ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

PT-36
Torche mécanisée de découpe au plasma
Manuel d’instructions (FR)
0558006967 03/2009

2
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes
d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu
et réparé selon les instructions fournies. Vous devez faire une vérication périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien
entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées
immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est
recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone
chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par
le fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant
d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modication par une personne autre que le fabricant ou un centre de service désigné par le
fabricant.
ASSUREZVOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement. Si
vous n’avez pas une connaissance approfondie des principes de fonctionnement et des
règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous
suggérons de lire notre brochure « Precautions and Safe Practices for Arc Welding, Cut-
ting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes non qualiées
d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer
ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous
ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus
de renseignements. Assurez-vous de lire les Règles de Sécurité avant d’installer ou
d’opérer cet équipement.
ATTENTION
RESPONSABILITÉS DE L'UTILISATEUR
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !

DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-36 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification


3
TABLE DES MATIÈRES
1.0 Précautions de sécurité................................................................................5
2.0 Description ...........................................................................................7
2.1 Généralités ......................................................................................7
2.2 Étendue.........................................................................................7
2.3 Kit d'options disponible .........................................................................7
2.4 Accessoires optionnels :..........................................................................7
2.5 Caractéristiques techniques de la PT-36..........................................................11
3.0 Installation...........................................................................................13
3.1 Raccordement de la torche au système à gaz plasma.............................................13
3.2 Installation de la torche à la machine ...........................................................15
4.0 Fonctionnement.....................................................................................17
4.1 Installation .....................................................................................19
4.2 Qualité de la coupe .............................................................................19
4.3 Circulation des ux dans la torche ..............................................................24
5.0 Maintenance........................................................................................ 25
5.1 Introduction ................................................................................. 25
5.2 Démontage des pièces avant de la torche ...................................................... 26
5.3 Démontage des pièces avant de la torche (pour les plaques épaisses de production) ............. 29
5.4 Assemblage des pièces avant de la torche ......................................................32
5.5 Assemblage des pièces avant de la torche (pour les plaques épaisses de production)..............33
5.6 Corps de la torche ............................................................................35
5.7 Démontage et remplacement du corps de la torche............................................. 36
5.8 Réduction de la durée de vie des consommables .............................................. 38
Section / Titre Page

4
TABLE DES MATIÈRES

5
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
1.0 Précautions de sécurité
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que
toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes.
Les précautions de sécurité doivent répondre aux exigences applicables à ce type de matériel de soudage ou
de coupage plasma. Les recommandations suivantes doivent être observées en plus des règles standard qui
s'appliquent au lieu de travail.
Tous les travaux doivent être eectués par un personnel qualié possédant de bonnes connaissances par rapport
au fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel
peut produire des situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au
matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en
marche de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui pourraient
se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être eectuée par un électricien qualié
seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit
être clairement indiqué.
- Vous ne devez jamais procéder à la lubrication ou l'entretien du matériel lorsque l'appareil est en marche.

6
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES
BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES SE
TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS DE
PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES LORS
D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE. DEMANDEZ
À VOTRE EMPLOYEUR UNE COPIE DES MESURES DE SÉCURITÉ
QUI DOIVENT ÊTRE ÉLABORÉES À PARTIR DES DONNÉES DES
RISQUE DU FABRICANT.

7
2.2 Étendue
Le but de ce manuel est de fournir à l'opérateur les informations nécessaires pour installer et entretenir la torche
mécanisée de découpe au plasma. Une documentation de référence technique est également fournie pour
assister au dépannage du système de découpe.
2.3 Kit d'options disponible
Les kit d'options de la PT-36 sont disponibles chez votre concessionnaire ESAB. Consultez la section des pièces
de rechange pour obtenir les références des composants.
2.1 Généralités
La torche mécanisée de découpe au plasma PT-36 est une torche à arc de plasma assemblée en usine pour orir
une concentricité des composants et une précision de découpe régulière. Pour cette raison, le corps de la torche
ne peut pas être remis à neuf hors de l'usine. Seule la partie avant de la torche contient des pièces remplaça-
bles.
SECTION 2 DESCRIPTION
DESCRIPTIONS DES KITS DE LA TORCHE PT-36 Réf.
PT-36 AY DE TORCHE 1,3 m (4,5 pieds) 0558006745
PT-36 AY DE TORCHE 1,8 m (6 pieds) 0558006746
PT-36 AY DE TORCHE 3,7 m (12 pieds) 0558006747
PT-36 AY DE TORCHE 4,3 m MINI-BISEAU (14 pieds) 0558006748
PT-36 AY DE TORCHE 4,6 m (15 pieds) 0558006749
PT-36 AY DE TORCHE 5,2 m (17 pieds) 0558006750
PT-36 AY DE TORCHE 6,1 m (20 pieds) 0558006779
PT-36 AY DE TORCHE 7,6 m (25 pieds) 0558006751
2.4 Accessoires optionnels :
Débitmètre de test (cet outil précieux de dépannage permet de mesurer le débit réel
du gaz plasma circulant dans la torche) ...............................................................................21317
Atténuateur à bulle (crée une bulle d'air pour que la torche PT-36 de découpe au
plasma puisse être utilisée sous l'eau en ne sacriant que légèrement la qualité de
découpe. Ce système permet également un fonctionnement au-dessus de l'eau car la
circulation d'eau dans l'atténuateur réduit la fumée, le bruit et les rayonnements UV
de l'arc). ...........................................................................................................................................37439
Barrière à bulles d'air (mécanisme utilisé pour améliorer le rendement de la torche
PT-36 de découpe au plasma lors des découpes sous l'eau. Ce mécanisme est installé
sur la torche et produit une barrière à bulles d'air. Bien que la torche soit submergée
pour réduire la fumée, le bruit et les rayonnements de l'arc, ceci permet à l'arc au
plasma de fonctionner dans une zone relativement sèche) ....................................................
............................................................................................................................................................37440

8
Trousse d'accessoires et de réparation de la PT-36 ...................................................0558005221
SECTION 2 DESCRIPTION
2.4.1 Trousses de consommables de la torche PT-36
Chargeur rapide, portatif ...............................................................................................0558006164
Chargeur rapide à 5 éléments .....................................................................................0558006165
Réf. de la pièce Quantité Description
0558003804 1 Corps de la torche PT-36 avec joints toriques
996528 10 Joint torique 1,614 Di x 0,070
0558002533 2 Déecteur, 4 trous x 0,032
0558001625 2 Déecteur, 8 trous x 0,047
0558002534 1 Déecteur, 4 x 0,032 inverse
0558002530 1 Déecteur, 8 x 0,047 inverse
0558005457 2 Déecteur, 4 trous x 0,022
0558003924 3 Support de l'électrode de la PT-36 avec joint torique
86W99 10 Joint torique 0,364 Di x 0,070
37082 2 Coupelle de retenue de la tuyère, standard
21796 1 Diuseur du gaz d'écran, faible intensité
21944 5 Diuseur du gaz d'écran, standard
22496 1 Diuseur du gaz d'écran, inverse
37081 2 Dispositif de retenue de l'écran, standard
0558003858 2 Bague de contact avec vis
37073 6 Vis, bague de contact
93750010 2 Clé hexagonale 2,8 mm (0,109 po)
996568 1 Tourne-écrou de 11,1 mm (7/16 po) (outil de l'électrode)
0558003918 1 Outil spécial pour le support de l'électrode de la PT-36
77500101 1 Graisse au silicone DC-111 150 gr (5,3 onces)

9
SECTION 2 DESCRIPTION
Trousse de démarrage PT-36 (200 A) ..........................................................................0558005222
Réf. Quantité Description
0558003914 8 Électrode O2 UltraLife, standard
0558003928 3 Électrode N2/H35, standard
0558005459 3 Électrode O2/N2, faible intensité
0558006010 3 Tuyère PT-36 1 mm (0,040 po)
0558006014 3 Tuyère PT-36 1,4 mm (0,055 po)
0558006020 5 Tuyère PT-36 2 mm (0,080 po)
0558006130 3 Écran PT-36 3 mm (0,120 po)
0558006141 3 Écran PT-36 4,1 mm (0,160 po)
0558008010 3 Tuyère PT-36 1,0mm (0,040") PR
0558007624 3 Écran PT-36 2,4mm (0,095")
0558006023 3 Écran PT-36 2,3mm (0,090")
0558006166 3 Tuyère PT-36 6,6mm (0,259")
0558006908 3 Écran PT-36 0,8mm (0,030")
0558006018 3 Écran PT-36 1,8mm (0,070")
Trousse de démarrage PT-36 (400 A) ..........................................................................0558005223
Réf. Quantité Description
0558003914 8 Électrode O2 UltraLife, standard
0558003928 3 Électrode N2/H35, standard
0558005459 3 Électrode O2/N2, faible intensité
0558006010 2 Tuyère PT-36 1 mm (0,040 po)
0558006014 2 Tuyère PT-36 1,4 mm (0,055 po)
0558006020 5 Tuyère PT-36 2 mm (0,080 po)
0558006023 3 Tuyère PT-36 2,3 mm (0,090 po)
0558006025 3 Tuyère PT-36 2,5 mm (0,099 po)
0558006036 3 Tuyère PT-36 3,6 mm (0,141 po)
0558006130 3 Écran PT-36 3 mm (0,120 po)
0558006141 3 Écran PT-36 4,1 mm (0,160 po)
0558006166 3 Écran PT-36 6,6 mm (0,259 po)
0558008010 3 Tuyère PT-36 1,0mm (0,040") PR
0558007624 3 Écran PT-36 2,4mm (0,095")
0558006199 3 Écran PT-36 9,9 mm (0,390 po)
0558006030 3 Écran PT-36 3,0mm (0,120")
0558006908 3 Écran PT-36 0,8mm (0,030")
0558006018 3 Écran PT-36 1,8mm (0,070")

10
SECTION 2 DESCRIPTION
Trousse de démarrage PT-36 (600 A) ..........................................................................0558005224
Réf. Quantité Description
0558003963 5 Électrode, tungstène 47,6 mm Di (3/16 po)
0558003965 5 Tuyère H35 5 mm (0,198 po) divergente
0558003964 2 Pinces 47,6 mm (3/16 po) Électrode
0558005689 2 Support électrode/pinces de la PT-36
0558003967 2 Corps de la pince
0558002532 2 Déecteur, 32 trous x 0,023
0558006688 5 Écran, haute tension
0558003918 1 Outil spécial pour le support de l'électrode de la PT-36
0558003962 1 Outil pour l'électrode au tungstène
0558006690 2 Tuyère, ensemble de la coupelle de retenue, haute tension
Trousse de démarrage plaque solide H35 pour PT-36 ..............................................0558005225
Réf. Quantité Description
0558003914 8 Électrode O2 UltraLife, standard
0558003928 3 Électrode N2/H35, standard
0558005459 3 Électrode O2/N2, faible intensité
0558006010 2 Tuyère PT-36 1 mm (0,040 po)
0558006014 2 Tuyère PT-36 1,4 mm (0,055 po)
0558006020 5 Tuyère PT-36 2 mm (0,080 po)
0558006023 3 Tuyère PT-36 2,3 mm (0,090 po)
0558006025 3 Tuyère PT-36 2,5 mm (0,099 po)
0558006036 3 Tuyère PT-36 3,6 mm (0,141 po)
0558006041 3 Tuyère PT-36 4,1 mm (0,161 po)
0558006130 3 Écran PT-36 3 mm (0,120 po)
0558006141 3 Écran PT-36 4,1 mm (0,160 po)
0558006166 3 Écran PT-36 6,6 mm (0,259 po)
0558006199 3 Écran PT-36 9,9 mm (0,390 po)
0558008010 3 Tuyère PT-36 1,0mm (0,040") PR
0558007624 3 Écran PT-36 2,4mm (0,095")
0558006030 3 Écran PT-36 3,0mm (0,120")
0558006908 3 Écran PT-36 0,8mm (0,030")
0558006018 3 Écran PT-36 1,8mm (0,070")

11
2.5 Caractéristiques techniques de la PT-36
2.5.1 Caractéristiques des gaz
SECTION 2 DESCRIPTION
2.5.2 Caractéristiques techniques de la torche PT-36
Type : Torche mécanisée de découpe au plasma à double gaz et refroidie à l'eau
Puissance nominale : 1000 A à 100% de capacité
Diamètre de xation : 50,8 mm (2 po)
Longueur de la torche sans les ls de connexion : 42 cm (16,7 po)
Tension nominale IEC 60974-7 : 500 V de pic
Tension d'amorçage (valeur maximum de la tension haute fréquence) : 8000 V c.a.
Débit minimum du uide de refroidissement : 5,9 L/min (1,3 gallon américain par minute)
Pression minimum de l'arrivée du uide de refroidissement : 12,1 bars (175 psig)
Pression maximum de l'arrivée du uide de refroidissement : 13,8 bars (200 psig)
Calibrage minimum acceptable de l'unité de recyclage du liquide de refroidissement :
4,9 kW (16 830 BTU/H) à température du liquide de refroidissement élevée - temp. ambiante = 45
SDgr
F (25
SDgr
C) et 6 L/
min (1,6 gallon américain par minute)
Pressions maximum de sécurité de gaz aux arrivées de la torche : 8,6 bars (125 psig)
Verrouillages de sécurité : Cette torche est conçu pour une utilisation exclusive avec des systèmes de découpe à arc de
plasma d'ESAB utilisant un régulateur de débit d'eau sur le circuit de retour de liquide de refroidissement provenant
de la torche. Le retrait de la coupelle de retenue de la tuyère pour réparer la torche interrompt le circuit de retour du
liquide de refroidissement.
Exigences typiques pour un débit à 125 livres/po² (8,6 bar) :
Gaz plasma maximum : 8,5 m³/h (300 pi³/h)
Gaz d'écran maximum : 9,9 m³/h (350 pi³/h)
Ces gures représentent les valeurs maximum prises en charge par le système et non pas les débits réels utilisés dans toutes les
conditions.
Argon 125 PSI (8,6 bar) avec 0,25" NPT à 99,995% pur, ltré à 25 microns
Azote 125 PSI (8,6 bar) avec 0,25" NPT à 99,99% pur, ltré à 25 microns
Oxygène 125 PSI (8,6 bar) avec 0,25" NPT à 99,5% pur, ltré à 25 microns
H-35 (Argon/Hydrogène) 75 PSI (5,2 bar), gaz spécial à 99,995% pur, ltré à 25 microns
Méthane 75 PSI (5,2 bar) avec 0,25" NPT à 93% pur, ltré à 25 microns
Air comprimé (traitement) 80 PSI à 1200 cfh (5,5 bar à 35 m³/h) ltré à 25 microns

12
SECTION 2 DESCRIPTION

13
Toute décharge électrique peut être mortelle !
-
cipale.
-
mentation principale.
etc.) sans avoir préalablement coupé l'alimentation principale.
Danger d'irradiation. Les rayons de l'arc peuvent entraîner des blessures aux yeux
et des brûlures de la peau.
de lunettes pour la découpe au plasma dans le tableau ci-dessous :
Tension de l'arc Teinte de lunettes
Jusqu'à 100 A Teinte n° 8
100-200 A Teinte n° 10
200-400 A Teinte n° 12
Au-dessus de 400 A Teinte n° 14
SECTION 3 INSTALLATION
AVERTISSEMENT
DANGER
Connexion à la borne de prise de terre
Fils de masse
Câbles d'alimentation
3.1 Raccordement de la torche au système à gaz plasma
Consultez le manuel du système.
3.1.1 Connexions au module de gaz plasma
La PT-36 est équipé de deux câbles d'alimentation refroidis par eau qui doivent être branchés à la sortie négative
du bloc d'alimentation. Le raccord 7/16-20 de droite se trouve sur le câble d'arrivée du liquide de refroidissement
à la torche. Le raccord 7/16-20 de gauche se trouve sur le câble de retour du liquide de refroidissement provenant
de la torche. Ces deux câbles ont un l de masse (jaune/vert) à connecter à la borne de mise à la terre illustrée
ci-dessous.
Le câble de l'arc pilote est connecté au boîtier de démarrage de l'arc (voir le manuel du module de gaz plasma/
d'écran (0558005487). Le câble de l'arc pilote possède également un l vert/jaune connecté à la même borne
que les câbles d'alimentation pour la prise de terre.

14
SECTION 3 INSTALLATION
2
1
2
1
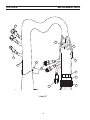
3.1.2 Raccordement des tuyaux de gaz de la torche au collecteur
1 - Écrou traditionnel air-eau femelle pour le raccord du collecteur.
2 - Raccords B-IG pour les gaz d'amorçage et de découpe plasma. L'un ou l'autre des tuyaux peut être branché
à chaque emplacement.
Remarque :
La pression va dépen-
dre des conditions de
découpe. Consulter le
manuel de données de
découpe (0558006163)
pour les pressions et ré-
glages appropriés.

15
3.2 Installation de la torche à la machine
Consultez le manuel de la machine.
Installez la torche sur la
gaine et d'isolation (ici)
NE l'installez PAS sur
le corps en métal de
la torche (ici)
Ne l'installez pas sur le corps en acier inoxidable de la tor-Ne l'installez pas sur le corps en acier inoxidable de la tor-•
che.
Bien que le corps de la torche soit isolé du circuit électri-•
que qu'il contient, il est possible que le courant d'amor-
çage à haute fréquence le traverse en essayant d'établir
un arc à la recherche d'une prise de terre.
Tout serrage à proximité du corps de la torche peut entraî-•
ner la création d'un arc entre le corps et la machine.
Dans ce cas, le corps de la torche peut nécessiter un rem-•
placement non couvert par la garantie.
Un endommagement des composants de la machine est •
également possible.
Serrez uniquement sur la gaine d'isolation de la torche (si-•
tuée directement au-dessus de l'étiquette) à pas moins de
31,75 mm (1,25 po) de l'extrémité de la gaine du côté de
la torche.
Un serrage du corps de la torche peut entraîner une circulation de
courant dangereuse dans le châssis de la machine.
ATTENTION
SECTION 3 INSTALLATION

16
SECTION 3 INSTALLATION

17
SECTION 4 FONCTIONNEMENT
L'HUILE ET LA GRAISSE PEUVENT ENTRAÎNER DES BRÛLURES VIOLENTES !
SUR UNE SURFACE PROPRE.
CONSEILLÉ.
BRÛLURES VIOLENTES EN PRÉSENCE D'OXYGÈNE SOUS PRESSION.
DANGER
RISQUES D'EXPLOSION LIÉS À L'HYDROGÈNE.
BLESSURES OU ÊTRE MORTELLES.
LA TABLE D'EAU. CES POCHES PEUVENT EXPLOSER EN PRÉSENCE
D'ÉTINCELLES OU D'ARC PLASMA.
D'HYDROGÈNE DANS LA TABLE D'EAU LES RÉACTIONS AUX MÉ
TAUX EN FUSION, LES RÉACTIONS CHIMIQUES LENTES ET CERTAINS
GAZ PLASMA.
DE DÉCOUPE ET À L'INTÉRIEUR DE LA TABLE D'EAU.
PARTICULES AU FOND DE LA TABLE. REMPLISSEZ LA TABLE AVEC
DE L'EAU PROPRE.
LA TABLE D'EAU N'A PAS ÉTÉ UTILISÉE PENDANT PLUSIEURS HEU
RES, SECOUEZLA OU FAITESLA VIBRER POUR DISSIPER LES POCHES
D'HYDROGÈNE AVANT DE DÉPOSER LA PLAQUE SUR LA TABLE.
POUR DISSIPER LES POCHES D'HYDROGÈNE.
ÉGAL AU DOUBLE DE LA LARGEUR DE LA SAIGNÉE DE FAÇON À
GARANTIR QUE LE MATÉRIAU SE TROUVE TOUJOURS SOUS LA SAI
GNÉE.
TEURS POUR PERMETTRE À L'AIR DE CIRCULER ENTRE LA PLAQUE ET
LA SURFACE DE L'EAU.
RISQUE D'EXPLOSION.
N'EFFECTUEZ AUCUNE DÉCOUPE SOUS L'EAU AU H35 ! UNE ACCUMU
LATION DANGEREUSE D'HYDROGÈNE PEUT SURVENIR DANS LA TABLE
D'EAU. L'HYDROGÈNE EST UN GAZ EXTRÊMEMENT EXPLOSIF. RÉDUISEZ
DE TRAVAIL. FAITES VIBRER LA PLAQUE, REMUEZ FRÉQUEMMENT L'AIR
ET L'EAU POUR ÉVITER L'ACCUMULATION D'HYDROGÈNE.
DANGER
DANGER

18
SECTION 4 FONCTIONNEMENT
SUR UNE TABLE SÈCHE.
NIR DES INFORMATIONS DE SÉCURITÉ COMPLÉMENTAIRES RE
LATIVES AUX RISQUES ASSOCIÉS AVEC CES ALLIAGES.
NE PAS DÉCOUPER AU PLASMA LES ALLIAGES Al-Li SUIVANTS EN PRÉ
SENCE D'EAU :
RISQUE D'EXPLOSION.
Al-Li
PEUVENT ENTRAÎNER DES EXPLOSIONS LORS DE LA DÉCOUPE AU PLAS
MA EN PRÉSENCE D'EAU.
RISQUE D'ÉTINCELLES.
LA CHALEUR, LES ÉCLABOUSSURES ET LES ÉTINCELLES PEUVENT
ENTRAÎNER DES INCENDIES ET DES BRÛLURES.
BLES.
COMBUSTIBLES.
PAR EXEMPLE UN BRIQUET AU BUTANE.
CONSERVEZ LA TUYÈRE DE LA TORCHE À DISTANCE DE TOUTE
TEMENT AU PLASMA.
QUE DE PROTECTION.
CORPS.
QUES DE BRÛLURES LIÉES AUX DÉPÔTS D'ÉTINCELLES ET DE
SCORIES.
DANGER
DANGER
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuel utilisateur
-
-
ESAB PT-36R Mechanized Plasmarc Cutting Torch Manuel utilisateur
-
ESAB Precisionmaster Gas Saver "Accumulator" Manuel utilisateur
-
-
-
-
-
ESAB Cutmaster 100 PLASMA CUTTING SYSTEM Manuel utilisateur
-
ESAB A60i Plasma Cutting System Manuel utilisateur