La page est en cours de chargement...

GARANTIE
ANS
RENDEMENT MAXIMUM
TENSION
ALIMENTATION D’ENTRÉE
AMP
TENSION DE SORTIE
TÉMOIN DE SURCHAUFFE
PHASÉ
3163339
Révision : AA Date de publication: Mai 2, 2016 Manuel no: 0-5420CF
Manuel de
l’utilisateur
ESAB Fabricator
®
141i
Syst
è
mes De Soudage
Multifonction 3 EN 1
esab.com

NOUS APPRÉCIONS VOTRE FIDÉLITÉ!
Félicitations pour l’achat de votre produit ESAB. Nous sommes fiers de vous compter parmi notre clientèle
et ferons tout en notre pouvoir pour vous fournir le service le plus fiable et de meilleure qualité dans le
domaine. Ce produit est protégé par notre large garantie et notre réseau mondial de service. Pour trouver
le distributeur le plus près de chez vous ou un centre de réparation, visitez le site Web au www.esab.com.
Ce manuel de l’utilisateur est conçu pour vous indiquer la bonne façon d’utiliser votre produit ESAB. Notre
préoccupation principale est votre satisfaction et l’utilisation appropriée du produit. Veuillez donc prendre
le temps de lire ce guide en entier, en particulier les Consignes de sécurité. Ceci permet d’éviter les risques
possibles liés à l’utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE!
La marque de choix des entrepreneurs et des manufacturiers dans le monde entier.
ESAB est une entreprise mondiale de produits de coupage manuel et automatique à l’arc plasma.
Nous nous démarquons de nos concurrents grâce à nos produits fiables et d’avant-garde qui ont fait leurs
preuves au fil des ans. Nous sommes fiers de nos innovations techniques, nos prix compétitifs, nos délais
de livraison hors pair, notre service à la clientèle et notre soutien technique de qualité supérieure, en plus
de l’excellence de notre savoir dans le domaine de la vente.
Par dessus tout, nous sommes engagés dans la conception de produits à technologie innovatrice pour obtenir
un environnement de travail plus sécuritaire dans le domaine de la soudure.

!
AVERTISSEMENT
Lire et assimiler l’intégralité du présent manuel et les consignes de sécurité de votre
employeur avant l’installation, l’exploitation ou l’entretien de l’équipement.
L’information contenue dans ce Guide représente le bon jugement du fabricant, mais celui-ci
n’assume aucune responsabilité lors de l’utilisation.
Bloc d’alimentation de coupe au plasma
ESAB Fabricator
®
141 systèmes de soudage multifonction 3 en 1
Guide numéro 0-5420CF
Publié par:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX 76208
www.esab.com
Copyright 2015 by ESAB
Tous droits réservés.
Il est interdit de reproduire tout ou partie de ce document sans la permission de
l’éditeur.
L’éditeur décline toute responsabilité envers les parties en cas de pertes ou de dom-
mages provoqués par une erreur ou une omission figurant dans ce Guide, qu’elle
soit le résultat d’une négligence, d’un accident ou d’une autre cause.
Pour l’impression de se reporter au document de spécification du matériel 47X1909
Date de la publication initiale : Mai 2, 2016
Date de révision :
Conserver les renseignements suivant pour la garantie :
Endroit de l’achat:_______________________________
__________
Date de l’achat:__________________________________ _________
Numéro de série du bloc d’alimentation:___________________________
Numéro de série de la torche :___________________________________

ASSUREZ-VOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L’OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
ATTENTION
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionnement
et des règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous
vous suggérons de lire notre brochure « Precautions and Safe Practices for Arc Wel-
ding, Cutting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes
non qualiées d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez
PAS d’installer ou d’opérer cet équipement avant de lire et de bien comprendre ces
instructions. Si vous ne comprenez pas bien les instructions, communiquez avec
votre fournisseur pour plus de renseignements. Assurez-vous de lire les Règles de
Sécurité avant d’installer ou d’opérer cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/
ou les feuillets d’information si l’équipement est installé, opéré, entretenu et réparé selon les instructions fournies. Vous
devez faire une vérication périodique de l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est
pas bien entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées immédiate-
ment. Dans le cas où une réparation ou un remplacement est nécessaire, il est recommandé par le fabricant de faire une
demande de conseil de service écrite ou par téléphone chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par le fabricant. L’utilisateur
de l’équipement sera le seul responsable de toute défaillance résultant d’une utilisation incorrecte, un entretien fautif, des
dommages, une réparation incorrecte ou une modication par une personne autre que le fabricant ou un centre de ser-
vice désigné par le fabricant.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’OPÉRER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

TABLE DES MATIÈRES
CHAPITRE 1 : PRÉCAUTIONS DE SÉCURITÉ ............................................................1-1
1.0 Précautions de sécurité .................................................................................. 1-1
CHAPITRE 2 :
INTRODUCTION ...................................................................................... 2-1
2.01 Comment utiliser ce manuel ........................................................................... 2-1
2.02 Identification de l'équipement ......................................................................... 2-1
2.03 Réception de l'équipement ............................................................................. 2-1
2.04 Description ..................................................................................................... 2-1
2.05 Méthodes de transport .................................................................................... 2-2
2.06 Responsabilités de l’utilisateur ....................................................................... 2-2
2.07 Système portatif Fabricator 141i (no de pièce W1003141) ............................. 2-2
2.08 Facteur de marche .......................................................................................... 2-3
2.09 Caractéristiques .............................................................................................. 2-4
2.10 Options et accessoires .................................................................................... 2-6
CHAPITRE 3 :
INSTALLATION, UTILISATION ET RÉGLAGE ...................................................... 3-1
3.01 Environnement ................................................................................................ 3-1
3.02 Emplacement .................................................................................................. 3-1
3.03 Aération .......................................................................................................... 3-1
3.04 Tension d'alimentation électrique ................................................................... 3-1
3.05 Compatibilité électromagnétique ..................................................................... 3-3
3.06 Détendeur Victor ............................................................................................. 3-4
3.07 Détection de fuite dans le système ................................................................. 3-5
3.08 Fin de l’utilisation du détendeur ...................................................................... 3-6
3.09 Entreposage du détendeur .............................................................................. 3-6
3.10 Commandes, témoins et caractéristiques de la source d’alimentation ............ 3-6
3.11 Raccordement du pistolet ESAB Fusion 140 A .............................................. 3-12
3.12 Insertion du fil dans le mécanisme d'alimentation ........................................ 3-13
3.13 Pose d’une bobine de 4 po (100 mm) de diamètre ....................................... 3-14
3.14 Pose d’une bobine de 8 po (200 mm) de diamètre ....................................... 3-14
3.15 Réglage de la pression du galet d’entraînement ............................................ 3-15
3.16 Remplacement du galet d’entraînement ........................................................ 3-15
3.17 Frein du dévidoir du fil .................................................................................. 3-16
3.18 Fonctionnement du détendeur de gaz ........................................................... 3-17
3.19 Réglage pour soudure MIG (GMAW) avec fil MIG sous protection gazeuse . 3-17
3.20 Configuration pour soudage MIG (FCAW)
avec fil-électrode fourré (sans protection gazeuse) ...................................... 3-18
3.21 Configuration pour soudage MIG (GMAW) au PISTOLET À BOBINE avec fil
MIG sous protection gazeuse ....................................................................... 3-20
3.22 Configuration pour soudage à amorçage au touché (LIFT TIG; GTAW) ......... 3-21
3.23 Configuration pour soudage à l’électrode enrobée (procédé SMAW) ............ 3-23
3.24 Incendiez le remplacement de vis de pouce d'adapteur ................................ 3-24

TABLE DES MATIÈRES
SECTION 4 : TECHNIQUE DE SOUDAGE DE BASE ...................................................... 4-1
4.01 Technique de soudage de base MIG (GMAW/FCAW) ...................................... 4-1
4.02 Dépannage - Soudage MIG (GMAW/FCAW) .................................................... 4-5
4.03 Technique de soudage de base STICK (SMAW) .............................................. 4-9
4.04 Effets du soudage à électrode enrobée sur divers matériaux .......................... 4-9
4.05 Dépannage de soudure du bâton (SMAW) .................................................... 4-16
4.06 Technique de soudage de base TIG (GTAW) ................................................. 4-19
4.07 Problèmes de soudage - TIG (GTAW) .......................................................... 4-21
CHAPITRE 5 : PROBLÈMES DE SOURCE D’ALIMENTATION ET BESOINS D’ENTRETIEN
RÉGULIER ............................................................................................. 5-1
5.01 Problèmes au niveau du bloc d’alimentation ................................................... 5-1
5.02 Entretien régulier et exigences de calibrage .................................................... 5-3
5.03 Nettoyage de la source de courant de soudage ............................................... 5-4
5.04 Nettoyage des galets d’entraînement .............................................................. 5-4
CHAPITRE 6 : PIÈCES DE RECHANGE ................................................................... 6-1
6.01 Pistolet MIG Tweco Fusion de 140 A ............................................................... 6-1
6.02 Source d’alimentation ..................................................................................... 6-2
6.03 Liste de matériel ............................................................................................. 6-4
ANNEXE ...................................................................................................... A-1
ANNEXE : DIAGRAMME DU CIRCUIT DU FABRICATOR 141I ......................................... A-2

ESAB FABRICATOR 141i
Manuel 0-5420CF 1-1 CONSIGNES DE S
É
CURIT
É
1.0 Précautions de sécurité
CHAPITRE 1 : PRÉCAUTIONS DE SÉCURITÉ
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que toute personne
qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes. Les précautions de sécurité
doivent répondre aux exigences applicables à ce type de matériel de soudage ou de coupage plasma. Les recommandations
suivantes doivent être observées en plus des règles standard qui s'appliquent au lieu de travail.
Tous les travaux doivent être effectués par un personnel qualifié possédant de bonnes connaissances par rapport au
fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel peut produire des
situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en
marche de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininflammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui pourraient
se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être effectuée par un électricien qualifié
seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit
être clairement indiqué.
- Vous ne devez jamais procéder à la lubrification ou l'entretien du matériel lorsque l'appareil est en marche.
Le code IP indique la classe du boîtier, à savoir le niveau de protection offert contre toute pénétration par des objets
solides ou de l’eau. La protection est fournie contre le contact d’un doigt, la pénétration d’objets solides d’une taille
supérieure à 12mm et contre l’eau pulvérisée jusqu’à 60 degrés de la verticale. L’équipement marqué IP21S peut être
stocké mais ne doit pas être utilisé à l’extérieur quand il pleut à moins d’être sous abri.
Classe de boîtier
15°
Inclinaison
maximum
autorisée
ATTENTION
Si l’équipement est placé sur une surface
inclinée de plus de 15°, il y a danger de bas-
culement et en conséquence, des blessures
personnelles et/ou des dommages impor-
tants à l’équipement.

ESAB FABRICATOR 141i
CONSIGNES DE S
É
CURIT
É
1-2 Manuel 0-5420CF
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inflammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualifiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ. PROTÉGEZ-VOUS ET LES AUTRES !
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT
CAUSER DES BLESSURES À L'OPÉRATEUR OU LES
AUTRES PERSONNES SE TROUVANT DANS L'AIRE DE
TRAVAIL. ASSUREZ-VOUS DE PRENDRE TOUTES LES
PRÉCAUTIONS NÉCESSAIRES LORS D'UNE OPÉRATION
DE SOUDAGE OU DE COUPAGE. DEMANDEZ À VOTRE
EMPLOYEUR UNE COPIE DES MESURES DE SÉCURITÉ
QUI DOIVENT ÊTRE ÉLABORÉES À PARTIR DES DONNÉES
DES RISQUE DU FABRICANT.
Ce produit est uniquement destiné à la découpe du plasma. Toute
autre utilisation peut entraîner des blessures ou endommager
l’équipement.
ATTENTION
ATTENTION
Pour éviter toute blessure personnelle et/
ou endommagement à l’équipement, sou-
lever à l’aide de la méthode et des points
d’attache indiqués ici.

ESAB FABRICATOR 141i
Manuel 0-5420CF 2-1 INTRODUCTION
CHAPITRE 2 :
INTRODUCTION
2.01 Comment utiliser ce manuel
Le présent manuel de l'utilisateur décrit uniquement les caracté-
ristiques ou la nomenclature des pièces répertoriées à la page i.
Pour assurer une exploitation sécuritaire de l'appareil, lire le
manuel dans son intégralité, notamment le chapitre concernant
les directives de sécurité et les avertissements.
Tout au long du manuel, vous retrouverez les mots AVERTISSE-
MENT, MISE EN GARDE et REMARQUE. Prêtez une attention par-
ticulière à l’information fournie sous ces mentions. Ces symboles
spéciaux se reconnaissent facilement comme suit :
REMARQUE!
Fonction, procédé ou renseignement de
base qui nécessite une plus grande atten-
tion ou contribue au bon fonctionnement
du système.
!
MISE EN GARDE
Procédé qui, s'il n'est pas suivi correcte-
ment, peut endommager l'équipement.
!
AVERTISSEMENT
Procédé qui, s'il n'est pas suivi correcte-
ment, peut causer des lésions à l'utilisateur
ou aux gens dans la zone d'exploitation.
AVERTISSEMENT
Fournit l'information concernant une
possible blessure due à une décharge
électrique. Il sera encadré par deux lignes
noires épaisses comme celles-ci.
!
DANGER
Signifie un danger immédiat. La situation
peut entraîner des blessures graves ou
mortelles.
D'autres exemplaires de ce manuel ne peut être acheté en con-
tactant ESAB, à l'adresse et le numéro de téléphone dans votre
domaine répertoriés dans l'intérieur de la couverture arrière de
ce manuel. Veuillez indiquer le numéro du manuel de l'utilisateur
et les numéros d'identification de l'appareil.
Des copies électroniques de ce manuel peuvent également être
téléchargées gratuitement en format PDF d’Acrobat en allant sur
le site Web de ESAB indiqué ci-dessous
http://www.esab.com
2.02 Identification de l'équipement
Vous trouverez habituellement le numéro d'identification (carac-
téristiques ou numéro de pièce), le nom du modèle et le numéro
de série sur une plaquette signalétique fixée au panneau arrière.
L'appareil qui ne comporte aucune plaquette signalétique
comme une torche ou un câblage sont identifiés uniquement
par la caractéristique ou le numéro de pièce imprimé sur une
étiquette libre ou l'emballage d'expédition.
Inscrire ces numéros au bas de la page 1 pour référence ultéri-
eure.
2.03 Réception de l'équipement
Lorsque vous recevez l’équipement, faites l’inventaire de la
livraison et comparez-le à la facture pour vous assurer qu’il
ne manque aucun élément, puis inspectez l’équipement
pour vous assurer qu’il n’a pas été endommagé durant la
livraison. Si l’équipement a été endommagé, entrez immé-
diatement en contact avec le transporteur afin de faire une
demande d'indemnisation. Fournissez tous les renseigne-
ments nécessaires relatifs à une réclamation concernant un
dommage ou une erreur de livraison. Utilisez les coordonnées
de l'emplacement le plus près de chez vous, répertorié à la
troisième couverture du manuel.
Inscrivez tous les numéros d'identification de l'appareil comme
décrit ci-dessus et fournissez une description complète de la
pièce défectueuse ou de l'erreur à la livraison.
Déplacez l'équipement au lieu de travail avant de retirer
l'appareil de sa boîte. Lors du déballage de l'appareil, prenez
soin d'éviter d'endommager l'appareil avec des barres, un
marteau, etc.
2.04 Description
Le Fabricator 141i, produit par ESAB, est un bloc complet d’ali-
mentation monophasée de soudure multi procédés permettant
d’accomplir la soudure au MIG (procédé GMAW/FCAW), au STICK
(procédé SMAW) et au Lift TIG (procédé GTAW). Le Fabricator
141i est équipé d’un bloc d’alimentation du fil-électrode intégré,
de compteurs numériques de tension et d’intensité de courant
électrique, incluant une technologie d’économie d’énergie et
d’une quantité de caractéristiques diverses visant à satisfaire
les vastes besoins fonctionnels du professionnel de la soudure
moderne. Le Fabricator 141i répond entièrement à la norme CSA
Standard E60974-1-00 et UL 60974.1.
Le procédé de soudure MIG du Fabricator 141i fournit une excel-
lente qualité de soudure selon une large gamme de fonctions
lorsqu’il est utilisé avec les bons matériaux et les bons procédés
de soudage. Les instructions suivantes décrivent l’ajustement
exact et sécuritaire de la machine. Elles fournissent également
les directives afin d’obtenir la meilleure qualité de rendement du
bloc d’alimentation. Veuillez lire ces instructions minutieusement
avant l’utilisation de l’appareil.

ESAB FABRICATOR 141i
INTRODUCTION 2-2 Manuel 0-5420CF
2.05 Méthodes de transport
AVERTISSEMENT
Débranchez les conducteurs d’alimentation de la source électrique mise hors tension avant de
déplacer le bloc d’alimentation du poste de soudage.
Soulevez l’appareil par la poignée sur le dessus du bloc. Utilisez un chariot ou un dispositif
de transport d’une capacité suffisante. Si vous utilisez un élévateur à fourche, fixez d’abord
l’appareil solidement à un châssis mobile avant de le transporter
2.06 Responsabilités de l’utilisateur
Cet équipement fonctionnera selon les indications aux présentes s’il est installé, employé, entretenu et réparé selon les instruc-
tions. Cet équipement doit faire l’objet d’une vérification périodique. L’équipement défectueux (y compris les câbles de soudage) ne
devrait pas être utilisé. Les pièces brisées, manquantes, visiblement usées, déformées ou contaminées devraient être remplacées
sans délai. Si des réparations ou des remplacements s’avéraient nécessaires, il est recommandé de les confier à des personnes
qualifiées approuvées par ESAB. Pour obtenir des conseils à cet égard, communiquez avec un distributeur accrédité ESAB.
Cet équipement ou l'une de ses pièces ne devraient pas être modifiés par rapport au devis standard sans l'approbation écrite
préalable de ESAB. L’utilisateur de cet équipement est l’ultime et unique responsable de toute défectuosité découlant d’une mau-
vaise utilisation ou d’une modification non autorisée par rapport aus spécifications standard, d’un mauvais entretien, des domma-
ges ou de toute réparation inadéquate par une personne qui n’est pas qualfiée et approuvée par ESAB.
2.07 Système portatif Fabricator 141i (no de pièce W1003141)
Produits inclus:
•
Fabricator 141i du bloc d’alimentation
• Pistolet MIG de 140 A
• Régulateur / Débitmètre et le flexible
• ESAB porte-électrode et pince de mise
à la terre
• Galets d’entrainement & tubes-contact
• Echantillon electrodes & courroie d’epaule
• 20A a l’adapteur de cordon du secteur 15
A
• Manuel de l’utilisateur & installation CD
A-12917CF

ESAB FABRICATOR 141i
Manuel 0-5420CF 2-3 INTRODUCTION
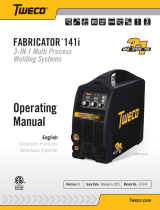
2.08 Facteur de marche
Le facteur de marche nominal du bloc d’alimentation du poste de soudage est le pourcentage de fonctionnement du poste à un
courant de sortie nominal sur une période de dix minutes sans dépasser les valeurs limites de l’isolant des composants. Pour bien
expliquer le concept du facteur de marche sur une période de dix minutes, prenons un bloc d’alimentation d’un poste de soudage
conçu pour fonctionner à un facteur de marche de 20 % à 100 A et 19 V. Autrement dit, l’appareil est conçu et fabriqué pour
fournir l’intensité nominale de 100 A pendant deux minutes, soit un temps de soudage à l’arc de deux minutes pour toute période
de dix minutes (20 % de dix minutes est deux minutes). Au cours des autres sept minutes de cette période, le bloc d’alimentation
du poste de soudage doit fonctionner au ralenti pour refroidir.
0
80
100
30
50
70
90
40
60
20
10
0102030405060708090100 110120 130140 150
Fabricator 141i
Courant de soudage (ampères)
Facteur de marche (pourcentage)
Plage
d’utilisation
sécuritaire
STICK (SMAW)/ MIG (GM
AW/ FCAW)
TIG (GTAW)
Art # A-11276FC_AB
Figure 2-1 : Fabricator 141i Facteur de marche

ESAB FABRICATOR 141i
INTRODUCTION 2-4 Manuel 0-5420CF
2.09 Caractéristiques
DESCRIPTION FABRICATOR 141i SYSTÈMES DE SOUDAGE MULTIFONCTION 3 EN 1
Nomenclature du bloc d’alimentation W1003140
Dimension du bloc d’alimentation
(Hauteur x Longeur x Profondeur)
16.14 x 8.27 x 17.72 po (H x Larg. x P)
410 x 210 x 450 mm (H x Larg. x P)
Masse du bloc d’alimentation 14,6 kg (32.2 lb)
Méthode de refroidissement Par ventilation
Type de poste de soudage Système de soudage multifonction
Type de borne de sortie Dinse
TM
25
Normes CSA E60974-1-00 / UL60974-1 / IEC 60974-1
Nombre de phases Monophasé
Tension d’alimentation nominale 115 V c.a.
Plage de la tension d’alimentation 95-140 V c.a.
Fréquence d’alimentation 50/60Hz
Gamme de courant au soudage (MIG Mode) 10-90A
Gamme de courant au soudage (LIFT TIG Mode) 10-140A
Gamme de courant au soudage (STICK Mode) 10-90A
Plage de vitesse de dévidage du fil 95-390 IPM
Plage de tension de soudage MIG 10-19V DC
Force électromotrice (f.é.m.) nominale 53V DC
Taille de briseur 20 Amps
30 Amps
(Exige le cordon et la prise de
secteur mis à jour)
Courant d’alimentation effectif (I
1eff
)
por MIG (GMAW/FCAW)
por STICK (SMAW)
por LIFT TIG (GTAW)
16.8 Amps
16.8 Amps
11.0 Amps
16.2 Amps
12.2 Amps
14 Amps
Courant d’alimentation maximal (I
1max
)
por MIG (GMAW/FCAW)
por STICK (SMAW)
por LIFT TIG (GTAW)
26.2 Amps
28.4 Amps
24.7 Amps
41.5 Amps
31.5 Amps
36 Amps
Caractéristiques du bloc d’alimentation
monophasé
5 KW 6 KW*
MIG (GMAW/FCAW) Sortie de soudage
90A @ 20%, 18.5V
60A @ 60%, 17.0V
45A @ 100%, 16.25V
140A @ 15%, 19V*
60A @ 60%, 17,6V*
45A @ 100%, 16.8V*
STICK (SMAW) Sortie de soudage
80A @ 35%, 23.2V
60A @ 60%, 22.4V
45A @ 100%, 21.8V
90A@15%, 23.0V*
60A@60%, 22.8V*
45A@100%, 22.2V*
LIFT TIG (GTAW) Sortie de soudage
100A @ 20%, 14.0V
60A @ 60%, 12.4V
45A @ 100%, 11.8V
140A @ 15%, 15.6V*
60A @ 60%, 12.8V*
45A @ 100%, 12.2V*
Classe de protection IP23S
Tableau 2-1 : Fabricator 141i Caractéristiques

ESAB FABRICATOR 141i
Manuel 0-5420CF 2-5 INTRODUCTION
REMARQUE!
* Indica los datos probados por ESAB Group Inc.
Le fusible ou le disjoncteur temporisé recommandé est de 30 A. Pour cette application, on recommande
l’utilisation d’un circuit de dérivation unique capable de transporter 30 ampères et protégé par des
fusibles ou un disjoncteur. La capacité du fusible est fondée sur au plus 200 pour cent de l’intensité no-
minale du bloc d’alimentation du poste de soudage (selon l’article 630 du Code national de l’électricité).
ESAB recherche en permanence à fabriquer le meilleur produit possible. Par conséquent, la société se
réserve le droit de modifier, d’améliorer ou de revoir les caractéristiques ou la conception de ce produit
et de tout autre produit sans préavis. De telles mises à jour ou modifications n’octroient à l’Acheteur de
matériel déjà vendu ou livré aucun droit aux modifications, aux mises à jour, aux améliorations ou au
remplacement desdits articles.
Les valeurs indiquées dans le tableau ci-dessus sont optimisées, vos valeurs peuvent différer. Le maté-
riel peut différer des caractéristiques susmentionnées en partie notamment en fonction de l’un des
éléments ou à l’ensemble des éléments qui suivent : les variations ou les modifications aux compo-
sants fabriqués, l’emplacement de l’installation, et les conditions du milieu de travail et de l’apport du
réseau électrique.
Le commutateur de protection thermique est classé à 80° C.

ESAB FABRICATOR 141i
INTRODUCTION 2-6 Manuel 0-5420CF
2.10 Options et accessoires
DESCRIPTION No de pièce
Pistolet MIG ESAB Fusion de 140 A, longueur de 10 pi (3,0 m)
F140TA-10-3035 1017-1321
Pistolet à bobine ESAB de 160 A, longueur de 12 pi (3,6 m), compatible avec des bobines
de 4 po (100 mm) pour le soudage à l’aluminium
SG160TA-12-3035 1027-1390
Chalumeau TIG, 17 V, 12,5 pi, 8 broches et ensemble d’accessoires avec tungstènes
thoriés de 1/16 po, 3/32 po, 1/8 po; pointes de culasse de 1/16 po, 3/32 po, 1/8 po; corps
de douille de 1/16 po, 3/32 po, 1/8 po; buse d’alumine no 5, 6, 7; bouchon arrière court;
bouchon arrière long
W4013802
Sac de transport pour le Fabricator 141i-181i
W4015301
Chariot de base à quatre roues
W4014700
Pédale de commande de l’intensité lors du soudage TIG
600285
Casque « crâne et feu » à noircissement automatique ESAB WeldSkill (É.-U. seulement)
4100-1004
Galet d’entraînement 0.023 po - 0.035 po (0,6 - 0,9 mm) avec gorge en V pour acier et inox
W4014800
Galet d’entraînement 0.023 po - 0.030 po (0,6 - 0,8 mm) avec gorge en V pour fils en acier
et et en inox (posé)
7977036
Galet d’entraînement 0.035 po/0.045 po (0,9/1,2 mm) avec gorge en V pour fils en acier et en
inox
7977660
Galet d’entraînement 0.030 po - 0.035 po (0,8 - 0,9 mm) avec gorge en U pour fils
d’aluminium
7977731
Galet d’entraînement 0.040 po - 0.045 po (1,0 - 1,2 mm) avec gorge en U pour fils
d’aluminium
7977264
Galet d’entraînement 0.030 po - 0.035 po (0,8 - 0,9 mm) avec gorge en V moletée pour fils-
électrodes fourrés
7977732
Galet d’entraînement 0.045 po (1,2 mm) avec gorge en V moletée pour fil-électrode fourré
704277
Fil de porte-électrode, 200 A, 4 m (13 pi), Dinse
TM
de 50 mm
WS200E13
Câble de mise à la terre, 200 A, 3 mm (10 pi), Dinse
TM
de 50 mm
WS200G10
Débitmètre/régulateur d'argon de Victor
0781-4169
Ensemble d’accessoires pour chalumeau TIG, avec tungstènes thoriés de 1/16 po, 3/32 po,
1/8 po; pointes de culasse de 1/16 po, 3/32 po, 1/8 po; corps de douille de 1/16 po, 3/32
po, 1/8 po; buse d’alumine no 5, 6, 7; capuchon arrière court; capuchon arrière long
P062900010
L'Adaptateur électrique, 115V, 20A- 15A
W4013300
L'Adaptateur, Dinse
TM
, 50mm- 25mm
W4017500
Tableau 2-2 : Fabricator 141i options et accessoires

ESAB FABRICATOR 141i
Manuel 0-5420CF 3-1 INSTALLATION, UTILISATION ET R
É
GLAGE
CHAPITRE 3 :
INSTALLATION, UTILISATION ET RÉGLAGE
3.01 Environnement
Les appareils sont conçus pour fonctionner dans des milieux à
risque de décharges électriques plus élevés.
A. En voici quelques exemples :
1. Emplacements avec liberté de mouvement restreinte
de sorte que le soudeur doit exécuter le travail dans
une position peu confortable (à genou, assis ou
allongé) en contact physique avec les composants
conducteurs.
2. Emplacements limités, en partie ou en tout, par la
présence d’éléments conducteurs au sein desquels
existe un risque élevé de contact inévitable ou acci-
dentel avec le soudeur.
3. Emplacements très humides, ou chauds et humides,
où l’humidité ou la sueur réduit considérablement la
résistance cutanée de l’organisme et les propriétés
isolantes des accessoires.
B. Les environnements avec risque accru de décharges
électriques excluent les endroits dont les éléments
conducteurs électriques (hausse du risque) à proximité
du soudeur ont été isolés.
3.02 Emplacement
Assurez-vous de placer le poste de soudage à un endroit
conforme aux lignes directrices ci-dessous :
A. Dans des zones exemptes d’humidité et de poussières.
B. À une température ambiante entre 0 °C et 40 °C (32 °F
et 104 °F).
C. Dans des zones exemptes d’huile, de vapeurs et de gaz
corrosifs.
D. Dans des zones sans vibrations ou chocs anormaux.
E. Dans des zones protégées des rayons directs du soleil
ou de la pluie.
F. Dans des endroits à une distance de 300 mm (12 po)
ou plus de murs ou d’éléments similaires qui risquent
de limiter la circulation naturelle de l’air nécessaire au
refroidissement.
G. Le type de boîtier de cette source d’alimentation répond
aux exigences de IP23S décrites dans EN 60529, et
confère une protection adéquate contre les objets solides
(plus de 1/2 po, 12 mm) et une protection directe contre
les chutes verticales. Sous aucun prétexte la source
d’alimentation ne doit être utilisée ou branchée dans
un micro-environnement non conforme aux conditions
établies. Pour de plus amples renseignements, consultez
EN 60529.
H. Il faut prendre soin de ne pas basculer la source d’alimen-
tation. Lorsqu'utilisée, la source d’alimentation doit être
placée debout sur une surface horizontale convenable.
AVERTISSEMENT
ESAB recommande de faire brancher
l’appareil électrique par un électricien
compétent.
3.03 Aération
!
AVERTISSEMENT
L’inhalation des émanations de soudage
pouvant être nocive; l’aire de soudage
doit être adéquatement ventilée.
3.04 Tension d'alimentation électrique
!
MISE EN GARDE
La tension de l’alimentation électrique devrait
se situer entre 95 et 140 V c.a. Une tension
trop faible peut entraîner une mauvaise sou-
dure en mode STICK. Une tension trop élevée
entraînera une surchauffe, voire un bris des
éléments.
La source d’alimentation du soudage doit
être :
• Correctement installée, le cas échéant,
par un électricien compétent.
• Correctement mise à la terre confor-
mément à la réglementation locale.
• Branchée à une source d’alimentation
adéquate et à un fusible de calibre
approprié conformément aux Caracté-
ristiques des pages 2-4.
AVERTISSEMENT
Il est possible d’endommager le MRP si le
cordon d’alimentation primaire reçoit une
tension de 140 V c.a. ou plus..

ESAB FABRICATOR 141i
INSTALLATION, UTILISATION ET R
É
GLAGE 3-2 Manuel 0-5420CF
AVERTISSEMENT
Une DÉCHARGE ÉLECTRIQUE peut être mortelle; Une TENSION EN C.C. IMPORTANTE est encore pré-
sente même après la coupure de l’alimentation. NE PAS TOUCHER les composants électriques sous
tension..
COUPEZ l’alimentation au poste de soudage, débranchez le bloc d’alimentation et respectez les procédures de verrouillage et
d’étiquetage. Celles-ci consistent à verrouiller avec un cadenas l’interrupteur général au réseau en position ouverte, retirer les
fusibles de la boîte de fusibles ou déconnecter le disjoncteur, ou tout autre dispositif de connexion, et l’étiqueter en rouge.
Exigences en matière d’alimentation électrique
Utilisez uniquement une source d’alimentation monophasée c.a. de 50/60 Hz pour mettre sous tension le bloc d’alimentation
du poste de soudage. La tension d’alimentation doit correspondre à l’une des tensions d’alimentation électriques inscrites sur
l’étiquette des données relatives à la tension de la plaque signalétique de l’appareil. Communiquez avec la compagnie d’électri-
cité locale pour connaître le type de service électrique offert, et la façon de procéder aux bonnes connexions et de respecter les
exigences en matière d’inspection. L’interrupteur général au réseau est un moyen sécuritaire et pratique de couper complètement
l’alimentation électrique du bloc d’alimentation du poste de soudage chaque fois que vous devez inspecter ou réparer l’appareil.
Ne pas relier un fil d’alimentation (BLANC ou NOIR) à la borne de mise à la terre.
Ne pas relier le fil neutre (VERT) à une borne d’alimentation du réseau.
• Reliez l’extrémité du fil neutre (VERT ou VERT/JAUNE) à une borne de mise à la terre convenable. Utilisez une méthode
de mise à la terre conforme à l’ensemble des codes électriques en vigueur.
• Reliez les extrémités du fil 1 (NOIR) et du fil 2 (BLANC) d’alimentation à un interrupteur général de réseau hors tension.
• Utilisez le tableau 3-1 comme guide pour sélectionner les fusibles de circuit pour l’interrupteur général. Reportez-vous à
la Figure 3-1.
AVERTISSEMENT
Une décharge électrique ou un incendie est probable si les recommandations d’entretien électrique
suivantes ne sont pas respectées. Ces recommandations s’appliquent à un circuit dédié suffisamment
robuste pour la puissance nominale et le facteur de marche de la source de courant de soudage.
50 / 60 Hz Monophasé
Tension d'alimentation 115 V c.a.
Courant à l’entrée à puissance maximale 28,4 A
Fusible* maximal recommandé ou puissance nominale du coupe-circuit
*Fusible à fusion lente, classe UL RK5. Voir UL248
Fusible^ maximal recommandé ou puissance nominale du coupe-circuit
^Utilisation normale, classe UL K5. Voir UL248
30 A
30 A
Condition de générateur monophasé 5KW
Taille minimale recommandée du câble d'entrée 3,3mm² (12 AWG)
Longueur maximal recommandée du conducteur d’entrée 3 m (10 pi)
Taille minimale recommandée du conducteur de mise à la terre 3,3mm² (12 AWG)
Tableau 3-1 : Guide d’entretien électrique
REMARQUE!
Des arcs de soudage peuvent se produire si une rallonge est utilisée lors du soudage STICK lorsque la
source d'alimentation est branchée sur un courant 95 V c.a. à cause d’une tension c.c. insuffisante à
l'électrode STICK..
Puissance d’alimentation
Chacun des appareils est doté d’un circuit pour l’appel de courant (INRUSH). Dès la fermeture de l’INTERRUPTEUR DU CIRCUIT
PRINCIPAL, le circuit d’appel de courant permet le préchargement des condensateurs d’entrée. Un relais du module de réglage de
puissance (MRP) se mettra sous tension après le chargement des condensateurs d’entrée à la tension d’exploitation (en environ 5
secondes).

ESAB FABRICATOR 141i
Manuel 0-5420CF 3-3 INSTALLATION, UTILISATION ET R
É
GLAGE
REMARQUE!
Il est possible d’endommager le MRP si le cordon d’alimentation primaire reçoit une tension de 140 V
c.a. ou plus..
Modèle
Calibre du cordon
d’alimentation
primaire
(installé en usine)
Capacité minimum
du circuit de courant
primaire (V/A)
Courant et facteur de marche
MIG (GMAW/
FCAW)
STICK (SMAW)
LIFT TIG
(GTAW)
Fabricator
141i
3,3mm² (12 AWG) 115 V, 20A 90 A à 20% 80 A à 35% 100 A à 20%
5mm² (10 AWG) 115 V, 30A 140 A à 15% 90 A à 15% 140 A à 15%
Tableau 3-2 : Capacité du circuit d'alimentation primaire de maximiser le courant
3.05 Compatibilité électromagnétique
!
AVERTISSEMENT
Lors de l’utilisation du bloc
d’alimentation du poste de
soudage dans un milieu
domestique, porter une atten-
tion particulière à la compati-
bilité électromagnétique.
A. Installation et utilisation : responsabilités de l’utilisateur
L’utilisateur est responsable de l’installation et de l’utilisation
du poste de soudage conformément aux directives du fabri-
cant. En cas d’interférences électromagnétiques, il est de la
responsabilité de l’utilisateur du poste de soudage de résou-
dre la situation avec le soutien technique du fabricant. Dans
certains cas, les mesures à prendre sont aussi simples que
de mettre le circuit du poste à la terre. Consultez la REMAR-
QUE ci-dessous. Dans d’autres cas, la solution peut mener à
la construction d’un écran électromagnétique autour du bloc
d’alimentation du poste de soudage et de la pièce de fabrica-
tion, avec tous les filtres d’entrée connexes. Dans tous les cas,
les interférences électromagnétiques peuvent être réduites à
tel point qu’elles ne représentent plus un problème.
B. Évaluation de la zone
Avant l’installation du poste de soudage, l’utilisateur doit bien
évaluer les sources potentielles de problèmes électromagnéti-
ques de la zone environnante. Voici les points dont on doit tenir
compte :
1. Les autres câbles d’alimentation, de commandes, de
signaux et de téléphones au-dessus, sous et aux environs
du poste de soudage.
2. Les transmetteurs et récepteurs de radio et de télévision.
3. Les ordinateurs et autres matériels de commande.
4. Le matériel de sécurité essentiel, comme les dispositifs
de protection des machines industrielles.
5. La santé des personnes aux alentours (p.ex. les stimula-
teurs cardiaques et les appareils auditifs).
6. Le matériel utilisé pour l’étalonnage et les mesures.
7. Le moment de la journée où de la soudure ou d’autres
activités seront exécutées.
8. L’compatibilité des autres matériaux dans le
secteur : l’utilisateur doit s’assurer que les autres appareils
utilisés dans la zone sont compatibles;ceci peut entraîner
l’utilisation de mesures de protection supplémentaires.
La superficie de la zone avoisinante qui doit faire partie de
l’analyse dépend de la structure de l’édifice et des autres acti-
vités en cours. Il arrive parfois que la zone avoisinante dépasse
les limites de l’établissement.
C. Méthodes de réductions des émissions électromagné-
tiques
1. Alimentation de secteur
Le poste de soudage doit être relié à l’alimentation de
secteur selon les recommandations du fabricant. En cas
d’interférence, la filtration de l’alimentation secteur serait
éventuellement une mesure supplémentaire requise. Dans
le cas de postes de soudage installés en permanence, on
peut aussi procéder au blindage du câble d’alimentation
dans une conduite métallique ou un équivalent. Le blin-
dage doit être homogène sur toute sa longueur. Il doit
être relié au bloc d’alimentation du poste de soudage pour
maintenir un bon contact électrique entre la conduite et
le bâti du bloc d’alimentation du poste.
2. Entretien du poste de soudage
Il faut entretenir le poste de soudage régulièrement selon
les recommandations du fabricant. Les voies d’accès, les
portes destinées à l’entretien et les couvercles doivent être
fermés et adéquatement fixés lors de l’utilisation du poste
de soudage. Le poste ne doit pas être modifié d’une façon
ou d’une autre, sauf dans le cas de modifications et de
réglages décrits dans les directives du fabricant. Il faut
principalement régler l’éclateur à étincelles des dispositifs
d’amorçage et de stabilisation de l’arc, et bien l’entretenir
selon les recommandations du fabricant.
3. Câbles de soudage
Les câbles de soudage doivent être aussi courts que
possible, acheminés les uns près des autres et posés
sur le sol (ou près de celui-ci).

ESAB FABRICATOR 141i
INSTALLATION, UTILISATION ET R
É
GLAGE 3-4 Manuel 0-5420CF
4. Liaison équipotentielle
Considérer lier tous les composants métalliques au
système de soudage et aux systèmes adjacents. Les com-
posants métalliques liés à la pièce de fabrication haus-
seraient toutefois le risque que le soudeur reçoive une
décharge électrique s’il venait à toucher les composants
métalliques et l’électrode simultanément. Le soudeur doit
être isolé de tous les composants métalliques liés.
5. Mise à la terre de la pièce de fabrication
Dans les cas où il est impossible de relier la pièce à la
terre par mesure de sécurité électrique, ou de la mettre à
la masse en fonction de sa taille et de sa position (notam-
ment une coque d’un navire ou une structure en acier d’un
édifice), une connexion qui relie la pièce de fabrication
à la terre peut réduire les émissions dans certains cas,
mais pas nécessairement à tous les coups. Veillez à ce
que la mise à la terre de la pièce ne hausse pas le risque
que les utilisateurs se blessent ou que des dommages
soient causés à d’autres matériels électriques. Lorsque
nécessaire, la mise à la terre de la pièce de fabrication doit
s’effectuer par connexion directe à la pièce, mais dans
certains pays où ces connexions sont interdites, effectuer
la liaison adéquate avec un condensateur sélectionné
conformément aux règlements nationaux.
6. Blindage et bouclier
Le blindage sélectif d’autres câbles et matériels dans la
zone avoisinante peut amenuiser les problèmes d’interfé-
rence. Le blindage complet du système de soudage peut
s’envisager pour des applications particulières.
3.06 Détendeur Victor
Le détendeur (Figure 3-1) fixé à la soupape de la bouteille
permet d’abaisser les hautes pressions de la bouteille à des
basses pressions acceptables pour le soudage, la coupe et
d’autres applications.
MANOMÈTRE BASSE
PRESSION (SORTIE)
MANOMÈTRE HAUTE
PRESSION (APPORT)
CONNECTEUR
D'ALIMENTATION
CONNECTEUR À
LA SORTIE
VIS DE RÉGLAGE
DE PRESSION
A-09414CF_AB
Figure 3-1 : Victor CS Régulateur
!
AVERTISSEMENT
Utiliser le détendeur pour le gaz et la
pression pour lesquels il est conçu. NE
JAMAIS modifier un détendeur pour
l’utiliser avec un autre gaz.
REMARQUE!
Les régulateurs ont fourni avec 5/8 po
-18 connexions de gaz inertes standard.
Les détendeurs achetés et livrés avec des
ports d’admission NPT de 3,2 mm (1/8 po),
6,4 mm (1/4 po), 9,5 mm (3/8 po) ou 12,5
mm (1/2 po) doivent être assemblés à leur
propre système.
1. Remarquer la pression maximum d’admission estampillée
sur le détendeur. NE JAMAIS fixer le détendeur à un
système qui comporte une pression plus élevée que la
pression nominale maximum estampillée sur ce dernier.
2. « IN » ou « HP » sera estampillé sur le corps du déten-
deur au port d’admission. Fixer le port d’admission au
connecteur d’admission du système (pression).
3. Si les jauges sont fixées au détendeur et que celui-ci est
estampillé et classé par un tiers (comme « UL » ou « ETL
»), elles doivent respecter les exigences ci-dessous :
a) les jauges d’admission de plus de 6,87 MPa (1 000
PSIG) doivent être conformes à la norme UL 404 : «
Manomètres pour le travail avec gaz comprimé »;
b) les manomètres de faible pression doivent être
classés UL pour la classe de détendeur accouplé
conformément à la norme UL252A.
!
AVERTISSEMENT
NE PAS utiliser un détendeur qui procure
une pression qui excède la pression nomi-
nale de l’équipement en aval, à moins de
prendre des mesures qui préviendraient
une surpression (comme une soupape de
surpression). S’assurer que la pression
nominale de l’équipement en amont est
compatible avec la pression de détente
maximum du détendeur.
4. S’assurer que le détendeur comporte la bonne pression
nominale et est compatible avec le gaz utilisé pour la
bouteille.
5. Inspecter soigneusement le détendeur à la recherche
de tout filetage endommagé, de saleté, de poussière, de
graisse et d’huile ou d’autres substances inflammables.
Essuyer la poussière et la saleté avec un chiffon propre.
S’assurer que le filtre d’admission pivotant est propre et
bien installé. Fixer le détendeur (Figure 3-2) à la soupape
de la bouteille. Serrer solidement avec une clé.

ESAB FABRICATOR 141i
Manuel 0-5420CF 3-5 INSTALLATION, UTILISATION ET R
É
GLAGE
!
AVERTISSEMENT
NE PAS fixer ou utiliser le détendeur en
présence d’huile, de graisse, de subs-
tances inflammables ou de dommages.
Demander à un technicien en réparation
compétent de nettoyer le détendeur ou de
réparer tout composant endommagé.
A-09845_AB
Figure 3-2 : Détendeur fixé à la soupape de la bouteille
6. Avant d’ouvrir la soupape de la bouteille, tourner la vis
de réglage du détendeur dans le sens antihoraire pour
dégager toute pression sur le ressort de réglage et qu’elle
tourne sans entraves.
7. Soupape de surpression (le cas échéant) : La soupape
de surpression est conçue pour protéger le côté faible
pression du détendeur des hautes pressions. Les sou-
papes de surpression ne sont pas conçues pour protéger
l’équipement en aval des hautes pressions.
!
AVERTISSEMENT
NE PAS modifier la soupape de surpres-
sion ou la retirer du détendeur.
!
AVERTISSEMENT
Lors de l’ouverture de la soupape de
la bouteille, se positionner au côté de
celle-ci à l’opposé du détendeur. Mainte-
nir la soupape de la bouteille entre vous
et le détendeur. Pour votre sécurité, NE
JAMAIS SE TENIR DEVANT OU DERRIÈRE
LE DÉTENDEUR À L’OUVERTURE DE LA
SOUPAPE DE LA BOUTEILLE!
8. Ouvrir délicatement et lentement la soupape de la bouteille
(Figure 3-3) jusqu’à ce que la pression maximum s’affiche
au manomètre de haute pression.
9. Sur toutes les bouteilles ouvrir complètement la soupape
pour sceller la garniture de la soupape. Dans le cas de dé-
tendeurs sans manomètre, le témoin indique la présence
du contenu de la bouteille.
!
MISE EN GARDE
Maintenir la clé de la soupape de la bou-
teille, le cas échéant, sur la soupape dans
le but de la fermer rapidement au besoin.
10. Fixer l’équipement en aval souhaité.
3.07 Détection de fuite dans le système
Avant d’exploiter le système, vérifier qu’il n’y a aucune fuite.
1. S’assurer de la présence d’une soupape à l’équipe-
ment en aval pour couper le débit de gaz.
2. Avec la soupape de la bouteille ouverte, régler le
détendeur pour qu’il procure la pression de détente
maximum requise.
3. Fermer la soupape de la bouteille.
4. Tourner la vis/molette de réglage d’un tour dans le
sens antihoraire.
a) Si la pression du manomètre haute pression
chute, il y a une fuite dans la soupape de
la bouteille, au raccord d’admission ou au
manomètre haute pression.
b) Si la pression du manomètre de faible pression
chute, il y a une fuite dans l’équipement en aval,
dans un tuyau, un raccord de tuyau, un port
d’admission ou au manomètre basse pression.
Vérifier qu’il n’y a pas de fuites au moyen d’une
solution de détection de fuite approuvée.
c) Si la pression du manomètre haute pression chute
et que celle du manomètre basse pression s’élève
au même moment, il y a une fuite dans le raccord
du détendeur.
d) En cas de réparation ou d’entretien du détendeur,
le confier à un technicien en réparation
compétent.
5. Après les essais de détection de fuites et en l’absence
de toute fuite dans le système, ouvrir lentement la
soupape de la bouteille et procéder au soudage.
!
AVERTISSEMENT
En cas de détection d’une fuite, peu
importe l’endroit dans le système, cesser
de l’utiliser et le faire réparer. NE PAS
utiliser un équipement avec des fuites.
Ne pas essayer de réparer un système
fuyant pendant qu’il est sous pression.

ESAB FABRICATOR 141i
INSTALLATION, UTILISATION ET R
É
GLAGE 3-6 Manuel 0-5420CF
3.08 Fin de l’utilisation du détendeur
1. Fermer la soupape de la bouteille.
2. Ouvrir la soupape sur l’équipement en aval. Cette opération permet de purger la pression du système.
3. Fermer la soupape sur l’équipement en aval.
4. Tourner la vis de réglage dans le sens antihoraire pour dégager la tension sur le ressort de réglage.
5. Après quelques minutes, vérifier les manomètres pour confirmer que la soupape de la bouteille est bien fermée.
3.09 Entreposage du détendeur
Lorsque le détendeur n’est plus utilisé et qu’il n’est plus fixé sur la bouteille, entreposez-le dans un endroit protégé de la pous-
sière, de l’huile et de la graisse. Mettez un capuchon sur les ports d’admission et de sortie pour empêcher la contamination interne
et la présence d’insectes dans le détendeur.
3.10 Commandes, témoins et caractéristiques de la source d’alimentation
3
3A
4
5
6
7
9
8
10
11
12
13
14
2
1
16
15
21
A-12956
Figure 3-4 : Panneau avant Figure 3-5 : Panneau arrière
18
19
20
21
Art #
A-10355
Figure 3-6 : Commande du compartiment du dévidoir
/