ESAB Miggytrac 3000 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur

FR
Valid for serial no. 06450449 453 101 FR 2008--03--20
Miggytrac 3000
Manuel d’instructions

-- 2 --
CERTIFICAT DE CONFORMITÉ
ESAB AB, Welding Equipment, SE--695 81 Laxå, Suède, certifie que la appareil de soudage automa-
tique Miggytrac 3000 à partir du numéro de série 0341 (2003 semaine 41) est conforme à la norme
EN 12100--2 et EN 60204--1 selon les conditions de la directive (98/37/CEE) et à la norme
EN 61000--6--2 et EN 61000--6--3 selon les conditions de la directive (2004/108/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
Equipment and Automation
L
axå 2007--05--23

-- 3 --
TOCf
Sous réserve de modifications sans avis préalable.
1 SÉCURITÉ 4.........................................................
2 INTRODUCTION 6...................................................
2.1 Généralités 6...............................................................
2.2 Caractéristiques techniques 7.................................................
3 INSTALLATION 8....................................................
3.1 Généralités 8...............................................................
3.2 Connexion - Chariot de soudage 8.............................................
4 MISE EN MARCHE 9.................................................
4.1 Généralités 9...............................................................
4.2 Panneau avant -- Chariot 10...................................................
4.3 Panneau avant - Dévidoir 11...................................................
5 MAINTENANCE 12....................................................
5.1 Généralités 12...............................................................
5.2 Quotidiennement 12..........................................................
5.3 Au besoin 12................................................................
6 ACCESSOIRES 12....................................................
7 COMMANDE DE PIÈCES DÉTACHÉES 12...............................
COTES D’ENCOMBREMENT 13.........................................
SCHÉMA 14.............................................................
LISTE DES COMPOSANTS 15...........................................
LISTE DE PIÈCES DÉTACHÉES 17........................................

-- 4 --
SafF
1 SÉCURITÉ
Il incombe à l’utilisateur d’un équipement de soudage ESAB de prendre toutes les mesures
nécessaires pour garantir la sécurité du personnel utilisant le système de soudage ou se trou-
vant à proximité. Les mesures de sécurité doivent répondre aux normes correspondant à ce
type d’appareil. Le contenu de ces recommandations peut être considéré comme un complé-
ment à la réglementation ordinaire relative à la sécurité sur le lieu de travail.
L’utilisation de l’appareil doit être conforme au mode d’emploi et exclusivement réservée à des
opérateurs habilités. Toute utilisation incorrecte risque de créer une situation anormale pou-
vant soit blesser l’opérateur, soit endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
S le processus de soudage
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’équipement au moment de sa mise en
service.
S que personne n’est sans lorsque l’arc est amorcé.
3. Le poste de travail doit être:
S conforme au type de travail
S non soumis à des courants d’air.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes protec-
trices, vêtements ignifuges, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet,
etc. pouvant s’accrocher en cours d’opération ou occasionner des brûlures.
5. Divers
S S’assurer que les câbles sont bien raccordés.
S Seul du personnel spécialement qualifié est habilité à intervenir sur le système
électrique.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et clairement signalé.
S Ne pas effectuer de graissage ou d’entretien en cours de marche.
FR

-- 5 --
SafF
AVERTISSEMENT
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OB-
SERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Danger de mort
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S S’isoler du sol et de la pièce à souder
S S’assurer que la position de travail adoptée est sûre.
FUMÉES ET GAZ -- Peuvent nuire à la santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux e t brûler la peau
S Se protéger les yeux et la peau. Utiliser un écran soudeur et porter des gants et des vêtements
de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteurs.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut réduire les facultés auditives
S Se protéger. Utiliser des protecteurs d’oreilles ou toute autre protection auditive.
S Avertir des risques encourus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
PROTÉGEZ--VOUS ET PROTÉGEZ LES AUTRES!
FR

-- 6 --
fhb8d1fa
2 INTRODUCTION
2.1 Généralités
Miggytrac 3000 est un chariot de soudage qui intègre un dévidoir et une torche, et
qui est conçu pour le soudage MIG/MAG horizontal de tôles et de poutres.
Tous les raccordements (électricité, gaz et eau) sont placés de manière à pouvoir
utiliser le câblage standard ESAB.
Le chariot est pourvu d’un potentiomètre pour la télécommande de la tension de
soudage. Toutes les communications électriques avec le chariot (tension de
fonctionnement 42 V, signaux de marche et d’arrêt vers la source de courant et la
connexion au potentiomètre) sont groupées dans un connecteur à 23 broches
Burndy.
Miggytrac 3000 est entraîné par quatre roues motrices. Deux roues de guidage
(une à chaque bout du chariot) permettent le suivi du joint. Ces roues sont réglées
de manière à ce que le chariot se déplace en travers vers la tôle ou le renforcement
à souder.
Miggytrac 3000 est fourni avec deux unités électroniques de commande différentes,
une pour le déplacement du chariot de soudage et l’autre pour le dévidoir. Le
réglage des paramètres s’effectue à l’aide des boutons plus et moins situés sur la
face avant. La valeur réglée est affichée. Le chariot est également pourvu d’une
fonction pour la soudure discontinue. La longueur des cordons et l’espacement entre
ces cordons sont programmables en cm (1--99 cm). Pour une efficacité optimale, le
déplacement entre les cordons s’effectue à la vitesse de transfert (250 cm/min).
Dans le cas de l’utilisation d’une source de courant sans fonction de remplissage de
cratère, il est possible de programmer une fonction de remplissage en arrière, qui
consiste à déplacer le chariot vers l’arrière sur une distance programmée en mm,
puis de procéder au remplissage du cratère qui se forme au bout du cordon. Le
chariot peut être programmé afin d’obtenir un temps d’attente pour le remplissage de
cratère en fin de soudage. (S’applique aux sources de courant intégrant une fonction
de remplissage de cratère avant le déplacement rapide.) Cette programmation
s’applique également pour le temps de pause/refroidissement avant l’exécution d’un
remplissage en arrière.
Grâce à des circuits électroniques séparés, les paramètres de dévidage suivants
peuvent être programmés: vitesse de dévidage (courant), temps de prédébit /
postdébit de gaz (pre / post flow) et remontée de l’arc (burnback). Tous les réglages
s’effectuent sur la face avant. La torche peut également être fournie avec une douille
de protection gaz refroidie par eau. Le chariot est dimensionné pour porter un
dévidoir de 20 kg au maximum.
FR

-- 7 --
fhb8d1fa
2.2 Caractéristiques techniques
Miggytrac 3000
Diamètre de fil
Acier non--allié
Acier inoxydable
Fil fourré
1,0--1,4
1,0--1,4
1,0--1,4
Tension alimentée 36 -- 46 VAC
Puissance 80 W ( max )
Vitesse de soudage 15 -- 150 cm/min
Déplacement rapide 250 cm/min
Longueur des cordons de soudure discontinue 1--99cm
Temps de remplissage d’un cratère 0--9,9s
Remplissage en arrière (Backfill) 0--9,9cm
Vitesse de dévidage 2--25m/min
Prédébit de gaz / Postdébit de gaz 0--9,9s
Remontée de l’arc (Burnback) 0--9,9s
Tambour de fil 12”
Dimensions (lxlxh) 370 x 400--530 x 520 mm
Poids, sans fil 17 kg
Réglage de la glissière +/-- 17 mm
Connecteur de télécommande Volt
Valeurs maxi, télécommande 2,5 k
Courant maxi à travers le relais de démarrage 5A
Type de connexion Burndy, 23 broches
Classe de protection IP23
Classe de protection
Le code IP indique la classe de protection, c’est--à--dire le degré d’étanchéité à l’eau et aux
particules solides. Les machines marquées IP 23 sont utilisables à l’intérieur et à l’extérieur.
FR

-- 8 --
fhb8i1fa
3 INSTALLATION
3.1 Généralités
L’installation d o it être assurée par un technicien q ualifié.
3.2 Connexion - Chariot de soudage
Burndy, 12 broches
Courant de soudage (1) :
Le raccordement pour le courant de soudage en entrée s’effectue au connecteur
OKC.
Le raccordement pour la tension 42 V, les fonctions de marche et d’arrêt et la
régulation à distance de la tension de soudage s’effectuent au connecteur 23 pôles
Burndy.
Eau (2) :
Les tuyaux sont pourvus de raccords rapides.
Gaz (3) :
Le raccordement des raccords rapides s’effectue sur le bord arrière de la tour.
FR

-- 9 --
fhb8o1fa
4 MISE EN MARCHE
4.1 Généralités
Prudence:
Avez--vous lu et compris toute l’information relative à la sécurité ?
Sinon, vous ne devez pas utiliser l’équipement !
Les prescriptions générales de sécurité pour l’utilisation d e l’équipement figu-
rent en page 4. En prendre connaissance avant d’utiliser l’équipement.
FR

-- 1 0 --
fhb8o1fa
4.2 Panneau avant -- Chariot
StartStop
1 Vitesse de sou-
dage
Programmation de la vitesse de soudage. L’affichage indique cm/minute.
Lorsque la vitesse est supérieure à 100 cm/min, une virgule s’allume après
le dernier chiffre.
2 Sélecteur de
menu
Balayage des menus pour la programmation de la soudure discontinue, de
la pause pour le remplissage de cratère et du remplissage en arrière.
3 Longueur de cor-
don
Programmation de la longueur des cordons en cm en soudure discontinue.
4 Distance entre
les cordons
Programmation de la distance entre les cordons en cm en soudure discon-
tinue.
5 Tempsderemp-
lissage d’un cra-
tère
Programmation du temps d’immobilité du chariot lors du remplissage d’un
cratère. Cette programmation s’applique également pour le temps de pau-
se/refroidissement avant l’exécution d’un remplissage en arrière.
6 Remplissage de
cratère (Backfill)
Programmation de la longueur de déplacement en arrière du chariot afin
de procéder au remplissage du cratère formé à la fin du cordon.
Programmation en mm.
7 Soudure discon-
tinue
Interrupteur pour la sélection de la soudure discontinue. La diode verte
s’allume pour indiquer la soudure en continue.
8 Sens du déplace-
ment
Sélecteur du sens de déplacement du chariot. La sélection doit être faite
avant le démarrage.
9 Soudage Sélecteur pour la mise en circuit/hors circuit de la source de courant rac-
cordée.
10 Pot. Télécommande de la tension de soudage (Volt).
FR

-- 1 1 --
fhb8o1fa
4.3 Panneau avant - Dévidoir
1 Vitesse de dévidage Indique la vitesse du fil en m/min.
2 Afficheur Présente les valeurs programmées. La fenêtre supérieure affiche en
continu la vitesse du fil en cm/min, alors que la fenêtre inférieure affiche
la valeur par pas de 0,1 m/min.
3 Temps +/– Pour la programmation de la fonction de menu sélectionnée. La pro-
grammation n’est possible que lorsqu’aucune soudure n’est en marche.
4 Voyants Indique la fonction sélectionnée à l’aide du sélecteur de menu.
5 Sélecteur de menu Sélection de trois fonctions possibles. Programmation de prédébit de
gaz, postdébit de gaz (Pre Flow et Post Flow) et remontée de l’arc
(Burnback). En fonction que lorsqu’aucune soudure n’est en marche.
6 Inversion Dévidage en sens inverse.
7 Dévidage manuel Dévidage sans mise en marche de la source de courant.
FR

-- 1 2 --
fhb8m1fa
5 MAINTENANCE
5.1 Généralités
NOTA.
Toutes les conditions de garantie du fournisseur de la machine cessent de
s’appliquer dans le cas où le propr iétaire ou l’utilisateur de l’équipement entreprend
une quelconque intervention de dépannage de la machine en dehors du contrat de
maintenance.
5.2 Quotidiennement
S Contrôler que les câbles et les fiches sont intacs.
S Nettoyez les roues directrices.
S Contrôler / nettoyer les galets d’alimentation.
5.3 Au besoin
S Remplacez les joints toriques des roues d’entraînement.
S Lubrifiez les moyeux des roues de guidage avec de l’huile fluide.
6 ACCESSOIRES
Reportez--vous à la brochure séparée.
7 COMMANDEDEPIÈCESDÉTACHÉES
La commande des pièces de rechange s’effectue auprès d u représentant ESAB le
plus proche, se reporter à la dernière page du manuel. Dans toute commande, priè-
re d’indiquer le type et le numéro de série de machine ainsi que les désignations et
les numéros de pièces conformément à la liste des pièces de rechange donnée à la
page 17. Cela facilite l’expédition et assur e une livr a ison cor recte.
FR

Cotes d’encombrement
-- 1 3 --
fhb8dim

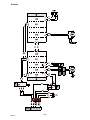
Schéma
-- 1 4 --
fhb8diag

Liste des composants
-- 1 5 --
fhb8comp
No. Description
A Filter, voltage supply
D Control unit, welding carriage
E Control unit, wire feeder
D1 Protection diode
D2 Protection diode
F Relay
G Gas Valve
M1 DC--Motor, welding carriage
M2 DC--Motor, wire feeder
R1 Potentiometer 2.5k
SW1 Switch -- “Start/stop”
XP01 Connector 23--pin male
XP02 Connector wire feeder

-- 1 6 --
sida

Liste de pièces détachées
-- 1 7 --
Miggytrac 3000
Edition 2007--03--07

-- 1 8 --
fhb8Chassi
Item
no.
Qty Ordering no. Denomination Notes
1 0457357080 Drive wheel
2 0457357090 O--ring
3 0449 901005 Chain protection
4 0449901002 Chain
5 Chain tightener
6 0449901018 Side cover
7 0449901016 Cyl. nut
8 0449901001 Axes with sprocket
9 Counterweight
10 0417855009 Lever
11 0449901012 Arm
12 0449901013 Guide wheel
13 Chassis (empty)
14 0449901015 Motor with gear
15 0449901014 Spatter protection
16 0449902016 Stearing (4 pcs.)
17 0417855001 Slide wheel
18 0449901006 Slide screw , cpl.
19 0449901007 Front tower support
20 0449901008 Horizontal slide nut
21 0449901009 Guides (2 pcs.)
22 0449901011 Rear tower support

-- 1 9 --
fhb8Chassi

-- 2 0 --
fhb8torn
Item
no.
Qty Ordering no. Denomination Notes
1 0398145912 Top cover switch, double
2 0449901036 Top cover
3 0398145913 Switch, double
4 0449902431 Remote control knob
5 0449902432 Label, potentiometer
6 0449902430 Spring--loaded potentiometer 2.5k
7a 0449902401 Carriage electronics
7b 0449902421 Front label, carriage
8 0449902108 Front frame
9a 0449902411 Electronic wire feed unit
9b 0449902422 Front label, wire feed unit
10 0398146905 Power filter
11 0449902441 Start relay
12 0449902303 Solenoid valve
13 0449902113 Hub
14 Tower (empty)
15 Bracket, hub
16 0398145603 Relief bushing
17 0449902301 Gas connection, male
18 0449902302 Gas connection, female
19 0449902019 Hose support
20 0449902020 Chain
21 0449902451 Cable complete 42 V, 23--pin Burndy
22 0449902453 Chassis plug, male 23--pin
23 Chassis plug with cable 2--pin
24 0417855009 Locking lever
25 0449902125 Handle
26 Slide base, vertical
27 Pole, hose package
28 0449902208 Slide support, vertical
29 0449902209 Vertical slide
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























ESAB Miggytrac 3000 Manuel utilisateur
- Catégorie
- Système de soudage
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB Miggytrac 2000 Manuel utilisateur
-
-
-
-
ESAB ESABFeed 48-4 M14 Manuel utilisateur
-
-
ESAB Feed 30-4 M13, Feed 48-4 M13 Manuel utilisateur
-
-
ESAB Miggytrac™ B501, Miggytrac™ B5001 Manuel utilisateur
-