
2. Replace conduit.

14
SAFETY AND OPERATING INSTRUCTIONS
89200014
SECTION 6:
REPLACEMENT PARTS
6.01 TWECO
®
FUSION MIG GUN PARTS
3
5a (VNS-FC
TIP HOLDER)
5b (VNS-FC-I
TIP HOLDER INSULATOR)
1
2
4

SAFETY AND OPERATING INSTRUCTIONS
1589200014
Item No. Description Part No. Stock No.
1 Nozzle**
VNS-50 1220-1201
VNS-50F 1220-1200
VNS-62 1220-1203
VNS-62F 1220-1202
VNS-37 1220-1206
VNS-37F 1220-1204
VNS-75FAS 1220-1205
2 Contact Tip**
VTS-23 1110-1308
VTS-30 1110-1309
VTS-35 1110-1310
VTS-40 1110-1311
VTS-45 1110-1312
VTSA-364 1110-1313
VTS-52 1110-1314
VTS-116 1110-1315
VTSA-116 1110-1317
VTS-564 1110-1316
3 Velocity 60° Conductor Tube FVCTS-220-60 1620-1108
4 Conduit Assembly* WS42-3035-15 1420-1140
5a FC Tip Holder VNS-FC 1220-1207
5b FC Tip Holder Insulator VNS-FC-I 1220-1208
*Refer to Tweco Catalog No. 64-2103 for additional options.
** Patent Pending
Additional options
Description Part No. Stock No.
Rear Connector Plugs - Tweco
®
350-174H 2035-2110
Rear Connector Plugs - Miller
®
350-174MH 2035-2111
Rear Connector Plugs - Lincoln
®
350-174LH 2035-2112
MILLER is a registered trademark of Miller Electric Mfg. Co.; ESAB is a registered trademark of ESAB AB; LINCOLN
is a registered trademark of LINCOLN Electric Co.; The aforementioned registered trademarks are no way affiliated
with Tweco Products, Inc. or Victor Technologies, Inc. Tweco is a registered trademark of Victor Technologies, Inc.

16
SAFETY AND OPERATING INSTRUCTIONS
89200014
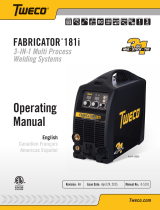
6.02 TWECO
®
FUSION MIG GUN CONSUMABLES
VNS-50F
FUSION
™
180
5/8” (15,9 mm)
VNS-37
3/8” (9,5 mm)5/8” (15,9 mm)
VNS-75FAS
VNS-50
1/2” (12,7 mm) 1/2” (12,7 mm)
VNS-37F
3/8” (9,5 mm)
VNS-62F
VNS-62
3/4” (19,1 mm)
VNS-FC
Velocity
Nozzle
Velocity
Contact Tip
VTS-23
VTS-45
VTSA-116
VTS-564
VTS-52
VTS-116
VTS-364
VTS-35
VTS-40
VTS-30
140A MIG GUN
180A MIG GUN
220A MIG GUN
OPTIONAL
STANDARD
Conductor Tube Indicator Line
(Score line here indicates this
conductor tube is replaceable.)
Blank=Std Recess,
F=Flush,
P=Protrude,
R= Recess ¼” (6.35mm)
FAS=Spot Weld
FC=Flux Core
VELOCITY NOZZLE IDENTIFICATION
VTSARZT30
Velocity
Tip
Blank=CU,
RZ=CHROM ZIR,
RS=SILVER ZIR
T=Tapered,
Blank=None
S=Small,
M=Medium,
L=Large
A=Alum,
Blank=Other
Wire Size: 23=0.023” 116=1/16”
30=0.030” 564=5/64”
35=0.035” 332=3/32”
40=0.040” 764=7/64”
45=0.045” 18=1/8”
Blank=Standard,
H=Heavy Duty
VNSH50FS
Velocity
Nozzle
S=Small Nozzle,
M=Medium Nozzle,
L=Large Nozzle
Orifice Opening Size: 37=3/8” 62=5/8”
50=1/2” 75=3/4”
Blank=Threaded,
S=Slip
VELOCITY CONTACT TIP IDENTIFICATION
/