ESAB A2 Welding heads Manuel utilisateur
- Taper
- Manuel utilisateur

Valid for serial no. 940-xxx-xxxx
A2 Welding heads
A2SF J1 / A2SF J1 Twin
A2SG J1 / A2SG J1 4WD
Manuel d'instructions
0449 175 260 2013-06-17

Sous réserve de modifications sans avis préalable.
FRANÇAIS 4.
. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .


FRANÇAIS
1 SECURITE 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 INTRODUCTION 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Généralités 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Méthode de soudage 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Définitions 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Caractéristiques techniques 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Composants principaux A2SF J1 (SAW) 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.6 Composants principaux A2SF J1 Twin (SAW) 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.7 Composants principaux A2SG J1 (MIG/MAG) 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.8 Composants principaux A2SG J1 4WD (MIG/MAG) 11. . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.9 Description of Composants principaux 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INSTALLATION 13. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Généralités 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Montage 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Régler le moyeu-frein 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Raccordements 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MISE EN MARCHE 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Généralités 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Mise en place du fil (A2SF J1/ A2SF J1 Twin, A2SG J1) 19. . . . . . . . . . . . . . . . . . . . . . . .
4.3 Mise en place du fil (A2SG J1 4WD) 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.4 Changement du galet d'alimentation
(A2SF J1/ A2SF J1 Twin, A2SG J1) 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.5 Changement du galet d'alimentation (A2SG J1 4WD) 21. . . . . . . . . . . . . . . . . . . . . . . . . . .
4.6 Équipement de contact pour le soudage à l'arc sous flux. 22. . . . . . . . . . . . . . . . . . . . . . .
4.7 Équipement de contact pour le soudage MIG/MAG. 23. . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.8 Remplissage de flux de soudage (soudage sous flux) 24. . . . . . . . . . . . . . . . . . . . . . . . . .
4.9 Adaptation de A2SF J1/ A2SF J1 Twin (soudage sous flux)
au soudage MIG/MAG 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.10 Adaptation de A2SF J1 (soudage sous flux) à Twinarc 24. . . . . . . . . . . . . . . . . . . . . . . . . .
5 ENTRETIEN 25. .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Généralités 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Quotidiennement 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Périodiquement 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 RECHERCHE DE PANNE 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Généralités 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Erreur possible 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 ACCESSOIRES 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 COMMANDE DE PIÈCES DÉTACHÉES 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
COTES D'ENCOMBREMENT 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
LISTE DE PIÈCES DÉTACHEES 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

- 5 -
SafeArcS FR
1 SECURITE
Il incombe à l'utilisateur d'un équipement de soudage ESAB de prendre toutes
les
mesures nécessaires pour garantir la sécurité du personnel utilisant le
système de soudage ou se trouvant à proximité. Les mesures de sécurité
doivent répondre aux normes correspondant à ce type d'appareil. Le contenu
de ces recommandations peut être considéré comme un complément à la
réglementation ordinaire relative à la sécurité sur le lieu de travail.
L'utilisation de l'appareil doit être conforme au mode d'emploi et
exclusivement réservée à des opérateurs habilités. Toute utilisation incorrecte
risque de créer une situation anormale pouvant soit blesser l'opérateur, soit
endommager le matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
sa mise en service
l'emplacement de l'arrêt d'urgence
son fonctionnement
les règles de sécurité en vigueur
le processus de soudage
2. L'opérateur doit s'assurer:
que personne ne se trouve dans la zone de travail de l'équipement au
moment de sa mise en service.
que personne n'est sans lorsque l'arc est amorcé.
3. Le poste de travail doit être:
conforme au type de travail
non soumis à des courants d'air.
4. Protection personnelle
Toujours utiliser l'équipement recommandé de protection personnelle,
tel que lunettes protectrices, vêtements ignifuges, gants protecteurs.
Remarque! Ne pas porter de gants de sécurité pour remplacer le fil
d'apport.
Eviter de porter des vêtements trop larges ou par exemple une
ceinture, un bracelet, etc. pouvant s'accrocher en cours d'opération
ou occasionner des brûlures.
5. Autres risques
Des poussières et particules de certaine dimension peuvent être
dangereuses. Assurer une ventilation et une extraction suffisantes
pour éliminer ce danger.
6. Divers
S'assurer que les câbles sont bien raccordés.
Seul du personnel spécialement qualifié est habilité à intervenir sur
le système électrique.
Un équipement de lutte contre l'incendie doit se trouver à proximité et
clairement signalé.
Ne pas effectuer de graissage ou d'entretien en cours de marche.
FR

- 6 -
SafeArcS FR
ATTENTION, RISQUE D'ÉCRASEMENT!
Ne pas porter de gants de sécurité pour remplacer le fil d'apport, les galets
d'alimentation et les bobines de fil.
FR

- 7 -
SafeArcS FR
FR
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT ÊTRE DANGEREUX POUR
VOUS COMME POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT
LA MACHINE À SOUDER. OBSERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE
EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES SUR LES TEXTES D'AVERTISSE-
MENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE - Peut être mortelle
Installer et mettre à la terre l'équipement de soudage en suivant les
normes en vigueur.
Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec
les mains nues ou des gants de protection humides.
Isolez-vous du sol et de la pièce à travailler.
Assurez-vous que votre position de travail est sûre.
FUMÉES ET GAZ - Peuvent être nuisibles à votre santé
Eloigner le visage des fumées de soudage.
Ventiler et aspirer les fumées de soudage pour assurer un environnement de
travail sain.
RADIATIONS LUMINEUSES DE L'ARC - Peuvent abîmer les yeux et causer des
brûlures à l'épiderme
Se protéger les yeux et l'épiderme. Utiliser un écran soudeur et porter des
gants et des vêtements de protection.
Protéger les personnes voisines des effets dangereux de l'arc par des rideaux
ou des écrans protecteurs.
RISQUES D'INCENDIE
Les étincelles (ou "puces" de soudage) peuvent causer un incendie. S'assurer
qu'aucun objet inflammable ne se trouve à proximité du lieu de soudage.
BRUIT - Un niveau élevé de bruit peut nuire à vos facultés auditives
Protégez-vous. Utilisez des protecteurs d'oreilles ou toute autre protection
auditive.
Avertissez des risques encourrus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT
Faire appel à un technicien qualifié.
PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES!
LIRE ATTENTIVEMENT LE MODE D'EMPLOI AVANT
D'INSTALLER LA MACHINE ET DE L'UTILISER.

- 8 -
hha2d1fa
2 INTRODUCTION
2.1 Généralités
Toutes les tête de soudage mentionnées dans ce manuel d'instructions sont
dest
inées au soudage à l'arc sous flux et au soudage MIG/MAG des joints en angle
et bout-à-bout.
La tête de soudage s'utilise avec le coffret de commande
PEK et les sources de courant ESAB LAF et TAF.
2.2 Méthode de soudage
2.2.1 Soudage à l'arc sous flux
La t
ête de soudage A2SF J1/ A2SF J1 Twin doit toujours être utilisée en soudage à
l'arc sous flux.
SAW Light duty
L'exécution SAW Light Duty avec connecteur de Ø 20 mm autorise un courant
maximal de 800 A (100%).
Cette exécution peut recevoir des galets d'alimentation pour le soudage utilisant des
fils jumelés ou un fil simple. Des galets d'alimentation striés pour fils tubulaires,
garantissant une alimentation en fil fiable sans déformation malgré la haute pression
d'alimentation, sont disponibles.
2.2.2 Soudage MIG/MAG
La tête de soudage A2SG J1 ou A2SG J1 4WD est utilisée en soudage MIG/MAG.
Le cordon de soudure est protégé par du gaz de protection en soudage MIG/MAG.
La tête de soudage est refroidie par eau. L'eau de refroidissement est raccordée à
l'aide de tuyaux branchés sur les raccords prévus à cet effet.
2.3 Définitions
Soudage à l'arc sous
flu
x
Dans cette méthode, le cordon de soudure est protégé
par une couche de flux.
SAW Light duty Dans cette exécution, la charge de courant est plus fai-
ble et il est possible d'utiliser un fil de plus petit diamètre.
Soudage MIG/MAG Dans cette méthode, le cordon de soudure est protégé
par du gaz de protection.
Soudage twinarc Soudage utilisant une tête de soudage et deux fils
jumelés (ou fil double).
FR

- 9 -
hha2d1fa
2.4 Caractéristiques techniques
A2SF J1/
A2SF J1 Twin (SAW)
A2SG J1
(MIG/MAG)
Charge autorisée 100 % 800 A 600 A
Diamètres du fil:
fil simple massif
fil tubulaire
fil double massif
1,6-4,0 mm
1,6-4,0 mm
2x1,2-2,0 mm
0.8-2,5 mm
1,2-3,2 mm
-
Vitesse de dévidage 0,2-9,0 m/min 0,2-16 m/min
Couple de freinage du moyeu-frein 1,5 Nm 1,5 Nm
Poids maxi du fil 2x30 kg 2x30 kg
Réservoir de flux (Ne doit pas être rempli de flux
préchauffé)
Volume:
Température maxi. réservoir de flux plastique:
6 l
80 C
-
-
Poids (sans fil et flux)
avec des glissières linéaires manuelles
avec glissières linéaires motorisées
23 kg
45 kg
23 kg
44 kg
Inclinaison latérale, max. 25 25
Longueur de réglage de la glissière*
manuelle
motorisée
90 mm
180 mm
90 mm
180 mm
Classe de protection IP10 IP10
*) NOTA. Autres longueurs sur demande.
A2SG J1 4WD (MIG/MAG)
Type de gaz: Mélange/Ar CO
2
Charge permise à 100 % facteur de marche: 600 A 650 A
Diamètres du fil :
Acier non-allié ou faiblement allié
Acier inoxydable
Fil fourré
Aluminium
1.0-1.6 mm
1.0-1.6 mm
1.0-2.4 mm
1.0 - 2.0 mm
1.0-1.6 mm
1.0-2.4 mm
Vitesse d'alimentation en fil 2,0-25 m/min 2,0-25 m/min
Plage de réglage du dispositif de contact 45 45
Couple de freinage du moyeu-frein 1,5 Nm 1,5 Nm
Poids du fil, maximum 30 kg 30 kg
Poids, sans fil:
avec des glissières linéaires manuelles
avec glissières linéaires motorisées
23 kg
45 kg
23 kg
45 kg
Inclinaison latérale, max (unité complète) 25 25
Longueur de réglage de la glissière*
manuelle
motorisée
90 mm
180 mm
90 mm
180 mm
Classe de protection IP10 IP10
*) NOTA. Autres longueurs sur demande.
FR

- 10 -
hha2d1fa
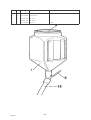
2.5 Composants principaux A2SF J1 (SAW)
1. Dévidoir
2. Ensemble de glissière
manuelle
3. Ensemble de glissière
motorisée
4. Tube contact
5. Moteur de dévidage
6. Doigt de guidage
7. Réservoir de flux
8. Tube d'amenée de flux
9. Porteur pour tambour de fil
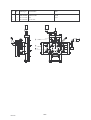
2.6 Composants principaux A2SF J1 Twin (SAW)
1. Dévidoir
2. Ensemble de glissière
manuelle
3. Ensemble de glissière
motorisée
4. Dispositif de contact (Twin)
5. Moteur de dévidage
6. Dévidoir pour fil fin
7. Réservoir de flux
8. Tube d'amenée de flux
9. Porteur pour tambour de fil
Pour la description des composants principaux, voir page 12.
FR

- 11 -
hha2d1fa
2.7 Composants principaux A2SG J1 (MIG/MAG)
1. Dévidoir
2. Ensemble de glissière manuelle
3. Ensemble de glissière motorisée
4. Dispositif de contact (MIG/MAG)
5. Moteur de dévidage
6. Porteur pour tambour de fil
2.8 Composants principaux A2SG J1 4WD (MIG/MAG)
1. Dévidoir à quatre roues directrices
2. Ensemble de glissière manuelle
3. Ensemble de glissière motorisée
4. Dispositif de contact (MIG/MAG)
5. Moteur de dévidage
6. Porteur pour tambour de fil
Pour la description des composants principaux, voir page 12.
FR

- 12 -
hha2d1fa
2.9 Description of Composants principaux
2.9.1 Dévidoir/ Dévidoir à quatre roues directrices
L'u
nité est utilisée pour guider et alimenter le fil jusqu'au tube contact/connecteur.
2.9.2 Glissières manuelles et motorisées
La position de la tête de soudage est réglable horizontalement et verticalement à
l'aide de glissières linéaires. Le déplacement angulaire est réglable librement à l'aide
d'une glissière rotative.
Pour la glissière motorisée A6, voir le manuel d'instructions 0443 394 xxx.
2.9.3 Tube contact/ Dispositif de contact
Alimente le fil en courant au cours du soudage.
2.9.4 Moteur de dévidage
Le moteur de dévidage est utilisé pour alimenter le fil.
2.9.5 Doigt de guidage
Le doigt de guidage facilite le positionnement de la tête de soudage sur le joint.
2.9.6 Dévidoir pour fil fin
L'unité est utilisée pour le raidissement d'un fil fin.
2.9.7 Réservoir de flux/ Tube d'amenée de flux
Le flux est versé dans la trémie puis amené jusqu'à la pièce à souder à travers le
tube de flux.
La quantité de flux versée est contrôlée par une soupape montée sur la trémie.
Voir Remplissage de flux à la page 24.
2.9.8 Porteur pour tambour de fil
Le porteur est pourvu d'un moyeu-frein sur lequel l'un des tambours de fil doit être
monté.
FR

- 13 -
hha2i1fa
3 INSTALLATION
3.1 Généralités
L'installation doit être assurée par un technicien qualifié.
ATTENTION!
Faire très attention au risque de se pincer dans les pièces
rotatives.
3.2 Montage
3.2.1 La tête de soudage
La tête de soudage peut être installée sur un chariot roulant sur poutre ou sur une
potence de soudage à l'aide de 4 vis (M12).
NOTE :
Ne pas la visser à fond dans l'isolateur, dont le filetage a 14 mm de profondeur.
3.2.2 A6 glissières
Pour le montage/démontage des A6 glissières, voir le manuel
d'instructions 443 394 xxx.
FR

- 14 -
hha2i1fa
3.2.3 Tambour de fil (Option).
Mon
ter le tambour de fil (1) sur le moyeu-frein (2).
Vérifier que le porteur (3) est orienté vers le haut.
REMARQUE! Inclinaison maximale de la bobine
de fil: 25
Une inclinaison trop prononcée provoque l'usure
du mécanisme de verrouillage du moyeu frein et
la bobine se détache du moyeu-frein.
AVERTISSEMENT
Pour éviter que la bobine ne glisse du moyeu-frein;
Verrouiller le moyeu-frein à l'aide de la poignée rouge,
conformément aux instructions placées auprès du moyeu-frein.
3.3 Régler le moyeu-frein
Le moyeu-frein est fourni réglé. Si un ajustage
s'avè
re nécessaire, suivre les instructions ci-
dessous.Régler le moyeu-frein de manière à ce que
le fil ne soit pas tendu lorsque le dévidage est
interrompu.
Réglage du couple de freinage :
Tourner la poignée rouge dans la position verrouillée.
Introduiser un tournevis dans les ressorts du moyeu-frein.
Pour réduire le couple de freinage, tourner dans le sens des aiguilles d'une
montre.
Pour augmenter le couple de freinage, tourner dans le sens inverse des aiguilles
d'une montre.
NOTE : Les deux ressorts doivent être réglés de manière identique.
FR

- 15 -
hha2i1fa
3.4 Raccordements
3.4.1 Généralités
Le r
accordement du coffret de commande PEK doit être effectué par un
technicien autorisé.
Voir le manuel d'instructions 0460 948 xxx, 0460 949 xxx, 0459 839 036.
Pour le raccordement de la tête de soudage A6 GMH, voir le manuel
d'instructions 0460 671 xxx.
Pour le raccordement de la tête de soudage A6 PAV, voir le manuel
d'instructions 0460 670 xxx.
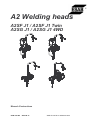
3.4.2 Tête de soudage A2SF J1/ A2SF J1 Twin (Soudage à l'arc sous flux)
1. Raccorder le câble de commande (7) entre la source de courant (8) et le coffret
de commande PEK (2).
2. Raccorder le câble de pièce (11) entre la source de courant (8) et la pièce à
souder (9).
3. Raccorder le câble de soudage (10) entre la source de courant (8) et la tête de
soudage (1).
4. Raccorder le câble de mesure (12) entre la source de courant (8) et la pièce à
souder (9).
FR

- 16 -
hha2i1fa
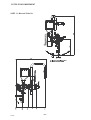
3.4.3 Tête de soudage A2SG J1 (Soudage à l'arc sous protection gazeuse,
MIG
/MAG)
1. Raccorder le câble de commande (7) entre la source de courant (8) et le coffret
de commande PEK (2).
2. Raccorder le câble de pièce (11) entre la source de courant (8) et la pièce à
souder (9).
3. Raccorder les tuyaux d'eau de refroidissement (3) entre le groupe de
refroidissement (4) et la tête de soudage (1).
4. Raccorder le tuyau de gaz (5) entre la soupape de réduction (6) et la soupape à
gaz de la tête de soudage (13).
5. Raccorder les tuyaux pour l'eau de refroidissement (3) entre le groupe de
refroidissement (4) et la tête de soudage (1).
6. Raccorder le câble de mesure (12) entre la source de courant (8) et la pièce à
souder (9).
FR

- 17 -
hha2i1fa
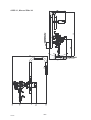
3.4.4 Tête de soudage A2SG J1 4WD (Soudage à l'arc sous protection
gaze
use, MIG/MAG)
1. Raccorder le câble de commande (7) entre la source de courant (8) et le coffret
de commande PEK (2).
2. Raccorder le câble de pièce (11) entre la source de courant (8) et la pièce à
souder (9).
3. Raccorder le câble de soudage (10) entre la source de courant (8) et la tête de
soudage (1).
4. Raccorder le tuyau de gaz (5) entre la soupape de réduction (6) et la soupape à
gaz de la tête de soudage (13).
5. Raccorder les tuyaux d'eau de refroidissement (3) entre le groupe de
refroidissement (4) et la tête de soudage (1).
6. Raccorder le câble de mesure (12) entre la source de courant (8) et la pièce à
souder (9).
FR

- 18 -
hha2o1fa
4 MISE EN MARCHE
4.1 Généralités
ATT
ENTION:
Avez-vous lu et compris toute l'information
relative à la sécurité ?
Sinon, vous ne devez pas utiliser l'équipement !
Les prescriptions générales de sécurité pour l'utilisation de l'équipement figu-
rent en page 5. En prendre connaissance avant d'utiliser l'équipement.
Câble de pièce
Avant de commences à souder, vérifier que le câble de pièce est connecté.
Reportez-vous à la page 15- 17.
FR

- 19 -
hha2o1fa
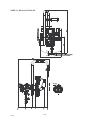
4.2 Mise en place du fil (A2SF J1/ A2SF J1 Twin, A2SG J1)
A2SF J1 (SAW) A2SF
J1 Twin(SAW) A2SG J1 (MIG/MAG)
1. Installer le tambour de fil conformément aux instructions à la page 14.
2. Vérifier que le galet d'alimentation (1), les mâchoires de contact et la buse de
contact (3) sont de dimensions appropriées pour le diamètre du fil choisi.
3. Pour A2SF J1 Twin et A2 SG J1:
Alimenter le fil à travers le guide-fil (8).
4. Lors de l'utilisation d'un fil fin :
Alimenter le fil à travers le dévidoir pour fil fin (6).
Vérifier que le fil est correctement tendu, c'est-à-dire qu'il doit ressortir tout
droit des mâchoires de contact ou de l'emout contact (3).
5. Tirer l'extrémité du fil à travers le dévidoir (2).
Si le diamètre du fil est supérieur à 2 mm : tirer 0,5 m de fil et l'introduire
manuellement à travers le Dévidoir .
6. Placer l'extrémité du fil dans la gorge du galet d'alimentation (1).
7. Régler la pression du fil à l'aide du bouton (4).
Réglage de la pression d'alimentation de câble:
Commencer par contrôler que le fil passe facilement à travers le guide-fil. Régler
ensuite la pression des galets de pression du mécanisme d'alimentation. Il est
important que la pression ne soit pas trop importante.
Pour contrôler que le réglage de la pression d'alimentation est correct, le fil doit
être alimenté vers un objet isolé, par exemple un morceau de bois.
Lorsque vous tenez la pointe de contact à environ 20 mm de la pièce en bois,
les galets d'alimentation devrait glisser.
Ne tendez jamais les galets d'alimentation plus que nécessaire pour obtenir
une alimentation régulière. Une surtension réduit la longévité de l'équipement.
N'utilisez jamais d'outil pour tendre les galets d'alimentation.
FR

- 20 -
hha2o1fa
8. Faire avancer le fil de 30 mm sous l'extrémité du contact en appuyant sur
sur le coffret de commande PEK.
9. Diriger le fil à l'aide du bouton (5)
Utiliser toujours un tube de guidage (7) pour l'alimentation d'un fil fin
(1,6 - 2,5 mm).
Lors du soudage MIG/MAG avec des dimensions de fils < 1,6 mm, on utilise une
spirale de guidage placée dans le tube de guidage (7).
4.3 Mise en place du fil (A2SG J1 4WD)
1. Vérifier que les dimensions des galets d'alimentation (1, 4) et de l'embout
contact (7) correspondent au diamètre du fil choisi.
ATTENTION :
Les diamètres (D) des gorges des galets d'alimentation sont repérés sur le côté
opposé du roulement.
2. Desserrer le capteur de pression (10) et relever les bras de pression (11).
3. Faire passer l'extrémité du fil à travers l'embout du guide-fil (12).
4. Placer l'extrémité du fil dans la gorge du galet d'alimentation (1) puis le faire
passer à travers la buse intermédiaire (3).
5. Placer le fil dans la deuxième gorge du galet d'alimentation (4) puis le faire
passer à travers la buse de sortie (9).
6. Rabattre les bras de pression (11) et régler la pression du fil du côté des galets
d'alimentation (1, 4) en vissant le capteur de pression (10).
ATTENTION : Il est important que le fil ne soit pas trop tendu.
7. Faire avancer le fil de 30 mm sous de l'embout contact en appuyant sur
sur le coffret de commande PEK.
FR
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98


































































































ESAB A2 Welding heads Manuel utilisateur
- Taper
- Manuel utilisateur
Documents connexes
-
ESAB A2 SAW → MIG/MAG Manuel utilisateur
-
-
-
-
-
ESAB A2 Automatic welding machines Manuel utilisateur
-
ESAB A6 - Control unit Manuel utilisateur
-
ESAB A6 DK Automatic welding machine Manuel utilisateur
-
-
ESAB A2 Tripletrac Manuel utilisateur