A-12925
ESAB Fabricator
®
252i
Systèmes De Soudage Multifonction 3 EN 1
Manuel de
l’utilisateur
GARANTIE
ANS
RENDEMENT MAXIMUM ALIMENTATION D’ENTRÉE
AMP
TENSION DE SORTIE
TÉMOIN DE SURCHAUFFE
PHASÉ
300
TENSION
English
Canadien Français
Americas Español
Révision : AB Date de publication : Septembre 30, 2016 Manuel no. : 0-5423FC
3163339
esab.com

NOUS APPRÉCIONS VOTRE FIDÉLITÉ!
Félicitations pour avoir reçu votre nouveau produit ESAB. Nous sommes fiers de vous avoir comme
client et nous nous efforcerons de vous fournir le meilleur service possible et d’apporter notre soutien
à l’industrie. Ce produit est couvert par notre garantie étendue et par notre réseau de service dans le
monde entier.
Nous savons que vous êtes fier de votre travail et nous nous sentons privilégiés de vous offrir ce
produit de haute performance qui vous aidera à accomplir votre tâche. Notre préoccupation principale
est que vous soyez satisfait de ce produit et qu’il fonctionne en toute sécurité. Veuillez prendre le
temps de lire le manuel en entier, en particulier les Précautions de sécurité.
VOUS ÊTES EN BONNE COMPAGNIE!
ESAB est une Marque mondiale de produits de Soudage. Nous nous distinguons de nos concurrents
par une innovation qui domine le marché et avec des produits réellement fiables qui résisteront à
l’épreuve du temps.
Nous nous efforçons d’améliorer vos performances en matière de productivité, d’efficacité et de
soudure vous permettant ainsi d’exceller dans votre métier. Nous concevons les produits en pensant
au soudeur et en offrant des fonctionnalités avancées, ainsi que durabilité, facilité d’utilisation et
confort ergonomique.
Et surtout, nous sommes engagés à un environnement de travail plus sûr au sein de l’industrie du
soudage.

!
AVERTISSEMENT
Lire et comprendre ce Guide au complet et les consignes de sécurité de votre
employeur avant l’installation, l’utilisation ou l’entretien de l’équipement.
L’information contenue dans ce Guide représente le bon jugement du fabri-
cant, mais celui-ci n’assume aucune responsabilité lors de l’utilisation.
Manuel de fonctionnement numéro 0-5423FC pour :
Ondulateur de Soudure Multi Procédés du Fabricator 252i
Publié par :
ESAB Group Inc.
2800 Airport Rd.
Denton, TX 76208
(940) 566-2000
www.esab.com
Droit d’auteur 2015 par ESAB
Tous droits réservés.
Il est interdit de reproduire tout ou partie de ce document sans la permission de l’éditeur.
L’éditeur décline toute responsabilité envers les parties en cas de pertes ou de dommages
provoqués par une erreur ou une omission figurant dans ce Guide, qu’elle soit le résultat d’une
négligence, d’un accident ou d’une autre cause.
Date de la publication : Septembre 10, 2015
Révisé le : Septembre 30, 2016
Conserver les renseignements suivant pour la garantie :
Endroit de l’achat : ______________________________________
Date de l’achat : ______________________________________
No de série de l’appareil : ______________________________________

ASSUREZ-VOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L’OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
ATTENTION
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionnement
et des règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous
vous suggérons de lire notre brochure « Precautions and Safe Practices for Arc Wel-
ding, Cutting and Gouging, » Formulaire 52-529. Ne permettez PAS aux personnes
non qualiées d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez
PAS d’installer ou d’opérer cet équipement avant de lire et de bien comprendre ces
instructions. Si vous ne comprenez pas bien les instructions, communiquez avec
votre fournisseur pour plus de renseignements. Assurez-vous de lire les Règles de
Sécurité avant d’installer ou d’opérer cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes d’ac-
compagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu et réparé selon les
instructions fournies. Vous devez faire une vérication périodique de l’équipement. Ne jamais utiliser un équi-
pement qui ne fonctionne pas bien ou n’est pas bien entretenu. Les pièces qui sont brisées, usées, déformées
ou contaminées doivent être remplacées immédiatement. Dans le cas où une réparation ou un remplacement
est nécessaire, il est recommandé par le fabricant de faire une demande de conseil de service écrite ou par
téléphone chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par le
fabricant. L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant d’une utilisation
incorrecte, un entretien fautif, des dommages, une réparation incorrecte ou une modication par une personne
autre que le fabricant ou un centre de service désigné par le fabricant.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’OPÉRER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

TABLE DES MATIÈRES
CHAPITRE 1 : SÉCURITÉ .................................................................................. 1-1
1.0 Précautions de sécurité .................................................................................. 1-1
CHAPITRE 2 : INTRODUCTION ............................................................................ 2-1
2.01 Comment utiliser ce manuel ........................................................................... 2-1
2.02 Identification de l’équipement ......................................................................... 2-1
2.03 Réception de l’équipement .............................................................................. 2-1
2.04 Description ..................................................................................................... 2-1
2.05 Responsabilité de l’utilisateur ......................................................................... 2-2
2.06 Méthodes de transport .................................................................................... 2-2
2.07 Produits inclus ................................................................................................ 2-2
2.08 Cycle de service .............................................................................................. 2-4
2.09 Caractéristiques .............................................................................................. 2-5
CHAPITRE 3 : INSTALLATION, FONCTIONNEMENT ET CONFIGURATION .......................... 3-1
3.01 Environnement ................................................................................................ 3-1
3.02 Emplacement .................................................................................................. 3-1
3.03 Ventilation ....................................................................................................... 3-1
3.04 Exigences en matière de tension de l’alimentation de secteur......................... 3-1
3.05 Compatibilité électromagnétique ..................................................................... 3-2
3.06 Commandes, témoins et caractéristiques du bloc d’alimentation ................... 3-4
3.07 Détails des caractéristiques avancées ............................................................. 3-9
3.08 Fixation du pistolet MIG de Fusion 250 A ..................................................... 3-14
3.09 Installation d’une bobine de 12,5 lb (8 po de diamètre) ................................ 3-15
3.10 Installation d’une bobine standard (12 po de diamètre) ................................ 3-16
3.11 Insertion du fil dans le mécanisme d’alimentation ........................................ 3-17
3.12 Réglage de la pression du dévidoir ............................................................... 3-18
3.13 Alignement du dévidoir ................................................................................. 3-18
3.14 Changement du dévidoir ............................................................................... 3-19
3.15 Installation des audes d’entrée et sortie ........................................................ 3-20
3.16 Frein de bobine de fil .................................................................................... 3-21
3.17 Directives relatives au fonctionnement du régulateur de gaz de protection .. 3-21
3.18 Configuration du soudage MIG (procédé GMAW) avec fil MIG avec
gaz de protection .......................................................................................... 3-25
3.19 Configuration du soudage MIG (procédé GTAW) avec fil MIG sans gaz ....... 3-26
3.20 Configuration pour le soudage LIFT TIG (procédé GTAW) ............................ 3-27
3.21 Configuration pour le soudage à l’arc métallique STICK (procédé SMAW) ... 3-28

TABLE DES MATIÈRES
CHAPITRE 4 : GUIDE DE SOUDURE DE BASE .......................................................... 4-1
4.01 Technique de soudure MIG de base (procédé GMAW/FCAW) ......................... 4-1
4.02 Dépannage en matière de soudage MIG (procédé GMAW/FCAW) .................. 4-5
4.03 Technique de soudage STICK de base (SMAW) .............................................. 4-8
4.04 Dépannage en matière de soudure STICK (procédé SMAW) ......................... 4-15
4.05 Technique de soudure de base TIG (procédé GTAW) ................................... 4-17
4.06 Problèmes de soudage TIG (procédé GTAW) ............................................... 4-19
CHAPITRE 5 : PROBLÈMES AVEC LE BLOC D’ALIMENTATION ET EXIGENCES EN
MATIÈRE D’ENTRETIEN COURANT ................................................................ 5-1
5.01 Problèmes avec le bloc d’alimentation ............................................................ 5-1
5.02 Exigences en matière d’entretien courant et d’étalonnage............................... 5-3
5.03 Nettoyage du bloc d’alimentation de soudage ................................................. 5-5
5.04 Nettoyage des dévidoirs .................................................................................. 5-6
CHAPITRE 6 : PIÈCES DE RECHANGE ................................................................... 6-1
6.01 Pièces de rechange du bloc d'alimentation du Fabricator 252i ....................... 6-1
6.02 Pistolet MIG de Fusion 250A ......................................................................... 6-4
ANNEXE 1 : OPTIONS ET ACCESSOIRES ................................................................ A-1
ANNEXE 2 : SCHÉMA DE CIRCUITS DU FABRICATOR 252i ........................................... A-2
COORDONNÉES INTERNATIONALES ..................................... SUR LE COUVERCLE ARRIÈRE

CONSIGNES DE SÉCURITÉ FABRICATOR 252I
0-5423FC 1-1
CONSIGNES DE SÉCURITÉ EN SOUDAGE
1.0 Précautions de sécurité
Les utilisateurs du matériel de soudage et de coupage plasma ESAB ont la responsabilité ultime d'assurer
que toute personne qui utilise ou qui se trouve dans l'aire de travail observe l’ensemble des précautions
de sécurité pertinentes. Celles-ci doivent répondre aux exigences applicables à ce type de matériel de
soudage ou de coupage plasma. Les recommandations suivantes doivent être observées en plus des
règles standard qui s'appliquent au lieu de travail.
Tous les travaux doivent être effectués par un personnel qualié connaissant bien le fonctionnement du
matériel de soudage et de coupage plasma. Un fontionnement incorrect du matériel peut créer des dangers
susceptibles de causer des blessures à l'opérateur d’endommager le matériel au matériel.
1. Toute personne travaillant avec le matériel de soudage ou de coupage plasma doit connaître :
- son fonctionnement ;
- l'emplacement des interrupteurs d'arrêt d'urgence ;
- sa fonction ;
- les précautions de sécurité pertinentes ;
- les procédures de soudage et/ou de coupage plasma.
2. L'opérateur doit s’assurer que :
- seules les personnes autorisées à travailler sur l'équipement se trouvent dans l'aire de travail lors de la mise en
marche de l'équipement ;
- toutes les personnes se trouvant sur l'aire de travail sont protégées lorsque l'arc est amorcé.
3. Le lieu de travail doit être :
- adapté aux opérations effectuées ;
- dénué de courants d’air de courants d'air.
4. Équipement de sécurité personnelle
- Toujours utiliser des équipements de sécurité adaptés tels que des lunettes de protection, des vêtements
à l’épreuve des ammes et des gants de protection.
- Ne jamais porter de vêtements amples, tels que des foulards, ou encore des bagues, etc., qui pourraient
se prendre dans l'appareil ou causer des brûlures.
5. Précautions générales :
- Assurez-vous que le câble de retour est bien branché.
- Les équipements haute tension doivent être manipulés par un électricien qualié uniquement.
- Un équipement d'extinction d'incendie approprié doit se trouver à proximité de l'appareil , à un emplacement
indiqué de manière claire.
- Ne jamais procéder à la lubrication oua maintenance du matériel lorsque l'appareil est en marche.
Disposer d'un équipement électronique à l'installation de recyclage!
En respect de la Directive européenne 2002/96/CE relative aux déchets d'équipements électriques et élec-
troniques et sa mise en œuvre conformément à la loi nationale, électrique et/ou de l'équipement électro-
nique qui a atteint la fin de sa durée de vie doivent être éliminés dans une installation de recyclage.
Comme la personne responsable de l'équipement, il est de votre responsabilité d'obtenir des informations
sur approuvé stations de collecte.
Pour de plus amples renseignements, communiquez avec votre distributeur ESAB.
ESAB peut vous fournir avec toutes les coupes nécessaires protection et accessoires.
CHAPITRE 1 : SÉCURITÉ

FABRICATOR 252I CONSIGNES DE SÉCURITÉ
CONSIGNES DE SÉCURITÉ EN SOUDAGE 1-2 0-5423FC
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L'ARC PEUVENT CAUSER
DES BLESSURES À L'OPÉRATEUR OU AUX AUTRES PER-
SONNES SE TROUVANT DANS L'AIRE DE TRAVAIL. ASSU-
REZ-VOUS DE PRENDRE TOUTES LES PRÉCAUTIONS NÉ-
CESSAIRES LORS DES OPÉRATIONS DE SOUDAGE OU DE
COUPAGE. DEMANDEZ À VOTRE EMPLOYEUR UNE COPIE DES
MESURES DE SÉCURITÉ QUI DOIVENT ÊTRE ÉLABORÉES À
PARTIR DES DONNÉES DES RISQUES DU FABRICANT.
CHOC ÉLECTRIQUE - peut être mortel.
- Assurez-vous que l'unité de soudage ou de coupage plasma est installée et mise à la terre conformément
aux normes applicables.
- Ne pas toucher les pièces électriques sous tension ou les électrodes si vos mains ne sont pas bien
protégées ou si vos gants ou vos vêtements sont humides.
- Assurez-vous que votre corps est bien isolé de la mise à la terre et de la pièce à traiter.
- Assurez-vous que votre position de travail est sûre.
VAPEURS ET GAZ - peuvent être dangereux pour la santé.
- Gardez votre tête éloignée des vapeurs.
- Utilisez un système de ventilation et/ou d'extraction à l'arc pour évacuer les vapeurs et les gaz de votre
de votre zone respiratoire et plus généralement, de l’aire de travail..
RAYONS DE L'ARC - peuvent endommager la vue ou brûler la peau.
- Protégez vos yeux et votre corps. Utilisez un écran de soudage/coupage plasma ainsi que des lunettes
teintées adaptés, et portez des vêtements de protection.
- Protégez les personnes se trouvant dans l'aire de travail à l'aide d'un écran ou d'un rideau protecteur
adapté.
RISQUE D'INCENDIE
- Les étincelles (projections) peuvent causer un incendie. Assurez-vous qu'il n'y a pas de matériel
inammable à proximité de l'appareil.
BRUIT - un bruit excessif peut endommager la capacité auditive.
- Protégez vos oreilles. Utilisez des protecteurs d'oreilles ou un autre type de protection auditive.
- Avertissez les personnes se trouvant dans l'aire de travail de ce risque.
MAUVAIS FONCTIONNEMENT - en cas de mauvais fonctionnement, demandez l'aide d'une
personne qualiée.
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D'UTILISATION AVANT
D'INSTALLER OU D’UTILISER L'UNITÉ. PROTÉGEZ-VOUS ET LES AUTRES !
AVERTISSEMENT
Ne pas utiliser le générateur pour dégeler des canalisations.
ATTENTION
Les équipements de “Class A” ne sont pas conçus pour un usage
résidentiel alimenté par de la basse tension. Dans ce cas, des pro-
blèmes de compatibilité électromagnétique des équipements de
“Class A” peuvent se produire en raison de perturbations liées à la
conduction et au rayonnement.
ATTENTION
Ce produit est destiné au coupage plasma uniquement. Toute autre utilisation
peut entraîner des blessures ou endommager l’équipement.
ATTENTION
Assurez-vous de lire et de comprendre le manuel d'utilisation
avant
!

INTRODUCTION FABRICATOR252i
0-5423FC 2-1 INTRODUCTION
CHAPITRE 2 : INTRODUCTION
2.02 Identification de l’équipement
Vous trouverez habituellement le numéro d’identification
(caractéristiques ou numéro de pièce), le nom du modèle
et le numéro de série sur une plaque signalétique fixée à
l’appareil. Les composants qui ne comportent aucune plaque
signalétique sont identifiés uniquement par la caractéristique
ou le numéro de pièce imprimé sur l’emballage d’expédition.
Inscrivez ces numéros pour référence ultérieure.
2.03 Réception de l’équipement
À la réception de l’appareil, vérifiez le contenu en le comparant
aux articles décrits sur la facture pour vous assurer d’avoir
tous les composants et inspectez l’appareil à la recherche
d’éventuels dommages provoqués par l’expédition. En
cas de dommage, avisez le transporteur immédiatement
pour procéder à une réclamation. Fournissez tous les
renseignements nécessaires relatifs à une réclamation
concernant un dommage ou une erreur de livraison. Utilisez
les coordonnées de l’emplacement le plus près de chez vous,
répertorié à la troisième couverture du manuel.
Inscrivez tous les numéros d’identification de l’appareil
comme décrit ci-dessus et fournissez une description
complète de la pièce défectueuse ou de l’erreur à la livraison.
Déplacez l’équipement au lieu de travail avant de retirer
l’appareil de sa boîte. Lors du déballage de l’appareil, prenez
soin d’éviter d’endommager l’appareil avec des barres, un
marteau, etc.
2.04 Description
Le Fabricator 252i, produit par ESAB, est un bloc complet
d’alimentation monophasée de soudure multi procédés
permettant d’accomplir la soudure au MIG (procédé GMAW/
FCAW), au STICK (procédé SMAW) et au Lift TIG (procédé
GTAW). Le Fabricator 252i est équipé d’un bloc d’alimentation
du fil-électrode intégré, de compteurs numériques de tension
et d’intensité de courant électrique, d’une correction
du facteur de puissance (PFC) incluant une technologie
d’économie d’énergie et d’une quantité de caractéristiques
diverses visant à satisfaire les vastes besoins fonctionnels
du professionnel de la soudure moderne.
Le Fabricator 252i répond entièrement à la norme IEC
60974.1. Le procédé de soudure MIG du Fabricator 252i
fournit une excellente qualité de soudure selon une large
gamme de fonctions lorsqu’il est utilisé avec les bons
matériaux et les bons procédés de soudage. Les instructions
suivantes décrivent l’ajustement exact et sécuritaire de
la machine. Elles fournissent également les directives
afin d’obtenir la meilleure qualité de rendement du bloc
d’alimentation. Veuillez lire ces instructions minutieusement
avant l’utilisation de l’appareil.
2.01 Comment utiliser ce manuel
Le présent manuel de fonctionnement décrit habituellement
les pièces répertoriées à la page i. Pour assurer une
exploitation sécuritaire de l’appareil, lire le manuel dans son
intégralité, notamment le chapitre concernant les directives
de sécurité et les avertissements. Tout au long du manuel,
vous retrouverez les mots AVERTISSEMENT, MISE EN
GARDE et REMARQUE. Soyez particulièrement attentif aux
renseignements fournis sous ces symboles. Ces symboles
spéciaux se reconnaissent facilement comme suit :
REMARQUE !
Fonction, procédé ou renseignement de
base qui nécessite une plus grande atten-
tion ou contribue au bon fonctionnement du
système.
!
MISE EN GARDE
Procédé qui, s'il n'est pas suivi correcte-
ment, peut endommager l'équipement.
!
AVERTISSEMENT
Procédé qui, s'il n'est pas suivi correcte-
ment, peut causer des lésions à l'utilisateur
ou aux gens dans la zone d'exploitation.
AVERTISSEMENT
Fournit l'information concernant une pos-
sible blessure due à une décharge élec-
trique. Il sera encadré par deux lignes noires
épaisses comme celles-ci.
DANGER
Signifie un danger immédiat. La situation
peut entraîner des blessures graves ou
mortelles.
D’autres exemplaires du présent manuel sont en vente.
Communiquez avec ESAB aux coordonnées répertoriées à
l’intérieur de la couverture de ce manuel. Veuillez indiquer
le numéro du manuel de l’utilisateur et les numéros
d’identification de l’appareil.

FABRICATOR252i INTRODUCTION
INTRODUCTION 2-2 0-5423FC
2.05 Responsabilité de l’utilisateur
Cet appareil fonctionnera conformément aux présentes
informations lors de son installation, de son utilisation,
de son entretien et de sa réparation selon les directives
prévues. Cet appareil doit être vérifié périodiquement. Un
appareil défectueux (incluant les câbles de soudage) ne
devrait pas être utilisé. Les pièces brisées, manquantes,
clairement usées, déformées ou corrompues devraient
être immédiatement remplacées. Dans l’éventualité où
de telles réparations ou remplacements deviendraient
nécessaires, il est recommandé que ces réparations soient
effectuées par des personnes adéquatement qualifiées et
certifiées par ESAB. Si une telle situation se présente, il est
possible d’obtenir des conseils en communiquant avec un
distributeur accrédité de ESAB.
Nul ne devrait modifier les spécifications normalisées de cet
appareil ou de chacune de ses pièces sans le consentement
écrit de ESAB. L’utilisateur de cet appareil sera tenu
entièrement responsable de toute défaillance qui résulte
d’une utilisation inappropriée ou d’une modification non
autorisée des spécifications normalisées, d’un mauvais
entretien, d’un dommage ou d’une réparation inappropriée
par toute personne qui n’est pas adéquatement qualifiée et
certifiée par ESAB.
2.06 Méthodes de transport
AVERTISSEMENT
UNE DÉCHARGE ÉLECTRIQUE peut
être mortelle. NE PAS TOUCHER les
composants électriques sous tension.
Débranchez les conducteurs d’alimen-
tation de la source électrique mise
hors tension avant de déplacer le bloc
d’alimentation du poste de soudage.
!
MISE EN GARDE
La CHUTE DE L’APPAREIL peut causer
des blessures physiques sérieuses et
le bris de l’appareil.
Levez l’unité à l’aide des poignées intégrées se trouvant à
l’avant et à l’arrière de l’appareil.
Utilisez un chariot ou un dispositif de transport d’une
capacité suffisante.
Si vous utilisez un élévateur à fourche, fixez d’abord l’appareil
solidement à un châssis mobile avant de le transporter.
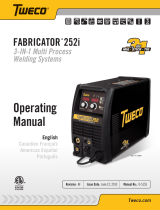
2.07 Produits inclus
Nº de pièce (W1004401) du Fabricator 252i
- Alimentation électrique pour le Fabricator 252i
- Pistolet MIG Fusion 250 A avec 15 pi de câblage
- Tubes-contact de Velocity (1 de chaque mesure)
• 0,8 mm (0,030 po)
• Base à rainures en V 0,9 à 1,2 mm (0,035 po)
• Bobine de fil fourré 1,2 mm (0,045 po)
- Régulateur Victor
MD
Argon/tuyau de 3 m (10 pi) et jauge
- Porte-électrode WeldSkill 200 A avec 4 m (13 pi) de
câblage
- Prise de masse avec 3 m (10 pi) de câblage WeldSkill
200 A
- Dévidoirs :
• Base à rainures en V 0,9 à 1,2 mm (0,035 à 0,045
po) et tête plate (pliée)
• Bobine de fil fourré 1,2 mm (0,045 po)
- Manuel de fonctionnement
- Cordon d’alimentation de 2,75 m (9 pi)et prise c.a. 230
V NEMA 6-50P

INTRODUCTION FABRICATOR252i
0-5423FC 2-3 INTRODUCTION
A-12953
Figure 2-2 : Produits inclus

FABRICATOR252i INTRODUCTION
INTRODUCTION 2-4 0-5423FC
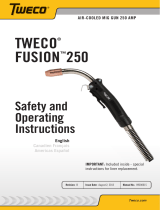
2.08 Cycle de service
Le cycle de service nominal du bloc d’alimentation du poste de soudage est une constatation du temps de son fonctionnement
à la sortie du courant de soudage nominal sans excéder la limite de température du matériau isolant des composants.
L’exemple suivant est utilisé afin d’expliquer la période du cycle de service de dix minutes. Si l’on considère qu’un bloc
d’alimentation du poste de soudage est conçu pour fonctionner à un cycle de service de 40 pour cent, de 250 ampères
à 26,5 volts. Autrement dit, l’appareil est conçu et fabriqué pour fournir l’intensité nominale de (250 A) pendant quatre
minutes, soit un temps de soudage à l’arc de trois minutes pour toute période de dix minutes 40 pour cent de dix minutes
est quatre minutes). Au cours des six autres minutes de cette période de dix minutes, l’alimentation du poste de soudage
doit fonctionner au ralenti pour refroidir.
Art # A-10666
Cycle de service (pourcentage)
0
25 50 75
80
100
125 150 225 250
30
50
70
90
40
60
20
10
100
0
Courant de soudure max. (ampères)
STICK (SMAW)
TIG (GTAW)
MIG (GMAW)
175
200
Avec le cordon d’alimentation et la prise montés en usine
Région de
fonctionnement
sécuritaire
Figure 2-3 : Cycle de service du Fabricator 252i avec prise et fil d’alimentation améliorés

INTRODUCTION FABRICATOR252i
0-5423FC 2-5 INTRODUCTION
2.09 Caractéristiques
Description
ONDULATEUR DE SOUDURE MULTI
PROCÉDÉS du Fabricator 252i
Dimensions du bloc d’alimentation H 17,5 po x L 10,25 po x P 23,5 po
Masse du bloc d’alimentation 65 lb
Refroidissement Par ventilation
Type de poste de soudage Bloc d’alimentation multi procédés
Équipé IEC60974.1
Nombre de phases Monophasé
Tension d’alimentation nominale 208/230 V c.a. ± 15 %
Plage de tension d’alimentation 187 à 265 V c.a.
Fréquence d’alimentation nominale 50/60 Hz
Tension de circuit ouvert 72 V c.c.
Plage de tension MIG 14 à 30 V c.c.
Plage de vitesse du dévidoir 1,7 à 17,8 m/min. (67 à 700 ppm)
Classe de protection IP23S
Valeur nominale du fil d’alimentation et de la prise 50 A (10 AWG)
Plage de courant de soudage (mode MIG) 20 à 300 A
Plage de courant de soudage (mode LIFT TIG) 5 à 300 A
Plage de courant de soudage (mode STICK) 20 à 230 A
Courant d’entrée efficace (I1eff) 22,4 A
Courant d’entrée maximal (I1max) 34,7 A
Besoin de la génératrice monophasée 10 kVA
Sortie de soudage au MIG (procédé GMAW), 40 °C, 10 min. 250 A à 40 %, 26,5 V
200 A à 60 %, 24 V
150 A à 100 %, 21,5 V
Sortie de soudage au STICK (procédé SMAW), 40 °C, 10 min. 230 A à 40 %, 29,2 V
200 A à 60 %, 28 V
150 A à 100 %, 26 V
Sortie de soudage au TIG (procédé GTAW), 40 °C, 10 min. 250 A à 40 %, 20 V
200 A à 60 %, 18 V
150 A à 100 %, 16 V
Tableau 2-1 : Caractéristiques du Fabricator 252i
REMARQUE !
Étant donné que des irrégularités peuvent survenir lors de la fabrication des produits, les performances
annoncées, les tensions, les valeurs nominales, l’ensemble des capacités, les mesures, les dimensions et
les masses mentionnées ne sont que des estimations. Le rendement et les valeurs nominales réalisables
lors de l’utilisation et de l’exploitation de l’appareil dépendront de l’installation, de l’utilisation, de la mise
en application adéquate ainsi que du bon entretien et du bon fonctionnement de l’appareil.

FABRICATOR252i INTRODUCTION
INTRODUCTION 2-6 0-5423FC
Page intentionnellement laissée vierge

INSTALLATION/CONFIGURATION FABRICATOR252i
0-5423FC 3-1 INSTALLATION/CONFIGURATION
3.01 Environnement
Cette unité est conçue pour être utilisée dans des
environnements où les risques de choc électrique sont
élevés selon la norme IEC 60974.1. Des précautions de
sécurité supplémentaires peuvent être nécessaires lors de
l’utilisation de l’unité dans un environnement où les risques
de choc électrique sont élevés. Veuillez consulter les normes
locales applicables pour d’autres informations avant de
l’utiliser dans ces zones.
A. Voici quelques exemples d’environnement où le risque
de choc électrique est plus élevé :
1. Emplacements avec liberté de mouvement restreinte
de sorte que le soudeur doit exécuter le travail dans
une position peu confortable (à genou, assis ou
allongé) en contact physique avec les composants
conducteurs;
2. Emplacements limités, en partie ou en tout, par la
présence d’éléments conducteurs au sein desquels
existe un risque élevé de contact inévitable ou
accidentel avec le soudeur;
3. Emplacements très humides, ou chauds et humides,
où l’humidité ou la sueur réduit considérablement la
résistance cutanée de l’organisme et les propriétés
isolantes des accessoires.
B. Les environnements avec risque accru de décharges
électriques excluent les endroits dont les éléments
conducteurs électriques (hausse du risque) à proximité du
soudeur ont été isolés.
3.02 Emplacement
Assurez-vous de placer le poste de soudage à un endroit
conforme aux lignes directrices ci-dessous :
A. Dans des zones exemptes d’humidité et de poussières.
B. À une température ambiante entre -10 °C et 40 °C
(32 °F et 104 °F).
C. Dans des zones exemptes d’huile, de vapeurs et de gaz
corrosifs.
D. Dans des zones sans vibrations ou chocs anormaux.
E. Dans des zones protégées des rayons directs du soleil
ou de la pluie.
F. Dans des endroits à une distance de 300 mm (12 po)
ou plus de murs ou d’éléments similaires qui risquent
de limiter la circulation naturelle de l’air nécessaire au
refroidissement.
G. La conception du boîtier de ce bloc d’alimentation répond
aux exigences de la norme IP23S décrite dans la norme
IEC60529.
CHAPITRE 3 : INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
H. Des précautions doivent être prises afin d’éviter que le
bloc d’alimentation se renverse. Le bloc d’alimentation
doit être situé sur une surface horizontale adéquate et
en position verticale lorsqu’utilisé.
AVERTISSEMENT
Les équipements doivent être électri-
quement connectés par un électricien
qualifié.
3.03 Ventilation
!
MISE EN GARDE
Étant donné que l’inhalation des fumées de
soudage peut être nocive, s’assurer que la
zone de soudage est adéquatement aérée.
3.04 Exigences en matière de tension de
l’alimentation de secteur
La tension de l’alimentation de
secteur doit se situer à ± 15 % de la tension nominale de
l’alimentation de secteur. Une tension d’alimentation trop
faible peut engendrer un rendement de soudure médiocre
ou un mauvais fonctionnement du dévidoir. Une tension
d’alimentation trop élevée peut entraîner une surchauffe des
composants et leur défaillance éventuelle.

FABRICATOR252i INSTALLATION/CONFIGURATION
INSTALLATION/CONFIGURATION 3-2 0-5423FC
AVERTISSEMENT
Le Fabricator 252i doit être électriquement connecté par une personne de métier qualifiée en électricité.
L’application de 276 V c.a. ou plus au câble d’alimentation principal peut endommager le PCA (ensemble
de commandes de puissance)
50/60 Hz
monophasé
Taille du fil de
l’alimentation
principale
Taille minimale du
circuit de courant
primaire (Vin/lin)
Taille
minimale
de la prise
Courant et facteur de marche
MIG AMORÇAGE TIG STICK
Oui 10 AWG 208 à 230/50 A 50 A 40 % à 250 A 40 % à 250 A 40 % à 230 A
Tableau 3-1 : Fils du bloc d’alimentation d’entrée du Fabricator 252i
AVERTISSEMENT
Une DÉCHARGE ÉLECTRIQUE peut être mortelle; Une TENSION EN C.C. IMPORTANTE est encore
présente même après la coupure de l’alimentation. NE PAS TOUCHER les composants électriques
sous tension.
COUPEZ l’alimentation au poste de soudage, débranchez le bloc d’alimentation et respectez les procédures de verrouillage et
d’étiquetage. Celles-ci consistent à verrouiller avec un cadenas l’interrupteur général au réseau en position ouverte, retirer les
fusibles de la boîte de fusibles ou déconnecter le disjoncteur, ou tout autre dispositif de connexion, et l’étiqueter en rouge.
Exigences en matière d’alimentation électrique
Utilisez uniquement une source d’alimentation monophasée c.a. de 50/60 Hz pour mettre sous tension le bloc d’alimentation
du poste de soudage. La source d’alimentation de soudage doit :
• être correctement installée par un électricien qualifié, au besoin;
• être correctement mise à la terre (électriquement) conformément aux règlements locaux;
• être connectée à un point de puissance, un fusible et à un fil d’alimentation principale de la bonne taille selon le Tableau 3-1.
AVERTISSEMENT
Tous les travaux électriques doivent être réalisés par une personne de métier qualifiée dans l’électricité.
3.05 Compatibilité électromagnétique
!
MISE EN GARDE
Lors de l’utilisation du bloc d’alimentation du poste de soudage dans un milieu domestique,
porter une attention particulière à la compatibilité électromagnétique.
A. Installation et utilisation : responsabilités de l’utilisateur
L’utilisateur est responsable de l’installation et de l’utilisation du poste de soudage conformément aux directives du fabricant.
En cas d’interférences électromagnétiques, il est de la responsabilité de l’utilisateur du poste de soudage de résoudre la
situation avec le soutien technique du fabricant. Dans certains cas, les mesures à prendre sont aussi simples que de mettre
le circuit du poste à la terre. Consultez la REMARQUE ci-dessous. Dans d’autres cas, la solution peut mener à la construction
d’un écran électromagnétique autour du bloc d’alimentation du poste de soudage et de la pièce de fabrication, avec tous les
filtres d’entrée connexes. Dans tous les cas, les interférences électromagnétiques peuvent être réduites à tel point qu’elles
ne représentent plus un problème.
REMARQUE !
Le circuit de soudage peut ou peut ne pas être mis à la terre pour des raisons de sécurité. Les modifications
à l’égard de la mise à la terre ne devraient être autorisées que par une personne qui possède les compé-
tences pour évaluer si ces modifications augmenteront les risques de blessures, par exemple, en permettant
les chemins de retour de courant de soudage en parallèle, ce qui peut endommager les circuits de mise à
la terre des autres équipements. Des directives supplémentaires sont fournies dans la norme IEC 60974-13,
Matériel de soudage à l’arc – installation et utilisation (en préparation).

INSTALLATION/CONFIGURATION FABRICATOR252i
0-5423FC 3-3 INSTALLATION/CONFIGURATION
B. Évaluation de la zone
Avant l’installation du poste de soudage, l’utilisateur
doit bien évaluer les sources potentielles de problèmes
électromagnétiques de la zone environnante. Voici les points
dont on doit tenir compte :
1. Les autres câbles d’alimentation, de commandes, de
signaux et de téléphonesau-dessus, sous et aux environs
du poste de soudage.
2. Les transmetteurs et récepteurs de radio et de télévision.
3. Les ordinateurs et autres matériels de commande.
4. Le matériel de sécurité essentiel, comme les dispositifs
de protection des machines industrielles.
5. La santé des personnes aux alentours (p.ex. les
stimulateurs cardiaques et les appareils auditifs);
6. Le matériel utilisé pour l’étalonnage et les mesures;
7. Le moment de la journée où de la soudure ou d’autres
activités seront exécutées.
8. L’immunité des autres matériaux dans le secteur :
l’utilisateur doit s’assurer que les autres appareils utilisés
dans la zone sont compatibles; ceci peut entraîner
l’utilisation de mesures de protection supplémentaires.
La superficie de la zone avoisinante qui doit faire partie de
l’analyse dépend de la structure de l’édifice et des autres
activités en cours. Il arrive parfois que la zone avoisinante
dépasse les limites de l’établissement.
C. Méthodes de réduction des émissions
électromagnétiques
1. Alimentation de secteur
Le poste de soudage doit être relié à l’alimentation de
secteur selon les recommandations du fabricant. En
cas d’interférence, la filtration de l’alimentation secteur
serait éventuellement une mesure supplémentaire
requise. Dans le cas de postes de soudage installés en
permanence, on peut aussi procéder au blindage du
câble d’alimentation dans une conduite métallique ou un
équivalent. Le blindage doit être homogène sur toute sa
longueur. Il doit être relié au bloc d’alimentation du poste
de soudage pour maintenir un bon contact électrique
entre la conduite et le bâti du bloc d’alimentation du
poste.
2. Entretien du poste de soudage
Il faut entretenir le poste de soudage régulièrement selon
les recommandations du fabricant. Les voies d’accès, les
portes destinées à l’entretien et les couvercles doivent
être fermés et adéquatement fixés lors de l’utilisation du
poste de soudage. Le poste ne doit pas être modifié d’une
façon ou d’une autre, sauf dans le cas de modifications
et de réglages décrits dans les directives du fabricant.
3. Câbles de soudage
Les câbles de soudage doivent être aussi courts que
possible, acheminés les uns près des autres et posés
sur le sol ou près de celui-ci.
4. Liaison équipotentielle
Considérer lier tous les composants métalliques au
système de soudage et aux systèmes adjacents. Les
composants métalliques liés à la pièce de fabrication
hausseraient toutefois le risque que le soudeur reçoive
une décharge électrique s’il venait à toucher les
composants métalliques et l’électrode simultanément.
Le soudeur doit être isolé de tous les composants
métalliques liés.
5. Mise à la terre de la pièce de fabrication
Dans les cas où il est impossible de relier la pièce à la
terre par mesure de sécurité électrique, ou de la mettre
à la masse en fonction de sa taille et de sa position
(notamment une coque d’un navire ou une structure
en acier d’un édifice), une connexion qui relie la pièce
de fabrication à la terre peut réduire les émissions
dans certains cas, mais pas nécessairement à tout
coup. Veillez à ce que la mise à la terre de la pièce ne
hausse pas le risque que les utilisateurs se blessent ou
que des dommages soient causés à d’autres matériels
électriques. Lorsque nécessaire, la mise à la terre de la
pièce de fabrication doit s’effectuer par connexion directe
à la pièce, mais dans certains pays où ces connexions
sont interdites, effectuer la liaison adéquate avec un
condensateur sélectionné conformément aux règlements
nationaux.
6. Blindage et bouclier
Le blindage sélectif d’autres câbles et matériels dans
la zone avoisinante peut amenuiser les problèmes
d’interférence. Le blindage complet du système de
soudage peut s’envisager pour des applications
particulières.

FABRICATOR252i INSTALLATION/CONFIGURATION
INSTALLATION/CONFIGURATION 3-4 0-5423FC
3.06 Commandes, témoins et caractéristiques du bloc d’alimentation
1
2
3
4
5
7
9
8
6
A-12927
Figure 3-1 : Panneau de commande du Fabricator
+
-
11
12
13 14
15
Art # A-10504
10
Figure 3-2 : Connexions frontales du Fabricator
AVERTISSEMENT
NE PAS TOUCHER au fil-électrode lorsque celui-ci est alimenté dans le système. Le fil-élec-
trode aura le potentiel de tension de soudage.

INSTALLATION/CONFIGURATION FABRICATOR252i
0-5423FC 3-5 INSTALLATION/CONFIGURATION
1. Témoin de mise sous tension
Le témoin de mise sous tension vert s’allume lorsque le poste
de soudage est MIS SOUS TENSION et indique la présence
d’une alimentation.
2. Témoin de défaillance
Le témoin de défaillance jaune s’allumera lorsque des fautes
quelconques sont détectées. Le témoin s’allumera pour
TOUTES les fautes.
3. Bouton de sélection du procédé de soudage
TIG
Process
MIG
STICK
Appuyer sur le bouton, puis le relâcher pour modifier le mode
du procédé de soudage sélectionné, passant de MIG à LIFT
TIG à STICK. Le procédé de soudage passera au prochain
procédé dans la séquence chaque fois que le bouton est
enfoncé, puis relâché. Les témoins rouges à côté du bouton
s’allumeront pour identifier le mode de procédé MIG, LIFT
TIG ou STICK.
AVERTISSEMENT
Lorsque le témoin de mise sous
tension est allumé, l’appareil est
connecté à la tension de l’alimen-
tation de secteur et les composants
électriques internes sont au poten-
tiel de la tension du secteur.
4. Bouton du loquet de la gâchette 2T – 4T
Appuyer sur le bouton, puis le relâcher pour modifier
le mode de fonctionnement sélectionné de la gâchette.
Le mode sélectionné peut être le fonctionnement « 2T »
(déverrouillé) ou « 4T » (verrouillé) Le témoin rouge près du
bouton s’allumera permettant d’identifier le mode sélectionné
(2T ou 4T). En mode 4T, lorsque le soudage est commencé,
vous pouvez relâcher la gâchette et poursuivre le soudage
jusqu’à ce que la gâchette soit de nouveau activée ou que
l’arc de soudage est brisé pour arrêter le soudage à l’arc.
5. Boutons des caractéristiques avancées
Advanced
Features
Appuyer sur le bouton des caractéristiques avancées, puis
le relâcher pour entrer ou quitter le mode de programmation
avancée. Pour quitter, appuyer simplement de nouveau
sur le bouton, puis le relâcher. Toutes les modifications
apportées sont sauvegardées. Les éléments du menu de
programmation avancée sont décrits en détail pour chaque
mode de soudage au Chapitre 3.07.
Advanced
Features
Purge de gaz.
En outre, le bouton des caractéristiques avancées sert à
lancer la fonction de purge de la conduite de gaz de 30
secondes pour remplir la conduite de gaz de protection
provenant de la bombonne de gaz connectée. Pour lancer
la fonction de purge de gaz, simplement appuyer sur le
bouton et le maintenir enfoncé pendant environ deux (2)
secondes. Une fois que la purge est commencée, un compte
à rebours dans l’écran alphanumérique de gauche indiquera
le nombre de secondes restantes avant que la purge soit
automatiquement terminée. Vous pouvez arrêter la purge
de gaz en tout temps pendant les 30 secondes en appuyant
et en relâchant rapidement le bouton de nouveau.
6. Bouton de gauche : contrôle de la puissance
(vitesse filaire)
WIRESPEED
A
Bouton gauche
Le bouton de contrôle de la puissance permet de régler
la quantité de courant de soudage provenant du bloc
d’alimentation. En modes STICK et LIFT TIG, le bouton
de contrôle de la puissance permet de régler directement
l’onduleur de façon à acheminer le niveau de courant de
sortie souhaité. En mode MIG, le bouton de puissance permet
de régler la vitesse du moteur du dévidoir (lequel en retour
permet de régler le courant de sortie en variant la quantité
de fil MIG acheminé vers l’arc de soudage). La vitesse filaire
optimale requise dépend du type d’application de soudage.
Le graphique de configuration situé à l’intérieur de la porte du
compartiment du dévidoir fournit un résumé des paramètres
de sortie requis pour une gamme d’applications MIG de base.
La valeur peut également être réglée pendant le soudage –
si cela se produit, l’écran de gauche affichera brièvement
la valeur réglée lorsque le bouton est tourné et reviendra
automatiquement aux mesures du courant de soudages
lorsque le bouton n’est pas tourné.

FABRICATOR252i INSTALLATION/CONFIGURATION
INSTALLATION/CONFIGURATION 3-6 0-5423FC
7. Bouton de droite : contrôle multifonctions – tension
MIG/contrôle de l’arc (inductance) & la puissance de
l’arc STICK
ARC CONTROL
V
Bouton droit
Contrôle de la tension du MIG
Dans ce mode, le bouton de contrôle sert à régler la
tension de sortie du bloc d’alimentation. Le bouton permet
d’augmenter la tension de soudage en tournant celui-ci
dans le sens horaire ou de réduire la tension en tournant
le bouton dans le sens antihoraire. Le niveau de tension
optimal requis dépend du type d’application de soudage. Le
graphique de configuration situé à l’intérieur de la porte du
compartiment du dévidoir fournit un résumé des paramètres
de sortie requis pour une gamme d’applications MIG de base.
La valeur peut également être réglée pendant le soudage –
si cela se produit, l’écran de gauche affichera brièvement
la valeur réglée lorsque le bouton est tourné et reviendra
automatiquement aux mesures du courant de soudages
lorsque le bouton n’est pas tourné.
ARC CONTROL
V
Right Knob
Bouton droit
Contrôle de l’arc MIG (inductance)
Le contrôle de l’arc fonctionne uniquement en mode MIG et
sert à régler l’intensité de l’arc de soudage. Pour accéder à
la fonction de contrôle de l’arc, pousser le bouton de droite
vers l’intérieur et le maintenir enfoncé pendant environ deux
secondes. Il est possible d’accéder à cette fonction et de
régler celle-ci pendant le soudage.
Lorsque le mode STICK est sélectionné
Dans ce mode, le bouton de contrôle multifonctions sert
à régler la puissance de l’arc. La commande de puissance
de l’arc fournit un contrôle réglable de la puissance (ou «
contrôle de la coupure »). Cette fonction est principalement
utile lorsque le soudeur cherche à compenser la variation de
l’assemblage des joints dans certaines situations de soudage
avec des électrodes particulières. Habituellement, la hausse
de la commande de puissance de l’arc vers le « 100 % »
(puissance maximale de l’arc) permet un meilleur contrôle
de la pénétration. Le bouton de contrôle permet d’augmenter
la puissance de l’arc en le tournant dans le sens horaire ou
de réduire celle-ci en le tournant dans le sens antihoraire. Il
est possible d’accéder à cette fonction et de régler celle-ci
pendant le soudage.
Pour accéder à la fonction de contrôle de l’arc, pousser
le bouton de droite vers l’intérieur et le maintenir enfoncé
pendant environ deux secondes. Il est possible d’accéder à
cette fonction et de régler celle-ci pendant le soudage.
L’écran de gauche affichera le nom du paramètre de contrôle
de l’arc en vigueur pour les modes de courant MIG ou STICK
et l’écran de droite affichera la valeur actuelle. Utiliser le
bouton de droite pour modifier cette valeur. Lorsque la valeur
souhaitée est sélectionnée, appuyer de nouveau sur le bouton
vers l’intérieur sans le tourner et le relâcher pour quitter la
fonction de contrôle de l’arc et sauvegarder cette valeur.
8. Écran numérique de gauche
Mode MIG
Cet écran numérique sert à afficher la vitesse du dévidoir
préétablie (prévisualisation) en pouces par minute (PPM)
en mode MIG et la puissance réelle de soudage du bloc
d’alimentation pendant le soudage. Pendant les périodes
sans soudage, l’écran numérique affichera une valeur de
vitesse du dévidoir préétablie (prévisualisation). Cette valeur
peut être réglée en variant le bouton de gauche (contrôle nº 6)
Modes STICK et LIFT TIG
L’écran numérique sert à afficher la puissance préétablie
(prévisualisation) en mode STICK ou LIFT TIG et la puissance
réelle de soudage du bloc d’alimentation pendant le soudage.
Pendant les périodes sans soudage, l’écran de la puissance
affichera une valeur préétablie (prévisualisation) en modes
STICK et LIFT TIG. Cette valeur peut être réglée en variant
le bouton de gauche (contrôle nº 6)
Pendant le soudage, l’écran numérique affichera la puissance
réelle de soudage dans tous les modes.
Lorsque le soudage est terminé, l’écran numérique
conservera la dernière valeur de puissance enregistrée
pendant environ dix secondes dans tous les modes. L’écran
numérique conservera cette valeur jusqu’à ce que; (1) l’un ou
l’autre des contrôles du panneau avant soient réglés, auquel
cas l’unité reviendra au mode précédent, (2) la soudure soit
reprise, auquel cas la tension réelle de soudage sera affichée
ou (3) une période de dix secondes soit écoulée lorsque le
soudage est terminé, auquel cas l’unité reviendra en mode
de prévisualisation.
L’écran sert également à fournir des messages d’erreur à
l’utilisateur et à afficher d’autres informations qui seront
expliquées au Chapitre 5.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































ESAB ESAB Fabricator® 252i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
- Taper
- Manuel utilisateur
- Ce manuel convient également à
Documents connexes
-
ESAB FABRICATOR252i Manuel utilisateur
-
ESAB ESAB Fabricator® 211i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
-
 Tweco FABRICATOR® 211i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
Tweco FABRICATOR® 211i 3-IN-1 Multi Process Welding Systems Manuel utilisateur
-
-
-
 Tweco TWECO® FUSION™250 Air-Cooled Mig Gun 250 AMP Manuel utilisateur
Tweco TWECO® FUSION™250 Air-Cooled Mig Gun 250 AMP Manuel utilisateur
-
-
-
-