Cebora 346 TIG Sound AC-DC 2030/M Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

I -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2
GB -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 8
D -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN Seite 14
F -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 20
E -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 26
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 32
SF -KÄYTTÖOPAS KAARIHITSAUSLAITTEELLE sivu.38
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.44
NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.50
S -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.56
GR -
ODHGOS
CRHSEWS
GIA
SUSKEUHV
TOXOEIDOUV"
SUGKOVLLHSH" sel.
62
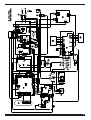
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
AAnnttaallllaakkttiikkaavv
kkaaii
hhlleekkttrriikkoovv
sscceeddiiaavv-
ggrraammmmaa
Pagg. Seiten
sel.::
68-71
18/11/05
3.300.934/A
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

20
20
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉRES-
SÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE
POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous, liés
aux opérations de soudure. Pour des informations plus
détaillées, demander le manuel code.3.300758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous tension
ou les électrodes avec la peau nue, les gants ou les vête-
ments mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate et
utiliser des aspirateurs dans la zone de l’arc afin d’é-
viter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la peau.
· Protéger les yeux à l’aide de masques de soudure
dotés de lentilles filtrantes et le corps au moyen de
vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adéquats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incendies et
brûler la peau; s’assurer donc qu’il n’y a aucune
matière inflammable dans les parages et utiliser des
vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
STIMULATEURS CARDIAQUES
· Les champs magnétiques générés par des courants élevés
peuvent affecter le fonctionnement des stimulateurs cardia-
ques. Les porteurs d’appareils électroniques vitaux (stimula-
teurs cardiaques) devraient consulter le médecin avant de se
rapprocher aux opérations de soudure à l’arc, découpage,
décriquage ou soudure par points.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée EN50199 et ne doit
être utilisée que pour des buts professionnels dans un
milieu industriel. En fait, il peut y avoir des difficultés
potentielles dans l’assurance de la compatibilité électro-
magnétique dans un milieu différent de celui industriel.
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
2 DESCRIPTIONS GENERALES
2.1 SPÉCIFICATIONS
Ce poste à souder est un générateur de courant continu et
alternatif constant, réalisé avec technologie à ONDULEUR,
conçu pour souder les électrodes enrobées (exception faite
pour le type cellulosique) et avec procédé TIG avec alluma-
ge par contact et avec haute fréquence.
En sélectionnant le procédé TIG AC , il est possible
de souder l'Aluminium, les alliages d'aluminium, le laiton et
le magnésium, alors qu'en sélectionnant TIG DC , il
est possible de souder l'acier inoxydable, le fer et le cuivre
2.2. EXPLICATION DES DONNEES TECHNIQUES
N°. Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
Convertisseur statique de fréquence monophasé
transformateur - redresseur.
Caractéristique descendante.
TIG/MMA
Indiqué pour soudure TIG/MMA.
U0
. Tension à vide secondaire (valeur de pointe)
X. Facteur de marche en pour cent. % de 10 minutes
pendant lesquelles le poste à souder peut opérer
à un certain courant sans causer des surchauffes.
I
2. Courant de soudure
U2. Tension secondaire avec courant I2
U1. Tension nominale d’alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz
I
1. Courant absorbé au correspondant courant I2.
IP23 Degré de protection de la carcasse qui désigne que
la machine peut être utilisée à l’extérieur sous la pluie.
Indiqué pour opérer dans des milieux avec risque
accru.
NOTE: En outre, le poste à souder est indiqué pour opérer
dans des milieux avec degré de pollution 3. (Voir IEC 664).
2.3. DESCRIPTION DES PROTECTIONS
2.3.1. Protection thermique
Cette machine est protégée par une sonde de température
empêchant le fonctionnement de la machine lors du dépas-
sement des températures admises. Dans ces conditions, le
ventilateur continue à fonctionner et le voyant J s'allume.
2.3.2. Protections d'arrêt
Ce poste à souder est pourvu de plusieurs protections qui
arrêtent la machine avant qu'elle soit endommagée.
En cas de mauvais fonctionnement, sur le display Z peut
apparaître la lettre E suivie par un numéro clignotant:
52 = Bouton de start appuyé pendant la mise en marche.
S
MANUEL D’INSTRUCTIONS POUR POSTE À SOUDER À L’ARC

21
53 = Bouton de start appuyé pendant le rétablissement
du thermostat.
Dans les deux cas, ouvrir la commande de start.
Au cas où le display affiche des numéros différents, con-
tacter le service après-vente.
3 INSTALLATION
Contrôler que la tension d'alimentation correspond à la ten-
sion indiquée sur la plaque des données techniques du
poste à souder.
Brancher une fiche de portée adéquate sur le cordon d'ali-
mentation en s'assurant que le conducteur vert/jaune est
raccordé à la fiche de terre.
La portée de l'interrupteur magnétothermique ou des fusi-
bles, en série à l'alimentation, doit être égale au courant I1
absorbé par la machine.
Les éventuelles rallonges doivent avoir une section adéqua-
te au courant I1 absorbé.
3.1. MISE EN OEUVRE
L'installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le plein
respect de la loi de prévention des accidents (norme CEI 26-
10- CENELEC HD 427).
3.2. DESCRIPTION DE LA MACHINE
A - Sélecteur de procédé
A l'aide de ce bouton il est possible de choisir le
procédé de soudure (Electrode ou TIG).
La sélection est signalée par l'allumage d'un des
voyants B , C , ou bien D .
Touche de mode E.
La sélection est signalée par l'allumage d'un des
voyants F, G, H, I, L, M, N, ou bien O.
En TIG, les voyants allumés seront toujours deux: l'un indi-
quant le mode d'allumage avec HF ou par contact et l'autre
indiquant le mode continu ou pulsé avec commande à 2 ou
4 temps. A chaque pression de ce bouton correspond une
nouvelle sélection.
L'allumage des voyants en correspondance des symboles
indique votre choix:
F - VOYANT Soudure TIG avec allumage de
l'arc sans haute fréquence.
Pour allumer l'arc appuyer sur le bouton de la torche et
ensuite toucher, avec l'électrode de tungstène, la pièce à
souder et la soulever. Le mouvement doit être décidé et rapi-
de (0,3 sec).
L - VOYANT Soudure TIG avec allumage de
l'arc avec haute fréquence.
Pour allumer l'arc appuyer sur le bouton de la torche; une
étincelle pilote de haute tension/fréquence allumera l'arc.
G - VOYANT Soudure TIG-continu-2 temps
(manuel).
En appuyant sur le bouton de la torche, le courant com-
mence à augmenter pendant un temps correspondant au
"slope up" réglé au préalable jusqu'à atteindre la valeur
réglée à l'aide du bouton AA. Lorsqu'on relâche le bouton,
le courant commence à diminuer pendant un temps corre-
spondant au "slope down" réglé au préalable jusqu'à reve-
nir à zéro.
Dans cette position, il est possible de raccorder l'accessoire
commande à pédale ART 193.
H - VOYANT Soudure TIG-continu-4 temps
(automatique).
Ce programme diffère du précédent puisque tant l'allumage
que l'extinction sont commandés en appuyant et relâchant
le bouton de la torche.
I - VOYANT Soudure TIG-continu avec dou-
ble niveau de courant-4 temps (automatique).
Avant d'allumer l'arc, régler les deux niveaux de courant:
Premier niveau: appuyer sur la touche P jusqu'à faire allumer
le voyant T et régler le courant principal à l'aide du bouton AA.
Deuxième niveau: appuyer sur la touche P jusqu'à faire allu-
mer le voyant V et régler le courant à l'aide du bouton AA.
Après l'allumage de l'arc, le courant commence à augmen-
ter pendant un temps correspondant au "slope up" (voyant
S allumé) réglé au préalable jusqu'à atteindre la valeur réglée
à l'aide du bouton AA. Le voyant T s'allume et le display Z l'af-
fiche.
Si au cours de la soudure il faut diminuer le courant sans
éteindre l'arc (par exemple changement du metal d'apport,
changement de la position de travail, passage d'une position
horizontale à une verticale, ect.), appuyer et relâcher immé-
diatement le bouton de la torche: le courant se porte sur la
deuxième valeur sélectionnée, le voyant V s'allume et T s'é-
teint.
Pour revenir au courant principal précédent, répéter l'action
de pression et de relâchement du bouton de la torche: le
voyant T s'allume alors que le voyant V s'éteint. Chaque fois
qu'on désire interrompre la soudure, appuyer sur le bouton
de la torche pendant un temps supérieur à 0,7 secondes
et ensuite le relâcher: le courant commence à descendre
jusqu'à zéro pendant le temps de "slope down" réglé au
préalable (voyant W allumé).
Pendant la phase de "slope down", si l'on appuie et relâche
immédiatement le bouton de la torche, on revient au "slope
up" si réglé à une valeur supérieure à zéro, ou bien au cou-
rant le plus bas des valeurs réglées.
N.B. le terme "APPUYER ET RELACHER IMMEDIATE-
MENT" se réfère à un temps maximal de 0,5 secondes.
M - VOYANT Soudure TIG-pulsé-2 temps
(manuel).
En appuyant sur le bouton de la torche, le courant com-
mence à augmenter pendant un temps correspondant au
"slope up" réglé au préalable jusqu'à atteindre la valeur
réglée à l'aide du bouton AA. Lorsqu'on relâche le bouton,
le courant commence à diminuer pendant un temps corre-
spondant au "slope down" réglé au préalable jusqu'à reve-
nir à zéro:
Dans cette position, il est possible de raccorder l'accessoire
commande à pédale ART 193.
N - VOYANT Soudure TIG-pulsé-4 temps
(automatique).
Ce programme diffère du précédent puisque tant l'allumage

22
22
que l'extinction sont commandés en appuyant et relâchant
le bouton de la torche.
O - VOYANT Soudure TIG-pulsé avec dou-
ble niveau de courant-4 temps (automatique).
Le déroulement du mode de soudure est égal à celui décrit
pour le voyant I. Après avoir réglé les courants de pic et de
base du premier niveau, le rapport entre les deux sera main-
tenu également dans le deuxième niveau.
J - VOYANT - PROTECTION THERMIQUE
S'allume lorsque l'opérateur dépasse le facteur de marche
ou d'intermittence pour cent admis pour la machine et en
même temps arrête le débit de courant.
N.B. Dans cette condition, le ventilateur continue à
refroidir le générateur.
Y - Voyant
Ce voyant doit toujours être allumé afin d'assurer les
conditions de sécurité en soudure AC.
NML YJ ZT VAAWX
U
S
R
Q
P
AE
AC
AD
F
G
B
C
D
H
A
I
E
O
AB

23
AA - BOUTON
Règle le courant de soudure de 10 à 140 A en
MMA et de 5 à 200 A en TIG.
En outre, combiné avec le bouton P, permet de:
- régler le deuxième niveau de courant V
- régler le "slope up" S
- régler le "slope down" W
- régler la fréquence de pulsation U
- régler le post-gaz X
-régler la fréquence du courant en soudure AC Q
-régler l'équilibrage de l'onde en soudure AC R
- régler l’allumage en fonction du diamètre de l’électrode uti-
lisée en TIG AC.
Z - DISPLAY
Affiche le courant de soudure et les paramètres
sélectionnés à l'aide du bouton P et réglés à l'aide du
bouton AA.
P - SELECTEUR
En appuyant sur ce bouton, les voyants suivants s'al-
lument en succession:
Q - Voyant
Fréquence du courant en soudure AC (50÷100 Hz).
R - Voyant
Equilibre de l’onde en soudure AC
(BAL = équilibre 0 - Propreté = C1 à C8 -
Pénétration = P1 à P8).
Entre les voyants R et S, le display Z affiche le diamètre d’é-
lectrode conseillé. Le choix du diamètre d’électrode varie
d’un diamètre de 0,5 mm à 4 mm. Pour changer de diamè-
tre, utiliser le bouton AA. Cette fonction n’est active que
pour le procédé Tig AC.
S - Voyant
Slope up. C'est le temps pendant lequel le
courant atteint la valeur de courant réglée en
partant de la valeur minimale. (0-10 sec.)
T - Voyant
Courant de soudure principal. (10-140A en
MMA et 5-160A en TIG)
V - Voyant
Deuxième niveau de courant de soudure ou
de base. Ce courant est toujours un pourcen-
tage du courant principal.
U - Voyant
Fréquence de pulsation (0,16-250 Hz)
Les temps de pic et de base sont les mêmes
W - Voyant
Slope down. C'est le temps pendant lequel le
courant atteint la valeur minimale jusqu'à ce
que l'arc s'éteigne. (0-10 sec.)
X - Voyant
Post-gaz. Règle le temps de sortie du gaz à la fin de la
soudure. (0-30 sec.)
Attention: seulement les voyants se référant au mode de
soudure choisi seront allumés; par exemple, en soudure TIG
continu le voyant U représentant la fréquence de pulsation
ne s'allumera pas.
Chaque voyant indique le paramètre pouvant être réglé à
l'aide du bouton AA pendant le temps d'allumage du voyant
même. Après 5 secondes de la dernière variation, le voyant
concerné s'éteint, le courant de soudure principal est indi-
qué et le correspondant voyant T s'allume.
AE - CONNECTEUR A 10 POLES
Sur ce connecteur il faut brancher les comman-
des à distance suivantes:
a) pédale
b) torche avec bouton de marche
c) torche avec potentiomètre
d) torche avec up/down ect.
AD - RACCORD 1/4 GAZ
Pour le raccordement du tuyau gaz sortant de la
torche de soudure TIG.
AB - borne de sortie moins (-)
AF
AI
AG
AH

24
AC - borne de sortie plus (+)
AF - interrupteur
Met en marche et arrête la machine
AG - raccord entrée gaz
AH - Enchufe
Al que conectar el grupo de enfriamiento Art.
1341.
AI - Conector
Conector de tres polos a los que va conecta-
do el cable del presóstato del grupo de
enfriamiento.
3.3. NOTES GENERALES
Avant d'employer ce poste à souder, lire attentivement les
normes CEI 26-23 / IEC-TS 62081 et en outre vérifier l'inté-
grité de l'isolement des câbles, des pinces porte-électrodes,
des prises et des fiches et que la section et la longueur des
câbles de soudure sont compatibles avec le courant utilisé.
3.4. SOUDURE AVEC ELECTRODES ENROBEES
(MMA)
- S'assurer que l'interrupteur AF est en position 0; ensuite
raccorder les câbles de soudure en respectant la polarité
demandée par le constructeur des électrodes utilisées et la
borne du câble de masse à la pièce à souder dans le point
aussi près que possible de la soudure en s'assurant qu'il y a
un bon contact électrique.
- Ne pas toucher la torche ou la pince porte-électrode et la
borne de masse en même temps.
- Mettre en marche la machine à l'aide de l'interrupteur AF.
Sélectionner, en appuyant sur le bouton A, le procédé MMA,
voyant B allumé.
- Régler le courant selon le diamètre de l'électrode, la posi-
tion de soudure et le type de jonction à exécuter.
- A la fin de la soudure, arrêter toujours la machine et enle-
ver l'électrode de la pince porte-électrode.
3.5. SOUDURE TIG
En sélectionnant le procédé TIG AC , il est possible
de souder l'Aluminium, les alliages d'aluminium, le laiton et
le magnésium, alors qu'en sélectionnant TIG DC , il
est possible de souder l'acier inoxydable, le fer et le cuivre
Raccorder le connecteur du câble de masse au pôle plus (+)
du poste à souder et la borne à la pièce dans le point aussi
près que possible de la soudure en s'assurant qu'il y a un
bon contact électrique.
Raccorder le connecteur de puissance de la torche TIG au
pôle moins (-) du poste à souder.
Raccorder le connecteur de commande de la torche au con-
necteur AE du poste à souder.
Raccorder le raccord du tuyau gaz de la torche au raccord
AD de la machine et le tuyau gaz venant du détendeur de
pression de la bouteille au raccord gaz AG.
Mise en marche de la machine.
Ne pas toucher les pièces sous tension et les bornes de sor-
tie lorsque la machine est alimentée.
A la première mise en marche de la machine, sélectionner le
procédé et le mode au moyen des boutons A et E et les
paramètres de soudure au moyen de la touche P et du bou-
ton AA comme indiqué au paragraphe 3.2.
Le type et le diamètre de l'électrode à employer doivent être
choisis d'après le tableau A :
Le débit de gaz inerte doit être réglé à une valeur (litres/minu-
te) d'environ 6 fois le diamètre de l'électrode.
Lorsqu'on utilise des accessoires type le gas-lens, le débit
de gaz peut être réduit à environ 3 fois le diamètre de l'élec-
trode. Le diamètre de la buse céramique doit être de 4 à 6
fois le diamètre de l'électrode.
Utiliser des verres de protection D.I.N. 10 jusqu'à 75A et
D.I.N. 11 à partir de 75A.
3.5.1 Grupo enfriamiento
Si se utilizase una antorcha enfriada por agua, emplear el
grupo de enfriamiento.
D.C.
A.C. (fréquence 5o Hz)
Pos. Pénétration Maxi Pos. Zéro balancé Pos. Propreté Maxi
Electrode Type
Tungstène Tungstène Tungstène Tungstène Tungstène Tungstène Tungstène
Thorium 2% Pur Zr 0,8% Pur Zr 0,8% Pur Zr 0,8%
ø Rouge Verte Blanche Verte Blanche Verte Blanche
1,6 70A ÷ 150A 50A ÷ 100A 70A ÷ 150A 30A ÷ 60A 50A ÷ 80A 20A ÷ 40A 30A ÷ 60A
2,4 150A ÷ 250A 100A ÷ 160A 140A ÷ 235A 60A ÷ 120A 80A ÷ 140A 40A ÷ 100A 60A ÷ 120A
3,2 200A ÷ 350A 150A ÷ 210A 225A ÷ 325A 80A ÷ 160A 100A ÷ 180A 60A ÷ 140A 80A ÷ 160A
4 300A ÷ 400A 200A ÷ 275A 300A ÷ 400A 100A ÷ 240A 150A ÷ 280A 80A ÷ 200A 150A ÷ 250A
Tableau A

25
2.5.1.1 DESCRIPCIÓN DE LOS DISPOSITIVOS DE
PROTECCIÓN
- Dispositivo de protección presión liquido refrigerante
Esta protección se lleva a cabo mediante un presóstato,
insertado en el circuito de impulso del liquido, que acciona
un microinterruptor. La presión insuficiente viene señalada,
con la sigla H2O centelleante, en el display Z (instrucciones
tablero de control).
3.5.1.2 Puesta en marcha
Aflojar el tapón y llenar el depósito (el aparato se entrega con
aproximadamente un litro de liquido).
Es importante controlar periódicamente, a través de la ranu-
ra, que el liquido se mantenga en el nivel "max".
Utilizar, como líquido refrigerante agua (preferiblemente del
tipo desionizado) mezclado con alcohol en un porcentaje
definido según la tabla siguiente:
temperatura agua / alcohol
0°C fino a -5°C 4L/1L
-5°C fino a -10°C 3,8L/1,2L
NOTA Si la bomba girase sin líquido refrigerante sería nece-
sario quitar el aire de los tubos.
En este caso apagar el generador, desconectar los tubos de
agua de la antorcha, llenar el depósito, conectar un tubo al
empalme ( ) e introducir el otro extremo del tubo en el
depósito.
Brancher le connecteur du pressostat et le câble réseau sur
les prises AI et AH.
Avant la mise en marche du générateur, démarrer le groupe
de refroidissement ; si, par inadvertance, le groupe de refroi-
dissement n’a pas été démarré, le display du générateur affi-
che l’inscription clignotante H2O et le générateur ne fonc-
tionne pas. Pour le rétablir, il suffit d’arrêter le générateur, de
démarrer le groupe et de remettre en marche le générateur.
Le groupe de refroidissement n’est actif qu’avec les
procédés TIG.
Après la première mise en marche, si le bouton de la torche
n’est pas appuyé, le groupe de refroidissement s’arrête
après 30 secondes.
Après la soudure, le groupe reste en marche pendant 3
minutes avant de s’arrêter et pour le démarrer de nouveau,
il suffit d’appuyer sur le bouton de la torche ou de recom-
mencer à souder.
4 COMMANDES A DISTANCE ET ACCESSOIRES
Pour le réglage du courant de soudure, ce poste à souder
peut être doté des commandes à distance suivantes :
Art. 193 Commande à pédale (utilisée en soudure TIG)
Art. 1260 Torche BINZEL “ABITIG 200” (200A-35%) 4m.
Art. 1262 Torche BINZEL “ABITIG 200” Up/Down (200A
– 35%) – 4 m
Art. 1256 Torche refroidie par eau BINZEL “ABITIG
450 W” (450A) – 4 m
Art. 1258 Torche refroidie par eau BINZEL “ABITIG
450 W Up/Down” (450A) – 4 m
Art. 1655 Chariot pour transport générateur
Art. 1281.03 Accessoire pour soudure à l’électrode
Art. 1341 Groupe de refroidissement
Art 1192 +Art 187 (utilisé en soudure MMA)
ART. 1180 Connexion pour raccorder en même temps la
torche et la commande à pédale.
Avec cet accessoire, l'ART 193 peut être
employé dans n'importe quel mode de
soudure TIG.
Les commandes comprenant un potentiomètre règlent
le courant de soudure de la valeur minimale à celle maxi-
male définie à l'aide du bouton AA.
Les commandes avec logique UP/DOWN règlent le cou-
rant de soudure de la valeur minimale à celle maximale.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72








































































Cebora 346 TIG Sound AC-DC 2030/M Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: Cebora 346 TIG Sound AC-DC 2030/M Manuale utente
- English: Cebora 346 TIG Sound AC-DC 2030/M User manual
- español: Cebora 346 TIG Sound AC-DC 2030/M Manual de usuario
- Deutsch: Cebora 346 TIG Sound AC-DC 2030/M Benutzerhandbuch
- Nederlands: Cebora 346 TIG Sound AC-DC 2030/M Handleiding
- português: Cebora 346 TIG Sound AC-DC 2030/M Manual do usuário
- dansk: Cebora 346 TIG Sound AC-DC 2030/M Brugermanual
- svenska: Cebora 346 TIG Sound AC-DC 2030/M Användarmanual
- suomi: Cebora 346 TIG Sound AC-DC 2030/M Ohjekirja
Documents connexes
-
Cebora 360 TIG Sound DC 2341/T Manuel utilisateur
-
-
-
-
-
-
-
-
-
Autres documents
-
GYS TIG TORCH ABITIG 260W - LIQUID - 4m - CONNECT. 35/50 Fiche technique
-
ESAB Caddy®Tig HF Manuel utilisateur
-
GYS PROGYS FLEX 280 CEL Fiche technique
-
 Sol Welding INOXA 250 HFP Manuel utilisateur
Sol Welding INOXA 250 HFP Manuel utilisateur
-
Migatronic M79100140 Manuel utilisateur
-
Abicor Binzel TIG Welding Torches ABITIG® GRIP Little 90 - 260 Mode d'emploi
-
-
Abicor Binzel TIG Welding Torch SR Mode d'emploi
-
-
Argoclima ADR522CW Mode d'emploi
