La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

6
Features
Figure 1
Figure 2 – Dust Port Locations
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

Instructions d'utilisation et manuel des pièces
détachées
Ponceuse à double tambour
Modèle : DDS-225, DDS-237
(modèle DDS-225)
Powermatic
427 New Sanford Road
LaVergne, Tennessee 37086 Pièce N°. M-1791310
Tél. : 800-274-6848 Révision I 01/2014
www.powermatic.com Copyright © 2014 Powermatic

2
Garantie et entretien
JET, Wilton et Powermatic garantit tous les produits qu'ils vendent contre les défauts de fabrication. Si l’un de nos outils
nécessite un entretien ou des réparations, veuillez contactez le Service technique en appelant le 1-800-274-6846, 8AM à
5PM CST, du lundi au vendredi
Période de garantie
La garantie générale dépend de la durée indiquée dans les brochures incluse avec votre produit ou sur le JET officiel,
Wilton ou Powermatic marque sites web.
•
Les produits JET, Wilton et Powermatic ont une garantie limitée qui varie en fonction du produit. (Voir le tableau
ci-dessous.)
•
Accessoires comportent une garantie limitée d'un an à partir de la date de réception.
•
Les pièces d'usure sont définies comme des pièces ou des accessoires prévus pour devenir inutilisable dans un
délai raisonnable de l'utilisation durables et sont couverts par une garantie limitée de 90 jours contre les défauts
de fabrication.
Qui est ce qui est Couvert
Cette garantie ne couvre que le premier acheteur du produit de la date de livraison.
Qu’est ce qui est Couvert
Cette garantie couvre tous les défauts de fabrication ou les matériaux, sous réserve des limitations indiquées ci-dessous.
Cette garantie ne couvre pas les pannes causées directement ou indirectement par la mauvaise utilisation, la manipulation,
la négligence ou les accidents, la dégradation personnelle, la mauvaise réparation, les altérations ou le manque d’entretien.
Limites de garantie
Les produits servant à des fins commerciales, industrielles ou éducatives bénéficient plutôt d’un an de garantie. S'il vous
plaît contacter le service technique au 1-800-274-6846 pour de plus amples précisions.
Comment Obtenir un Support Technique
S'il vous plaît contacter le service technique en appelant 1-800-274-6846. S'il vous plaît noter que vous serez invité à
fournir la preuve de l'achat initial lors de l'appel. Si un produit nécessite une inspection plus poussée, le représentant de
service technique vous expliquera et vous aider à toute mesure supplémentaire nécessaire.
JET, Wilton et Powermatic ont
autorisé les centres de service répartis à travers les États-Unis. Pour obtenir le nom du centre d’entretien agréé de votre
région, appelez le 1-800-274-6846 ou utilisez le localisateur de centre de Service sur le site Web de JET, Wilton ou
Powermatic.
Plus d'informations
JET, Wilton et Powermatic sont constamment en ajoutant de nouveaux produits.Pour obtenir des informations complètes et
actuelles, contactez le fournisseur de votre localité, ou visitez le JET officiel, Wilton ou Powermatic marque sites web..
Réglementation en Vigueur
Cette garantie vous donne des droits légaux spécifiques, sous réserve de la législation applicable de l'État.
Limites de la Garantie
JET, WILTON ET POWERMATIC LIMITER TOUTES LES GARANTIES IMPLICITES À LA PÉRIODE DE LA GARANTIE
LIMITE DE CHAQUE PRODUIT. TOUTES GARANTIES TACITES OU CONCERNANT L'ADAPTATION À LA
COMMERCIALISATION OU L'UTILISATION À UN USAGE PARTICULIER SONT EXCLUES. CERTAINS ÉTATS NE
PERMETTENT PAS DE LIMITES SUR LA DURÉE DE LA GARANTIE IMPLICITE, LA LIMITATION CI-DESSUS
POURRAIT PAR CONSÉQUENT NE PAS VOUS CONCERNER.
JET, WILTON ET POWERMATIC N’EST EN AUCUN CAS RESPONSABLE DE LA MORT, DES BLESSURES
CORPORELLES OU DES DÉGÂTS MATÉRIELS MINEURS, CONTINGENTS, SPÉCIAUX, OU MAJEURS PROVOQUÉS
PAR L’UTILISATION DE NOS PRODUITS. CERTAINS ÉTATS N'AUTORISENT PAS DE LIMITATIONS AU SUJET DES
DOMMAGES CONSÉCUTIFS. PAR CONSÉQUENT, LES LIMITATIONS CI-DESSUS POURRAIENT NE PAS
S’APPLIQUER À VOUS.
JET, Wilton et Powermatic vend ses produits à travers les fournisseurs ne. Les spécifications mentionnées dans le JET,
Wilton, Powermatic documents imprimés et sur JET officielle, Wilton, sites Powermatic de marque sont donnés à titre
d'information générale et ne sont pas contraignantes. JET, Wilton et Powermatic se réservent le droit de destruction en tout
temps, sans avis préalable, des pièces, des installations et des équipements accessoires qu’ils jugeraient nécessaire pour
quelle que raison.
Les produits de marque JET
®
ne sont pas vendus au Canada par JPW Industries, Inc.
Liste des produits de la période de garantie
90 jours – Pièces; Les pièces d'usure; Outils pneumatiques légers
1 An – Motors; Accessoires de machines; Lourds des outils pneumatiques; outils devoir de pneumatiques
professionnels
2 An – L'équipement des métaux; Palans électriques, Accessoires de palan électriques
5 An – Machines à bois
à vie limitée– Produits de marque Wilton; JET pinces parallèles; palans manuels ;
Manuel d'accessoires de palan; Outils
d'atelier; Produits de l'entrepôt et dock; Outils à main
NOTE: JET, Wilton et Powermatic sont des divisions de JPW Industries, Inc.. Référence dans le présent document à JET,
Wilton et / ou Powermatic s'appliquent également aux JPW Industries, Inc., ou de ses ayants droit pour les marques JET,
Wilton et/ou Powermatic.

3
Table des matières
Garantie et entretien ................................................................................................................................ 2
Table des matières .................................................................................................................................. 3
Avertissements ........................................................................................................................................ 4
Caractérisques ........................................................................................................................................ 6
Spécifications .......................................................................................................................................... 7
Déballage ................................................................................................................................................ 8
Contenu à l'expédition .......................................................................................................................... 8
Assemblage ............................................................................................................................................ 9
Dispositif de roue manuelle .................................................................................................................. 9
Orifices de poussière ........................................................................................................................... 9
Accumulation de poussière .................................................................................................................. 9
Connexions électriques ........................................................................................................................... 9
Installation du papier abrasif .................................................................................................................. 10
Réglages ............................................................................................................................................... 11
Hauteur du tambour ........................................................................................................................... 11
Rouleaux de pression ........................................................................................................................ 12
Hauteur de la table ............................................................................................................................. 12
Parallélisme de la table ...................................................................................................................... 12
Jeu de filetage de la vis mère ............................................................................................................. 13
Courroie de convoyeur ....................................................................................................................... 14
Courroies de transmission .................................................................................................................. 14
Alignement de la poulie ...................................................................................................................... 15
Changement de courroies .................................................................................................................. 15
Maintenance .......................................................................................................................................... 16
Fonctionnements ................................................................................................................................... 16
Fonctionnement de base .................................................................................................................... 16
Angle d'alimentation du stock ............................................................................................................. 16
Ponçage à pièce multiple ................................................................................................................... 16
Ponçage d'extrémité........................................................................................................................... 17
Ponçage de billes imparfaites ............................................................................................................. 17
Cadres de face et portes de panneaux soulevées .............................................................................. 17
Inversion du sens du convoyeur ......................................................................................................... 17
Abrasifs ................................................................................................................................................. 17
Cadenas d’aiguillage ............................................................................................................................. 18
Liste de contrôle de maintenance .......................................................................................................... 19
Diagnostic des anomalies ...................................................................................................................... 19
Problèmes de fonctionnement ............................................................................................................ 19
Problèmes mécaniques et électriques ................................................................................................ 20
Pièces – ponceuse DDS-225 ................................................................................................................. 21
Dispositif du tambour - DDS-225 ........................................................................................................ 21
Dispositif du convoyeur - DDS-225 ..................................................................................................... 23
Dispositif du moteur et du coffret - DDS-225 ....................................................................................... 25
Dispositif de la boîte de vitesse – tambour DDS-225 .......................................................................... 28
Pièces – ponceuse DDS-237 ................................................................................................................. 30
Dispositif du tambour - DDS-237 ........................................................................................................ 30
Dispositif du convoyeur - DDS-237 ..................................................................................................... 32
Dispositif du moteur et du coffret - DDS-237 ....................................................................................... 34
Dispositif de la boîte de vitesse - DDS-237 ...................................................................................
...... 37
Accessoires en option ........................................................................................................................... 39
Bandes abrasives prêtes à couper ..................................................................................................... 39
Schéma de câblage ............................................................................................................................... 40

4
Avertissements
1. Lisez et comprenez entièrement le manuel du propriétaire avant toute tentative d'assemblage ou d'exploitation.
2. Lisez et comprenez les avertissements affichés sur la machine et figurant dans le manuel. Le non respect
des tous ces avertissements peur causer de sérieux dégâts.
3. Remplacez les étiquettes d’avertissements si elles deviennent floues ou s’arrachent.
4. Cette perceuse à tambour est conçue et réservée pour l’utilisation exclusive par un personnel formé et
expérimenté. Si vous ne maîtrisez pas bien la manipulation d’une perceuse à tambour, ne l’utilisez pas
avant d’avoir suivi une formation et obtenu une connaissance adéquates.
5. Comme c’est le cas de toutes les machines, l’utilisation de la perceuse à tambour expose à un certain
degré de risque. Utilisez l’engin avec le respect et les précautions exigées dans le cadre des règles de
sécurité. Lorsque les précautions sécuritaires sont ignorées ou ne sont considérées, cela peut provoquer
des blessures corporelles chez l’opérateur.
6. N’utilisez pas cette mortaiseuse à d’autres fins que celles indiquées. Dans le cas contraire, Powermatic
refuse toute garantie soit elle réelle ou tacite. En outre, le groupe décline sa responsabilité face à tout
dommage encouru du fait de la mauvaise utilisation.
7. METTEZ TOUJOURS DES VERRES OU UN MASQUE DE PROTECTION lors de l'utilisation de la
ponceuse à tambour. Les lunettes ordinaires ont certes des verres résistants, mais ne sont pas des
lunettes de protection.
8. PORTEZ DES VÊTEMENTS APPROPRIÉS. Avant d’utiliser cette ponceuse à tambour, enlever votre
cravate, vos bagues, montres et autres bijoux et retroussez vos manches au-dessus du coude. Enlevez les
habits amples et enroulez les longs cheveux. Des chaussures à semelle antidérapante ou un sol aux
bandes antipatinages sont recommandés. Ne mettez pas des gangs.
9. Mettez des protège-oreilles (bouchon et manchon) lors des opérations prolongées.
10. La poussière provenant du ponçage mécanique, du sciage, de l’aiguisement, du perçage et d'autres
travaux de construction contient des substances chimiques pouvant causer des cancers, des anomalies
congénitales ou d’autres troubles de reproduction. Quelques unes de ces substances :
• Le plomb provenant des peintures à base de plomb.
• Le silice cristalline provenant des briques, du ciment et autres produits de maçonnerie.
• L’arsenic et le chrome provenant du bois de sciage.
Vos risques d’exposition varient en fonction de la fréquence d’exécution de ce type de travail. Afin de
réduire votre exposition à ces substances, travaillez dans un endroit bien aéré et faite-le avec des
équipements de sécurité prescrits, à l’instar des masques contre la poussière ou des protecteurs faciaux
conçus exclusivement pour le filtrage des particules microbiennes.
11. Ne manipulez pas cette machine lorsque vous êtes fatigué ou sous l’effet des drogues, de l‘alcool ou d’un
médicament.
12. Rassurez-vous que la machine est correctement implantée au sol.
13. Effectuez tous les réglages ou la maintenance pendant que la machine est débranchée à l'exception du
contrôle de la vitesse d'alimentation. Une machine en cours de réparation doit porter une ÉTIQUETTE
ROUGE pour montrer qu’elle ne doit pas être utilisée jusqu’à la fin des travaux de maintenance.
14. Avant la mise en marche de la machine, DÉPLACEZ TOUS LES ÉQUIPEMENTS EXTRA TELS QUE LES
CLÉS, TOURNE-À-GAUCHE, fragments et les torchons de nettoyage loin de la machine.
15. METTEZ LES ÉTRIERS DE PROTECTION EN PLACE à tout moment au cours du fonctionnement de la
machine. Si vous les enlevez pour des raisons d’entretien, remettez-les immédiatement avec beaucoup de
précaution.
16. CONTRÔLEZ LES PIÈCES ENDOMMAGÉES. Avant de continuer à utiliser la machine, un étrier ou toute
autre pièce endommagés doivent faire l’objet d’un examen minutieux afin de savoir s’ils pourront
effectivement fonctionner et assumer la fonction qui leur est assignée. Vérifiez l’alignement et la fixation
des pièces amovibles, leur cassure, leur montage ainsi que toute autre condition susceptible d’entraver le
fonctionnement de la machine. Un étrier ou toute autre pièce endommagés doivent être soigneusement
réparés ou remplacés.
17. Cherchez un endroit spacieux et un éclairage anti-reflet et zénithal.

5
18. GARDEZ LES ALENTOURS DE LA MACHINE PROPRES et sans fragments de matériaux, de sciure et autres
fluides afin de réduire le risque de court-circuit ou de glissage. Assurez-vous qu’il n’y a pas de fragment, ni
corps étrangers ou d’outils sur la table du convoyeur avant de commencer les travaux de ponçage.
19. Laissez vos visiteurs loin du lieu du travail. ÉLOIGNEZ LES ENFANTS.
20. METTEZ VOTRE ATELIER À L’ABRIS DES ENFANTS en y installant des cadenas, des interrupteurs
généraux, ou en enlevant les clés de sûreté.
21. Accordez toute l’attention à votre travail. Le fait de regarder à côté, d’entreprendre une conversation
ou de se lancer dans un jeu hasardeux sont autant d’actes à même de causer de sérieux dégâts.
22. Gardez l’équilibre pour éviter de tomber ou de vous adosser contre la lame ou tout autre pièce amovible.
N’ALLEZ PAS AU BOUT DE VOTRE SOUFFLE et n’utilisez pas trop de force pour effectuer une
quelconque manipulation sur la machine.
23. UTILISEZ L’OUTIL CORRESPONDANT à la vitesse et au rythme d’alimentation. N’OBLIGEZ PAS UN
OUTIL ou une pièce à exercer une fonction autre que celle qui lui est assignée. L’outil qui convient fera
bien le travail et sans risque.
24. UTILISEZ DES ACCESSOIRES RECOMMANDÉS car l’utilisation des accessoires autres que ceux-ci peut
causer des dégâts.
25. GARDEZ LES OUTILS EN BON ÉTAT. Gardez les outils tranchants et propres pour un rendement sûr et
excellent. Des outils émoussés augmentent le niveau du bruit et peuvent provoquer des chocs et le
lustrage des surfaces. Vérifiez l’état et le réglage des outils avant d’effectuer des coupes.
26. Gardez les mains hors de la machine. Ne touchez jamais le bas des protections pour essayer de
supprimer un blocage d’alimentation de bille. N’enlevez pas les copeaux et la sciure avec les mains ;
utilisez une brosse. Ne placez pas vos mains sous la partie du panneau qui se trouve sur la table lors du
démarrage d’une coupe ; sinon, le rouleau de pression peut enclencher le panneau et l'obliger à
descendre et à heurter la table, provoquant ainsi un pincement.
27. N'essayez pas de poncer les panneaux ayant des nœuds desserrés, des clous ou des corps étrangers sur
sa surface. Évitez de poncer des billes tordues, déformées, inclinées ou "en vent" si une extrémité n'est
pas raccordée afin de le guider avant le ponçage.
28. Ne poncez pas des panneaux longs et larges sans support dans des lieux où le ressort ou le poids risque
de provoquer le changement de position des panneaux.
29. Si l’opérateur quitte la zone de la machine pour une raison quelconque, la ponceuse doit être débranchée
et doit être à l’arrêt total avant son départ. Par ailleurs, si l’opération est terminée, il doit nettoyer la
ponceuse et la zone de travail. Ne nettoyez JAMAIS la machine lorsqu’elle est sous tension et n'utilisez
jamais vos mains pour nettoyer la sciure et les débris ; utilisez une brosse.
30. DÉSACTIVEZ LA MACHINE AVANT LE NETTOYAGE. Servez-vous d’une brosse ou de l’air comprimé
pour enlever les copeaux ou les débris - ne le faites pas avec vos mains.
31. NE VOUS TENEZ PAS DEBOUT SUR LA MACHINE. D’importants dégâts peuvent être orchestrés si la
machine bascule.
32. NE LAISSEZ JAMAIS L'APPAREIL FONCTIONNER TOUT SEUL. Arrêtez la machine et ne la quittez pas
avant qu’elle se soit complètement éteinte.
33. Enlevez les outils non installés et les pièces inutiles de la zone de travail avant de démarrer la machine.
34. N'UTILISEZ PAS DANS UN ENVIRONNEMENT À RISQUE. N’utilisez pas les outils d’alimentation dans
des endroits humides ou ne les exposez pas à la pluie. Gardez la zone de travail parfaitement éclairée.
35. SENS D’ALIMENTATION. Alimentez le tambour uniquement dans le sens contraire de rotation du
tambour.
Familiarisez-vous avec les notices de sécurité suivantes utilisées dans ce manuel :
Ceci signifie que si les précautions ne sont pas prises, l'opération peut engendrer un
faible dégât et/ ou éventuellement endommager la machine.
Ceci signifie que si les précautions ne sont pas prises, l'opération peut
engendrer un sérieux dégât ou éventuellement provoquer un décès.

6
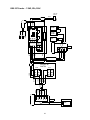
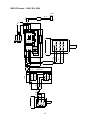
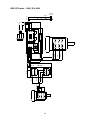
Caractérisques
Figure 1
Figure 2 – Port de poussière emplacements

7
Spécifications
N° du modèle ................................................... DDS-225 ...................... DDS-237....................... DDS-237
N° de la bille ......................................................1791290 ....................... 1791320........................1791321
Moteur principal ...................................... voir ci-dessous ............. voir ci-dessous.............. voir ci-dessous
Régime du moteur principal (TPM) ........................ 1,725 ............................ 1,725............................ 1,725
Commandes électriques ......................... voir ci-dessous ............. voir ci-dessous.............. voir ci-dessous
Moteur du convoyeur ............................... voir ci-dessous ............. voir ci-dessous.............. voir ci-dessous
Vitesse du convoyeur (SFPM) ............................. 8 et 12 .......................... 8 et 12.......................... 8 et 12
Diamètre du tambour de ponçage (po) .......................... 6 ................................... 6................................... 6
Longueur du tambour (po) .......................................... 25 ................................. 37................................. 37
Vitesse du tambour (TPM) ..................................... 1,700 ............................ 1,700............................ 1,700
Largeur maximale du panneau (po) ............................ 25 ................................. 37................................. 37
Épaisseur maximale du panneau (po) ..................... 5-1/4 ............................. 5-1/4............................. 5-1/4
Longueur minimale du panneau (po)............................. 9 ................................... 9................................... 9
Épaisseur minimale du panneau (po) ....................... 1/32 .............................. 1/32.............................. 1/32
Diamètre de l'orifice de poussière ................... deux @ 4” .................... deux @ 4”..................... deux @ 4”
Capacité requise de accumulation de poussière (CFM)1200 ........................ 1,200............................ 1,200
Poids à l’expédition (lbs) ........................................... 840 ............................ 1,142............................ 1,142
Poids net (lbs) .......................................................... 730 ............................... 962............................... 962
Dimensions totales (L x W x H) .................... 43 x 44 x 43 .................. 60 x 45 x 45.................. 60 x 45 x 45
Moteur principal
S/N 1791290 .......................................................................................... (TEFC) 5HP, 1Ph, 230 V, 60 Hz
S/N 1791320 ................................................................................ (TEFC) 7.5HP, 1Ph, 230 V, 60 Hz
S/N 1791321 .......................................... (TEFC) 10HP, 3Ph, 230/460V (pré connecté 230 V), 60 Hz
Moteur du convoyeur
S/N 1791290 ................................................................................ (TEFC) 1/4HP, 1Ph, 230 V, 60 Hz
S/N 1791320 ................................................................................ (TEFC) 1/4HP, 1Ph, 230 V, 60 Hz
S/N 1791321 ........................................ (TEFC) 1/4HP, 3Ph, 230/460 V (pré connecté 230 V), 60 Hz
Commandes électriques (tous les modèles) ........................ 230 V commutateur magnétique w/ d'inversion
Les spécifications mentionnées dans ce manuel servent d’informations générales et ne sauraient être
une interdiction.
Powermatic se réserve le droit d’apporter à tout moment et sans avis préalable, des
modifications aux pièces, installations et équipements accessoires jugées nécessaires pour une raison
quelconque.

8
Déballage
Ouvrez la caisse et vérifiez s'il y a des dégâts lors de
l’expédition. Signalez immédiatement tout dommage.
Lisez attentivement le manuel du propriétaire pour
avoir des informations sur les instructions de
montage, de maintenance et de sécurité.
Contenu à l'expédition
Remarque 1 : Certaines pièces sont contenues à
l'intérieur d'une boîte dans le coffret.
Remarque 2 : À leur sortie d'usine, les modèles de
ponceuse à tambour DDS-225 et DDS-237 sont
équipés du premier jeu de bandes abrasives et
d'un papier de verre de 80 grès sur le tambour
avant et de 100 grès sur le tambour arrière.
1 ponceuse à double tambour
1 roue manuelle
1 dispositif du manche
1 poste de la roue manuelle
2 orifices de poussière
2 clés à fourche (12-14 mm et 17-19 mm)
4 clés hexagonales (2, 3, 4, et 5 mm)
1 manuel
1 carte de garantie
Installation et montage
Outils nécessaires
1 fourche de levage ou palan dotée de brides
1 clé à fourche de 14 mm (fournie)
1 tournevis à pointe cruciforme
1 tournevis à tête plate
1 jeu de clés hexagonales (fourni)
La ponceuse doit être utilisée dans une zone bien
éclairée et sur un sol ferme et bien aéré. Laissez
assez d'espace autour de la machine pour le
chargement et le déchargement des billes et les
travaux de maintenance générale.
Ne soulevez pas le sander directement sous les
fûts ou les rouleaux, car cela peut endommager
les. Un chariot élévateur permet de déplacer la
machine comme suit (voir figures 3 à 5) :
1. Ouvrez le capot et retirez les quatre vis
maintenant la sander à la palette.
2. Éloigner le bloc de bois (A) à l'avant, ce qui la
machine abri de déplacement pendant le
transport.
3. L'inclinaison de la machine arrière juste assez
pour insérer le bloc de bois (A).
4. Insérez les fourches l'écart et dégagez avec
précaution la machine.
Figure 3
Figure 4
Figure 5

9
5. Positionner le sander dans son nouvel
emplacement et définissez-le doucement vers
le bas.
Les surfaces exposées tels que les arbres sur les
tambours et les rouleaux de pression reçoivent une
couche de protection depuis l'usine. Cette couche
doit être enlevée à l'aide d'un torchon, doux
humecté de pétrole lampant. N'utilisez pas
d'acétone, ni d'essence ou de laque fine pour ôter
cette couche. N'utilisez pas de solvants sur les
pièces plastiques et n'utilisez pas de protection
abrasive car elle risque d'égratigner les surfaces.
Assemblage
Dispositif de la roue manuelle
1. Faites glisser le poste vers le haut dans la
roue manuelle et immobilisez-le à l'aide des vis
de réglage comme illustré sur la Fig 6.
2. Utilisez un tournevis à tête plate pour visser le
boulon du manche le plus loin possible dans le
trou fileté de la roue manuelle et serrez l'écrou
hexagonal contre la roue manuelle (Fig 6)
Le manche doit pivoter librement après le
serrage de l'écrou hexagonal. Si le manche est
trop serré, desserrez l'écrou hexagonal, puis
ramenez légèrement le boulon et resserrez
l'écrou hexagonal.
3. Le dispositif de la roue manuelle utilisé pour le
levage et l'abaissement de la table du convoyeur
est conçu pour être monté et démonté
rapidement. posez le dispositif de la roue
manuelle dans le trou du capot (Fig. 7) et faites-
le pivoter jusqu'à ce qu'il adhère totalement aux
broches de la vis mère ci-dessous.
Remarque : La roue manuelle doit être retirée
avant l'ouverture du capot.
Orifices de poussière
Montez les deux orifices de poussières au sommet
du capot à l'aide de huit vis de 3/16 x 1/2 et de huit
rondelles plates (Fig. 7).
Accumulation de poussière
Il est vivement conseillé de connecter un système
approprié d'extraction de poussière aux deux
orifices de 4" en haut de la ponceuse. Assurez-
vous que la capacité de votre collecteur de
poussière est d'au moins 1200 CFM.
Connexions électriques
Les montages électriques
doivent être réalisés par un électricien qualifié
conformément à tous les codes y afférent. La
machine doit être correctement mise à la masse
pour éviter une décharge électrique et de
possibles blessures mortelles.
Figure 6
Figure 7

10
Le responsable de l’installation doit se conformer
aux régulations locales et aux exigences du code
électrique national ANSI/NFPA 70 relatives à
l’installation.
Cet outil doit être branché à un système de
câblage métallique mis en permanence à la terre
ou à un système ayant un conducteur de matériel
de mise à terre.
Assurez-vous que la tension de votre source
d’énergie correspond aux spécifications inscrites
sur la plaque du moteur de la machine.
Installation du papier abrasif
Débranchez la machine
de la source d’énergie.
La fixation appropriée des bandes abrasives aux
tambours est importante pour une performance
optimale de la ponceuse.
Voir les pages 38 pour une liste de bandes
abrasives disponibles ainsi que leur grès respectif
et quelques astuces sur le choix de la bande
appropriée pour une tâche particulière. Si vous
utilisez plusieurs grès de tailles différentes
simultanément, placez toujours le grès à plus gros
grains sur le tambour avant.
Fixez le papier abrasif de la manière suivante :
1. Ouvrez le capot en retirant la roue manuelle et
en tournant les deux manches de verrouillage
à l'avant dans le sens antihoraire.
2. Retirez la vis à chapeau à tête creuse et la
cale de verrouillage (Fig. 8) des deux
extrémités du tambour.
Remarque : Si la cale colle, utilisez un tournevis
à tête plate comme levier pour la libérer.
3. Coupez une longueur de la bande abrasive
prête à l'emploi (14'-9" pour le modèle DDS-
225, 21' 3" pour le DDS-237). cela suffira pour
couvrir un tambour.
Remarque : Le décroissement sur le reste du
rouleau peut être utilisé plus tard pour
l'extrémité de démarrage de la bande suivante.
4. Inscrivez une marque et coupez un
décroissement à l'extrémité droite de la bande
abrasive (Fig. 9). étant donné que l'extrémité
effilée doit occuper tout l'embrèvement à droite
du tambour, son extrémité doit être rognée par
l'arrière en laissant un bord d'environ ½ pouce,
comme illustré. à présent, rognez le côté gauche
du papier abrasif de la même manière (Fig. 10).
Remarque : Une autre méthode de taraudage
des extrémités des bandes abrasives consiste
à placer la bande de papier de verre au-
dessus de la nouvelle bande et à l'utiliser
comme un modèle.
5. Commencez à l'extrême droite du tambour et
glissez l'extrémité droite effilée du rouleau
abrasif dans l'embrèvement (Fig. 8). placez la
cale de verrouillage dans l'embrèvement et
serrez solidement à l'aide de la vis à chapeau
Figure 8
Figure 9
Figure 10
Figure 11

11
à tête creuse.
6. Commencez à envelopper la bande autour du
tambour, tout en la maintenant à mesure que
vous progressez. la coupe effilée de la bande
doit suivre l'extrémité droite du tambour.
continuez à envelopper la bande abrasive en
spirale dans le sens horaire en faisant pivoter
le tambour de votre main gauche et en guidant
la bande de votre main droite (Fig. 11). les
bobinages successifs de la bande doivent être
dans l'alignement des bobinages précédents
sans aucun débordement.
7. l'extrémité gauche du tambour contenant
l'embrèvement est une pièce indépendante
(Fig. 12) que vous pouvez faire pivoter sur le
tambour. cette agrafe contient un ressort tendu
permettant de soulever tout relâchement et de
maintenir la bande abrasive fermement au
tambour. faites pivoter cette agrafe vers
l'arrière et maintenez-la à cet endroit à l'aide
de votre pouce comme indiqué sur la Fig. 12.
8. Faites glisser l'extrémité gauche effilée de l;a
bande dans l'embrèvement comme indiqué sur
la Fig. 12, puis insérez la cale de verrouillage
et la vis à chapeau à tête creuse, en serrant la
vis jusqu'à ce que la cale de verrouillage soit
solidement installée.
9. Relâchez l'agrafe à ressort tendu. la bande
abrasive est maintenant prête à l'emploi.
10. Reprenez cette procédure pour l'autre tambour.
Réglages
Hauteur du tambour
Lorsque vous utilisez différents grès abrasifs sur
les tambours, la hauteur des tambours par rapport
à la pièce de travail doit varier. Pour y parvenir, la
tambour arrière (qui doit toujours avoir le grès le
plus fin) a été conçu pour un réglage facile.
1. Desserrez les leviers de verrouillage (Fig. 13)
des deux côtés de la machine en les faisant
pivoter en sens antihoraire.
2. Faites pivoter le bouton de réglage à la valeur
souhaitée, à l'aide de l'indicateur triangulaire
rouge au bas du cadran. une étiquette est
collée sous le levier de verrouillage affichant
les paramètres appropriés. elle est également
collée sur la Fig. 14.
3. Reprenez ce paramètre du cadran sur
l'extrémité opposée du tambour.
Remarque : Il est important que le paramètre
du cadran soit identique sur les deux
extrémités du tambour.
4. Serrez les leviers de verrouillage (Fig. 13) en
tournant dans le sens horaire avant d'utiliser la
ponceuse.
Figure 12
Figure 13
Figure 14

12
Remarque : Les leviers de verrouillage sont
des dispositifs à ressort – vous pouvez déplacer
le manche vers une position quelconque en
retirant le levier, en le faisant pivoter sur le
moyeu et le en relâchant par la suite.
Important : Après le changement des bandes
abrasives, vérifiez toujours et si nécessaire, réglez
à nouveau la hauteur du tambour arrière.
Rouleaux de pression
Les rouleaux de pression (Fig. 15) maintiennent la
tension sur l'outil de travail quand il passe sur la
machine. La tension du ressort des rouleaux de
pression a été réglée depuis l'usine. Si un panneau
ne parvient pas à passer sur la machine, ou si la
surface finie d'un panneau est inégale, la tension
du ressort des rouleaux de pression peut
nécessiter des réglages.
1. Desserrez l'écrou hexagonal (A, Fig. 15).
2. Placez une clé de 17 mm sur le plat de la vis de
réglage (B, Fig. 15) et abaissez la vis pour
augmenter la pression du rouleau sur la pièce de
travail ou soulevez la vis pour réduire la pression.
3. Resserrez l'écrou hexagonal (A, Fig. 15).
4. Répétez ce réglage à l'extrémité opposée du
rouleau pour le maintenir parallèle.
5. Reprenez cette procédure pour les deux
autres rouleaux de pression.
Ne serrez pas à l'excès la vis
de réglage car une pression excessive du
rouleau empêche la pièce de travail de passer
sur la machine et risque de provoquer l'arrêt de
la courroie du convoyeur.
Hauteur de la table
Faites pivoter la roue manuelle jusqu'à ce que la
jauge de profondeur (Fig. 16) affiche la profondeur
appropriée. Un tour de la roue manuelle déplace la
table d'environ 0,11”.
Une plaque de limite (Fig. 16) est montée à l'avant
de la ponceuse. Si la table est réglée trop haut, la
pièce de travail touche cette plaque et un
commutateur de fin de course arrête la table du
convoyeur. Dans ce cas, replacez la table et
redémarrez la machine.
Parallélisme de la table
La table du convoyeur est placée parallèlement
aux tambours depuis l'usine. Si jamais la table du
convoyeur doit être réglée pour la remettre en
parallèle avec les tambours, procédez la manière
suivante.
Figure 15
Figure 16
Figure 17

13
1. Déposez la plaque de couverture avant sous la
table afin d'exposer la chaîne. déposez
également la plaque de couverture arrière.
2. Desserrez la vis à chapeau à tête creuse sur le
tendeur de la chaîne (Fig. 17) et faites
coulisser ce dispositif vers l'avant pour
relâcher la chaîne.
3. Retirez la chaîne autour des quatre pignons.
4. Insérez un outil tel que la clé hexagonale ou le
tournevis dans le trou au-dessus de la vis
mère (Fig. 18) à l'angle le plus bas de la table.
5. Tournez la vis mère en sens horaire pour
soulever la table.
6. À la fin du réglage, installez la chaîne sur les
quatre pignons et sur le rouleau du tendeur de
chaîne. repoussez le dispositif du tendeur de
chaîne jusqu'à l'atteinte d'une tension
appropriée, puis serrez la vis à chapeau à tête
creuse sur le tendeur de chaîne.
7. Installez les plaques de couverture avant et
arrière.
Après cette procédure, les rouleaux de pression
doivent être vérifiés et réglés si nécessaire (voir
Rouleaux de pression en page 16).
Jeu du filetage de la vis mère
En vous reportant à la figure 19 – si le réglage de
la table devient difficile ou si un jeu excessif se
forme entre les vis mère et les douilles, le réglage
doit s'effectuer comme décrit ci-dessous.
Symptômes
Vous remarquez l'oscillation de la table
Vous éprouvez des difficultés à régler la
hauteur de la table
Mesure corrective
1. Déterminez le(s) angle(s) nécessitant des
réglages.
2. Utilisez une clé hexagonale de 1/8" pour
desserrer la vis de réglage (A, Fig. 19) entre
1/4 et 1/2 de tour.
Pour supprimer un jeu excessif
3. À l'aide d'une clé hexagonale de 1-1/8", serrez
légèrement la douille excentrique (B) en
tournant dans le sens horaire (de droite à
gauche).
Pour un jeu trop serré, compliquant le réglage de
la hauteur de la table.
4. À l'aide d'une clé hexagonale de 1-1/8", serrez
légèrement la douille excentrique (B) en
tournant dans le sens antihoraire (de gauche à
droite).
Figure 18
Figure 19

14
Après le réglage
5. Serrez la vis de réglage (A, Fig. 19).
Après le réglage du jeu de la vis mère, ^vous
devez revérifier le parallélisme de la table (section
précédente).
Courroie de convoyeur
La tension de la courroie du convoyeur et les
réglages de traçage peuvent s'avérer nécessaires
de temps à autre pendant les interruptions et les
opérations normales pour compenser l'étirement
de la courroie. Réglez la tension de la courroie du
convoyeur en tournant les boutons (Fig. 20) en
sens horaire pour augmenter la tension et en sens
antihoraire pour réduire la tension. La courroie doit
être assez bien tendue pour déplacer le matériel
sans glisser sur le rouleau d'entraînement.
Ne serrez pas à l'excès la
courroie du convoyeur. Une tension excessive
provoque l'étirement et l'usure prématurée de
la courroie.
Après la tension de la courroie, activez la machine
et faites fonctionner le convoyeur vers l'avant à un
paramètre de vitesse très rapide. Faites attention à
ce que la courroie du convoyeur ne se penche pas
d'un côté du convoyeur. Dans ce cas, réglez
comme suit :
1. Sur le côté du convoyeur vers lequel la
courroie s'incline, serrez le bouton d'un 1/4 de
tour (Fig. 20) pour placer la courroie dans le
sens contraire.
2. Sur le côté du convoyeur opposé à celui vers
lequel la courroie s'incline, desserrez le bouton.
3. Après le réglage de chaque boulon de
réception, laissez le temps à la courroie de
réagir aux réglages avant de continuer.
continuez à effectuer ce réglage jusqu'à ce
que la courroie du convoyeur suive
correctement le centre de la table. essayez
d'éviter des réglages excessifs.
Courroies de transmission
Vérifiez la tension des courroies de transmission
en pressant les courroies ensemble au milieu
(entre les poulies du moteur et du tambour comme
indiqué sur la Fig. 21) à une pression moyenne.
Elles sont correctement tendues lorsqu'il existe
une déflexion d'environ 1/4”.
Si le réglage est nécessaire, desserrez les écrous
hexagonaux (Fig. 22) et soulevez ou abaissez la
plaque du moteur comme requis. (Pour abaisser la
plaque du moteur et augmenter la tension par
exemple, desserrez les écrous du bas et serrez les
Figure 20
Figure 21
Figure 22

15
écrous du haut.) À la fin, serrez les écrous.
Lors du remplacement des courroies, faites-le
toujours par des jeux correspondants de taille
appropriée.
Alignement de la poulie
Les poulies du tambour et du moteur doivent être
alignées afin que les courroies soient droites. Pour
effectuer cette vérification :
Placez une règle plate graduée, tel qu'une règle
métallique, contre les côtés plats de la poulie du
moteur et celle du tambour (Fig. 23).
Si la règle plate graduée n'est pas alignée sur les
côtés plats des poulies, desserrez la vis de réglage
sur la poulie du moteur (Fig. 22).
Placez la poulie du moteur sur l'arbre jusqu'à ce
que la règle plate graduée s'aligne sur les deux
poulies.
Serrez les vis de réglage.
Figure 23
Changement de courroies
Les tambours sont lourds –
faites-vous aider par un assistant pour
changer les courroies.
Réglez le moteur pour permettre le relâchement
des courroies et retirez les deux courroies
autour de la poulie du moteur. Les courroies
doivent toujours être remplacées par un jeu
correspondant.
Déposez les quatre boulons maintenant le
tambour avant sur les côtés du coffret et
soulevez le tambour avant pour le faire sortir de
la machine.
Sur le tambour arrière, desserrez les deux
boulons sur le côté droit du tambour, mais ne les
retirez pas. Supprimez totalement les deux
boulons maintenant le côté gauche du tambour
au coffret et déplacez le tambour vers le côté
droit. L'extrémité gauche du tambour doit être
éloignée du coffret.
Déposez les vieilles courroies et placez les
nouvelles autour de la poulie du tambour.
Insérez à nouveau les deux boulons à
l'extrémité gauche du tambour et serrez
fermement.
Serrez à nouveau les deux boulons à droite du
tambour.
Vérifiez et réglez la tension des nouvelles
courroies avant leur fonctionnement.

16
Maintenance
Remarque : Voir également Liste de contrôle de
maintenance en page 19.
Pour de meilleurs résultats, effectuez les
procédures suivantes de façon régulière :
Graissez les quatre vis mère sur la table.
Lubrifiez les douilles à chaque extrémité des
rouleaux de pression. Utilisez un lubrifiant
de type sec pour cela, tel que le graphite ou
le silicone qui n'attire pas la poussière.
Gardez la chaîne sous la table propre et
huilée.
Sciure propre dans les bandes abrasives avec
une brosse douce ou le bâton de nettoyage.
Dépoussiérez les moteurs et les commutateurs.
Vérifiez les vis, écrous, etc. pour voir s'ils
sont bien serrés.
Vérifiez la tension et l'état des courroies,
revêtez-les de paraffine. (Ne mettez pas de
paraffine sur les courroies abrasives.)
Vérifiez le niveau de l'huile de la boîte de
vitesses en déposant le bouchon de l'huile au-
dessus et faites l'appoint si nécessaire.
Utilisez une huile de vitesse de bonne qualité.
Remarque : Si vous utilisez huile d'une
nouvelle source (c'est-à-dire de marque
différente), il est conseillé de vider et nettoyer
la boîte de vitesses avant de remplir afin
d'éviter d'éventuels problèmes
d'incompatibilité.
Après 2 500 heures, vidangez complètement
et remplissez la boîte de vitesses.
Fonctionnements
Fonctionnement de base
La procédure de fonctionnement de base du
Ponceuse à double tambour est la suivante :
1. Réglez la profondeur de coupe.
2. Démarrez les tambours.
3. Démarrez le convoyeur et sélectionnez la
vitesse d'alimentation.
4. Démarrez le système du collecteur de
poussière.
5. Alimentez l'unité en bille.
La définition de la profondeur de coupe est l'une
des procédures les plus importantes de la
ponceuse. Cela peut nécessiter une certaine
expérience, vu les variables tels que le grès
abrasif, le type de bois et la vitesse
d'alimentation. Pour de meilleurs résultats,
utilisez un morceau de bois pour vous entraîner
au ponçage, acquérir des compétences et vous
familiariser avec la machine avant d'effectuer les
travaux de finition.
Lors du ponçage avec des grès plus fins que 80,
le principe de base consiste à abaisser le
tambour pour qu'il touche la pièce de travail
néanmoins, vous pouvez toujours faire pivoter le
tambour à la main. Lorsque vous utilisez des
grès plus gros que 80, vous pouvez abaisser le
tambour légèrement. Toutefois, une conjugaison
de plusieurs variables détermine la profondeur
appropriée de coupe à réaliser, ainsi que les
facteurs suivants :
Le type de ban, de abrasive et la taille du grès.
La largeur de la pièce en cours de ponçage.
La dureté de la pièce.
La vitesse d'alimentation de la courroie du
convoyeur.
Angle d'alimentation du stock
En raison de leurs dimensions, certaines pièces
doivent être alimentées dans la machine à un
angle de 90 (perpendiculaire aux tambours).
Toutefois, même un léger angle de coude de la
bille permet un retrait de bille plus efficace. L'angle
optimal d'alimentation est d'environ 60 (Fig. 24).
L'orientation de la pièce de travail en un angle pour
le retrait de la bille offre d'autres avantages,
comme le chargement léger de certaines zones
des tambours à cause des lignes de colle ou des
traînées minérales dans la bille, mieux encore
l'usure des bandes abrasives, des vitesses
d'alimentation potentiellement plus rapides et des
charges plus légères sur le moteur.
Notez cependant que pour obtenir la meilleure
finition, la bille doit être alimentée dans la
machine pour être poncée suivant le grain du
bois lors des deux derniers passages.
Ponçage à pièce multiple
Lors du rabotage abrasif (ou ponçage
d'épaisseur) d'un ensemble de pièces
semblables auquel vous souhaitez attribuer la
même épaisseur, il vaut mieux définir l'épaisseur
de la pièce la plus fine et poncer toutes les
pièces à la même épaisseur en une session.
Sachez que la ponceuse supprime les
voilements transversaux et les cimes de la pièce
de travail ; tenez-en compte lors de la mesure et
du ponçage de la bille à la même épaisseur.
Lors du ponçage simultané de plusieurs pièces,
assurez-vous de disposer (étape) les pièces en
quinconce en travers la largeur de la courroie du
convoyeur. Ceci permet un meilleur contact avec
les rouleaux de pression. Essayez de traiter
uniquement plusieurs pièces d'épaisseur
semblable. Si vous notez une différence
d'épaisseur importante, les pièces les plus fines
risquent de glisser sur la courroie du convoyeur si
elles ne touchent pas les rouleaux de pression.

17
Ponçage d'extrémité
Lors du ponçage d'extrémité, la ponceuse
simule le bord opposé de la bille reposant sur la
courroie du convoyeur. Pour cette raison, il est
important que le bord de la bille ait été découpé
à l'angle approprié sur sa surface avant
l'opération de ponçage. Lors du ponçage
d'extrémité de petites billes, serrez plusieurs
pièces ensemble pour éviter qu'elles glissent sur
la courroie du convoyeur.
Ponçage de billes imparfaites
Lorsque vous poncez une bille comportant un
voilement transversal ou une cime, placez la cime
vers le haut. Cela stabilise la bille l'empêchant
ainsi de s'incliner ou de basculer pendant le
ponçage. (Après le retrait de la cime et
l'aplanissement du sommet, retournez la bille et
poncez le côté opposé.) Pour éviter des blessures
corporelles, faites particulièrement attention lors du
ponçage d'une bille déformée, inclinée ou dont
l'épaisseur varie d'une extrémité à l'autre.
Si possible, soutenez la bille lors du ponçage pour
l'empêcher de glisser ou de s'incliner. Utilisez des
supports de rouleau supplémentaires, faites-vous
aider par quelqu'un d'autre ou appuyez sur la bille
à la main pour réduire les situations
potentiellement dangereuses.
Figure 24
Cadres de face et portes de
panneaux soulevées
Il est important d'avoir un contact approprié des
bandes abrasives lorsque vous effectuez ce
type de ponçage. Si la machine est réglée sur
une profondeur de coupe excessive, cela peut
aboutir à une rainure ou à une inclinaison car le
tambour passe d'un ponçage des rails à une
largeur complète à un ponçage de quelques
pouces de largeur des montants.
Inversion du sens du convoyeur
Si un panneau est encombré sous les rouleaux,
repoussez-le vers la sortie en inversant le sens
du convoyeur à l'aide du commutateur (Fig. 25).
N'effectuez pas d'opérations de ponçage en
mode inverse, car les tambours pivotent
exclusivement dans un seul sens.
Laissez la courroie du
convoyeur s'arrêter complètement avant
d'inverser le sens.
Figure 25
Abrasifs
Le matériel abrasif que vous choisissez a un
effet considérable sur la performance de votre
ponceuse. Les variations du type de papier, de
poids, de revêtement et de durabilité permettent
tous d'obtenir la finition que vous souhaitez. Les
bandes prêtes à l'emploi sont disponibles chez
Powermatic et sont répertoriées en page 39.
Comme toute opération de ponçage, commencez
d'abord par poncer les grès ayant les plus gros
grains, en fonction de la rugosité de la bille à
retirer. Ensuite, passez progressivement aux grès
les plus fins. Cela signifie que si vous utilisez
deux grès différents sur votre ponceuse à double
tambour, le grès le plus gros doit toujours être
placé sur le tambour avant.
La quantité de bille à retirer est un facteur
majeur lors du choix du niveau de grès par
lequel vous souhaitez commencer. Les grès 36
et 60 sont principalement conçus pour le retrait
des billes, les grès supérieurs à 100 sont
essentiellement des grès de finition conçus pour
supprimer l'éraflure du grès précédemment
utilisé. Pour de meilleurs résultats, ne sautez
jamais plus d'un niveau de grès lorsque vous
avancez dans une séquence de ponçage.
Pour des travaux raffinés, comme le mobilier,
évitez de sauter des niveaux de grès pendant le
ponçage. En général, des bandes abrasives de
qualité supérieure produisent une meilleure
finition avec des éraflures moins perceptibles.

18
Les grès moins fins
peuvent parfois brunir le bois et laisser une
surface brillante qui ne permet pas une
répartition uniforme de la teinture.
Cela varie selon le type de bois. Le chêne par
exemple est susceptible de brunir à cause de
ses pores ouverts.
Nettoyage des bandes abrasives. Nettoyez
régulièrement les bandes abrasives sur les
tambours à l'aide des bâtons de nettoyage
vendus dans le commerce, conformément aux
directives du fabricant. Pour nettoyer les
bandes abrasives doublées de tissus, trempez-
les dans une laque fine ou dans de l'alcool
minéral pendant 20 minutes à 1 heure, puis
utilisez une brosse pour retirer toute
accumulation ou des brûlures. Séchez
complètement les bandes abrasives avant de
les utiliser à nouveau.
Prolongement de la durée de vie des bandes
abrasives. Vous pouvez augmenter la durée de
vie des bandes abrasives en les retirant du
tambour et en l'inversant. Pour y parvenir,
déposez la bande et utilisez l'extrémité
rampante précédente comme extrémité de
démarrage à droite du tambour. L'inversion de la
bande fournit un nouveau jeu d'extrémités de
coupe sur la bande abrasive.
Cadenas d'aiguillage
Pour protéger la machine contre toute manipulation non autorisée et pour éviter que des enfants ne la
démarrent, il est vivement recommandé d'utiliser un cadenas (non fourni).
Figure 26
Pour bloquer un commutateur en mode activé/désactivé (Figure 26) :
1. Ouvrez le cadenas.
2. Insérez-le à travers les trous du bouton de démarrage.
3. Fermez le cadenas.

19
Liste de contrôle de maintenance
Remarque : Voir également la section
Maintenance en page 16.
La zone de travail autour de la machine doit
être clairement délimitée.
Utilisation de bandes antidérapantes dans la
zone où l’opérateur se tient d’habitude.
Inspectez toute la machine pour vérifier s'il
n'y a pas de boulons, d'écrous ou de vis
desserrés. Resserrez et remplacez-les si
nécessaire.
Nettoyez le convoyeur et les zones du
tambour, en retirant la sciure et les copeaux
à l'aide d'air comprimé ou d'une
Brosse à soie souple Retirez la colle ou les
bosses des parties métalliques à l'aide d'un
nettoyant pour four.
Lubrifiez la chaîne et vérifiez la tension.
Vérifiez l'état de la courroie – remplacez-la
si nécessaire. Revêtez-la de paraffine.
Vérifiez la tension de la courroie.
Vérifiez que le circuit électrique du moteur
est bien connecté et que la sciure ne
l’encombre pas.
Assurez-vous que les poulies sont serrées
et bien en place.
Vérifiez les roulements. Remplacez
immédiatement tout roulement mauvais ou
suspect.
Diagnostic des anomalies
Problèmes de fonctionnement
Problème Cause éventuelle Solution
Lustrage de la
courroie abrasive
Le bois est humide ou collant Pas de solution. Utilisez une bille
différente
Brûlure de la pièce
de travail
Mauvais grès Utilisez un grès dont les grains sont
plus gros pour le retrait de la bille.
La courroie abrasive
brûle, se bouche
rapidement
Foret trop profond Réglez afin d'obtenir un ponçage
léger et effectuez des passages
répétés.
Remplacement de la
courroie abrasive
excessive
Foret trop profond Réduisez la coupe et effectuez
plusieurs passages
Marques de ponçage
sur la pièce de travail
Courroie abrasive trop rugueuse pour
la finition requise
Ponçage à travers le grain
Utilisez le grès approprié pour le
ponçage de la finition
Lors du ponçage d'une surface,
utilisez une courroie abrasive très fine
puis terminez à la main, en travaillant
dans le sens du grain.
Mauvaise qualité de
ponçage
Courroies abrasives usées
Courroies abrasives pas serrées sur
le tambour
Remplacez les courroies abrasives
Enveloppez de nouveau et serrez
correctement les courroies abrasives.
Légère décroissance
le long de la surface
poncée de la pièce
de travail
La hauteur du tambour arrière n'est
pas réglée également sur les deux
extrémités
La table du convoyeur n'est pas
parallèle aux tambours
Réglez le tambour à distance égale
aux deux extrémités
Réglez le parallélisme de la table
La table du
convoyeur est difficile
à déplacer ou a
tendance à se lier sur
les vis mère
La vis mère n'est pas graissée
La table n'est pas parallèle
Lubrifiez les vis mère
Réglez le parallélisme de la table
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132




































































































































Powermatic DDS-237 Drum Sander, 7.5HP 1PH 230V Manuel utilisateur
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
Documents connexes
-
Powermatic 31A Manuel utilisateur
-
-
Powermatic 15HH Manuel utilisateur
-
Powermatic 1792200HK Manuel utilisateur
-
Powermatic 60C 8" Jointer, 2HP 1PH 230V Manuel utilisateur
-
-
Powermatic PJ-882 Manuel utilisateur
-
-
-
Autres documents
-
Delta 31-481 Le manuel du propriétaire
-
 SuperMax SUPMX-71938-D Mode d'emploi
SuperMax SUPMX-71938-D Mode d'emploi
-
 Wilton Tools Wilton 11104 4” Jaw Bench Vise click here.
Wilton Tools Wilton 11104 4” Jaw Bench Vise click here.
-
Numark DDS80 Le manuel du propriétaire
-
 SuperMax SUPMX-71632 Mode d'emploi
SuperMax SUPMX-71632 Mode d'emploi
-
Wilton Tools 63302 Manuel utilisateur
-
Toro Valve Repair Kit, TRX-250 or TRX-300 Trencher Guide d'installation
-
Wilton 50016 Manuel utilisateur
-
Roland CAMM-1 CX-12 Manuel utilisateur
-
Rev-A-Shelf 448-TPF58-11-1 Instruction Sheet


