ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuel utilisateur
- Taper
- Manuel utilisateur
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

142
SECTION 2 DESCRIPTION
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

169
SECTION 5 MAINTENANCE
La page est en cours de chargement...
La page est en cours de chargement...

172
SECTION 5 MAINTENANCE
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

PT-36
Torche mécanisée de découpe au plasma
Manuel d’instructions (FR)
0558005239

258
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes
d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu
et réparé selon les instructions fournies. Vous devez faire une vérication périodique de
l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou n’est pas bien
entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées
immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est
recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone
chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par
le fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant
d’une utilisation incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une
modication par une personne autre que le fabricant ou un centre de service désigné par le
fabricant.
ASSUREZVOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L'OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement. Si
vous n’avez pas une connaissance approfondie des principes de fonctionnement et des
règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous vous
suggérons de lire notre brochure « Precautions and Safe Practices for Arc Welding, Cut-
ting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes non qualiées
d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez PAS d’installer
ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous
ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus
de renseignements. Assurez-vous de lire les Règles de Sécurité avant d’installer ou
d’opérer cet équipement.
ATTENTION
RESPONSABILITÉS DE L'UTILISATEUR
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !

259
TABLE DES MATIÈRES
1.0 Précautions de sécurité............................................................................. 261
2.0 Description ........................................................................................263
2.1 Généralités ...................................................................................263
2.2 Étendue......................................................................................263
2.3 Kit d'options disponible ......................................................................263
2.4 Accessoires optionnels :.......................................................................264
2.5 Caractéristiques techniques de la PT-36........................................................ 267
3.0 Installation.........................................................................................269
3.1 Raccordement de la torche au système à gaz plasma...........................................269
3.2 Installation de la torche à la machine ....................................................... 270
4.0 Fonctionnement................................................................................... 271
4.1 Installation .....................................................................................273
4.2 Qualité de la coupe ...........................................................................273
4.3 Circulation des ux dans la torche ............................................................ 278
5.0 Maintenance....................................................................................... 279
5.1 Introduction ................................................................................ 279
5.2 Démontage des pièces avant de la torche .....................................................280
5.3 Démontage des pièces avant de la torche (pour les plaques épaisses de production) ............283
5.4 Assemblage des pièces avant de la torche ....................................................286
5.5 Assemblage des pièces avant de la torche (pour les plaques épaisses de production)............287
5.6 Corps de la torche ..........................................................................289
5.7 Démontage et remplacement du corps de la torche............................................290
5.8 Réduction de la durée de vie des consommables .............................................293
Section / Titre Page
La page est en cours de chargement...

261
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
1.0 Précautions de sécurité
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer que
toute personne qui opère ou qui se trouve dans l'aire de travail observe les précautions de sécurité pertinentes.
Les précautions de sécurité doivent répondre aux exigences applicables à ce type de matériel de soudage ou
de coupage plasma. Les recommandations suivantes doivent être observées en plus des règles standard qui
s'appliquent au lieu de travail.
Tous les travaux doivent être eectués par un personnel qualié possédant de bonnes connaissances par rapport
au fonctionnement du matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel
peut produire des situations dangereuses qui peuvent causer des blessures à l'opérateur ou des dommages au
matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement;
- l'emplacement des interrupteurs d'arrêt d'urgence;
- sa fonction;
- les précautions de sécurité pertinentes;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en
marche de l'équipement;
- toutes les personnes dans l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- aménagé convenablement pour acquérir le matériel en toute sécurité;
- libre de courants d'air.
4. Équipement de sécurité personnelle
- Vous devez toujours utiliser un équipement de sécurité convenable tels que les lunettes de protection, les
vêtement ininammables et des gants de protection.
- Vous ne devez jamais porter de vêtements amples, tels que foulards, bracelets, bagues, etc., qui pourraient
se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- La réparation d'un équipement de haute tension doit être eectuée par un électricien qualié
seulement.
- Un équipement d'extinction d'incendie approprié doit être à proximité de l'appareil et l'emplacement doit
être clairement indiqué.
- Vous ne devez jamais procéder à la lubrication ou l'entretien du matériel lorsque l'appareil est en marche.

262
SECTION 1 PRÉCAUTIONS DE SÉCURITÉ
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne touchez pas aux pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sécure.
VAPEURS ET GAZ - peuvent être danereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
zone respiratoire.
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma convenable équipé de
lentilles teintées et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
convenable.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
FONCTIONNEMENT DÉFECTUEUX - Dans le cas d'un fonctionnement défectueux demandez l'aide d'une
personne qualiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D'OPÉRER L'UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES !
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER DES
BLESSURES À L'OPÉRATEUR OU LES AUTRES PERSONNES SE
TROUVANT DANS L'AIRE DE TRAVAIL. ASSUREZ-VOUS DE
PRENDRE TOUTES LES PRÉCAUTIONS NÉCESSAIRES LORS
D'UNE OPÉRATION DE SOUDAGE OU DE COUPAGE. DEMANDEZ
À VOTRE EMPLOYEUR UNE COPIE DES MESURES DE SÉCURITÉ
QUI DOIVENT ÊTRE ÉLABORÉES À PARTIR DES DONNÉES DES
RISQUE DU FABRICANT.

263
2.2 Étendue
Le but de ce manuel est de fournir à l'opérateur les informations nécessaires pour installer et entretenir la torche
mécanisée de découpe au plasma. Une documentation de référence technique est également fournie pour
assister au dépannage du système de découpe.
2.3 Kit d'options disponible
Les kit d'options de la PT-36 sont disponibles chez votre concessionnaire ESAB. Consultez la section des pièces
de rechange pour obtenir les références des composants.
2.1 Généralités
La torche mécanisée de découpe au plasma PT-36 est une torche à arc de plasma assemblée en usine pour orir
une concentricité des composants et une précision de découpe régulière. Pour cette raison, le corps de la torche
ne peut pas être remis à neuf hors de l'usine. Seule la partie avant de la torche contient des pièces remplaça-
bles.
SECTION 2 DESCRIPTION
DESCRIPTIONS DES KITS DE LA TORCHE PT-36 Réf.
PT-36 AY DE TORCHE 1,3 m (4,5 pieds) 0558003849
PT-36 AY DE TORCHE 1,8 m (6 pieds) 0558003850
PT-36 AY DE TORCHE 3,7 m (12 pieds) 0558003852
PT-36 AY DE TORCHE 4,6 m (15 pieds) 0558003853
PT-36 AY DE TORCHE 5,2 m (17 pieds) 0558003854
PT-36 AY DE TORCHE 7,6 m (25 pieds) 0558003856
PT-36 AY DE TORCHE 4,3 m MINI-BISEAU (14 pieds) 0558005741

264
Trousse d'accessoires et de réparation de la PT-36 ...................................................0558005221
SECTION 2 DESCRIPTION
2.4.1 Trousses de consommables de la torche PT-36
Réf. de la pièce Quantité Description
0558003804 1 Corps de la torche PT-36 avec joints toriques
996528 10 Joint torique 1,614 Di x 0,070
0558002533 2 Déecteur, 4 trous x 0,032
0558001625 2 Déecteur, 8 trous x 0,047
0558002534 1 Déecteur, 4 x 0,032 inverse
0558002530 1 Déecteur, 8 x 0,047 inverse
0558005457 2 Déecteur, 4 trous x 0,022
0558003924 3 Support de l'électrode de la PT-36 avec joint torique
86W99 10 Joint torique 0,364 Di x 0,070
37082 2 Coupelle de retenue de la tuyère, standard
21796 1 Diuseur du gaz d'écran, faible intensité
21944 5 Diuseur du gaz d'écran, standard
22496 1 Diuseur du gaz d'écran, inverse
37081 2 Dispositif de retenue de l'écran, standard
0558003858 2 Bague de contact avec vis
37073 6 Vis, bague de contact
93750010 2 Clé hexagonale 2,8 mm (0,109 po)
996568 1 Tourne-écrou de 11,1 mm (7/16 po) (outil de l'électrode)
0558003918 1 Outil spécial pour le support de l'électrode de la PT-36
77500101 1 Graisse au silicone DC-111 150 gr (5,3 onces)
2.4 Accessoires optionnels :
Débitmètre de test (cet outil précieux de dépannage permet de mesurer le débit réel
du gaz plasma circulant dans la torche) ...............................................................................21317
Atténuateur à bulle (crée une bulle d'air pour que la torche PT-36 de découpe au
plasma puisse être utilisée sous l'eau en ne sacriant que légèrement la qualité de
découpe. Ce système permet également un fonctionnement au-dessus de l'eau car la
circulation d'eau dans l'atténuateur réduit la fumée, le bruit et les rayonnements UV
de l'arc). ...........................................................................................................................................37439
Barrière à bulles d'air (mécanisme utilisé pour améliorer le rendement de la torche
PT-36 de découpe au plasma lors des découpes sous l'eau. Ce mécanisme est installé
sur la torche et produit une barrière à bulles d'air. Bien que la torche soit submergée
pour réduire la fumée, le bruit et les rayonnements de l'arc, ceci permet à l'arc au
plasma de fonctionner dans une zone relativement sèche) ....................................................
............................................................................................................................................................37440

265
SECTION 2 DESCRIPTION
Trousse de démarrage PT-36 (200 A) ..........................................................................0558005222
Réf. Quantité Description
0558003914 8 Électrode O2 UltraLife, standard
0558003928 3 Électrode N2/H35, standard
0558005459 3 Électrode O2/N2, faible intensité
0558006010 3 Tuyère PT-36 1 mm (0,040 po)
0558006014 3 Tuyère PT-36 1,4 mm (0,055 po)
0558006020 5 Tuyère PT-36 2 mm (0,080 po)
0558006130 3 Écran PT-36 3 mm (0,120 po)
0558006141 3 Écran PT-36 4,1 mm (0,160 po)
0558008010 3 Tuyère PT-36 1,0mm (0,040") PR
0558007624 3 Écran PT-36 2,4mm (0,095")
0558006023 3 Écran PT-36 2,3mm (0,090")
0558006166 3 Tuyère PT-36 6,6mm (0,259")
0558006908 3 Écran PT-36 0,8mm (0,030")
0558006018 3 Écran PT-36 1,8mm (0,070")
Trousse de démarrage PT-36 (400 A) ..........................................................................0558005223
Réf. Quantité Description
0558003914 5 Électrode O2 UltraLife, standard
0558007791 5 Électrode
0558003928 3 Électrode N2/H35, standard
0558005459 3 Électrode O2/N2, faible intensité
0558006010 2 Tuyère PT-36 1 mm (0,040 po)
0558006014 2 Tuyère PT-36 1,4 mm (0,055 po)
0558006020 5 Tuyère PT-36 2 mm (0,080 po)
0558006023 3 Tuyère PT-36 2,3 mm (0,090 po)
0558006025 3 Tuyère PT-36 2,5 mm (0,099 po)
0558006036 3 Tuyère PT-36 3,6 mm (0,141 po)
0558006130 3 Écran PT-36 3 mm (0,120 po)
0558006141 3 Écran PT-36 4,1 mm (0,160 po)
0558006166 3 Écran PT-36 6,6 mm (0,259 po)
0558008010 3 Tuyère PT-36 1,0mm (0,040") PR
0558007624 3 Écran PT-36 2,4mm (0,095")
0558006199 3 Écran PT-36 9,9 mm (0,390 po)
0558006030 3 Écran PT-36 3,0mm (0,120")
0558006908 3 Écran PT-36 0,8mm (0,030")
0558006018 3 Écran PT-36 1,8mm (0,070")

266
SECTION 2 DESCRIPTION
Trousse de démarrage PT-36 (600 A) ..........................................................................0558005224
Réf. Quantité Description
0558003963 5 Électrode, tungstène 47,6 mm Di (3/16 po)
0558003965 5 Tuyère H35 5 mm (0,198 po) divergente
0558003964 2 Pinces 47,6 mm (3/16 po) Électrode
0558005689 2 Support électrode/pinces de la PT-36
0558003967 2 Corps de la pince
0558002532 2 Déecteur, 32 trous x 0,023
0558006688 5 Écran, haute tension
0558003918 1 Outil spécial pour le support de l'électrode de la PT-36
0558003962 1 Outil pour l'électrode au tungstène
0558006690 2 Tuyère, ensemble de la coupelle de retenue, haute tension
Trousse de démarrage plaque solide H35 pour PT-36 ..............................................0558005225
Réf. Quantité Description
0558003914 5 Électrode O2 UltraLife, standard
0558007791 5 Électrode
0558003928 3 Électrode N2/H35, standard
0558005459 3 Électrode O2/N2, faible intensité
0558006010 2 Tuyère PT-36 1 mm (0,040 po)
0558006014 2 Tuyère PT-36 1,4 mm (0,055 po)
0558006020 5 Tuyère PT-36 2 mm (0,080 po)
0558006023 3 Tuyère PT-36 2,3 mm (0,090 po)
0558006025 3 Tuyère PT-36 2,5 mm (0,099 po)
0558006036 3 Tuyère PT-36 3,6 mm (0,141 po)
0558006041 3 Tuyère PT-36 4,1 mm (0,161 po)
0558006130 3 Écran PT-36 3 mm (0,120 po)
0558006141 3 Écran PT-36 4,1 mm (0,160 po)
0558006166 3 Écran PT-36 6,6 mm (0,259 po)
0558006199 3 Écran PT-36 9,9 mm (0,390 po)
0558008010 3 Tuyère PT-36 1,0mm (0,040") PR
0558007624 3 Écran PT-36 2,4mm (0,095")
0558006030 3 Écran PT-36 3,0mm (0,120")
0558006908 3 Écran PT-36 0,8mm (0,030")
0558006018 3 Écran PT-36 1,8mm (0,070")

267
2.5 Caractéristiques techniques de la PT-36
2.5.1 Caractéristiques des gaz
SECTION 2 DESCRIPTION
2.5.2 Caractéristiques techniques de la torche PT-36
Type : Torche mécanisée de découpe au plasma à double gaz et refroidie à l'eau
Puissance nominale : 1000 A à 100% de capacité
Diamètre de xation : 50,8 mm (2 po)
Longueur de la torche sans les ls de connexion : 42 cm (16,7 po)
Tension nominale IEC 60974-7 : 500 V de pic
Tension d'amorçage (valeur maximum de la tension haute fréquence) : 8000 V c.a.
Débit minimum du uide de refroidissement : 5,9 L/min (1,3 gallon américain par minute)
Pression minimum de l'arrivée du uide de refroidissement : 12,1 bars (175 psig)
Pression maximum de l'arrivée du uide de refroidissement : 13,8 bars (200 psig)
Calibrage minimum acceptable de l'unité de recyclage du liquide de refroidissement :
16,830 BTU/HR (4,9 kW) à température du liquide de refroidissement élevée - temp. ambiante = 45
SDgr
F (25
SDgr
C) et 6
L/min (1,6 gallon américain par minute)
Pressions maximum de sécurité de gaz aux arrivées de la torche : 8,6 bars (125 psig)
Verrouillages de sécurité : Cette torche est conçu pour une utilisation exclusive avec des systèmes de découpe à arc de
plasma d'ESAB utilisant un régulateur de débit d'eau sur le circuit de retour de liquide de refroidissement provenant
de la torche. Le retrait de la coupelle de retenue de la tuyère pour réparer la torche interrompt le circuit de retour du
liquide de refroidissement.
Exigences typiques pour un débit à 125 livres/po² (8,6 bar) :
Gaz plasma maximum : 8,5 m³/h (300 pi³/h)
Gaz d'écran maximum : 9,9 m³/h (350 pi³/h)
Ces gures représentent les valeurs maximum prises en charge par le système et non pas les débits réels utilisés dans toutes les
conditions.
Argon 125 PSI (8,6 bar) avec 0,25" NPT à 99,995% pur, ltré à 25 microns
Azote 125 PSI (8,6 bar) avec 0,25" NPT à 99,99% pur, ltré à 25 microns
Oxygène 125 PSI (8,6 bar) avec 0,25" NPT à 99,5% pur, ltré à 25 microns
H-35 (Argon/Hydrogène) 75 PSI (5,2 bar), gaz spécial à 99,995% pur, ltré à 25 microns
Méthane 75 PSI (5,2 bar) avec 0,25" NPT à 93% pur, ltré à 25 microns
Air comprimé (traitement) 80 PSI à 1200 cfh (5,5 bar à 35 m³/h) ltré à 25 microns

268
SECTION 2 DESCRIPTION

269
3.1 Raccordement de la torche au système à gaz plasma
Consultez le manuel du système.
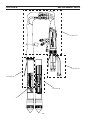
3.1.1 Raccordement au boîtier de démarrage de l'arc
La PT-36 est équipé de deux câbles d'alimentation refroidis par eau qui doivent être branchés à la sortie négative
du bloc d'alimentation. Le raccord 7/16-20 de droite se trouve sur le câble fournissant le liquide de refroidisse-
ment à la torche. Le raccord 7/16-20 de gauche se trouve sur le câble de retour du liquide de refroidissement
provenant de la torche.
La borne à bague est utilisée pour eectuer la connexion à la tuyère qui servira à l'amorçage de l'arc pilote. La
connexion rapide permet de mettre la gaine tressée du câble de l'arc pilote à la masse.
Toute décharge électrique peut être mortelle !
-
cipale.
-
mentation principale.
etc.) sans avoir préalablement coupé l'alimentation principale.
Danger d'irradiation. Les rayons de l'arc peuvent entraîner des blessures aux yeux
et des brûlures de la peau.
de lunettes pour la découpe au plasma dans le tableau ci-dessous :
Tension de l'arc Teinte de lunettes
Jusqu'à 100 A Teinte n° 8
100-200 A Teinte n° 10
200-400 A Teinte n° 12
Au-dessus de 400 A Teinte n° 14
SECTION 3 INSTALLATION
AVERTISSEMENT
DANGER
Une autre connexion à gaine tressée est également possible
sur la torche. Le connecteur rapide femelle (généralement
situé dans le boîtier d'amorçage de l'arc) peut éventuelle-
ment être raccordé à un connecteur rapide mâle attaché
à un des câbles d'alimentation à quelques centimètres de
l'extrémité de la gaine de la torche. Repoussez cette gaine
ainsi que le gros écrou en laiton vers la tête de la torche
pour dégager ce raccord. Une fois ce branchement eectué,
la mise à la masse de la connexion à l'écran est assuré par le
gros écrou en laiton.
Connecteur rapide
femelle
câble d'alimentation (2)
Connecteur
rapide mâle
Écrou en
laiton

270
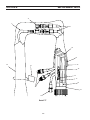
3.2 Installation de la torche à la machine
Consultez le manuel de la machine.
Installez la torche sur la
gaine et d'isolation (ici)
NE l'installez PAS sur
le corps en métal de
la torche (ici)
Ne l'installez pas sur le corps en acier inoxidable de la tor-Ne l'installez pas sur le corps en acier inoxidable de la tor-•
che.
Bien que le corps de la torche soit isolé du circuit électri-•
que qu'il contient, il est possible que le courant d'amor-
çage à haute fréquence le traverse en essayant d'établir
un arc à la recherche d'une prise de terre.
Tout serrage à proximité du corps de la torche peut entraî-•
ner la création d'un arc entre le corps et la machine.
Dans ce cas, le corps de la torche peut nécessiter un rem-•
placement non couvert par la garantie.
Un endommagement des composants de la machine est •
également possible.
Serrez uniquement sur la gaine d'isolation de la torche (si-•
tuée directement au-dessus de l'étiquette) à pas moins de
31,75 mm (1,25 po) de l'extrémité de la gaine du côté de
la torche.
3.1.2 Raccordement des tuyaux de gaz
1 - Écrou traditionnel air eau femelle pour le raccord du
gaz d'écran.
2 - Raccords B-IG pour les gaz d'amorçage et de découpe
plasma. L'un ou l'autre des tuyaux peut être branché à
chaque emplacement.
SECTION 3 INSTALLATION
1
2
Un serrage du corps de la torche peut entraîner une circulation de
courant dangereuse dans le châssis de la machine.
ATTENTION

271
SECTION 4 FONCTIONNEMENT
L'HUILE ET LA GRAISSE PEUVENT ENTRAÎNER DES BRÛLURES VIOLENTES !
SUR UNE SURFACE PROPRE.
CONSEILLÉ.
BRÛLURES VIOLENTES EN PRÉSENCE D'OXYGÈNE SOUS PRESSION.
DANGER
RISQUES D'EXPLOSION LIÉS À L'HYDROGÈNE.
BLESSURES OU ÊTRE MORTELLES.
LA TABLE D'EAU. CES POCHES PEUVENT EXPLOSER EN PRÉSENCE
D'ÉTINCELLES OU D'ARC PLASMA.
D'HYDROGÈNE DANS LA TABLE D'EAU LES RÉACTIONS AUX MÉ
TAUX EN FUSION, LES RÉACTIONS CHIMIQUES LENTES ET CERTAINS
GAZ PLASMA.
DE DÉCOUPE ET À L'INTÉRIEUR DE LA TABLE D'EAU.
PARTICULES AU FOND DE LA TABLE. REMPLISSEZ LA TABLE AVEC
DE L'EAU PROPRE.
LA TABLE D'EAU N'A PAS ÉTÉ UTILISÉE PENDANT PLUSIEURS HEU
RES, SECOUEZLA OU FAITESLA VIBRER POUR DISSIPER LES POCHES
D'HYDROGÈNE AVANT DE DÉPOSER LA PLAQUE SUR LA TABLE.
POUR DISSIPER LES POCHES D'HYDROGÈNE.
ÉGAL AU DOUBLE DE LA LARGEUR DE LA SAIGNÉE DE FAÇON À
GARANTIR QUE LE MATÉRIAU SE TROUVE TOUJOURS SOUS LA SAI
GNÉE.
TEURS POUR PERMETTRE À L'AIR DE CIRCULER ENTRE LA PLAQUE ET
LA SURFACE DE L'EAU.
RISQUE D'EXPLOSION.
N'EFFECTUEZ AUCUNE DÉCOUPE SOUS L'EAU AU H35 ! UNE ACCUMU
LATION DANGEREUSE D'HYDROGÈNE PEUT SURVENIR DANS LA TABLE
D'EAU. L'HYDROGÈNE EST UN GAZ EXTRÊMEMENT EXPLOSIF. RÉDUISEZ
DE TRAVAIL. FAITES VIBRER LA PLAQUE, REMUEZ FRÉQUEMMENT L'AIR
ET L'EAU POUR ÉVITER L'ACCUMULATION D'HYDROGÈNE.
DANGER
DANGER

272
SECTION 4 FONCTIONNEMENT
SUR UNE TABLE SÈCHE.
NIR DES INFORMATIONS DE SÉCURITÉ COMPLÉMENTAIRES RE
LATIVES AUX RISQUES ASSOCIÉS AVEC CES ALLIAGES.
NE PAS DÉCOUPER AU PLASMA LES ALLIAGES Al-Li SUIVANTS EN PRÉ
SENCE D'EAU :
RISQUE D'EXPLOSION.
Al-Li
PEUVENT ENTRAÎNER DES EXPLOSIONS LORS DE LA DÉCOUPE AU PLAS
MA EN PRÉSENCE D'EAU.
RISQUE D'ÉTINCELLES.
LA CHALEUR, LES ÉCLABOUSSURES ET LES ÉTINCELLES PEUVENT
ENTRAÎNER DES INCENDIES ET DES BRÛLURES.
BLES.
COMBUSTIBLES.
PAR EXEMPLE UN BRIQUET AU BUTANE.
CONSERVEZ LA TUYÈRE DE LA TORCHE À DISTANCE DE TOUTE
TEMENT AU PLASMA.
QUE DE PROTECTION.
CORPS.
QUES DE BRÛLURES LIÉES AUX DÉPÔTS D'ÉTINCELLES ET DE
SCORIES.
DANGER
DANGER

273
4.1 Installation
Sélectionnez une condition appropriée dans les données de procédé (chier SDP) et installez les com-•
posants recommandés de la partie avant de la torche (tuyère, électrode, etc.). Consultez les données de
procédé pour identier les pièces et les paramètres.
Placez la torche sur le matériau à l'endroit où vous voulez démarrer. Obtenez les réglages corrects dans •
le manuel de la source d'énergie. Consultez le manuel sur la régulation des débits pour eectuer les
réglages de débit de gaz appropriés. Consultez les manuels sur les commandes et sur la machine pour
prendre connaissance des procédures de démarrage.
4.1.1 Découpage de mirroir
Lors de la découpe de miroirs, un déecteur de tourbillonnement et un diuseur inversés sont nécessaires. Ces
composants inversés vont « faire tourner » le gaz en direction opposée, inversant ainsi le « bon » côté de la dé-
coupe.
4.2 Qualité de la coupe
A. Introduction
Les facteurs ayant une inuence sur la qualité de la découpe sont mutuellement complémentaires. Le change-
ment d'une des variables aectera les autres. La recherche d'une solution peut être dicile. Le guide suivant
ore des solutions possibles pour répondre à diérents résultats de découpe indésirables. Pour commencer,
sélectionnez la condition dominante :
4.2.2 Angle de découpe, négatif ou positif
4.2.3 Planéité de la découpe
4.2.4 Fini de la surface
4.2.5 Écume
4.2.6 Niveau de précision des dimensions
Les paramètres de découpe recommandés orent généralement une qualité de découpe optimale, mais parfois
des variations de conditions susamment importantes peuvent nécessiter quelques réglages. Dans ce cas :
Eectuez les corrections par petits réglages incrémentiels.•
Augmentez ou diminuez la tension de l'arc par paliers de 5 V, selon les besoins.Modiez la vitesse de •
découpe par paliers de 5 % maximum jusqu'à ce que les conditions de découpe s'améliorent.
SECTION 4 FONCTIONNEMENT
L'huile et la graisse peuvent entraîner des brûlures violentes !
une surface propre.
des brûlures violentes en présence d'oxygène sous pression.
AVERTISSEMENT
Déecteur de tourbillonnement inversé à 4 trous Réf. 0558002534
Déecteur de tourbillonnement inversé 8 x 0,047 Réf. 0558002530
Déecteur de tourbillonnement inversé 8 x 0,067 Réf. 20918
Diuseur inversé Réf. 22496

274
Angle de découpe positif
La taille de la partie supérieure est inférieure à celle de la
partie inférieure.
Désalignement de la torche•
Matériaux tordus ou courbés•
Consommables usés ou endommagés•
Distance de sécurité élevée (tension de l'arc)•
Vitesse de découpe trop rapide•
Courant trop élevé ou trop faible. (Consultez les •
données de procédé pour vérier les niveaux de
courants recommandés pour chaque tuyère par-
ticulière).
Avant de procéder à TOUTE correction, vériez les variables de dé-
coupe en fonction des réglages recommandés par le constructeur et
consultez la liste des références de pièces consommables dans les
données de procédé.
4.2.2. Angle de découpe
Angle de découpe négatif
La taille de la partie supérieure est supérieure à celle
de la partie inférieure.
Désalignement de la torche•
Matériaux tordus ou courbés •
Consommables usés ou endommagés •
Distance de sécurité insusante (tension de l'arc) •
Vitesse de découpe trop lente (vitesse de •
déplacement de la machine)
Matériau
Matériau
Morceau de
chute
SECTION 4 FONCTIONNEMENT
ATTENTION
Matériau
Morceau de
chute
Matériau
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232
-
 233
233
-
 234
234
-
 235
235
-
 236
236
-
 237
237
-
 238
238
-
 239
239
-
 240
240
-
 241
241
-
 242
242
-
 243
243
-
 244
244
-
 245
245
-
 246
246
-
 247
247
-
 248
248
-
 249
249
-
 250
250
-
 251
251
-
 252
252
-
 253
253
-
 254
254
-
 255
255
-
 256
256
-
 257
257
-
 258
258
-
 259
259
-
 260
260
-
 261
261
-
 262
262
-
 263
263
-
 264
264
-
 265
265
-
 266
266
-
 267
267
-
 268
268
-
 269
269
-
 270
270
-
 271
271
-
 272
272
-
 273
273
-
 274
274
-
 275
275
-
 276
276
-
 277
277
-
 278
278
-
 279
279
-
 280
280
-
 281
281
-
 282
282
-
 283
283
-
 284
284
-
 285
285
-
 286
286
-
 287
287
-
 288
288
-
 289
289
-
 290
290
-
 291
291
-
 292
292
-
 293
293
-
 294
294
-
 295
295
-
 296
296
-
 297
297
-
 298
298
-
 299
299
-
 300
300
-
 301
301
-
 302
302
-
 303
303
-
 304
304
-
 305
305
-
 306
306
-
 307
307
-
 308
308
-
 309
309
-
 310
310
-
 311
311
-
 312
312
-
 313
313
-
 314
314
-
 315
315
-
 316
316
-
 317
317
-
 318
318
-
 319
319
-
 320
320
-
 321
321
-
 322
322
-
 323
323
-
 324
324
-
 325
325
-
 326
326
-
 327
327
-
 328
328
-
 329
329
-
 330
330
-
 331
331
-
 332
332
-
 333
333
-
 334
334
-
 335
335
-
 336
336
-
 337
337
-
 338
338
-
 339
339
-
 340
340
-
 341
341
-
 342
342
-
 343
343
-
 344
344
-
 345
345
-
 346
346
-
 347
347
-
 348
348
-
 349
349
-
 350
350
-
 351
351
-
 352
352
-
 353
353
-
 354
354
-
 355
355
-
 356
356
-
 357
357
-
 358
358
-
 359
359
-
 360
360
-
 361
361
-
 362
362
-
 363
363
-
 364
364
-
 365
365
-
 366
366
-
 367
367
-
 368
368
-
 369
369
-
 370
370
-
 371
371
-
 372
372
-
 373
373
-
 374
374
-
 375
375
-
 376
376
-
 377
377
-
 378
378
-
 379
379
-
 380
380
-
 381
381
-
 382
382
-
 383
383
-
 384
384
-
 385
385
-
 386
386
-
 387
387
-
 388
388
-
 389
389
-
 390
390
-
 391
391
-
 392
392
-
 393
393
-
 394
394
-
 395
395
-
 396
396
-
 397
397
-
 398
398
-
 399
399
-
 400
400
-
 401
401
-
 402
402
-
 403
403
-
 404
404
-
 405
405
-
 406
406
-
 407
407
-
 408
408
-
 409
409
-
 410
410
-
 411
411
-
 412
412
-
 413
413
-
 414
414
-
 415
415
-
 416
416
-
 417
417
-
 418
418
-
 419
419
-
 420
420
-
 421
421
-
 422
422
-
 423
423
-
 424
424
-
 425
425
-
 426
426
-
 427
427
-
 428
428
-
 429
429
-
 430
430
-
 431
431
-
 432
432
-
 433
433
-
 434
434
-
 435
435
-
 436
436




















































































































































































































































































































































































































































ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuel utilisateur
- Taper
- Manuel utilisateur
dans d''autres langues
- italiano: ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuale utente
- English: ESAB PT-36 Mechanized Plasmarc Cutting Torch User manual
- Deutsch: ESAB PT-36 Mechanized Plasmarc Cutting Torch Benutzerhandbuch
- Nederlands: ESAB PT-36 Mechanized Plasmarc Cutting Torch Handleiding
- dansk: ESAB PT-36 Mechanized Plasmarc Cutting Torch Brugermanual
- čeština: ESAB PT-36 Mechanized Plasmarc Cutting Torch Uživatelský manuál
- eesti: ESAB PT-36 Mechanized Plasmarc Cutting Torch Kasutusjuhend
- suomi: ESAB PT-36 Mechanized Plasmarc Cutting Torch Ohjekirja
Documents connexes
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Manuel utilisateur
-
-
ESAB PT-36R Mechanized Plasmarc Cutting Torch Manuel utilisateur
-
ESAB PT-25 Plasma Arc Cutting Torch Manuel utilisateur
-
ESAB EPP-200 Precision Plasmarc Cutting System Manuel utilisateur
-
-
-
-
-
