La page est en cours de chargement...

MANUAL DE INSTRUCCIONES
OPERATING INSTRUCTIONS
MANUEL D’INSTRUCTIONS
TALADRO MAGNETICO
MAGNETIC CORE DRILL
PERCEUSE MAGNETIQUE
ESPAÑOL .............................. 2
ENGLISH ............................. 26
FRANÇAIS .......................... 52
GARANTIA / GUARANTEE /
GARANTIE .......................... 77
COD.79632
COD.79633

2
ESPECIFICACIONES TÉCNICAS
79632 79633
Capacidad de oricio con
brocas Ø 52 mm, 52 mm profundidad
Capacidad de oricio con
brocas helicoidales Ø 5 a 13 mm
Carrera 130 mm 260 mm
Tamaño del eje 19 mm 19 mm Porta herramientas Weldon
Motor 1000 W
Velocidad libre
Velocidad en carga
400 1/min
200 1/min
Fuerza de imán 800 kg
Consumo de aire 1.8 m3 /min
Presión aire 6 bar
Conexión de aire R 3/8” hembra
Peso 26.8 kg 29.7 kg
Alto x Ancho x Largo 301 x 102 x 290 mm
Nivel de ruido a 1m de
distancia 79.8 db(A)
Vibración a velocidad libre < 2.5 m/s2
Clasicación ATEX ATEX 95 - grupo II, categoría 2, G c T6
ESPAÑOL
Antes de
utilizar esta máquina
asegúrese de que está
familiarizado con las
intrucciones de uso y seguridad.

3
INSTRUCCIONES DE SEGURIDAD
Cualquier herramienta puede ser peligrosa.
Por favor siga estos simples procedimientos.
Todas ellas son para su protección.
Lleve gafas (virutas – riesgo de lesiones)
Lleve guantes (cortes por piezas de trabajo aladas)
Lleve calzado de seguridad
Lleve ropa de protección
Quítese anillos, corbatas, relojes,… que puedan engancharse en la máquina.
Vista apropiadamente. No use ropa suelta o joyas, que puedan quedarse enganchadas en las
partes móviles.
Siga los procedimientos actuales y apropiados de Prevención de Accidentes y de Seguridad.
Nunca trabaje bajo la inuencia del alcohol, drogas o medicaciones fuertes.
Asegure bien el puesto de trabajo. Utilice abrazaderas o un tornillo de banco para jar las piezas de
trabajo.
Mantenga su área de trabajo limpia y despejada.
Mantenga a los niños alejados y evite que otras personas se pongan en contacto con la máquina.
Apague la maquina si se detiene – por alguna razón- para evitar un arranque inesperado y sin
control.
No utilice la herramienta si está dañada, inapropiadamente ajustada o si no está completamente y
correctamente ensamblada.
Compruebe si hay daños en la manguera de aire.
Trabaje solo con aire lubricado.
No emplee maquinas con una fuerza excesiva. Su rendimiento es mayor y más seguro cuando
trabaja a la velocidad indicada.
Verique las piezas dañadas.
Antes de utilizar la máquina, las partes dañadas o los elementos de protección se deben vericar
cuidadosamente para asegurarse de que funcionen bien y cumplan con la función designada.
Compruebe que la alineación, las conexiones y la jación de las piezas móviles. Revise también si hay
alguna parte rota. Las partes o los elementos de protección que estén rotos, salvo otra indicación en
las instrucciones de operación, deben ser reemplazados o reparados solo por personal cualicado.
Lo mismo se aplica a los interruptores defectuosos o válvulas. Si la maquina no puede encenderse o
apagarse con el gatillo de la válvula, no debe usarse.
El uso de otros accesorios o de otros artículos adicionales que no sean los recomendados en
estas instrucciones de operación, pueden incluir el riesgo de lesiones corporales.
Utilice la herramienta solo después de un entrenamiento completo o bajo la supervisión de un
entrenador.
No exceda nunca la presión máxima de operación.
Siga las disposiciones nacionales vigentes en el país de la aplicación.

4
Asegure la unidad con la cadena de seguridad antes de perforar.
Nunca utilice cortadores romos.
Desconecte siempre el aire cuando cambie los cortadores o manipule sobre la maquina
¡ATENCION! ¡Nunca use la manguera exible como elemento de elevación!
USO
USO APROPIADO
Solo el personal cualicado tiene permitido operar con la máquina.
Esta máquina está diseñada para el uso en la industria, para perforar materiales con una supercie
magnetizable con un taladro central de hasta 52mm de diámetro, o taladros en espiral de hasta 13mm.
Se puede aplicar en aceros, (especialmente para taladrar entre bridas de soporte), en automoción
(especialmente para la perforación en el chasis de camiones), en la construcción de puentes, túneles,
etc.
USO INAPROPIADO
Cualquier uso que se desvíe del uso previsto como se describe es considerado como un uso
incorrecto.
Trabajar sin el equipamiento de protección personal.
Cargar la maquina por la manguera neumática.
ZONAS PELIGROSAS
Condiciones de
uso Función normal Mal
funcionamiento Uso inapropiado Uso previsto
Fase de vida
Transporte Transportar la
maquina apagada
Caída de la
maquina
Transportar
la maquina
encendida
Desconocido
Puesta en
marcha
Usar la maquina
con el dispositivo
designado
Desconocido Desconocido Trabajar sin el
dispositivo
Operación
La máquina solo
funciona cuando
la válvula está
accionada
La máquina
funciona sin
quererlo
La válvula está
bloqueada
mientras está
abierta
Desconocido
La máquina
mueve la
herramienta
Bloqueo de
herramienta Desconocido Desconocido
Mantenimiento Hacerlo en una
unidad de servicio
Avería de la
maquina Desconocido Desconocido

5
INSTRUCCIONES DE OPERACIÓN
¡Antes de usar la máquina, por favor lea estas instrucciones!
Retire la unidad de su caja junto con los accesorios y verique que todas las piezas estén incluidas;
la caja debe contener:
Unidad de perforación
Paquete de accesorios que contiene:
Cadena de seguridad y gancho de carabina.
Llave Allen SW 2.5 para el ajuste de la banda de desgaste.
Llave Allen SW 4 eje anclaje (Esto es para colocar cortadores).
Botella de aceite con manguera de plástico.
Este manual de operación y mantenimiento.
Preparación
1. Inserción del pasador piloto
El pasador piloto se usa para centrar el cortador y expulsar el material al nalizar el corte. Tiene un
lado plano para permitir que el refrigerante corra hacia abajo para llegar al centro del corte donde el
calor es mayor. Deslice el pasador a través del oricio en el centro del cuerpo del cortador.
2. Montaje del cortador
Coloque la máquina de costado, asegurándose de que los tornillos de jación sean accesibles.
Aoje los dos tornillos para permitir que la espiga de la cuchilla se deslice en el eje con las dos
caras alineadas con los tornillos de ajuste. Apriete los tornillos de jación por turno hasta que
el cortador esté bloqueado. No apriete demasiado los tornillos. Si se utiliza un pasador piloto,
asegúrese de que se deslice libremente en el cortador.
3. Limpie la suciedad o las virutas de la base del imán y la pieza de trabajo con una mano
enguantada. Marque la posición del oricio con un punzón central. Coloque la unidad en la posición
correcta para la perforación.
4. Coloque la unidad en la posición correcta para perforar con el piloto sobre el punzón central. El
imán se mantendrá en todos los materiales ferrosos desde un mínimo de 6 mm (1/4 “) de espesor.
5. Sujete la cadena de seguridad enrollándola a través del mango de la unidad y alrededor de la pieza
de trabajo u otro punto de anclaje adecuado, tome cualquier holgura de la cadena y corte el gancho
a través de un enlace conveniente en el extremo libre de la cadena.
6. Verique la conexión de aire con un suministro adecuado (6 bar / 90PSI, 64 SCFM / 1,8 m3 / min).
7. Conecte el extremo libre de la manguera de lubricación al adaptador del motor.
Perforación
1. Activar el imán con la palanca de control.
2. Comprobar que el imán se sujeta a la pieza de trabajo. Vuelva a vericar que el piloto aun
esté centrado en la posición del agujero – activar el imán puede hacer que la unidad se mueva
ligeramente desde la marca central, reposicionar si es necesario.
3. Usando la botella de aceite presurizado agregue aceite a la pieza de trabajo. Asegúrese de que
solo se use el aceite de corte correcto, que ha sido diseñado para acelerar el corte y mejorar la vida
útil de la herramienta.
4. Arranque el motor. El motor no funcionará a menos que el imán esté activado. Si por alguna razón
el lujo de aire se interrumpe, el sistema de conmutación dejará el imán encendido. La unidad se
cambiará a una posición de extracción y deberá volverá taladrar cuando se vuelva a conectar la
fuente.

6
5. Avance la cuchilla en la pieza de trabajo usando una ligera presión hasta que la cuchilla haya roto
la supercie, luego aumente la presión hasta que el motor esté cargado y mantenga una presión
uniforme a través del corte. Demasiada presión no acelerará el corte, reducirá la vida útil de la
cuchilla y puede dañar el motor. Si las vueltas se vuelven azules, agregue más aceite. Al nal del
corte, el material cortado será expulsada, vericar antes de comenzar el siguiente hoyo. Asegúrese
de que no se acumule viruta dentro del cortador.
6. Pare el motor, apague el imán.
INSTRUCCIONES DE MANTENIMIENTO
Nuestros motores neumáticos están diseñados para una presión de operación de 4 a 6 bar. (65-90
PSI). La vida útil y el rendimiento de las máquinas están determinados de forma decisiva por:
a) La pureza del aire
Soplar la manguera de aire antes de conectarla a la máquina. Instale el separador de suciedad y
agua aguas arriba de la máquina, si no es posible evitar la formación de óxido y agua condensada en
las líneas de distribución de aire.
b) Las condiciones de lubricación y mantenimiento
ver “Mantenimiento de herramientas neumáticas”
MANTENIMIENTO DE HERRAMIENTAS NEUMÁTICAS
Solo un mantenimiento adecuado puede garantizar un rendimiento constante, una reducción del
desgaste y, por lo tanto, una disminución de los costes operativos y un aumento de la vida útil.
Nuestras herramientas neumáticas están equipadas para una presión de funcionamiento de 6 bar.
Es posible un ajuste del regulador para una presión operativa de 4 bar, así como también conveniente
para máquinas recticadoras con un regulador incorporado para aprovechar al máximo la velocidad
prescrita para las ruedas de recticar correspondientes.
Las herramientas neumáticas no deben funcionar en vacío, ya que esto produce calor y un
mayor desgaste. El aire comprimido debe estar limpio y seco. Esto está garantizado por un sistema
neumático adecuado. Soplar a través de la manguera neumática antes de conectarlo. Para el uso
económico de herramientas neumáticas. Las cantidades de aire prescritas son necesarias, es decir,
la línea y las mangueras deben tener las secciones transversales requeridas para que la presión de
ujo permanezca constante. La lubricación adecuada es imprescindible; por esta razón, nuestras
herramientas neumáticas generalmente tienen engrasadores incorporados. Que se encuentran entre
la válvula de entrada y el motor, y que funcionan en cualquier posición. En herramientas manuales
más pequeñas y livianas, estos engrasadores a menudo se deben omitir, porque las máquinas serían
demasiado pesadas y no fáciles de manejar. En tales casos, la lubricación debe ser llevada a cabo
por unidades de servicio o por engrasadores manuales de mangueras. Recomendamos unidades
de servicio para lugares de trabajo instalados permanentemente (consulte la lista de accesorios).
Sin embargo, cuando se necesitan líneas de manguera más largas, los engrasadores de línea
incorporados en las mangueras son más efectivos. La distancia entre la herramienta y el engrasador
no debe ser mayor a 5 m.

7
La mayoría de las herramientas neumáticas tienen ubicada en la conexión una pantalla alineada,
que debe revisarse y limpiarse regularmente.
Después de nalizar una tarea de trabajo, las máquinas deben enjuagarse con un aceite ligero o
protegerse de una u otra manera contra la corrosión.
Las boquillas de grasa visibles se proporcionan para la lubricación regular de los engranajes con
una pistola de engrase. Tenga en cuenta lo siguiente para la lubricación con grasa:
Cada 60 horas de funcionamiento, verique el mecanismo de golpeo, los rodamientos de fricción y
los rodamientos antifricción; si es necesario, engrasarlos.
Cada 300 horas de operación engrase los engranajes y los rodamientos antifricción de nuevo.
En el caso de las llaves de impacto, use una pistola de engrase para engrasar la guía del yunque
antes de comenzar el trabajo diario o cada 6 a 8 horas.
Todas las partes internas deben lubricarse antes de guardarlas por períodos de tiempo largos para
evitar la oxidación.
Se recomienda vericar las paletas y los cojinetes a intervalos regulares. Guarde las herramientas
neumáticas solo en cuartos secos.
Aceites lubricantes que se utilizarán: generalmente SAE 5 W a SAE 10.
Para llaves de impacto sin engranaje y recticadoras pequeñas, solo SAE 5 W.
Para aire comprimido húmedo, se deben usar aceites que absorban agua (sin perder el efecto
lubricante) y que contengan aditivos anticorrosivos. A temperaturas más bajas (especialmente para el
trabajo en el exterior) puede ser necesario usar un lubricante anticongelante (por ejemplo, Kilfrost, BP
Energol AX 10, Kompranol N 74).
Para la lubricación de la cadena de sierra en sierras de cadena:
Aceite de máquina con aditivo adhesivo, viscosidad c ST 49-55 ‘(6.5-7.5 E) / 50 °C .
Grasas (sin resinas y ácidos)
Grasa multiuso para
rodamientos antifricción y
fricción
Grasa especial para
engranajes de inglete de alta
velocidad
Designación de acuerdo con
DIN 51502 K L 2 k G 000 h
Clase de consistencia (DIN
51818) 2 00
Tipo de saponicación Litio Sodio
Punto rocío 185 °C 145°C
penetración en trabajo 265 a 295 400 a 410
Rango de temperatura -25°C a + 125°C -25°C a + 100°C
Antes de comenzar: ¡compruebe la conguración correcta del engrasador!

8
TIPOS DE ENGRASE USADOS EN O CON NUESTRAS HERRAMIENTAS
Engrasador para montar en la máquina o
conectar en la línea de la manguera
Conguración del engrasador: el elemento 2 del
tornillo de ajuste es visible después de retirar el
elemento 3 del tapón de rosca.
El suministro de aceite disminuye al apretar el
tornillo, y aojando el tornillo, entra más aceite
en la máquina. En la mayoría de los casos, es
suciente apretar o aojar el tornillo ¼ o ½ de
vuelta Cuando esté enchufado, limpie el oricio
(diámetro 2 mm) con alambre.
Ajuste correcto: cuando está bajo presión y
con el tornillo de llenado (elemento 4) abierto,
el aceite debe burbujear ligeramente. El
relleno dura aproximadamente 8 horas de
funcionamiento.
Línea engrasadora
Para máquinas neumáticas estacionarias y
motores, la lubricación se lleva a cabo mediante
engrasadores alineados para la instalación
horizontal o vertical.
Ajuste de engrasadores: Cierre el suministro de
aire. Abra el artículo 3 del tapón. Aoje la pieza 5
de la tuerca de seguridad con una llave de tubo.
Con un destornillador, gire hacia atrás la pieza
apretada del tapón de rosca 4 entre ¼ y ½ de
vuelta y luego vuelva a bloquear. No debe entrar
aceite en el hueco “a” cuando se llena. Cierre el
artículo 3 y abra el suministro de aire
Ajuste correcto: Una hoja de papel mantenida
por un corto tiempo frente a la salida debe estar
cubierta con aceite sin que se formen gotas.
Engrasador transparente
Para instalar en lugares de trabajo con
instalaciones permanentes (especialmente para
el tipo que usa unidades de servicio - ver lista de
accesorios)
Los recipientes de suministro transparentes
permiten un buen control así como una buena
posibilidad de ajuste mediante un destornillador a
través de un tornillo de jación con goteo visible.
(El tornillo de ajuste está encima de la conexión
del hilo lateral - girándolo hacia la derecha
para obtener menos aceite, girándolo hacia la
izquierda para obtener más aceite)
El ajuste (de 2 a 5 gotas por m³ / min de
consumo de aire) se debe llevar a cabo cuando
el aire está uyendo, es decir, cuando la máquina
está funcionando.

9
REPUESTOS Y ACCESORIOS
Solo se pueden usar piezas de repuesto originales. No se ofrece ninguna garantía por daños y
responsabilidad, si se usan repuestos y accesorios no originales.
La reparación de la máquina solo está permitida por empresas expertas autorizadas. Los
accesorios aplicables con nuestra máquina se enumeran en nuestro folleto.
SOLUCIÓN DE PROBLEMAS
Problema Causa Solución
La base
magnética
no se
sostendrá
con
ecacia
El material cortado puede ser demasiado
delgado
Coloque una pieza adicional de metal debajo
de la pieza de trabajo donde se ubicará
el imán o sujete mecánicamente la base
magnética a la pieza de trabajo
Viruta o tierra debajo del imán Limpiar
Irregularidad en contacto de imán o pieza
de trabajo
Tenga extremo cuidado, limpie las
imperfecciones de la supercie
El cortador
se salta de
la marca
de punzón
al inicio del
corte
La base magnética no se sostiene con
ecacia Véase más arriba
Demasiada presión de alimentación al
inicio del corte
Presión ligera hasta que se corta una ranura.
La ranura sirve como estabilizador
El cortador está desalado, desgastado,
astillado o alado incorrectamente Reemplazar o volver a enfocar
Piloto no centrado en marca de punzón
central Mejorar el golpe central
Piloto desgastado o doblado Reemplazar
Pernos ojos en la fundición principal o
guías deslizantes sueltas ajustando los
tornillos de jación
Ajustar donde sea necesario
Se
requiere
una
presión de
perforación
excesiva
Cortador incorrectamente alado,
desgastado o astillado Re-alar o reemplazar
Bajando sobre las virutas que yacen sobre
la supercie de la pieza de trabajo
Tenga cuidado de no iniciar un corte en
virutas
La guía de deslizamiento necesita un
ajuste o una lubricación Ajuste los tornillos de jación
Viruta embalada dentro del cortador Despejar
Excesiva
rotura del
cortador
Virutas de acero o suciedad debajo del
cortador Retire el cortador, limpie a fondo y reemplace
Cuchillo re-alado o desgastado
incorrectamente Re-alar o reemplazar
Salto del cortador Véase más arriba
La forma de deslizamiento necesita ajuste Ajustar
La cortadora no está unida al cenador Reapretar
Uso insuciente de aceite de corte o tipo
inapropiado de aceite
Desgaste
excesivo
del
cortador
Cortador incorrectamente alado Reemplazar o volver a enfocar
Presión de corte insuciente o
espasmódica
Use suciente presión constante para
disminuir la velocidad de perforación. Esto
dará como resultado una velocidad de corte
óptima

10
INSTRUCCIONES DE REPARACIÓN
Desmontaje y montaje
El desmontaje y el montaje solo deben realizarse utilizando el plano de montaje correspondiente.
No desarme la herramienta hasta que sepa si el problema está en la fuente de alimentación, en el
módulo de la caja de cambios o el módulo de alimentación y control (posterior). Luego, solo desmonte
la herramienta según sea necesario para repararla según sea necesario. Mantenga los contaminantes
como la suciedad y la arena lejos de las partes internas en todo momento.
Determine y corrija siempre la causa del problema antes de volver a armarlo. Si la causa original no
se corrige, puede provocar un desgaste adicional y una avería en la herramienta.
Antes del Desmontaje
Limpie el exterior de la herramienta.
Asegúrese de tener todos los precintos nuevos para que puedan ser reemplazados durante
el reensamblaje. Tenga en cuenta la orientación de los precintos antes de la eliminación. Instale
precintos nuevos en la misma posición que los precintos originales.
Note: Para la orientación de las piezas identicadas en los siguientes procedimientos, consulte el
dibujo de montaje y la lista de piezas que se encuentran al nal de este manual.
Reemplace las piezas de desgaste, en particular las paletas, cuando sea necesario. Las paletas se
consideran gastadas si su ancho es inferior a 7,2 mm.
dimensión
de instalación
reemplazar
Reensamblaje
Antes de comenzar el ensamblaje, revise todas las piezas para ver si están desgastadas y
reemplácelas si es necesario. Las piezas de desgaste son, en particular, juntas tóricas, sellos radiales
del eje y cojinetes.
Piezas de repuesto
Solo se pueden usar repuestos originales. No se ofrece ninguna garantía por daños y
responsabilidad, si se usan repuestos y accesorios no originales.

11
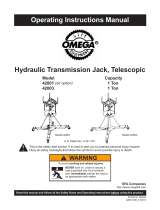
Lista de partes de repuesto
Taladro de núcleo magnético - neumático - 79632
Item uds. Descripción Notas
1 1 Taladro de núcleo magnético ver lista extra
21Tapa de la carcasa
34Tornillo de cabeza de lente
41Destornillador hexagonal
51Destornillador hexagonal
61Pegatina
72Perno ranurado con cabeza redonda
81Placa de características
91Manguera neumática, assy.
1
9
8
7
6
5
4
2
3

12
Lista de partes de repuesto
Taladro de núcleo magnético - neumático - 79633
Item Uds. Descripción Notas
1 1 Taladro de núcleo magnético ver lista extra
21Tapa de la carcasa
34Tornillo de cabeza de lente
41Destornillador hexagonal
51Destornillador hexagonal
61Pegatina
72Perno ranurado con cabeza redonda
81Placa de características
91Estante de extensión ver lista extra
1
9
8
7
6
5
4
2
3

13
Lista de partes de repuesto
Taladro de núcleo magnético - neumático
Item Uds. Description Notas
1 1 Unidad de accionamiento neumático ver lista extra
2 1 Válvula, Conjunto.ver lista extra
3 1 Cubierta, Conjunto.ver lista extra
4 1 Imán, Conjunto.ver lista extra
5 1 Botella de presión, Conjunto.ver lista extra
6 1 Cadena de retención, Conjunto.ver lista extra
1
2
3
5
6
4

14
Lista de partes de repuesto
Unidad de accionamiento neumático
Item Uds. Descripción Notas
101 1 Alojamiento del motor, Conjunto with item 121,149
102 2 Silenciador
103 4 Resorte de disco
2Placa nal, Conjunto.* item 104-107
104 1 Placa nal
105 1 Rodamiento ranurado
106 1 Anillo de retención
107 1 Anillo espaciador
108 2 Buje del cilindro *
109 2 Abrazadera
110 2 Rotor *
111 10 Paletas *
2Placa nal, Conjunto.* item 112-115
112 1 Placa nal
113 1 Rodamiento ranurado
114 1 Anillo de retención
115 1 Anillo espaciador
116 2 Cubierta *
117 2 Junta tórica *
119 1 Anillo de sellado del eje
120 1 Rodamiento ranurado
121 4 Tornillo de cabeza hueca
122 2 Amortiguador de metal sinterizado *
123 1 Manguito de tensión
2Conjunto de engranajes item 130-137
130 1 Borde del engranaje
131 1 Rodamiento ranurado *
132 1 Portasatélites
133 3 Rueda planetaria
134 3 Rodillo de aguja
135 1 Rodamiento ranurado *
136 3 Jaula de agujas
137 6 Anillo
138 2 Tapa de cierre
139 2 Anillo de retención
141 2 Pasador de cilindro
142 1 Rodamiento ranurado *
143 1 Anillo de retención
1Eje de salida, assy. Item 144-145 y
150-152
144 1 Eje de salida
145 2 Pasador roscado
146 1 Llave de pluma
147 1 Rueda dentada recta
148 1 Anillo de retención
149 5 Tornillo de cabeza hueca

15
150 1 Pieza de presión
151 1 Resorte de presion
152 1 Pasador de cilindro
155 1 Estante dentada
156 2 Tornillo de cabeza hueca
157 1 Montaje de tornillo recto
158 1 Tornillo de cabeza hueca
159 2 Arandela
2Ajuste de la arandela
2Ajuste de la arandela
2Ajuste de la arandela
2Ajuste de la arandela
*Piezas de desgaste a almacenar en caso de uso continuo.

16

17
Motor:

18
Lista de partes de repuesto
Válvula, conjunto
Item Uds. Descripción Notas
301 1 Alojamiento de la válvula
302 1 Varilla de presión
303 1 Tapa de cierre
304 1 Pistón de la válvula
305 1 Ajuste de pistón, Conjunto.*
306 1 Placa de presión
308 1 Pistón de presión
309 1 Perno en espiral
310 2 Bola de acero
311 2 Resorte de presión
312 2 Pasador roscado
313 1 Junta tórica *
314 2 Pasador roscado
315 6 Junta tórica *
316 2 Montaje de tornillo recto
318 1 Montaje de tornillo recto
319 1 Montaje de tornillo de ángulo
320 1 Anillo de retención
321 1 Junta tórica *
322 1 Abrazadera
323 1 Resorte de presión
325 1 Resorte de presión
326 1 Junta tórica *
*Piezas de desgaste a almacenar en caso de uso continuo.

19

20
Lista de partes de repuesto
Cubierta, conjunto
Item Uds. Descripción Notas
601 1 Cubierta
602 1 Horquilla de cambio de marchas
603 1 Eje
604 1 Palanca de control
605 1 Eje de alimentación
606 1 Arandela de seguridad
607 2 Guía
609 1 Tapa nal
610 3 Manubrio
611 1 Manguera neumática, Conjunto.
612 1 Manguera *
613 1 Pasador roscado
614 1 Manguera *
615 1 Manguera *
616 4 Tornillo de cabeza hueca
617 1 Manguito adaptador
618 2 Rodamiento de cojinetes
619 2 Ajuste de la arandela
619 2 Ajuste de la arandela
620 1 Tornillo de cabeza hueca
621 4 Arandela
622 2 Tornillo de cabeza hueca
623 1 Pieza de presión
624 2 Montaje de tornillo recto
625 2 Tornillo de cabeza hueca
626 2 Manguito de tensión
627 1 Tira de presión
628 5 Pasador roscado con punta de cono
629 5 Tuerca hexagonal
630 1 Pieza adaptadora
631 1 Montaje de tornillo recto
632 1 Boquilla roscada *
634 1 Tornillo de ajuste
635 1 Adaptador
636 1 Cubierta
637 2 Tornillo de bloqueo
*Piezas de desgaste a almacenar en caso de uso continuo.
1/80