

- 2 -
Version 5.2 (Marz 1996)
1. P621(4). FACTEUR DIVISEUR DES SIGNAUX DES VOLANTS ÉLECTRONIQUES
Le paramètre P621(4) s'utilise en même temps avec les paramètres P602(4) et P621(5) qui indiquent le facteur multiplicateur des signaux
du volant électronique du 1
er
et 2
ème
axe respectivement.
Le paramètre P621(4) indique si sont divisés ou non les signaux de tous les volants électroniques.
P621(4)=0 Ne sont pas divisés.
P621(4)=1 Les signaux de tous les volants sont divisés par 2.
Exemples dans l'axe X pour que la CNC assume 100 impulsions/tour avec codeurs à 25, 50 et 100 impulsions/tour, il faut:
Volant Fagor à 25 impulsions/tour: P602(4)=0 et P621(4)=0 25 x 4 / 1 = 100 impulsions/tour.
Volant Fagor à 50 impulsions/tour: P602(4)=1 et P621(4)=0 50 x 2 / 1 = 100 impulsions/tour.
Volant Fagor à 100 impulsions/tour: P602(4)=1 et P621(4)=1 100 x 2 / 2 = 100 impulsions/tour.
Version 5.6 (Juin 1996)
1. DÉPLACEMENT AVEC VOLANT PRINCIPAL
Cette prestation permet, une fois la trajectoire définie, de gouverner les déplacements de la machine au moyen du Volant Principal.
Conditions requises:
Le contrôle du "Déplacement avec Volant Principal" se fait avec le Deuxième Volant, la machine devant donc être munie de deux
volants et ne peut être munie de manivelles.
Personnalisation:
Le paramètre machine "P622(6)" indique si l’on dispose de la prestation "Déplacement avec Volant Principal"
P622(6) = 0 On ne dispose pas de cette prestation
P622(6) = 1 On dispose de la prestation "Déplacement avec Volant Principal"
Le contrôle du "Déplacement avec Volant Principal" se fait avec le Deuxième Volant, la machine devant donc être munie du Premier
Volant et ne peut être munie de manivelles, c’est-à-dire, que:
P621(7)=1 La machine n’est pas munie de manivelles
P622(3)=0 On dispose de 2 volants
P609(1)=0 Le premier volant électronique n’est pas le FAGOR 100P
Le raccordement du "Volant Principal" se fait à travers le connecteur A4. Il admet un signal sinusoïdal et un signal carré différentiel,
les paramètres machine suivants devant être personnalisés:
P621(6) Sens de comptage du "Volant Principal"
P621(3) Unités de mesure du "Volant Principal"
P621(1,2) Résolution de comptage du "Volant Principal"
P621(5) Facteur de multiplication des signaux du "Volant Principal"
Sélection:
a) Modèles CNC-800TI et CNC-800TGI. À partir du PLCI.
Une fois tous les paramètres machine personnalisés, il faut utiliser la sortie O39 du PLCI pour activer ou désactiver la prestation
"Déplacement avec Volant Principal".
b) Modèles CNC-800T et CNC-800TG. En utilisant le terminal 11 du connecteur I/O 1.
Une fois tous les paramètres machine personnalisés, il faut utiliser l’entrée "Déplacement avec Volant Principal", terminal 11 du
connecteur I/O 1 pour activer ou désactiver la prestation "Déplacement avec Volant Principal".
Paramètre P622(6) Sortie PLCI O39 Prestation "Déplacement avec Volant Principal"
P622(6) = 0 ----- La prestation n'est pas disponible
P622(6) =1 O39 = 0 Prestation inactivée
P622(6) =1 O39 =1 Prestation activée
Paramètre P622(6) Pin 11 I/O1 Prestation "Déplacement avec Volant Principal"
P622(6) = 0 ----- La prestation n'est pas disponible
P622(6) =1 Pin 11 = 0Vdc Prestation inactivée
P622(6) =1 Pin 11 = 24Vdc Prestation activée

- 3 -
Fonctionnement de base. (P622(6)=1, O39=1)
a) La machine étant à l’arrêt.
Le premier volant est le seul à être activé, le deuxième volant (Volant Principal) ne marche pas.
On ne peut donc déplacer que l’axe X au moyen des volants.
b) La machine étant en route (CNC en cours d’exécution).
Les axes ne commencent à se déplacer qu’au moment où on fait tourner le Volant Principal.
La vitesse d’avance des axes dépend de la vitesse de rotation du Volant Principal.
Si le volant s’arrête, la machine s’arrête elle aussi.
Si l’on inverse le sens de rotation du Volant Principal, la CNC inverse le sens du déplacement (Fonction Retour d’un seul bloc).
c) La prestation "Déplacement avec Volant Principal" peut être utilisée avec n’importe quel type d’exécution, qu’il s’agisse d’un
cycle, d’un programme ISO, d’un Chanfrein, etc ...
Normalement, la CNC étant en cours d’exécution, le premier volant ne marche pas, sauf durant l’exécution en mode demi-
automatique des opérations automatiques "Chariotage Conique" et "Arrondi".
Dans ces deux opérations semi-automatiques, le Volant Principal contrôle l’avance de la trajectoire et le Premier Volant déplacera
l’axe X.
Prestation "Déplacement avec Volant Principal" désactivée (P622(6)=1, O39=0)
Lorsque la prestation "Déplacement avec Volant Principal" est désactivée, sortie O39 du PLC =0, les volants agissent comme
jusqu’à présent.
2. REPRÉSENTATION GRAPHIQUE DURANT L’EXÉCUTION
Jusqu’à présent, la CNC 800T permettait de réaliser une vérification graphique (simulation graphique) avant l’exécution.
À partir de maintenant, il est aussi possible d’afficher graphiquement la trajectoire d’usinage au cours de la phase d’exécution.
Conditions requises
Pour pouvoir utiliser cette application, il faut disposer du modèle CNC-800TG ou CNC-800TGI, car il s’agit de la présentation
graphique.
Fonctionnement
Lors de l’exécution d’une Opération Automatique, d’un Programme Pièce, du Programme ISO en mode Automatique ou Bloc à
Bloc, il est possible d’afficher sur l’écran la trajectoire d’usinage durant la phase d’exécution.
Pour ce faire, une fois l’exécution commencée, on peut taper sur les touches suivantes:
Touche «4» La CNC affiche l’écran de représentation graphique.
Touche «3» La CNC affiche les Coordonnées Commande, Actuel, Reste et sur la partie supérieure, les valeurs des paramètres
Arithmétiques.
Touche «2» La CNC affiche l’Erreur de Poursuite en gros caractères.
Touche «1» La CNC affiche la Position Actuelle en gros caractères.
Touche «0» La CNC retourne à l’écran standard.
3. ZONE DE TRAVAIL / ZONE D’EXCLUSION
Cette prestation permet, une fois la zone définie, de la sélectionner à partir du PLCI comme zone de travail ou comme zone d’exclusion.
Conditions requises:
Pour pouvoir utiliser cette prestation, il faut disposer du modèle CNC-800TI ou CNC-800TGI, car les sorties O46 et O47 du PLCI
sont utilisées pour sélectionner la zone comme zone de travail ou bien comme zone d’exclusion.
Personnalisation:
Le paramètre machine "P622(5)" indique si la CNC permet de sélectionner une zone comme zone de travail ou comme zone
d’exclusion.
P622(5) = 0 On ne dispose pas de cette prestation
P622(5) = 1 On dispose de cette prestation.
Lorsque l’on dispose de cette prestation "P622(5)=1", il faut utiliser les
paramètres machine suivants pour définir ce qui va être la zone de travail
ou la zone d’exclusion.
P902 Coordonnée X plus positive
P903 Coordonnée X moins positive
P904 Coordonnée Z plus positive
P905 Coordonnée Z moins positive
Pour que la CNC puisse assimiler les valeurs assignées à ces paramètres,
il faut éteindre et rallumer la CNC.

- 4 -
Sélection:
Une fois tous les paramètres machine personnalisés, il faut utiliser les sorties O46 et O47 du PLCI pour sélectionner la zone comme
zone de travail ou comme zone d’exclusion.
Fonctionnement de base. "P622(5)=1"
La CNC, lors de l’allumage, assimile comme zone sélectionnée celle qui est définie au moyen des paramètres machine "P902, P903,
P904 et P905".
Il est néanmoins possible de modifier les valeurs en question à partir du programme, en assignant les nouvelles dimensions aux
paramètres arithmétiques:
P206 Coordonnée X plus positive
P207 Coordonnée X moins positive
P208 Coordonnée Z plus positive
P209 Coordonnée Z moins positive
La CNC assimile ces nouvelles valeurs mais ne modifie pas les paramètres machine "P902, P903, P904 et P905".
Il faut en outre tenir compte du fait que lors de l’allumage, la CNC assimilera de nouveau les valeurs définies par les paramètres
machine.
La zone sélectionnée pourra être activée comme zone de travail ou comme zone d’exclusion à partir du PLCI, en utilisant les sorties
O46 et O47, tel qu’il a été dit plus haut.
Lorsqu’elle est sélectionnée comme Zone de Travail, la CNC agit de la manière suivante:
. Durant les déplacements avec JOG ou Volant, elle ne permet pas de sortir de cette zone.
. Si l’on essaie d’en sortir en cours d’exécution, elle affiche une erreur 67 "Erreur limites X, Z"
Lorsqu’elle est sélectionnée comme Zone d’Exclusion, la CNC agit de la manière suivante:
. Durant les déplacements avec JOG ou Volant, elle ne permet pas d’entrer dans cette zone.
. Si l’on essaie d’y entrer en cours d’exécution, elle affiche une erreur 67 "Erreur limites X, Z"
4. CHANGEURS DE GAMME MANUELS
Fonctionnement jusqu’à cette version
Si on désire faire le changement de gamme manuellement, il faut personnaliser le paramètre machine "P601(1)" avec la valeur "0".
Lorsque la nouvelle vitesse de broche "S" sélectionnée implique un changement de gamme, la CNC affichera un message indiquant
la gamme à sélectionner.
L’Utilisateur doit mener les opérations suivantes:
1 Arrêter la broche.
2 Changer manuellement de gamme
3 Restaurer la rotation de la broche
4 Taper sur la touche [ENTER]
La CNC poursuit l’exécution.
Fonctionnement à partir de cette version
Si on désire faire le changement de gamme manuellement, il faut personnaliser le paramètre machine "P601(1)" avec la valeur "0".
Lorsque la nouvelle vitesse de broche "S" sélectionnée implique un changement de gamme, la CNC arrête la broche et indique
la gamme à sélectionner.
L’Utilisateur doit mener les opérations suivantes:
1. Changer manuellement de gamme
2. Taper sur la touche [ENTER]
La CNC restaure la rotation de la broche et poursuit l’exécution.
Sortie PLCI
046
Sortie PLCI
047
Prestation "Zone de Travail / Zone d’Exclusion"
O46 = 0 O47 = 0 Prestation inactivée
O46 = 0 O47 = 1
Zone activée comme Zone de Travail
(il n’est pas possible d’en sortir)
O46 = 1 O47 = 0
Zone activée comme Zone d’Exclusion
(il n’est pas possible d’y entrer)
O46 = 1 O47 = 1 Prestation inactivée

- 5 -
5. COMPENSATION DU JEU DE VIS VARIABLE
Jusqu’à présent, la CNC 800T ne tenait compte que d’un seul jeu de vis.
À partir de maintenant, il est aussi possible de corriger des mesures lorsque le jeu d’inversion de vis est variable selon la zone où se
trouve la machine.
Conditions requises
Les tables de compensation des jeux de vis se transforment. Elles sont à présent utilisées pour compenser l’erreur des jeux de
vis et l’erreur variable des jeux de vis (les deux à la fois).
Personnalisation
Les paramètres machine "P622(7)" et "P622(8)" indiquent si on dispose de cette prestation.
P622(7) = 0 On ne dispose pas de cette prestation sur l’axe Z.
P622(7) = 1 On dispose de cette prestation sur l’axe Z.
P622(8) = 0 On ne dispose pas de cette prestation sur l’axe X.
P622(8) = 1 On dispose de cette prestation sur l’axe X.
Chaque fois que l’on travaille avec la prestation "Jeu de Vis Variable", il faut sélectionner la compensation d’erreur de jeux de
vis de l’axe correspondant.
P605(2) = 0 Compensation d’erreur de jeu de vis de l’axe X (0=Non, 1=Oui)
P605(1) = 0 Compensation d’erreur de jeu de vis de l’axe Z (0=Non, 1=Oui)
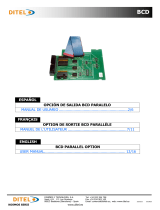
Définition de la table
Les 15 premiers points de la table sont utilisés pour le sens positif et les 15 autres pour le sens négatif.
Lorsque l’on désire corriger l’erreur de vis, le jeu de vis est la différence existant entre les deux courbes.
Lorsque l’on ne désire pas corriger l’erreur de vis, une des tables aura la valeur 0 et l’autre courbe sera le jeu de vis.
Notes: • Les deux parcours doivent respecter toutes les conditions requises des tables de compensation de jeu de vis.
• Une des conditions établit que le point de référence machine doit toujours avoir la valeur 0.
• Si la vis a du jeu sur le point de référence machine, il faut assigner la valeur en question au paramètre machine P109
ou P309 (Jeu de vis sur l’axe X ou Z) et décaler de cette quantité tous les points de la table.
Exemple:
Fonctionnement:
Lorsque l’on dispose de la prestation "Compensation de Jeu de Vis Variable". La CNC travaille comme avec la compensation
d’erreur de jeu de vis, c’est-à-dire, qu’elle applique à tout moment le jeu de vis défini sur la table pour le point en question et pour
le sens d’usinage.
Lorsque l’axe inverse, la CNC commute de courbe et récupère ou applique le jeu correspondant aux point et sens en question.
Sens positif
Sens négatif
Coordonnée
Jeu
Sens positif
Sens négatif
Coordonnée
Jeu
Coordonnée
Sens positif
Jeu
Sens négatif
Jeu
Coordonnée

- 6 -
Version 5.7 (Juillet 1996)
1. DÉTECTION DE ZONE DE TRAVAIL / ZONE D’EXCLUSION
Lorsque l’on travaille avec la prestation "Zone de travail / Zone d’exclusion", la CNC ne permet pas d’accéder ou de sortir de la zone
en question pendant les déplacements de la machine au moyen des touches de JOG ou du volant.
Pour éviter que l’utilisateur ne songe à un fonctionnement incorrect de la machine, car aucun texte n’est affiché, à partir de cette version
la CNC agit de la manière suivante pendant les déplacements de la machine au moyen des touches de JOG ou du volant:
* Lorsqu’elle est sélectionnée comme Zone de Travail, la CNC met l’entrée I46 du PLCI à niveau logique haut lorsque l’on
essaie de sortir de la zone sélectionnée.
* Lorsqu’elle est sélectionnée comme Zone d’Exclusion, la CNC met l’entrée I46 du PLCI à niveau logique haut lorsque l’on
essaie d’entrer dans la zone sélectionnée.
2. RÉINITIALISATION DE L’EXÉCUTION À MOITIÉ DE LA PIÈCE
Si au cours de l’usinage d’une pièce, l’exécution est interrompue (coupe de secteur, etc.), il est possible de réexécuter la pièce à partir
de l’opération à laquelle l’usinage a été interrompu. On évite de cette façon d’avoir à répéter toute la pièce, avec la perte de temps que
cela implique.
Pour réinitialiser l’exécution de la pièce, il faut suivre la démarche suivante:
1. Sélectionner le mode de travail Visualisateur, celui qui apparaît lors de l’allumage de la CNC, après la page "Test Général Passé".
Aucun cycle n’est sélectionné dans ce mode de travail.
2. Taper sur la touche [RECALL] pour ouvrir la fenêtre des programmes pièce.
3. Sélectionner le programme pièce que l’on avait sélectionné. Se mettre en position, au moyen des touches [fléchée haut] et
[fléchée bas] sur le programme pièce désiré et taper sur la touche [RECALL].
4. Sélectionner au moyen des touches [fléchée haut] et [fléchée bas], l’opération au cours de laquelle l’usinage de la pièce s’est
interrompu et taper sur la touche
La CNC exécutera l’opération sélectionnée et poursuivra l’exécution du programme pièce jusqu’à la fin.
Version 6.1 (Janvier 1997)
1. NOUVELLES LANGUES (Chinois (Taiwan) et Portugais)
Paramètre machine P99 P99 = 5 Portugais P99 = 6 Chinois (Taiwan)
2. MODIFICATIONS DANS LE TRAVAIL AVEC VOLANT PRINCIPAL
Le travail avec Volant Principal est devenu:
a) Avec machine à l'arrêt.
Seulement est habilitée le premier volant, le deuxième volant (Volant Principal) ne fonctionne pas.
Donc avec les volants on ne pourra déplacer que l'axe X.
b) Avec machine en marche (CNC en Exécution).
Seulement est habilité le Volant Principal, la premier volant ne fonctionne pas.
Les axes commencent à se déplacer quand on tourne le Volant Principal
La vitesse d'avance des axes dépend de la vitesse de rotation du Volant Principal.
Si le volant s'arrête, la machine s'arrête.
Si le sens de rotation du Volant Principal est inverti, la CNC change le sens du mouvement (Fonction Retour d'un seul bloc).
c) Opération d'Arrondi Semi-automatique
L'opération d'Arrondi Semi-automatique commence en tournant le Volant Principal.
Si la rotation du Volant Principal est arrêtée, l'exécution s'arrête.
Si on continue à tourner le Volant Principal, l'exécution continue. Il n'admet pas de rotation en sens contraire.
Quand l'opération finalise la CNC ne prend pas en compte la rotation du Volant Principal pendant 1,4 de seconde. En évitant ainsi
le début d'une nouvelle opération.
Ce temps écoulé, si on tourne le Volant Principal la CNC commence l'exécution d'une nouvelle opération dans le sens indiqué.

- 7 -
d) Opération de Tournage Conique Semi-automatique
L'opération de Tournage Conique Semi-automatique commence en tournant le Volant Principal.
Si on arrête la rotation du Volant Principal, l'exécution s'arrête.
Si on continue à tourner le Volant Principal, l'exécution continue.
Si on tourne le Volant Principal dans le sens contraire, l'opération finalise. Une nouvelle rotation du Volant Principal, dans n'importe
quel sens, implique l'exécution d'une nouvelle opération dans le sens indiqué.
3. VERSION DE SOFTWARE DANS LA CNC
À partir de cette version, quand on accède à l'écran qu'affiche le cheksum de chacune des Eproms,
[Modes Auxiliaires] [Modes Spéciaux] [8]
La CNC affichera, le cheksum de chacune des Eprom et la Version de Software dont dispose la CNC. Par exemple: Version 6.1
Version 6.4 (Mai 1997)
1. INDICATIF DE CHANGEMENT D'OUTIL AU PLC (I97)
Sur les machines avec changeur manuel d'outils, quand la CNC détecte qu'il faut mettre un nouvel outil, elle arrête l'exécution et affiche
à l'utilisateur un message pour qu'il effectue le changement.
Parfois, pendant le changement d'outil il faut prendre certaines précautions. Ces conditions doivent être traitées dans le PLC.
Par cela, à partir de cette version, la CNC affiche le message de changement d'outil, elle active l'entrée I97 du PLC, et la désactive quand
se le message disparaît.
Version 6.6 (Novembre 1997)
1. GESTION DE SYSTÈMES DE MESURE AVEC IO CODÉS
Paramètres machine
P608(5), P608(8) Type de signal Io dont dispose le système de mesure. Axe X, Z. (0 = Io normal, 1 = Io codé)
P608(3), P608(6) Période signal Io codé. Axe X, Z. (0 = Période de signal Io de 20 mm, 1 = Période de signal Io de 100 mm)
P608(4), P608(7) Séquence de Io croissant avec comptage positif ou négatif. Axe X, Z.
(0 = Io croissant avec comptage positif, 1 = Io croissant avec comptage négatif)
P908, P909 Offset de la règle ou position qu'occupe le Zéro Machine (M) par
rapport au Zéro de la Règle. Axe X, Z
Les transducteurs linéaires avec Io codé disposent d'une
échelle graduée avec son propre Zéro de Règle, il ne suffit
alors que d'effectuer un déplacement de 20 mm ou 100 mm
pour connaître la position, par rapport au Zéro de Règle.
Point de référence.
Quand le système de mesure dispose de Io codé, ce point s'utilise uniquement quand l'axe dispose de compensation d'erreur de
vis. L'erreur de vis dans le point de référence machine doit être 0.
Ajustage de l'offset de la règle
L'ajustage de l'offset de la règle doit être réalisé axe par axe, il est conseillé d'utiliser le processus suivant:
* Indiquer dans le paramètre "P600(7) et P600(6)" le flanc de l'impulsion de Io du système de mesure qui sera utilisé.
* Indiquer dans le paramètre "P618(8) et P618(7)" le sens dans lequel se déplacera l'axe pendant la recherche du Zéro Machine.
* Personnaliser les paramètres "P807 et P808" avec la vitesse de l'axe dans la recherche du Zéro Machine.
* Assigner la valeur 0 au paramètre " P908 et P909" (offset de la règle).
* Positionner l'axe dans la position adéquate, et exécuter la commande de recherche de Zéro Machine de cet axe.
Touche [X] ou [Z], touche [flèche en haut] et touche
À la fin de la recherche la CNC affichera la valeur de coordonnée de l'axe se rapportant au Zéro de la Règle.
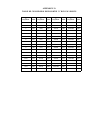
Règle P608 (5) P608 (3) P608 (4) Règle P608 (5) P608 (3) P608 (4)
COS 1 0 1 MOVS 1 0 0
COC 1 0 0 MOVC 1 0 0
COX 1 0 0 MOVX 1 0 0
COVS 1 0 1 FOT 1 1 0
COVC 1 0 0 FOS 1 1 0
COVX 1 0 0 FOC 1 1 0

- 8 -
* Ensuite déplacer l'axe jusqu'au point zéro machine, ou jusqu'à un point aux dimensions connues par rapport au zéro machine,
on observera la lecture que la CNC réalise de ce point.
La valeur qu'il faut assigner au paramètre machine qui définit l'offset de la règle doit être calculée avec la formule suivante.
Valeur = Lecture de la CNC à ce point - Valeur de coordonnée machine du point.
Exemple pour l'axe X: Si le point aux dimensions connues se trouve a 230 mm du zéro machine et la CNC affiche la valeur de
coordonnée 423.5 mm, l'offset de la règle sera:
Paramètre machine P908 = 423,5 - 230 = 193.5 mm.
* Ensuite assigner cette nouvelle valeur au paramètre machine, taper sur la touche RESET pour que cette valeur soit assumée
par la CNC.
* Il est nécessaire de réaliser une nouvelle recherche du Zéro Machine pour que cet axe prenne les valeurs correctes.
2. FILETAGE AVEC PASSES DE PÉNÉTRATION CONSTANTES
À partir de cette version, la pénétration de chaque passe sera en fonction du signe assigné au paramètre ∆∆
Avec ∆∆ positif, la pénétration de chaque passe est en fonction de la passe correspondante ( ∆∆ √ n )
Avec ∆∆ négatif, les pénétrations se maintiennent constants, avec la valeur absolue du paramètre ∆∆
3. GÉNÉRATION D'UN PROGRAMME EN CODE ISO
La CNC permet de générer, à partir d'une opération ou programme pièce, un programme en code ISO à bas niveau.
Quand on veut disposer de cette prestation il faut personnaliser le paramètre machine "P623(2)=1".
Le programme en code ISO généré par la CNC est toujours appelé 99996 et pourra être emmagasiné dans la CNC elle-même ou dans
un ordinateur.
Le programme 99996 est un programme spécial d'usager en code ISO, qui peut être:
Généré à partir d'une opération ou programme pièce.
Édité dans la CNC elle-même, avec l'option "Modes auxiliaires - Édition programme 99996"
Être transmis à la CNC après avoir été élaboré dans un ordinateur.
Génération du programme ISO en mémoire de la CNC (99996).
Le CN800T dispose de 7 K de mémoire pour emmagasiner le programme 99996. Si le programme généré dépasse cette taille, la CNC
affichera l'erreur correspondante.
Pour générer le programme 99996 il faut suivre les pas suivants:
* S'il s'agit d'une opération. Sélectionner ou définir l'opération désirée.
* S'il s'agit d'un programme pièce. Sélectionner dans le dossier de programmes pièce le programme pièce et positionner le curseur
sur la tête de celle-ci ("PIÈCE 01435". On devra voir la liste des opérations qui la composent).
* Taper sur la séquence de touches [AUX].[7]. La CNC affichera la page de simulation graphique.
* Taper sur la touche . La CNC commence la simulation et la génération du programme 99996.
* Une fois finalisée la simulation, le programme 99996 emmagasiné en mémoire contiendra en code ISO tous les blocs qui ont
été simulés.
Génération du programme ISO (99996) dans un ordinateur
Normalement, le programme 99996 généré à partir d'un programme pièce est supérieur à la mémoire disponible dans la CNC.
Grâce à l'utilisation du DNC30 il est possible de générer ce programme (99996) dans la mémoire de l'ordinateur.
Pour générer le programme 99996 dans un ordinateur il faut suivre les pas suivants:
* Activer la communication DNC et exécuter le programme DNC30 dans l'ordinateur.
* Sélectionner dans l'ordinateur l'option "Gestion de Programmes - Réception Digitalisée".
* Dans la CNC sélectionner l'opération ou se positionner sur la tête du programme pièce ("PIÈCE 01435". On devra voir la liste
des opérations qui la composent).
* Taper sur la séquence de touches [AUX][8]. La CNC affichera la page de simulation graphique.
* Taper sur la touche . La CNC commence la simulation et la génération du programme 99996.
* Une fois finalisée la simulation, le programme 99996 qui a été généré dans l'ordinateur contiendra en code ISO tous les blocs
qui ont été simulés dans la CNC.
Ce programme peut être exécuté dans la CNC grâce à l'option "Exécution programme infini" du DNC30.
4. RÉGLEMENTATION DE SÉCURITÉ EN MACHINES
La CNC dispose des prestations suivantes pour respecter la réglementation de sécurité sur machines.
Habilitation de la touche DEPART depuis le PLC
Cette prestation est disponible quand le paramètre "P619(7)=1" a été personnalisé.
La sortie O25 du PLC indique si la touche DEPART est habilitée (=1) ou non (=0)

- 9 -
Déplacements des axes affectés par l'Arrêt des Avances. (était déjà disponible)
L'entrée d'Arrêt des Avances, pin 15 du connecteur I/O 1, doit se trouver normalement au niveau logique haut.
Si pendant le déplacement des axes, l'entrée d'Arrêt des Avances se met au niveau logique bas, la CNC maintient la rotation de
la broche et arrête l'avance des axes, en fournissant des signaux de valeur 0V et en maintenant les embrayages activés.
Quand ce signal retourne au niveau logique haut, la CNC continuera avec le déplacement des axes.
Avance des axes en mode manuel limitée depuis le PLC.
Cette prestation est disponible quand le paramètre "P619(7)=1" a été personnalisé
Chaque fois que la sortie O26 du PLC est activée, la CNC assume l'avance fixée dans le paramètre machine "P812"
Volant géré depuis le PLC.
Le paramètre "P623(3)" indique si le déplacement des axes avec volants est affecté par l'Arrêt des Avances (=1) ou non (=0)
Le paramètre machine "P622(1)" indique si est appliqué le facteur correspondant à la position du commutateur (=0) ou si est
appliqué le facteur indiqué par les sorties O44 et O45 du PLC (=1) (Il était déjà disponible)
Contrôle de la broche depuis le PLC.
Cette prestation est disponible quand le paramètre "P619(7)=1" a été personnalisé.
La sortie O27 indique à la CNC qu'elle doit (O27=1) appliquer à la broche le signal fixé depuis le PLC. La valeur du signal est fixée
dans le registre R156 et avec la marque M1956 est envoyée à la CNC.
R156= 0000 1111 1111 1111 => + 10V. R156= 0001 1111 1111 1111 => - 10V.
R156= 0000 0111 1111 1111 => + 5V. R156= 0001 0111 1111 1111 => - 5V.
R156= 0000 0011 1111 1111 => + 2,5V. R156= 0001 0011 1111 1111 => - 2,5V.
R156= 0000 0000 0000 0000 => + 0V. R156= 0001 0000 0000 0000 => - 0V.
De même, la sortie O43 du PLC, permet de contrôler la rotation de la broche. (Elle était déjà disponible)
Normalement elle doit se trouver au niveau logique bas.
Si elle est mise au niveau logique haut, la CNC arrête la rotation de la broche.
Quand cette sortie retourne au niveau logique bas, la CNC récupère la rotation de la broche.
Information au PLC de l'état de la recherche de référence machine
I88 Recherche de référence machine en processus
I100 Recherche de référence machine finalisée sur l'axe X
I101 Recherche de référence machine finalisée sur l'axe Z
Information additionnelle de la CNC au PLC
R120 La partie basse de ce registre indique le code de la touche tapée.
Cette valeur se maintient pendant 200 millièmes de seconde, sauf si on tape une autre touche avant.
Ce registre peut être annulé depuis le PLC, après avoir été géré.
R121 bit 1 Indique que l'opération de Cylindrage est sélectionnée (=1)
bit 2 Indique que l'opération de Dressage est sélectionnée (=1)
bit 3 Indique que l'opération de Cylindrage Conique est sélectionnée (=1)
bit 4 Indique que l'opération d'Arrondi est sélectionnée (=1)
bit 5 Indique que l'opération de Filetage est sélectionnée (=1)
bit 6 Indique que l'opération de Rainurage est sélectionnée (=1)
bit 7 Indique que l'opération de Profil est sélectionnée (=1)
bit 8 Indique que l'option Modes Auxiliaires est sélectionnée (=1)
bit 9 Indique que l'option Mesure d'outil est sélectionnée (=1)
bit 10 Indique que l'opération de Perçage multiple est sélectionnée (=1)
bit 11 Indique que l'opération de Perçage simple / Taraudage est sélectionnée (=1)
bit 12 Indique que l'opération de Clavettes est sélectionnée (=1)
bit 13 Indique que le mode d'Inspection d'Outil est sélectionné (=1)
bit 14 Indique que le mode de Simulation graphique est sélectionné (=1)
bit 16 Indique que le mode correspondant aux paramètres "Passe de finition, Avance de finition, Outil de finition et
Distances de sécurité sur X et sur Z des cycles" est sélectionné (=1)

- 10 -
Version 6.8 (Mars 1998)
1. NOUVELLES LANGUES (SUÉDOIS ET NORVÉGIEN)
Les langues pouvant être sélectionnées avec le paramètre machine P99 sont:
Espagnol...(P99=0) Allemand.....(P99=1) Anglais....(P99=2) Français......(P99=3) Italien....(P99=4)
Portugais...(P99=5) Taiwanais.....(P99=6) Suédois....(P99=7) Norvégien...(P99=8)
2. CODEUR À 1000 IMPULSIONS COMME CODEUR À 1250
Cette performance permet à la CNC d'adapter la mesure du codeur à 1000 impulsions pour la traiter comme mesure à 1250 impulsions.
P623(7) Adapte la mesure du codeur de l'axe X (0=Non, 1=Oui)
P623(8) Adapte la mesure du codeur de l'axe Z (0=Non, 1=Oui)
Un cas typique: On dispose de moteurs avec codeur à 1000 impulsions et vis avec pas de 5 millimètres.
Les calculs nécessaires pour définir la résolution de l'axe s'effectueront avec le nombre d'impulsions sélectionnées (1000 ou 1250)
3. COMPENSATION CROISÉE
La compensation croisée permet de compenser l'erreur de mesure que subit l'axe X en déplaçant l'axe Z.
P623(6) À l'axe X on applique la Compensation croisée (0=Non, 1=Oui)
Quand on utilise la compensation croisée la CNC permet d'appliquer la compensation de vis uniquement à l'axe Z. Il n'est pas permis
d'appliquer la compensation de vis à l'axe X parce que la table correspondante à cet axe s'utilise pour la compensation croisée avec
les valeurs suivantes:
P00 = X: ?????.??? P01 = DX: ????.???
Pour appliquer correctement la compensation croisée définir P605(2)=1 et P623(6)=1.
Note: La table de compensation croisée doit remplir les mêmes conditions que la table de compensation d'erreur de vis. Voir sectiont
3.8.4 du manuel d'Installation.
4. PLCI. ENTRÉE I104
Quand le commutateur du panneau de commandes est sur une des positions du volant (x1, x10, x100), l'entrée I104 est à "1"
Version 6.9 (Février 1999)
1. NOUVEAU PARAMÈTRE MACHINE ASSOCIÉ AUX FONCTIONS M
Le paramètre machine «P620(8)», indique quand il faut sortir les fonctions M3, M4, M5 pendant l’accélération et la décélération de
la broche.
2. ANNULER LE CORRECTEUR PENDANT LE CHANGEMENT D’OUTIL
À partir de cette version il est possible d’exécuter, dans la routine associée à l’outil, un bloc du type «T.0» pour annuler le correcteur
de l’outil. Cela permet d’effectuer des déplacements à une cote déterminée sans avoir à effectuer des calculs compliqués.
Il est permis uniquement d’annuler (T.0) ou de modifier (T.xx) le correcteur. Il n’est pas permis de changer d’outil (Txx.xx) dans la routine
associée à l’outil.

- 11 -
3. FACTEUR DIVISEUR DES SIGNAUX DE MESURE
Les paramètres P620(5) et P620(6) s’utilisent avec les paramètres P602(6) et P602(5) qui indiquent le facteur multiplicateur des signaux
de mesure des axes X, Z respectivement.
Ils indiquent si les signaux de mesure sont divisés (=1) ou non (=0).
P620(5)=0 et P620(6)=0 Ils ne se divisent pas
P620(5)=1 et P620(6)=1 Ils se divisent par 2.
Exemple: on veut obtenir une résolution de 0,01 mm au moyen d’un codeur de signaux carrés placé sur l’axe X avec un pas de vis
de 5 mm.
Nombre d’impulsions = pas de vis / (Facteur multiplication x Résolution)
Avec P602(6)=0 et P620(5)=0 Facteur de multiplication x4 Nombre d’impulsions = 125
Avec P602(6)=1 et P620(5)=0 Facteur de multiplication x2 Nombre d’impulsions = 250
Avec P602(6)=0 et P620(5)=1 Facteur de multiplication x2 Nombre d’impulsions = 250
Avec P602(6)=1 et P620(5)=1 Facteur de multiplication x1 Nombre d’impulsions = 500
Version 6.10 (Mars 2002)
1. FACTEUR DE MESURE.
La résolution de l’axe est fixée par le pas de vis et le nombre d’impulsions du codeur incorporé au moteur.
Quelque fois, la résolution correspondant aux vis et codeurs disponibles ne coïncide pas avec aucune des résolutions que l’on peut
fixer par paramètre machine (1, 2, 5, 10 microns ou dix millièmes de pouce).
Exemple: Avec vis à pas de 6 mm et codeur de 2.500 impulsions/tour, on peut obtenir des résolutions de :
Résolution = Pas de Vis / (Nombre d’impulsions du Codeur x Facteur de multiplication).
Avec facteur de multiplication 1 Résolution 2,4 microns
Avec facteur de multiplication 2 Résolution 1,2 microns
Avec facteur de multiplication 4 Résolution 0,6 microns
Pour résoudre ces cas, on dispose d’un nouveau paramètre machine par axe appelé Facteur de Mesure, qui permet d’adapter la
résolution à la configuration disponible.
P819 Facteur de mesure de l’axe X P820 Facteur de mesure de l’axe YP821 Facteur de mesure de l’axe Z
Valeurs entre 0 et 65534, la valeur 0 indique que l’on ne désire pas cette performance.
Pour calculer le «Facteur de Mesure», on doit utiliser la formule suivante :
Facteur de Mesure = (Réduction x Pas de Vis / Nombre d’impulsions du Codeur) x 8.192
Exemples : Réduction 1 1 2 1
Pas de Vis 4.000 6.000 6.000 8.000 (microns)
Codeur 2.500 2.500 2.500 2.500 (impulsions/tour)
Facteur de Mesure 13107,2 19.660,8 39.321,6 26.214,4
Les paramètres machine n’admettent que des nombres entiers et parfois le «Facteur de Mesure possède une partie fractionnaire. Dans
ce cas, on assigne la partie entière au paramètre machine et on utilise la table d’erreur de vis pour compenser la partie fractionnaire.
Les valeurs à introduire dans la table se calculent avec la formule suivante :
Cote de la vis = Erreur de vis (microns) x Partie entière du facteur de mesure / Partie fractionnaire du facteur de mesure
Pour le cas: Réduction = 1Pas de vis = 6.000 Codeur = 2.500
Facteur de Mesure = 19.660,8 Paramètre machine = 19660
Pour une erreur de vis de 20 microns Cote de la vis = 20 x 19.660 / 0.8 = 491.520
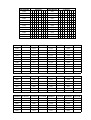
En continuant le calcul, on obtient la table suivante.
Cote de la Vis Erreur de la Vis
P0 = -1966.000 P1 = -0.080
P2 = -1474.500 P3 = -0.060
P4 = -983.000 P5 = -0.040
P6 = -491.500 P7 = -0.020
P8 = 0 P9 = 0
P10 = 491.500 P11 = 0.020
P12 = 983.000 P13 = 0.040
P14 = 1472.500 P15 = 0.060
P16 = 1966.000 P17 = 0.080

- 12 -
2. MOUVEMENTS D’APPROCHE À LA PIÈCE
À partir de cette version on dispose d’un nouveau paramètre machine pour
fixer les mouvements d’approche et sortie de la pièce.
P732=0 Comme jusqu’à présent, mouvement interpolé
P732=1 Mouvements paraxiaux.
Approche X - Z Sortie Z - X
P732=2 Mouvements paraxiaux.
Approche Z - X Sortie X - Z
Headquarters (SPAIN): Fagor Automation S. Coop.
Bº San Andrés s/n, Apdo. 144
E-20500 Arrasate - Mondragón
Tel: +34-943-719200/039800
Fax: +34- 943-791712
+34-943-771118 (Service Dept.)
www.fagorautomation.com
E-mail: [email protected]


INFORMATIONS SUR CE MANUEL
Le présent manuel s’adresse au constructeur de la machine.
Il contient toute l’information nécessaire aux nouveaux usagers, outre des sujets avancés
pour ceux qui connaissent déjà le produit CNC 800T.
Il ne sera pas nécessaire de lire intégralement ce manuel. Consultez la liste des "Nouvelles
Prestations et Modifications", ainsi que les appendices ayant trait aux paramètres machine.
Tous possèdent des références croisées qui vous indiqueront le chapitre ou section du
manuel sur lequel se trouve le paramètre ou le sujet désiré.
Le manuel décrit toutes les fonctions que possède la famille CNC 800T. Consultez le
tableau comparatif des modèles afin de connaître les fonctions desquelles votre CNC
est munie.
Pour pouvoir installer la CNC sur votre machine, nous vous conseillons de consulter
l’appendice ayant trait aux habitacles requis pour le mise en place de la CNC, ainsi que le
chapitre 1 "Configuration de la CNC" qui indique les dimensions de la CNC et qui donne
le détail de tous les terminaux de ses connecteurs.
Le Chapitre 2 "Interface alimentation et machine" indique le mode de branchement de la
CNC au secteur et à l’armoire électrique.
Le Chapitre 3 "Fonctions Auxiliaires" indique le système d’accès aux modes d’utilisation
spéciaux.
Pour pouvoir associer la CNC à la machine, il faut personnaliser tous les paramètres
machine de la CNC. Nous vous conseillons de consulter les chapitres 4, 5, 6, ainsi que les
appendices ayant trait aux paramètres machine.
Il existe 2 appendices, l’un contenant les paramètres ordonnés par sujets, le même ordre qui
est employé sur les chapitres 4, 5 et 6, et un autre appendice contenant les paramètres
ordonnés par ordre numérique.
Les deux appendices contiennent des références croisées qui vous indiqueront la section du
manuel sur laquelle chaque paramètre est expliqué.
Durant l’explication en détail de chaque paramètre, chapitres 4, 5 et 6, il arrive que l’on fasse
mention du chapitre 7 "Concepts", car certains paramètres s’y trouvent expliqués plus
profondément, du fait qu’ils indiquent comment il faut procéder à de divers ajustements de
l’ensemble machine-CNC
Une fois tous les machines définis, nous vous suggérons d’utiliser l’annexe "Tableau de
définition des paramètres machine", en y indiquant les valeurs avec lesquelles ils furent tous
personnalisés.
Il y a aussi un appendice d’erreurs, qui indique certaines des causes que chacun d’eux peut
provoquer.
Notes
: L’information décrite dans le présent manuel peut être sujet à de variations
provoquées par des modifications techniques.
FAGOR AUTOMATION, S. Coop., se réserve le droit de modifier le contenu
du manuel, n’étant pas tenue de notifier les variations.

INDEX
Section
Page
Table comparative des models CNC 800T................................................... ix
Nouvelles prestations et modifications ......................................................... xiii
INTRODUCTION
Déclaration de conformité ........................................................................... 3
Conditions de Sécurité ................................................................................ 4
Conditions de la Garantie ............................................................................ 7
Conditions de Renvoi.................................................................................. 8
Notes Complémentaires .............................................................................. 9
Documentation Fagor pour la CNC 800T.................................................... 11
Contenu du présent manuel ......................................................................... 12
Chapitre 1. CONFIGURATION DE LA CNC
1.1 Introduction ................................................................................................ 1
1.2 CNC 800T compact.................................................................................... 1
1.2.1 Dimentions et installation de la CNC 800 compact....................................... 2
1.3 CNC 800T modulaire ................................................................................. 3
1.3.1 Unité centrale de la CNC 800T modulaire ................................................... 4
1.3.2 Moniteur de la CNC 800T modulaire .......................................................... 5
1.3.2.1 Habitacle du moniteur ................................................................................. 7
1.3.2.2 Connecteur pour le raccordement de l’unité centrale avec le moniteur .......... 8
1.3.3 Clavier de la CNC 800T modulaire ............................................................. 9
1.3.3.1 Connecteur pour le raccordement de l’unité centrale avec le clavier.............. 10
1.4 Connecteurs et connection du système CNC 800T....................................... 12
1.4.1 Connecteurs A1, A3, A4............................................................................. 14
1.4.1.1 Micro commutateurs des connecteurs de mesure A1, A3, A4....................... 15
1.4.2 Connecteur A5 ........................................................................................... 16
1.4.2.1 Micro commutateurs du connecteur de mesure A5 ....................................... 17
1.4.3 Connecteur A6 ........................................................................................... 18
1.4.4 Connecteur RS232C ................................................................................... 19
1.4.5 Connecteur I/O 1 ........................................................................................ 22
1.4.5.1 Entrées logiques du connecteur I/O 1........................................................... 23
1.4.5.2 Sorties logiques du connecteur I/O 1 ........................................................... 25
1.4.6 Connecteur I/O 2 ........................................................................................ 27
1.4.6.1 Sorties logiques du connecteur I/O 2 ........................................................... 28

Chapitre 2. RACCORDEMENT AU RESEAU ET LA MACHINE
2.1 Raccordement au réseau.............................................................................. 1
2.1.1 Source d’alimentation interne ...................................................................... 2
2.2 Raccordement à la machine ......................................................................... 3
2.2.1 Considérations générales ............................................................................. 3
2.2.2 Sorties digitales ........................................................................................... 5
2.2.3 Entrées digitales .................................................................................................. 5
2.2.4 Sorties analogiques ............................................................................................. 6
2
.2.5 Entrées de mesure ....................................................................................... 6
2.3 Mise au point .............................................................................................. 7
2.3.1 Considérations générales ............................................................................. 7
2.3.2 Précautions ................................................................................................. 7
2.3.3 Raccordement ............................................................................................. 8
2.3.4 Test des entrées/sorties du système .............................................................. 9
2.4 Raccordement de l’entrée et sortie d’arrêt d’urgence .................................... 11
2.5 Activation et desactivation des dispositifs externes ....................................... 13
Chapitre 3. FONCTIONS AUXILIAIRES
3.1 Millimètres <-> pouces ................................................................................ 1
3.2 Rayon <-> diamètre .................................................................................... 2
3.3 F mm(pouces)/min <-> mm(pouces)/tr......................................................... 2
3.4 Outils.......................................................................................................... 3
3.4.1 Table d'outils .............................................................................................. 3
3.4.1.1 Modification des dimensions d'outils............................................................ 6
3.4.2 Mesure d'outils............................................................................................ 7
3.4.3 Inspection d'outil......................................................................................... 8
3.5 Passe de finition de cycle et distance de sécurité........................................... 9
3.6 Autres opérations automatiques ................................................................... 10
3.7 Modes auxiliaires ........................................................................................ 11
3.8 Modes spéciaux .......................................................................................... 11
3.8.1 Test ............................................................................................................ 12
3.8.2 Paramètres généraux ................................................................................... 15
3.8.3 Fonctions “M” décodées ............................................................................. 16
3.8.3.1 Fonctions M BCD générées par la C.N.C.................................................... 18
3.8.4 Compensation des erreurs de vis.................................................................. 19
3.9 Périphériques .............................................................................................. 21
3.9.1 Mode Périphériques .................................................................................... 21
3.9.2 Communication DNC ................................................................................. 22
3.10 Bloquer / Débloquer.................................................................................... 23
3.11 Exécution/ simulation du programme 99996 ................................................ 24
3.11.1 Exécution du programme 99996.................................................................. 25
3.11.1.1 Inspection de l'outil ..................................................................................... 26
3.11.1.2 Modes d'exécution ...................................................................................... 27
3.11.1.3 Reset de la CNC ......................................................................................... 27
3.11.1.4 Affichage des blocs du programme.............................................................. 27
3.11.1.5 Modes d'affichage ....................................................................................... 28
3.11.2 Simulation du programme 99996 ................................................................. 30
3.11.2.1 Fonctions Zoom .......................................................................................... 31
3.12 Edition du programme 99996 ...................................................................... 32
Section Page

Chapitre 4. PARAMETRES MACHINE
4.1 Introduction ................................................................................................ 1
4.2 Manipulation des tables des paramètres........................................................ 2
4.3 Paramètres machine généraux...................................................................... 3
4.3.1 Paramètres machine relatifs aux entrées et sorties ......................................... 5
4.3.2 Paramètres machine des volants et manivelles électroniques ......................... 8
4.3.3 Paramètres machine relatifs au mode d’opération ......................................... 11
4.3.4 Paramètres machine relatifs aux outils .......................................................... 14
4.3.5 Paramètres machine de la ligne série RS232C.............................................. 16
Chapitre 5. PARAMETRES MACHINE DES AXES
5.1 Paramètres machine relatifs à la résolution des axes...................................... 2
5.2 Paramètres machine relatifs à la consigne..................................................... 4
5.3 Paramètres machine relatifs aux limites de course......................................... 5
5.4 Paramètres machine relatifs aux vis.............................................................. 6
5.5 Paramètres machine relatifs aux avances ...................................................... 7
5.6 Paramètres machine relatifs au contrôle des axes .......................................... 9
5.7 Paramètres machine relatifs à la référence machine....................................... 11
5.8 Paramètres machine relatifs à l’ accélération/décélération ............................. 13
5.8.1 Accélération/décélération linéaire ................................................................ 13
5.8.2 Accélération/décélération en forme de cloche .............................................. 14
5.8.3 Gain feed-forward....................................................................................... 15
5.9 Paramètres machine relatifs à l’outil motorisé............................................... 16
5.10 Paramètres machine spéciaux ...................................................................... 17
Chapitre 6. PARAMETRES MACHINE DE BROCHE
6.1 Paramètres machine relatifs au changement de gamme ................................. 2
6.2 Paramètres machine utilisés avec la sortie de consigne analogique ................ 4
6.3 Paramètres machine utilisés avec la sortie de consigne en BCD.................... 5
6.4 Paramètres machine utilisés avec le contrôle de la broche............................. 7
6.4.1 Paramètres machine relatifs à l'arrêt orienté de la broche............................... 9
Chapitre 7. CONSIDERATIONS GENERALES
7.1 Systèmes de mesure .................................................................................... 1
7.1.1 Limitations de la fréquence de comptage ..................................................... 2
7.1.2 Résolution des axes X,Z ............................................................................. 3
7.2 Réglage des axes X, Z ................................................................................ 8
7.2.1 Réglage de la dérive (offset) et vitesse maximale d’avance ........................... 9
7.2.2 Réglage des gains des axes X, Z ................................................................. 11
7.2.2.1 Réglage du gain proportionnel..................................................................... 12
7.2.2.2 Calcul de K1, K2 et du point de discontinuité .............................................. 14
7.3 Points de référence des axes X, Z ................................................................ 16
7.3.1 Recherche de référence machine ................................................................. 17
7.3.2 Considérations ............................................................................................ 18
7.3.3 Réglage de la valeur correspondant au point de référence machine ............... 19
Section Page

Section Page
7.3.4 Limites de course des axes (limites de software)........................................... 20
7.4 Accélération/décélération ............................................................................ 21
7.4.1 Calcul du gain Feed-Forward ...................................................................... 21
7.4.2 Accélération/décélération dans les interpolations linéaires ............................ 22
7.4.3 Accélération/décélération en tout type de déplacement ................................. 22
7.5 Déplacement des axes par volants et manivelles électroniques ...................... 23
7.5.1 La machine possède seulement des volants manuel ...................................... 23
7.5.2 La machine dispose de volants et d’une manivelle électronique .................... 23
7.5.3 La machine dispose de deux manivelles électroniques.................................. 25
7.6 Broche........................................................................................................ 27
7.6.1 Changement de gamme de broche ............................................................... 30
7.6.1.1 Changement de gamme de broche en mode manuel ..................................... 30
7.6.1.2 Changement de gamme de broche en mode automatique.............................. 31
7.6.2 Contrôle de broche...................................................................................... 33
7.7 Outils et magasin d'outils............................................................................. 34
7.7.1 La machine dispose de changeur d’outils ..................................................... 34
7.7.2 La machine ne dispose pas de changeur d' outils.......................................... 34
7.7.3 Position de changement d’outil.................................................................... 35
7.8 Traitement des signaux “Feed Hold” et “M exécutée”.................................. 36
7.9 Transfert des fonctions auxiliaires M, S, T ................................................... 37
7.9.1 Transfert des fonctions “M, S, T” en utilisant le signal “M exécutée” ........... 38
7.9.2 Transfert de la fonction auxiliaire M sans le signal “M exécutée” ................. 40
APPENDICES
A Caractéristiques techniques de la C.N.C. 800T ............................................ 2
B Coffrets....................................................................................................... 6
C Entrées et sorties logiques............................................................................ 8
D Table de conversion pour sortie “S” BCD en 2 digits................................... 9
E Tableau résumé des paramètres machine...................................................... 10
F Liste ordonnée des paramètres machine ....................................................... 15
G Tableau pour les paramètres machine........................................................... 20
H Entretient .................................................................................................... 22
CODES D'ERREUR


MODELES CNC 800T DISPONIBLES
Modèle CNC 800T Compact avec écran 8" Jaune
Modèle CNC 800T Modulaire avec écran 9" Jaune
Composé de l'Unité Centrale, Moniteur et Clavier.
Modèle CNC 800T Modulaire avec écran 14" Couleur
Composé de l'Unité Centrale, Moniteur et Clavier.
DESCRIPTION TECHNIQUE
CNC
800-T
CNC
800-TI
CNC
800-TG
CNC
800-TGI
Contrôle des axes X, Z
l l l l
Contrôle de Broche
l l l l
Broche en tours par minute
(RPM)
l l l l
Vitesse de Coupe Constante
de la broche (VCC)
l l l l
Arrêt orienté de la broche
l l l l
Outils
32 32 32 32
Compensation d'outil
l l l l
Outil motorisé
l l l l
Manivelles électroniques
2 2 2 2
Communication via RS 232C
l l l l
Automate intégré (PLCI)
l l
Edition d'un programme ISO
(Programme 99996)
l l l l
Exécution d'un programme
ISO (Programme 99996)
l l l l
Représentation Graphique
l l
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
La page charge ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226


































































































































































































































Documents connexes
-
Fagor CNC 8025 T Manuel utilisateur
-
-
-
-
-
-
-
-
Fagor TS for lathes Le manuel du propriétaire
-
Fagor CNC 8037 for lathes Le manuel du propriétaire
Autres documents
-
Nuvo NV-P600 Guide d'installation
-
-
 Yokota YZ-T600E Le manuel du propriétaire
Yokota YZ-T600E Le manuel du propriétaire
-
 DESTACO Automatic Tool Changer A4 Manuel utilisateur
DESTACO Automatic Tool Changer A4 Manuel utilisateur
-
 Blooma Hugo Assembly Instructions
Blooma Hugo Assembly Instructions
-
Castorama Carport double bois Blooma Leo LDD Assembly Instructions
-
 Ditel BCD Technical Manual
Ditel BCD Technical Manual
-
NORD Drivesystems Standard synchronous motors Guide d'installation
-
 Palram 700872 Mode d'emploi
Palram 700872 Mode d'emploi
-
GYS RENOV'POLYCARBONATE Fiche technique




