ESAB W-300 and W-400 Welding Torch Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Ce manuel convient également à
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

CHALUMEAUX SOUDEURS W-300 et W-400 avec
ACCESSOIRES COUPEURS CW-300 CW-400
F12-840-K 05 / 2009
Mode d’emploi

VEILLEZ À CE QUE CES DIRECTIVES PARVIENNENT À L’OPÉRATEUR.
DES COPIES SUPPLÉMENTAIRES DEMEURENT DISPONIBLES CHEZ VOTRE FOURNISSEUR.
CONSERVEZ CES DIRECTIVES !
PRECAUTIONS IMPORTANTES
Vous devez toujours respecter les mesures de sécurité fondamentales lorsque vous utilisez des chalumeaux à oxygaz :
Ne jamais utiliser l’acétylène sous pression dépassant les103,45 kp (15 psig).a.
Ne jamais utiliser d’équipement endommagé.b.
Ne jamais utiliser d’huile ou de graisse sur ou autour de l’équipement à oxygène.c.
Ne jamais utiliser d’oxygène ou de gaz de chaue pour enlever la saleté ou la poussière des vêtements ou de d.
l’équipement.
Ne jamais amorcer un chalumeau avec des allumettes ou un briquet. Toujours utiliser un amorceur d’allumage.e.
Portez toujours des vêtements, des lunettes et des gants de soudeur lorsque vous exploitez des appareils oxyacétyléniques. f.
Les pantalons ne doivent pas avoir de revers.
Ne mettez jamais de briquet, d’allumettes ou autre matière inammable dans vos poches lorsque vous coupez ou que g.
vous soudez.
Demeurez toujours attentifs aux personnes autour de vous lorsque vous utilisez un chalumeau.h.
Assurez-vous de ne jamais laisser les tuyaux venir en contact avec la amme du chalumeau ou les étincelles de coupage.i.
CONSERVEZ CES DIRECTIVES.j.
Cet équipement fonctionnera en conformité avec la présente description exposée dans le manuel et sur les étiquettes ou
les feuilles de renseignements qui l’accompagnent durant l’installation, l’exploitation, l’entretien ou les réparations en
conformité avec les directives pourvues. L’équipement doit être vérié périodiquement. Un équipement qui fonctionne mal
ou mal entretenu ne doit jamais être utilisé. Remplacez immédiatement les pièces brisées, manquantes, usées, déformées
ou contaminées. S’il devient nécessaire de réparer ou de remplacer la machine, le fabricant recommande de téléphoner ou
d’écrire au distributeur autorisé où vous avez acheté l’appareil pour demander des renseignements concernant la réparation.
Il est interdit de modier l’équipement ou d’aucunes de ses pièces sans le consentement préalable et écrit du manufacturier.
L’utilisateur de l’appareil demeure seul responsable de toute défaillance résultant d’un mésusage, d’un entretien inadéquat, de
réparations ou de modications provisoires eectuées par une autre personne que le fabricant ou autre réparateur autorisé par
le manufacturier.
Ces DIRECTIVES s’adressent aux opérateurs expérimentés. Si vous ne connaissez pas tous les principes
d’exploitation et les règles de sécurité reliés aux appareils de soudage ou de coupage au gaz, nous vous
conseillons fortement de lire notre brochure intitulée « Précautions et règles de sécurité pour le coupage, le
soudage et le chauage au gaz », formulaire F-2035. NE JAMAIS permettre au personnel non qualié d’installer,
d’exploiter ou d’eectuer l’entretien de cet équipement. NE TENTEZ JAMAIS d’installer ou d’exploiter cet
équipement avant d’avoir lu attentivement et bien compris ces directives. Si vous ne comprenez pas toutes ces
directives, contactez votre fournisseur pour plus de renseignements. Assurez-vous de lire toutes les mesures de
sécurité avant d’installer ou d’exploiter l’appareil.
MISE EN GARDE
RESPONSABILITÉ DE L’USAGER
ASSUREZ-VOUS DE LIRE ATTENTIVEMENT ET DE BIEN COMPRENDRE TOUTES LES
DIRECTIVES POURVUES DANS LE MANUEL D’UTILISATION AVANT D’INSTALLER OU
D’EXPLOITER L’APPAREIL. PROTÈGEZ-VOUS ET PROTÉGEZ LES AUTRES !
La page est en cours de chargement...
La page est en cours de chargement...

Ces mesures de sécurité servent à vous protéger. Elles résument les
renseignements de sécurité de la section Renseignements de sécurité
supplémentaires. Avant de procéder à toute installation ou d’exploiter
l’appareil, veuillez lire attentivement et respecter les mesures de sécurité
exposées plus bas ainsi que celles des autres manuels, caractéristiques de
sécurité, étiquettes, etc. Le non-respect de ces mesures de sécurité peut
provoquer des blessures graves ou entraîner la mort.
PROTÈGEZ-VOUS ET PROTÉGEZ LES AUTRES ! – certains
procédés de soudage, de coupage et de gougeage sont
bruyants et nécessitent la protection des oreilles. Le
métal chaué peut provoquer des brûlures de la peau
et les rayons thermiques blesser les yeux. Une session
de formation sur l’utilisation adéquate des procédés
et des appareils est nécessaire à la prévention des
accidents. Également :
1. Portez toujours des verres de sécurité avec écrans latéraux dans tous les
espaces de travail, même si les masques de soudeur, les écrans faciaux
ou les lunettes de protection sont obligatoires.
2. Portez toujours des gants à crispin, une chemise à manches longues, des
pantalons sans revers, des bottes à tige haute et un casque de soudeur ou
autre casque pour protéger vos cheveux contre les étincelles et le métal
chaué. Un tablier à l’épreuve du feu est souhaitable contre les étincelles
ou les rayons thermiques.
3. Les étincelles ou le métal chaué peuvent se loger dans vos manches
roulées, les revers de pantalons ou dans vos poches. Gardez vos manches,
et vos collets boutonnés et éliminez les poches ouvertes du devant de
vos vêtements.
4. Protégez les autres travailleurs contre les étincelles à l’aide d’une cloison
ou d’un rideau ininammable.
5. Utilisez des lunettes de soudeur par-dessus vos lunettes protectrices pour
enlever le laitier ou pour meuler. Le laitier peut être toujours chaud et peut
être projeté à de grandes distances. Les spectateurs doivent également
porter des lunettes de soudeur par-dessus des lunettes protectrices.
FEUX ET EXPLOSIONS –la chaleur d’une amme peut
devenir une source d’allumage. Le laitier chaué ou les
étincelles peuvent provoquer des feux ou des explosions.
Par conséquent :
1. Retirez toute matière combustible de la proximité du lieu
de travail ou recouvrez-la entièrement à l’aide d’une bâche
ininammable. Les matières combustibles comprennent : le bois, le tissu,
la sciure de bois, les carburants liquides et gazeux, les solvants, la peinture
et autres revêtements, le papier, etc.
2. Les étincelles ou le métal chaué peuvent tomber entre les fentes ou les
crevasses des planchers, les orices dans les murs et provoquer un feu
couvant caché dans le plancher situé en dessous. Assurez-vous que ces
orices sont protégés des étincelles et du métal chaué.
3. Évitez de souder, de couper, ou d’eectuer tout autre travail à chaud sur
les conteneurs ou la tuyauterie jusqu’à ce qu’ils aient été nettoyés adéqua-
tement an qu’il ne demeure pas de substance ou de matériel pouvant
produire des vapeurs inammables ou toxiques. N’eectuez jamais de
travail à chaud sur les conteneurs fermés. Ils peuvent exploser.
4. Gardez toujours un appareil extincteur à portée de main pour usage
instantané : un boyau d’arrosage, un seau d’eau ou un extincteur portable
par exemple. Assurez-vous d’avoir suivi une formation pour l’utilisation
de ces appareils.
5. Après avoir terminé le travail, inspectez le lieu de travail pour vous assurer
qu'il ne reste pas d'étincelles ou de métal chaué pouvant provoquer un
feu couvant. Postez une sentinelle de feu si nécessaire.
6. Pour plus de renseignements, reportez-vous à la norme NFPA 51B,
« Fire Prevention in Use of Cutting and Welding Processes », disponible
chez la National Fire Protection Association, Batterymarch Park, Quincy,
MA 02269 USA.
VAPEURS ET GAZ – les vapeurs et les gaz, particulièrement ceux retrouvés
dans les espaces restreints peuvent provoquer des malaises ou vous
blesser. Évitez de respirer les vapeurs ou les gaz de soudage ou de coupage.
Par conséquent :
1. Aérez toujours adéquatement la zone de travail
par ventilation naturelle ou mécanique. Ne jamais
souder, couper ou gouger de matériaux comme l’acier
galvanisé, l’acier inoxydable, le cuivre, le zinc, le plomb,
le béryllium ou le cadmium à moins de fournir une
ventilation positive mécanique. Évitez de respirer les vapeurs et les gaz
émanant de ces matériaux.
2. Si vous développez une irritation des yeux, du nez ou de la gorge
durant l’exploitation, cela indique que la ventilation est inadéquate.
Arrêtez immédiatement le travail et prenez les dispositions nécessaires
pour améliorer la ventilation de la zone de travail. Si les désagréments
physiques persistent, ne reprenez pas le travail.
3. Reportez-vous à la norme ANSI/ASC Z49.1 exposée plus bas pour des
recommandations spéciques à la ventilation.
4. AVERTISSEMENT : Ce produit, s’il est utilisé pour souder ou couper,
émet des vapeurs ou des gaz contenant des
produits chimiques reconnus par l'État de la
Californie comme pouvant provoquer des défauts
de naissances, et dans certains cas, le cancer.
(§25249.5 et seq. de la Californie)
ENTRETIEN DE L’ÉQUIPEMENT – l'équipement défectueux ou mal entretenu,
comme les torches, les tuyaux et les détendeurs peuvent
occasionner un mauvais travail, mais encore plus important,
il peut provoquer des lésions corporelles ou entraîner la
mort par le feu. Par conséquent :
1. Utilisez toujours du personnel qualifié pour exécuter
l’installation, le dépannage et l’entretien. Évitez d’exploiter ou
de réparer tout équipement à moins d’être qualié.
2. Gardez tout équipement à oxygaz libre d’huile et de graisse. La graisse,
l’huile et autre matériaux combustibles semblables brûlent violemment
lorsqu’ils sont allumés en présence d’oxygène.
3. Évitez de malmener l’équipement ou les accessoires. Gardez l’équipement
loin de la chaleur et de l’humidité, de la graisse ou de l’huile, de l’atmos-
phère corrosive et de la mauvaise température.
4. Gardez tous les dispositifs de sécurité en place et en bon état.
5. Utilisez l’équipement uniquement pour son utilisation prévue. Ne jamais
le modier de toute façon.
MANUTENTION DES BOUTEILLES DE GAZ – Si elles sont malmenées, les
bouteilles de gaz peuvent éclater ou exploser violemment. L’éclatement
soudain d’une bouteille, d’une soupape ou dispositif de
détente peut vous blesser ou vous tuer. Par conséquent :
1. Utilisez le gaz adéquat pour le procédé, avec un détendeur
de réduction approprié conçu pour la bouteille de gaz comprimé
avec lequel il est utilisé. Évitez d’utiliser des adaptateurs
pour installer le détendeur sur la bouteille. Maintenez les tuyaux et les
accessoires en bon état. Respectez les directives du fabricant durant
l’installation du détendeur sur la bouteille.
2. Sécurisez toujours les bouteilles en position debout, à l’aide d’une chaîne
ou encerclez-les sur un diable-brouette, un banc de travail, un mur, un
poteau ou un bâti adéquat. Ne jamais les attacher à une table de travail
ou un dispositif de xation où elles peuvent faire partie d'un circuit
électrique.
3. Lorsqu’elles ne sont pas utilisées, gardez les robinets des bouteilles fermés.
Replacez le capuchon protecteur sur la bouteille si le détendeur n’est pas
installé. Rangez et déplacez les bouteilles à l’aide d’un diable adéquat.
Évitez de les malmener.
4. Déposez les bouteilles loin de la chaleur, des étincelles ou de la amme
d’une exploitation de soudage, de coupage ou gougeage. N’amorcez
jamais un arc sur une bouteille.
5. Pour plus de renseignements, voir la norme CGA P-1, « Precautions for
Safe Handling of Compressed Gases in Cylinders », disponible chez la
Compressed Gas Association, 1235 Jeerson Davis Highway, Arlington,
VA 22202 USA.
DIRECTIVES DE SÉCURITÉ SUPPLÉMENTAIRES – pour plus de renseigne-
ments sur principes d’exploitation et les règles de sécurité reliées aux
appareils de soudage ou de coupage à l’oxygaz, voyez votre distribu-
teur pour obtenir une copie du Formulaire 2035 « Precautions and
Safe Practices for Gas Welding, Cutting, and Heating ». Des mesures
de sécurité pour les appareils à gaz sont également disponibles sur
cassettes vidéo.
Nous vous recommandons également les publications suivantes
disponibles auprès de l’American Welding Society, 550 N.W.
LeJuene Road, Miami, FL 33126 USA :
1. ANSI/AWS Z49.1 - « Safety in Welding and Cutting ».
2. AWS F4.1 - « Recommended Safe Practices for the Prepara-
tion for Welding and Cutting of Containers and Piping That Have Held
Hazardous Substances »/
3. AWS SP - « Safe Practices » - réimpression du Welding Handbook.
Signie un danger immédiat qui, s’il n’est pas prévenu,
résultera immédiatement en des lésions corporelles
sévères ou pertes de vie.
Signie un danger potentiel pouvant provoquer des
lésions corporelles ou entraîner la mort.
Signie un danger pouvant provoquer des lésions
corporelles bénignes.
SIGNIFICATION DES SYMBOLES – utilisés dans le manuel : Signie
Attention! Demeurez alerte! Il en va de votre sécurité.
SP-GA 10/98
MESURES DE SÉCURITÉ
AVERTISSEMENT
MISE EN GARDE
DANGER
AVERTISSEMENT
La page est en cours de chargement...

7
W-300 - Lance de chaue multiamme
en bouton de rose unique (rosebud)
W-300 - Lance de chaue
multiamme standard
W-300 - Tête de soudage à
l’acétylène à amme
• Contrôle à détente délicate de l’oxygène de coupage pour
un début sans heurt
• Adapte le chalumeau pour le coupage au gaz oxygéné
• Un joint torique à piston unique orant des raccords
vraiment étanches
• Aussi ecace pour le nettoyage de coussinets de soudage,
de rivets et le gougeage
• Fonctionne avec tous les gaz acétylènes et autres gaz de
chaue à pression moyenne
• Écrou de presse garniture de soupape en dessous du volant
à main prévient d’abîmer la tige
CW-300 accessoire coupeur
(Tête de 90 deg.) – N/P 999340
(Tête de 75 deg.) – N/P 999341
(Tête de 180 deg.) – N/P 18544
Gamme de coupage à l’acétylène........0,15875 à 20,32 cm (1/16 à 8 po)
Gamme de coupage avec
d’autres gaz de chauage ..................0,15875 à 10,16 cm (1/16 à 4 po)
Buse de coupage (CW-300) ............................................................. série 4200
PUROX
MD
CW-300
Accessoire coupeur
Gamme de soudage .......... Calibre mince jusqu’à plus de 2,5 cm (1 po)
Gamme de chauage ..............1 à 94,39 l/m (1 à 200 p3/h) d’acétylène
Équivalent à environ 1 400 à 300 000 BTU/h
Vous pouvez utiliser l’acétylène et autres gaz de chauage.
• Idéal pour tout soudage, brasage ou chauage moyen, les
applications de production moyennes, les réparations ou
les travaux d’entretien
• Recommandé pour les travaux de soudage et de brasage
manuels ininterrompus nécessitant rapidité et des raccords
étanches
• Fonctionne avec tous les gaz acétylènes et autres gaz de
chaue à pression moyenne
• Mélangeur de gaz – à résistance élevée contre les claquements,
les coups de amme et
• Marqué d’une identication permanente
• Garniture de soupape en Téon
MD
extra longue pour
améliorer les caractéristiques de jeu
Chalumeau PUROX
MD
W-300
N/P 999339
Chalumeau PUROX
MD
W-300
SECTION 2 DESCRIPTION

8
W-400 – Lances de chaue
multiammes stardard
W-400 – Lances de chaue multiammes
en bouton de rose (rosebud)
W-400 – Têtes de soudage à
l’acétylène standard à amme
unique
• Contrôle à détente délicate de l’oxygène de coupage pour un
début sans heurt
• Adapte le chalumeau pour le coupage au gaz oxygéné
• Un joint torique à piston unique orant des raccords vraiment
étanches
• Aussi ecace pour le nettoyage des coussinets de soudage
et des rivets et le gougeage
• Fonctionne avec tous les gaz acétylènes et autres gaz de
chaue à pression moyenne
• Écrou de presse garniture de soupape en dessous du volant
à main prévient d’abîmer la tige
CW-400 accessoire coupeur
(Tête de 90 deg.) – N/P 999046
(Tête de 75 deg.) – N/P 000622
Gamme de coupage à l’acétylène ....0,15875 à 22,86 cm (1/16 à 8 po)
Gamme de coupage
avec d’autres gaz .......................0,15875 cm à 20,32 cm (1/16 à 8 po)
Buses de coupage (CW-400) ........................................................ série 1 500
OXWELD
MD
CW-400
Accessoire coupeur
Gamme de soudage .....................Métal mince jusqu’à 2,54 cm (1 po)
Gamme
de chauage.............0,472 à 94,389 l/m (1 à 200 p3/h) d’acétylène
Équivalent à environ 1 400 à 300 000 BTU/h.
L’acétylène et d’autres gaz de chauage peuvent être utilisés.
• Idéal pour tout soudage, brasage ou chauage moyen, les
applications de production moyennes, les réparations ou
les travaux d’entretien
• Recommandé pour les travaux de soudage et de brasage
manuels ininterrompus nécessitant la rapidité
• Fonctionne avec tous les gaz acétylènes et autres gaz de
chaue à pression moyenne
• Mélangeur de gaz – à résistance élevée contre les claquements,
les coups de amme et les rentrées de amme
• Marqué d’une identication permanente
• Garniture de soupape en Téon
MD
extra longue pour
améliorer les caractéristiques de jeu
W-400 – Chalumeau soudeur
N/P 999045
Chalumeau OXWELD
MD
W-400
SECTION 2 DESCRIPTION
Rallonge de tête de soudage et de lance de chaue pour les modèles
W-300, -400, -500, -17
Permet de travailler à une distance confortable de la chaleur durant les tâches
de soudage et de chauage lourdes.

9
MODE D’EMPLOI
RACCORDS
1. Raccordez les détendeurs aux bouteilles d’oxygène et de
gaz de chaue. Suivez toutes les directives fournies avec les
détendeurs.
2. Raccordez les tuyaux d’oxygène et de gaz de chaue aux
détendeurs et à la poignée du chalumeau, après avoir veillé
à nettoyer toutes les surfaces de portée en métal (voir la
remarque 1 à la page 4 de la section Paramètres d’exploitation
pour plus de détails sur les calibres de tuyaux recommandés).
Serrez tous les écrous des raccords à l’aide d’une clé.
3. Utilisation de la tête de soudage ou de la lance de chaue :
Retirez l’écrou de raccord de la tête de soudage de la poignée
du chalumeau. Insérez la tête de soudage dans la poignée en
tournant délicatement avec un mouvement de va-et-vient.
Glissez l’écrou de raccord par dessus la tête et serrez à la main
sur la poignée.
Utilisation de l’accessoire coupeur : Mettez l’écrou de raccord
de la tête de soudage de côté et insérez l’accessoire coupeur
dans la poignée du chalumeau de la même façon que la tête
de soudage. Enlevez l’écrou de la buse et insérez la buse de
coupage dans la tête de l’accessoire coupeur. Glissez l’écrou
par dessus la buse et serrez à l’aide d’une clé.
4. Vériez le serrement des presses garniture du robinet de
débit.
Les rentrées de amme peuvent provoquer
des brûlures sérieuses.
Veillez à ce que le débit de gaz soit susant pour le calibre de
la tête ou de la buse.
Réglez les détendeurs à la pression kPa (psig) convenable.
Réglez convenablement les robinets de débit.
Maintenez le chalumeau en bon état.
NE RÉDUISEZ PAS les gaz an d’utiliser une grosse tête ou une
grosse buse sur du matériel mince.
RÉGLAGE DE LA TENSION GAZEUSE
Gaz de chaue : Gardez le robinet d’oxygène fermé ; ouvrez
le robinet de gaz de chauffe sur la poignée du chalumeau
d’environ un tour. Tournez la vis de détente du détendeur de
gaz de chaue jusqu’à ce que le manomètre de débit indique
la pression souhaitée (reportez-vous aux tableaux du mode
d’emploi débutant à la page 5). Puis fermez immédiatement le
robinet de gaz de chaue du chalumeau.
Oxygène - Utilisation de la tête de soudage ou de la lance de
chaue : Ouvrez le robinet d’oxygène du chalumeau d’au moins
11/2 tour. Réglez le détendeur d’oxygène à la pression souhaitée
(reportez vous au tableau 2, 3 ou 4) puis fermez ensuite le robinet
d’oxygène du chalumeau.
Oxygène - Utilisation de l’accessoire coupeur : Ouvrez GRAND le
robinet d’oxygène du chalumeau tout en maintenant le robinet
d’oxygène de préchauffage de l’accessoire coupeur fermé.
Appuyez sur le levier de la soupape d’oxygène de coupage de
l’accessoire coupeur. Réglez le détendeur d’oxygène à la pression
souhaitée (reportez vous au tableau 5, 6, 7 ou 8). Fermez le débit
d’oxygène en relâchant uniquement le levier de la soupape
d’oxygène de coupage.
SECTION 3 EXPLOITATION
ESSAIS D’ÉTANCHÉITÉ
L’étanchéité de tout appareillage de soudage et de coupage
devrait être vérifiée à son premier raccord et à intervalles
réguliers par la suite. Lorsque tous les raccords sont eectués,
assurez-vous que les deux robinets de la poignée du chalumeau
sont fermés Tournez ensuite les vis de réglage du détenteur en
sens horaire jusqu’à ce que le manomètre de débit d’oxygène
atteigne les 344,7 kP (50 psi), le manomètre de débit de gaz de
chaue indique 69 kPa (10 psi). À l’aide d’une solution d’essai
d’étanchéité convenable pour le service à l’oxygène, tel que le
N/P 998771 (contenant de 237 ml (8 oz)), vériez l’étanchéité
des robinets des bouteilles, les raccords bouteille-détenteur, les
raccords detenteur-tuyau et les raccords tuyau-chalumeau. Si en
aucun temps un bullage indique une fuite, resserrez le raccord.
Si cela ne colmate pas la fuite, fermez le robinet de bouteille
approprié, ouvrez le robinet du chalumeau pour détendre la
pression dans le tuyau et enn relâchez la pression du détenteur
en tournant la vis de détente dans le sens antihoraire. Dévissez
ensuite le raccord qui fuit, nettoyez toutes les surfaces de
portée en métal à l’aide d’un linge propre et sec et examinez-
les soigneusement pour y déceler toute entaille ou égratignure.
Raccordez à nouveau et eectuez un nouvel essai. Ne tentez pas
d’allumer le chalumeau avant d’être bien sûr que tous les raccords
sont étanches aux gaz.
ALLUMAGE ET RÉGLAGE DE LA FLAMME
MISE EN GARDE : Utilisez un briquet à frottoir pour allumer le
chalumeau. N’UTILISEZ PAS D’ALLUMETTE.
Utiliser une allumette peut provoquer des
brûlures sérieuses aux mains.
Tête de soudage ou lance de chaue (acétylène)
1. Ouvrez le robinet de gaz de chaue d’environ 1/2 tour et
allumez le gaz au nez de la lance.
2. Fermez lentement le robinet de débit d’acétylène jusqu’à ce
que la amme jaune commence à dégager de la fumée.
3. Ouvrez lentement le robinet d’oxygène jusqu’à l’obtention
d’une amme neutre.
4. Si vous souhaitez obtenir une amme plus forte ou plus
douce, ajustez les deux robinets.
REMARQUE : Lorsque vous utilisez une amme très douce, la
tête de soudage tend à s’échauer et /transfère une
partie de cette chaleur à la poignée du chalumeau.
Cela peut devenir inconfortable pour l’opérateur.
Lance de chaue (gaz de chaue sauf l’acétylène)
1. Ouvrez partiellement le robinet de gaz de chaue et allumez
au bec de la lance.
2. Ouvrez le robinet de gaz de chaue jusqu’à ce que la amme
commence à quitter le bout du bec.
3. Ouvrez lentement le robinet d’oxygène jusqu’à ce que les
ammes soient à leur plus court.
4. Si nécessaire, ouvrez alternativement les robinets de gaz
de chaue et d’oxygène an d’obtenir la taille de amme
souhaitée.
Accessoire coupeur (acétylène)
1. Ouvrez le robinet d’acétylène du chalumeau d’environ 1/2
tour et allumez le gaz à la buse.
2. Fermez lentement le robinet de débit d’acétylène jusqu’à
ce que la amme jaune commence à dégager une fumée
noire.
AVERTISSEMENT

10
3. Ouvrez lentement le robinet d’oxygène de préchauage
de l’accessoire coupeur jusqu’à l’obtention de ammes
neutres.
4. Finalement, ouvrez la soupape d’oxygène de coupage en
appuyant sur le levier et ajustez à nouveau les ammes
neutres en tournant le robinet d’oxygène de préchauage.
La flamme possède maintenant l’intensité nécessaire pour
eectuer toute tâche de coupage. Cette amme permet une
consommation économique de l’acétylène et l’accessoire
coupeur fonctionne avec sa meilleure résistance aux rentrées de
amme. Si une amme de préchauage à plus haute température
est souhaitée pour un début plus rapide ou pour le perçage,
ouvrez le robinet d’oxygène de coupage et réglez le robinet
d’oxygène de préchauage jusqu’à le cœur de la amme diminue
d’environ 10 pourcent et devienne très pointue.
Accessoire coupeur (gaz de chaue sauf l’acétylène)
1. Ouvrez partiellement le robinet de gaz de chaue et allumez
au bec de la buse.
2. Ouvrez le robinet de gaz de chaue jusqu’à ce que la amme
commence à quitter le bout de la buse.
3. Ouvrez lentement le robinet d’oxygène de préchauage de
l’accessoire coupeur jusqu’à ce que la amme se stabilise.
4. Appuyez sur le levier pour ouvrir la soupape d’oxygène de
coupage et ajustez ensuite le robinet
d’oxygène de préchauage jusqu’à ce que les ammes de
préchauage atteignent leur plus court.
5. Si vous souhaitez obtenir des ammes de préchauage plus
grosses ou plus petites, appuyez sur le levier de la soupape
d’oxygène de coupage et réajustez alternativement les
robinets de gaz de chaue et d’oxygène de préchauage
pour obtenir un réglage de amme dénitif.
COMMENT ÉTEINDRE
En premier lieu, fermez le robinet de gaz de chaue et ensuite
le robinet d’oxygène si vous utilisez une tête de soudage ou
un accessoire coupeur. Cependant, si vous devez rallumer
l’accessoire coupeur dans la prochaine demi-heure, vous pouvez
fermer le robinet d’oxygène de préchauage de l’accessoire
plutôt que le robinet d’oxygène de la poignée du chalumeau.
Si vous cessez les opérations pour plus d’une demi-heure, vous
devriez détendre toute la pression des détendeurs. Pour ce faire,
fermez en premier lieu les deux robinets des bouteilles. Ouvrez
ensuite les robinets du chalumeau. Finalement, dévissez les vis
de détente du détendeur jusqu’à ce qu’ils tournent librement.
PRÉCAUTIONS D’EXPLOITATION
Ne dépassez pas les 103,4 kPa (15 psig) d’acétylène durant
l’exploitation.
Débit : Le débit de gaz doit être susant pour permettre
une exploitation sécuritaire et la performance optimale de
l’appareillage. Cela demande l’application des trois conditions
suivantes : (1) Le détendeur contrôlant la pression d’entrée des
tuyaux doit être réglé correctement ; 2) les tuyaux et leurs raccords
doivent avoir la capacité nécessaire pour la tâche (les tuyaux trop
longs, trop petits ou possédant des raccords à voie de passage
trop petite peuvent causer des problèmes) ; et (3) Les robinets
de débit du chalumeau doivent être réglés selon la procédure
décrite dans ces directives.
Remarque : Les éléments (1) et (2) peuvent être vériés en mesurant
la pression des gaz sur le chalumeau. Des adaptateurs
de détendeur sont disponibles pour cette tâche.
Claquements : Une défectuosité du chalumeau ou de l’accessoire
coupeur peut éteindre la amme en émettant un claquement
fort « pop ». (Si vous êtres en train de souder, souvent la amme
se rallume instantanément.) Ce claquement peut être provoqué
par le contact du bec de la buse avec la pièce de travail, par une
projection de métal, par une mauvaise pression de gaz ou par une
fuite au niveau des supports de la buse de coupage provoquée
par de la saleté ou une entaille, ou par un écrou desserré. Suite
à un claquement, vous pouvez normalement rallumer la amme
immédiatement. Cependant, si les claquements se produisent
à répétition, éteignez le chalumeau. Vériez les joints toriques
entre la tête de soudage ou la lance de chauage et la poignée
et les supports de buse (pour le coupage). Réglez à nouveau la
pression et rallumez.
Rentrées de amme : En certaines occasions, il se peut que la
amme ne produise pas de claquement « pop » mais plutôt
brûler vers l’intérieur du chalumeau en siant ou en grinçant.
Cela s’appelle une rentrée de amme. Cela ne devrait jamais se
produire si : (1) L’appareillage est en bon état ; (2) Les ports de
préchauage des buses de coupage ou de soudage sont nettoyés
fréquemment ; (3) La pression d’exploitation est adéquate ; et
(4) Les robinets de débit sont réglés convenablement. Si un
claquement se produit, éteignez IMMÉDIATEMENT le chalumeau.
Laissez-le refroidir pendant au moins une minute. Vériez ensuite
la buse ou le bec, la pression des gaz, réglez à nouveau les
détendeurs si nécessaire et rallumez le chalumeau. Si une rentrée
de amme se reproduit, expédiez la poignée du chalumeau, la
tête de soudage ou l’accessoire coupeur chez votre distributeur
pour réparations.
SECTION 3 EXPLOITATION

11
REMARQUES IMPORTANTES RELIÉES À L’EXPLOITATION
1. Les pressions énumérées dans les tableaux 2 à 8 ont été
prises à partir du détendeur à l’aide de tuyaux de 17,62 m
(25 pi) (DI de 0,635 cm (1/4-po), tête de soudage/lance de
chaue jusqu’à calibre 30 ou pour le coupage de l’acier
jusqu’à 7,62 cm (3 po) d’épaisseur, DI de 0,9525 cm (3/8 po)
pour les têtes ou les buses de coupage plus grosses). S’il
est nécessaire d’utiliser des tuyaux plus longs, utilisez
uniquement ceux d’un DI de 0,9525 cm (3/8 po) et prenez
en considération la chute de pression entre le détendeur
et le chalumeau. Utilisez un adaptateur de manomètre
étalon pour vérier la pression au chalumeau. Utilisez un
adaptateur de manomètre étalon pour vérier la pression
au chalumeau si vous utilisez des tuyaux longs ou si vous
avez des doutes au sujet de l’adéquation du débit de gaz.
Évitez d’utiliser des clapets de non-retour de canalisation
lorsque vous utilisez des têtes de calibre 55 ou plus.
2. Le calibre de la tête estampé sur chaque tête de soudage
ou lance de chaue indique la capacité de débit d’acétylène
nominal en pieds cubes par heure (cfh) (1pi
3
= env. 28,316 l)
Par exemple, un calibre 55A nécessite environ 55 cfh
d’acétylène aux pressions de fonctionnement données.
Cependant, pour les lances de chauffe conçues pour
d’autres gaz de chauffe, le calibre indique l’équivalent
approximatif de la capacité de chaue en termes du débit
d’acétylène. Par exemple, remarquez que selon le tableau 3,
que le calibre 100A et 100FG orent en moyenne la même
sortie de chaue (147 000 BTU/h) mais que la tête de calibre
100FG nécessite en réalité environ 62 cfh de FG-2, 57 cfh de
propane ou 147 cfh de gaz naturel.
En ce qui concerne la consommation, les rapports oxygène/
gaz de chaue suivants sont normalement requis pour le
soudage et le chauage :
1,1 à 1,5 cfh oxygène/1,0 cfh acétylène
3,2 à 3,6 cfh oxygène/1,0 cfh acétylène FG-2
3,5 à 4,5 cfh oxygène/1,0 cfh propane
1,7 à 2,0 cfh oxygène/1,0 cfh gaz naturel
3. Veuillez maintenir une pression et un débit convenables
pour le fonctionnement adéquat de la tête de soudage ou
la lance de chaue. Si un nez est en « carence » en raison
d’un manque de débit de gaz de chaue, il peut surchauer
et produire un claquement ou un retour de amme.
Une bouteille d’acétylène ou de gaz de chaue liquide
(LFG) a une capacité limitée de débit vers le bec ; il est donc
très important de raccorder par collecteur 2 bouteilles ou
plus lorsque vous utilisez des têtes de plus gros calibre
pour assurer un débit adéquat de gaz vers le bec. Le taux
de prélèvement dépend du type de bouteille de gaz de
chaue, du contenu restant et de la température extérieure.
Les tableaux ci-après énumèrent les bouteilles les plus
utilisées recommandées pour le raccord par collecteur lors
de l’utilisation de têtes de plus gros calibre. Si vous utilisez
d’autres types de bouteilles ou de gaz, informez-vous
auprès de votre distributeur de gaz pour plus de détails
sur les taux de débit.
4. Les tableaux indiquent une valeur moyenne basée sur des
conditions typiques. Le type et la qualité de l’acier, l’état de
la surface, la pureté de l’oxygène etc. auront toujours un
eet sur les résultats.
SECTION 3 EXPLOITATION
Calibre Débit Nombre min. de bouteille*
de tête cfh bout. WK (300 cf) bout. WLT (390 cf)
55 55 2 1
70 70 2 2
100 100 3 2
150 150 4 3
200 200 5 4
250 250 6 5
300 300 7 6
* Basé sur un débit horaire max. – ne devrait pas excéder 1/7 de la capacité de la bouteille à 21 °C (70 ° F) –
Exemple : 1/7 (300 de bout. WK) = 43 cfh max.
FG-2 (bout. 47,17 kg (104 lb) Propane (bout. 45,36 kg (100 lb)
Calibre Flux en № min. Flux en № min.
de tête cfh de bout.* cfh de bout.**
70 43 1 40 1
100 62 1 58 1
150 93 1 86 2
200 124 2 116 2
300 186 2 174 3
500 310 3 290 5
*Basé sur un débit continu max. de 110 cfh pour une bouteille de 47,173 kg (104 lb), 1/2 pleine @ 21 °C (70 ° F).
**Basé sur un débit continu max. de 65 cfh pour une bouteille de 45.359 kg (100 lb), 1/2 pleine @ 21 °C (70 °F).
Le taux de débit augmente avec la force du vent et une utilisation intermittente ; il diminue à basse température.

12
Tableau 2 - W-300 et W-400 – Têtes de soudage à l’acétylène (amme unique)
Le calibre indique le débit approx. d’acétylène en p3/h (cfh) à pression normale d’utilisation.
Voir les notes d’exploitation importantes à la page 4.
Tableau 3 - W-300 et W-400 – Lances de chaue multiamme
Assemblage de Pression, Chaleur Pièces de rechange Accessoire Calibre
tête complet en psig moyenne (voir g. 2) alésoir de
Gaz № de sortie Mélangeur Extension nettoyage
Calibre № de pièce Oxy. oxygéné ammes en BTU/h Bec de gorge Mélangeur de bec du bec
Pour utilisation oxy-acétylène
55A 998089 7-9 7-9 7 81,000 998070 21K77 639965 19X42 (12") 59
70A 998090 7-9 7-9 7 102,000 998071 21K78 639966 19X42 (12") 56
100A 998091 10-12 10-12 8 147,000 998072 639993 639992 19X43 (15") 55
150A 998092 12-14 12-14 12 221,000 998073 639994 639992 19X44 (18") 55
Pour util. gaz de chaue oxygénés - FG-2, propane, gaz naturel , etc.
70FG 998093 16-20 7-10 7 104,000 998078 21K78 639966 19X42 (12") 54
100FG 998278 35-39 7-10 8 147,000 998079 998035 998034 19X43 (15") 48
150FG 998276 30-35 7-10 12 220,000 998036 639994 639992 19X44 (18") 48
Voir les notes d’exploitation importantes à la page 4.
Tableau 4 - W300 et W-400 – Lances de chaue multiamme de type bouton de rose (Rosebud)
Assemblage de Pression, Chaleur Pièces de rechange (voir g. 2) Accessoire Calibre
tête complet en psig moyenne alésoir de
Gaz № de sortie Assemb. Mélangeur Écrou Disp. Extension de bec nettoyage
Calibre № de pièce Oxy. nat. ammes en BTU/h bec Tige de gorge Mélangeur de racc. de reten. Longueur n/p du bec
Pour util. oxy-acétylène
15 O-A 998773 5-8 5-8 6 22,000 998795 998791 639693 639436 998580 13K02 — — 70
30 O-A 998774 5-8 5-8 6 44,000 998796 998791 639694 639437 998580 13K02 — — 62
30 O-A-JR 0558006160 5-8 5-8 6 44,000 ---------- ---------- 639694 639437 998580 13K02 — — 62
55 O-A 998775 7-9 7-9 9 81,000 998797 998792 21K77 639965 998580 13K02 12 po 19X42 61
70 O-A 998776 7-9 7-9 9 103,000 998798 998792 21K78 639966 998580 13K02 12 po 19X42 57
100 O-A 998777 13-16 8-10 13 147,000 998799 998793 639993 639992 639995 639709 15 po 19X43 57
200 O-A 998778 19-22 11-14 16 294,000 998800 998794 998779 998780 639995 639970 18 po 998790
54
Pour util. gaz de chaue oxygénés - FG-2, propane, gaz naturel , etc.
70 O-FG 999225 13-24 6-13 8 104,000 999224 998792 21K78 639966 998580 13K02 12 po 19X42 49
100 O-FG 999228 18-31 8-15 8 148,000 999227 998793 998035 998034 639995 639970 15 po 19X43 49
200 O-FG 999231 38-60 9-17 24 297,000 999230 998794 998045 22K39 639995 639970 18 po 998790
52
Voir les remarques d’exploitation importantes à la page 4.
Nécessite le manchon d’extension n/p 998838.
SECTION 3 EXPLOITATION
Assemblage de tête Pièces de rechange
complet Pression psig (voir g. 2) Accessoire Bec Calibre
Épaisseur d’alésoir
d’acier Gorge Extension de
Calibre № de pièce en po. Oxy. Acét. Bec mélangeur Mélangeur de bec nettoyage
1A 639438 à 32 ga. 639682 — 639885 — 78
2A 639439 32 - 25 ga. 639683 — 639885 — 72
4A 639440 25 ga. - 1/32 5-8 5-8 639684 — 639886 — 64
6A 639441 1/32 - 1/16 639685 — 639887 — 62
9A 639442 1/16 - 1/8 639686 17513 19484 — 55
12A 17268 1/8 - 3/16 17266 17513 17514 — 54
15A 639443 3/16 - 1/4 639687 639693 639436 — 53
30A 17263 1/4 - 3/8 17261 17262 639437 — 45
55A 998085 3/8 - 5/8 7-9 7-9 998060 21K77 639965 19X42(12") 33
70A 998086 5/8 - 1 998061 21K78 639966 19X42(12") 30
100A 998087 plus de 1 998062 639993 639992 19X43(15") 25

13
Buse Épaisseur Pression en psig Consommation en pi
3
/h Calibre d’alésoir
de l’acier de nettoyage
Calibre № de pièce en po. Oxygène Acétylène Oxygène Acétylène Préchauage Coupage
1/8" 638869 1/8 30-40 5 31-34 8-9 73 76
1/4" 16K08 1/4 25-30 5 42-45 8-10 73 68
1/2" 16K09 1/2 30-40 5 70-75 10-12 73 60
1-1/2" 16K10 3/4 25-30 5 95-100 12-14 69 52
1 35-40 6 120-125 14-16
1-1/2 50-55 7 165-170 16-18
4" 16K11 2 40-45 5 195-200 18-20 68 50
3 45-60 6 230-235 20-22
4 50-55 6 315-320 23-25
6" 16K12 6 60-70 8 460-470 30-32 64 43
10" 16K13 8 80-90 10 605-615 36-38 60 35
Tableau 5 – Série 4202 – Buse de coupage à l’acétylène (CW-300)
Tableau 6 – Série 4217 – Buses de coupage au gaz de chaue deux pièces
REMARQUE : NE PAS utiliser avec l’acétylène
Buse Manchon Épaisseur Pression en psig Consommation en pi
3
/h Calibre
Calibre (nterne) (externe) d’acier, Gaz de chaue Gaz de chaue
d’alésoir de
Buse n/p n/p en po Oxygène FG-2 Propane Gaz nat. Oxygène FG-2 Propane Gaz nat.
nettoyage•
1/4" 19485 19518 1/4" 30 4 6 7 70 8 12 30 68
1/2" 19486 19518 1/2" 35 4 7 8 120 9 14 32 60
1" 19487 19518 1" 40 4 8 9 180 10 15 35 53
2" 19488 19518 2" 45 5 9 10 250 11 16 40 50
4" 19489 19519 4" 40 4 8 10 370 12 18 45 43
Buse Épaisseur Pression en psig Consommation en pi
3
/h Calibre d’alésoir de nettoyage
d’acier
Calibre № de pièce en po mm Oxygène Acétylène Oxygène Acétylène Préchauage Coupage
Série 1564 (faible consommation d’acétylène)
1/8" 639182 1/8 3 15-20 78
1/4" 639263 1/4 6 35-40 69
1/2" 639264 1/2 13 55-65 5-9 73 65
3/4" 639265 3/4 19 42 5-8 60-70 61
1" 639266 1 25 85-905 54
2" 639267 2 50 155-165 8-12 70 51
3" 639268 3 75 215-230 10-15 69 47
4" 639269 4 100 340-360 15-20 65 40
6" 998742 6 150 35-45 8-10 395-460 20-25 57 39
8 200 55-65 545-625 30-35
Série 1502 (préchauage moyen)
1/4" 08Z67 1/4 6 25-30 5-8 35-45 6-8 69 68
1/2" 15Z17 1/2 13 35-40 65-75 8-10 66 60
1-1/2" 15Z18 3/4 19 35-40 120-135 14-16
1 25 40-45 5-8 130-140 14-16 65 53
2 50 30-35 185-210 16-20
4" 15Z19 3 75 40-45 6-9 205-255 16-20 61 46
4 100 45-50 235-285 19-22
8" 15Z20 6 150 35-45 395-460 20-25
8 200 55-65 8-10 545-625 30-35 57 39
Tableau 7 – Série 1565 et 1502 – Buses de coupage à l’acétylène (CW-400)
• Utilisez une brosse à soies souples (750F99) pour nettoyer les fentes de préchauage de la buse interne.
SECTION 3 EXPLOITATION

14
Calibre Buse
Manchon (externe)
Épaisseur Pression en psig Consommation en pi
3
/h Calibre de
de (Interne) Gaz nat. FG-2 FG-2 d’acier l’alésoir de
Buse № de pièce propane MAPP MAPP en po mm Oxygène Gaz de chaue Oxygène FG-2 Gaz nat. nettoyage
Série 1567 (préchauage élevé)
1/8 639614 1/8 3 3-4 20-40 5-10 20-25 79
1/4 639615 1/4 6 3-4 45-65 5-10 20-25 69
1/2 639616 1/2 13 3-4 65-85 5-10 20-25 65
3/4 639617 639322 998277 998557 3/4 19 40 3-4 70-90 5-10 20-25 61
1 639618 1 25 4-5 95-115 5-10 25-30 54
2 639619 2 50 4-5 175-200 8-15 30-35 51
3 639620 3 75 6-7 235-260 8-15 35-40 47
4 998734 14Z39 114Z08 998561 4 100 40 4-5 285-305 8-15 35-40 46
Série 1534 (préchauage moyen)
2 14Z66 1/8 3 25 25-45 76
3 14Z50 14Z38 114Z07 998560 1/4 6 30 3-4 45-65 5-10 15-20 68
4 14Z51 1/2 13 30 70-90 60
6 14Z52 14Z39 114Z08 998561 3/4 19 30 3-4 125-145 5-10 15-20 53
1 25 35 140-160
2 50 25 150-170
8 14Z53 14Z39 114Z08 998561 3 75 40 4-5 280-300 8-15 30-40 46
4 100 40 285-305
Tableau 8 – Série 1567 et 1534 – Buses de coupage au gaz de chaue deux pièces (CW-400) Remarque : NE PAS utiliser avec l’acétylène
À utiliser lorsque vous souhaitez une intensité de préchauage élevée.
La consommation de MAPP ou de propane est environ la même que pour le FG-2.
Utilisez une brosse à soies souples (750F99) pour nettoyer les fentes de préchauage de la buse interne.
SECTION 3 EXPLOITATION

15
NOTICES D’ENTRETIEN
Pour toute réparation autre que celles décrites ci-après, expédiez
votre dispositif chez votre distributeur d’appareils de soudage
ou au centre de remise à neuf ESAB Remanufacturing Center,
411 S. Ebenezer Road, Florence, SC 29501 U.S.A. Un appareil
mal réparé est dangereux.
Poignée du chalumeau et robinet de débit de l’accessoire
coupeur — Il est habituellement possible de colmater une
fuite du robinet de la poignée de chalumeau et de l’accessoire
coupeur en serrant légèrement le presse garniture. Remplacez
l’assemblage du robinet au complet si nécessaire tel qu’indiqué
plus bas. Si un robinet ne se ferme pas complètement, desserrez
le presse garniture et dévissez complètement l’assemblage du
robinet. Essuyez le grain de rotule en acier inoxydable sur la
tige du robinet et la surface de portée du corps avec un linge
propre. Réinstallez ensuite le robinet, resserrez le presse garniture
et ouvrez/fermez le robinet plusieurs fois en le refermant avec
une force maximale. Si cela ne colmate pas la fuite, installez un
assemblage de robinet neuf. Serrez bien le presse garniture
lorsque vous le faites.
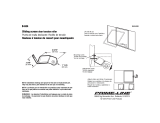
Robinet de coupage — si la fuite est décelée autour du robinet
de coupage, ou si le robinet ne se referme pas complètement
lorsque vous relâchez le levier de la soupape d’oxygène de
coupage, dévissez la vis de blocage (voir l’illustration à la page
8) à l’aide d’une tricoise. Lorsque les lets sont complètement
désengagés, soulevez l’assemblage du robinet. Penchez ensuite
l’accessoire pour laisser tomber le ressort du robinet dans
votre main.
Retirez maintenant la vis de blocage de la tige du robinet et
retirez le support et le dispositif de retenue de la tige. Examinez
soigneusement la tige. Examinez soigneusement la tige. Si la
surface de portée ou la partie cylindrique qui pénètre dans la vis
du robinet est déparée, remplacez la tige. Remplacez toujours le
support avec une pièce neuve. Réinstallez le petit joint torique
ou remplacez-le s’il n’est pas en bon état. Placez un support
neuf sur la tige, glissez le manchon sur le dispositif de retenue
et insérez la tige dans la vis de blocage (assurez-vous les deux
joints toriques sont en bonne position sur la vis de blocage).
Finalement, glissez le ressort du robinet dans le corps, insérez
l’assemblage du robinet et serrez la vis de blocage.
Mélangeur de l’accessoire coupeur — pour retirer le mélangeur
pour le nettoyage ou le remplacement, desserrez le contre-
écrou (56K07) jusqu’au bout du lage de d’adaptateur (19K07).
Continuez de le tourner avec une clé pour dévisser l’adaptateur
du corps de l’accessoire. Retirez ensuite le mélangeur en le
prenant délicatement par le bout avec des pinces. Nettoyez
l’orice central du mélangeur avec un alésoir de calibre 55 et
les perçages latéraux avec un alésoir de calibre 66, ou laissez
tremper le mélangeur pendant toute la nuit dans une solution
de composition à nettoyer OXWELD (N/P 761F00), rincez et
séchez à l’air pur.
Inspectez tous les joints toriques et remplacez-les s’ils sont
en mauvais état. Réassemblez en ordre inverse et serrez
adéquatement le contre-écrou sur le corps.
Têtes de soudage et buses de coupage — les orices des têtes
de soudage et des buses de coupage doivent être nettoyés à la
main avec un cure-bec OXWELD dès que vous remarquez une
déformation de la amme. Nous vous recommandons fortement
de garder les orices propres pour réduire la fréquence des
rentrées de amme. Si vous ne possédez pas de cure bec, un
alésoir de bon calibre fera l’aaire (voir les tableaux). Insérez
délicatement l’alésoir et maniez-le dans un mouvement de va-
et-vient. ÉVITEZ DE TORTILLER L’ALÉSOIR.
Si un bec nécessite un remplacement, serrez le devant de la gorge
du mélangeur dans un étau et dévissez le. Avant d’installer un
bec neuf, assurez-vous qu’il correspond bien à la taille de la gorge
du mélangeur (le calibre des deux pièces est marqué). Serrez
toujours le bec neuf à fond, en évitant de le tordre.
Pour nettoyer le mélangeur de la tête de soudage, dévissez-le
de la gorge du mélangeur, laissez-le tremper pendant toute
une nuit dans une solution de composition à nettoyer les buses
OXWELD, rincez à l’eau claire et séchez au jet d’air.
Vériez périodiquement l’état des joints toriques des têtes de
soudage. S’ils vous semblent être en mauvais état ou tellement
usés que la tête peut être insérée dans la poignée sans aucune
résistance, remplacez-les.
SECTION 4 ENTRETIEN
La page est en cours de chargement...

17
SECTION 5 PIÈCES DE RECHANGE
GÉNÉRAL
Les pièces de rechange se retrouvent sur les illustrations qui suivent. Commandez les pièces de rechange en utilisant
le numéro de pièce et le nom de pièce indiqué sur l’illustration.
COMMANDE
Nous vous recommandons d’utiliser uniquement les pièces de rechange ESAB authentiques pour garantir leur bon
fonctionnement avec cet appareillage. L’utilisation de pièces de rechange autres que les pièces ESAB pourrait annuler
votre garantie.
Vous pouvez commander les pièces de rechange chez votre distributeur ESAB ou de :
ESAB Welding & Cutting Products
Attn : Customer Service Dept.
P.O. Box 100545, 411 S. Ebenezer Road
Florence, SC 29501-0545 U.S.A.
Assurez-vous de bien indiquer toute consigne d’expédition lorsque vous commandez des pièces de rechange.
Pour commander des pièces par téléphone, contactez ESAB au 1-843-664-5540. Vous pouvez aussi commander par
télécopieur au 1-800-634-7548. Assurez-vous de bien spécier toutes vos consignes d’expédition particulières lorsque
vous passez votre commande.
Reportez-vous au Guide de communication à la dernière page de ce manuel pour la liste téléphonique du service
à la clientèle.

18
RENSEIGNEMENTS SUR LES PIÈCES
Toutes les pièces pouvant être remplacées sans avoir à briser un joint soudé ou brasé sont illustrées ci-après. Lorsque vous commandez des
pièces, veuillez indiquer le numéro de pièce et sa description (incluant la taille si approprié). Vous pouvez commander des pièces chez votre
distributeur d’appareils de soudage ou d’ESAB Welding & Cutting Products, Customer Service Department, Florence, SC 29501-0545 U.S.A.
Fig. 2 Pièces de rechange – Assemblages de têtes de soudage et de chauage
PUROX
®
et OXWELD
®
sont des marques déposées d’ESAB Welding & Cutting Products
TIGE (voir le tableau 4)
LANCE DE CHAUFFE
MULTI-FLAMMES
Voir la
remarque
ASSEMB.
DU BEC
(voir le tableau 4)
Non compris avec les assemb. de tête de soudage de calibre 1 à 70.
Les têtes de soudage et de chauage de calibre 100 et plus sont pourvues d'un
écrou 63995 et d'un anneau 639970.
REMARQUE : Appliquez le composé X-Pando (73585950)
sur les lets de la tige avant l'assemblage.
TÊTE DE
SOUDAGE
BEC
(voir le tableau 3)
BEC
(voir le tableau 2)
JOINT
TORIQUE -
14K06
ANNEAU - 13K02
GORGE DU MÉLANGEUR
(voir tes tableaux 2, 3 ou 4)
MÉLANGEUR (voir les tableaux 2, 3 ou 4)
JOINT TORIQUE - 14K05
ÉCROU - 998580
LANCE DE CHAUFFE
« TÊTE DE ROSE »
REMARQUE : La tige du robinet N/P 18255 avec tige letée de 7,937 mm – 32 (5/16 po. -32) a remplacé le N/P 999019, qui possédait une tige letée
7,937 mm – 24 (5/16 po. - 24) durant le dernier trimestre de 1987 pour améliorer le contrôle du débit. Elles ne sont pas interchangeables.
Le N/P 18255 est identié par le numéro « 32 » estampée sur le volant
Fig. 1 Pièces de rechange – Assemblages du chalumeau de soudage et de l’accessoire coupeur
GOUPILLE CYLINDRIQUE -
3/16-in x 3/4-in
LEVIER – 25Z57
ÉCROU – 802 (CW-300)
33A56 (CW-400)
ASSEMB. ROBINET DE DÉBIT – 18225
(voir REMARQUE)
(2) ASSEMB. ROBINET DE DÉBIT – 18255
(Voir REMARQUE)
W-300 Chalumeau – 999339
W-400 Chalumeau – 999045
ÉCROU – 998580
RESSORT – 23K08
TIGE - 18559
SUPPORT – 32Z01
DISP. DE RETENUE – 57K03
JOINT TORIQUE - 14K07
JOINT TORIQUE - 85211
VIS DE BLOCAGE - 57K02
ASSEMB.
SOUPAPE
- 08M06
JOINT TORIQUE – 14K12
JOINT TORIQUE – 14K10
JOINT TORIQUE – 85W50
JOINT TORIQUE – 14K05
JOINT TORIQUE – 14K06
ADAPTATEUR – 19K07
MÉLANGEUR – 22K41
CONTRE-ÉCROU – 56K07
ÉCROU – 998582
Accessoire coupeur CW-300 tête 90º - 999340
Accessoire coupeur CW-300 tête 75º - 999341
Accessoire coupeur CW-300 tête 180º - 18544
Accessoire coupeur CW-400 tête 90º - 999046
Accessoire coupeur CW-400 tête 75º - 999622
SECTION 5 PIÈCES DE RECHANGE
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































ESAB W-300 and W-400 Welding Torch Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
Documents connexes
-
ESAB WH-4200 Welding Torch Manuel utilisateur
-
-
-
-
-
-
-
-
-
Autres documents
-
Campbell Hausfeld WT5000 Manuel utilisateur
-
 Prime-Line B 634 Mode d'emploi
Prime-Line B 634 Mode d'emploi
-
Power Fist 0140084 Le manuel du propriétaire
-
Miller BDH Le manuel du propriétaire
-
Harris 4403249 Mode d'emploi
-
Lincoln Electric 1800710 Mode d'emploi
-
GCE GCEproFIT® SLM Mode d'emploi
-
Precision Medical PM5300 series Manuel utilisateur
