Carlisle Trophy Automatic Manuel utilisateur
- Taper
- Manuel utilisateur

77-3049-R6 (8/2023) FR-1 / 20 www.carlisleft.com
Les pistolets pulvérisateurs de la gamme Trophy de Binks possèdent une grande efcacité de
transfert conforme à la réglementation du “California South Coast Air Quality Management
District” pour les pistolets pulvérisateurs à haut volume et basse pression.
Le pistolet de pulvérisation automatique de la série "Trophy" de
Binks est le premier pistolet destiné aux applications de
pulvérisation automatique, incorporant certaines des meilleures
caractéristiques de notre pistolet manuel Trophy. Le pistolet
automatique Trophy assure un contrôle total de la pulvérisation par
pression d'air, de la valve de réglage de jet, des écoulements de
fluides et de la projection durant les réglages de production. Il
intègre la plus récente technologie avancée d'atomisation pour
réaliser des finitions consistantes de très haute qualité pour une
large gamme d'applications de revêtement industriel.
Toutes les surfaces de contact du produit sont fabriquées à partir
de matériaux acceptables de la FDA lors de l’utilisation d’une buse
fluide 45-11050-XX, 45-11060-XX et d’une aiguille 47-6860,
47-6864, 47-6865, 47-6866.
Les pistolets de pulvérisation automatique de la série Trophy de
Binks peuvent être utilisés avec des pompes et des pots sous
pression.
Les pistolets pulvérisateur de la gamme Trophy de Binks sont
proposés avec trois différentes technologies d'atomisation : HVLP,
LVMP et conventionnelle.
SPÉCIFICATIONS
Pression d'air maximale 140 lb/po2 / 9,6 bar
(P-1)
Pression maximale
du fluide 140 lb/po2 / 9,6 bar
(P-2)
Corps du pistolet Aluminium anodisé
Pression d'air nécessaire au
fonctionnement du pistolet 65 psi / 4,5 bar
Circuit de fluide Acier inoxydable
Dimension d'entrée
du produit 3/8 po NPS / BSP(m)
Dimension d'entrée d'air 1/4 po NPS / BSP(m)
Poids du pistolet 20,8 oz. / 590 g
Pièces en contact avec
le fluide Acier inoxydable et
UHMWPE
Orifice de montage du pistolet Diamètre de 1/2 po
FR
MANUEL DE SERVICE
II 2 G X
SÉRIE TROPHY PISTOLETS DE
PULVÉRISATION AUTOMATIQUE
HVLP, LVMP ET CLASSIQUES (3465-XXXX-XXXX)
IMPORTANT! NE PAS DÉTRUIRE
Il incombe au client de s’assurer que tous les opérateurs et le personnel de service lisent et comprennent ce manuel.
LIRE TOUTES LES INSTRUCTIONS AVANT D’UTILISER CE PRODUIT.

77-3049-R6 (8/2023)FR-2 / 20
FR
www.carlisleft.com
Carlisle Fluid Technologies se réserve le droit de modifier les spécifications des équipements sans préavis.
FR
Description du produit / Objet de la déclaration :
Matériaux à base de solvants ou d’eauCe produit est conçu pour être utilisé avec :
Trophy
Sales and Marketing Director. CFT UK Ltd
1 Avenue de Lattre de Tassigny
94736 Nogent, Cedex. France
Directive sur les machines 2006/42/CE
Directive ATEX 2014/34/UE
en se conformant aux documents statutaires et aux normes harmonisées suivants :
Norme EN ISO 12100 :2010 Sécurité des machines - Principes généraux de conception
Norme BS, EN, 1953:2013 Équipements d'atomisation et de pulvérisation pour produits de revêtement -
Exigences de sécurité
EN 1127-1:2019 Atmosphères explosives - Prévention de l'explosion - Notions fondamentales
EN ISO 80079-36 : 2016 Explosive Atmospheres- Partie 36 : Equipement électrique non pour les méthodes
et les exigences explosives atmosphères - base .
EN ISO 80079-37 : 2016 Explosive Atmospheres- Partie 37 : Matériel électrique pour atmosphères
explosives non - protection par des méthodes "c" , " b " et " k" .
Cette déclaration de conformité / constitution est émise sous la seule responsabilité du
fabricant :
EU Declaration of Conformity
Représentant autorisé à rédiger le dossier technique
Convient a une utilisation en zone dangereuse : Zones 1 / Zones 2
Cette déclaration de conformité / constitution est
émise sous la seule responsabilité du fabricant :
Carlisle Fluid Technologies Inc.
16430 N Scottsdale
Scottsdale, AZ 85254
Element Materials Technology Rotterdam B.V. (2812) Coordonnées et rôle de l’organisme notifié :
II 2 G X/Ex h II Gb XNiveau de protection :
Dépôt du dossier technique
Directeur général : Engineering
and Operations, Scottsdale, AZ,
85254. USA
F. A. Sutter
11/7/16
Sous réserve que toutes les conditions d’utilisation / installation sans risque mentionnées dans les manuels du produit
aient été suivies et que l’installation ait été effectuée conformément à tous les codes de pratique locaux en vigueur.
Signé pour et au nom de
Carlisle Fluid Technologies :

77-3049-R6 (8/2023) FR-3 / 20
FR
www.carlisleft.com
METTRE HORS TENSION, DÉPRESSURISER,
DÉBRANCHER ET VERROUILLER TOUTES LES
SOURCES D'ALIMENTATION DURANT
L'ENTRETIEN
Ne pas mettre hors tension, déconnecter et
verrouiller toutes les sources d'alimentation avant
d'effectuer l'entretien de l'équipement peut causer
des blessures graves ou mortelles.
FORMATION DE L'OPÉRATEUR
Tout le personnel doit être formé avant d'utiliser
le matériel de finition.
RISQUE LIÉ À UN UTILISATION ABUSIVE
DE L'ÉQUIPEMENT
Une utilisation abusive de l'équipement peut
provoquer une détérioration, un
dysfonctionnement, ou un déclenchement soudain
de l'équipement et entraîner des blessures graves.
GARDER EN PLACE LES PROTECTIONS DE
L'ÉQUIPEMENT
Ne pas utiliser l'appareil si les sécurités ont été
retirées.
RISQUE DE PROJECTION
Vous pouvez être blessé par l'évacuation de
liquides ou de gaz sous pression, ou par la
projection de débris.
DANGER DE PINCEMENT
Les pièces mobiles peuvent écraser et couper.
Les points de pincement sont en règle générale
toutes les zones où il y a des pièces mobiles.
INSPECTER L'ÉQUIPEMENT
QUOTIDIENNEMENT
Inspecter l'équipement quotidiennement pour
rechercher les traces d'usure ou de pièces
défectueuses. N'utilisez pas l'appareil si vous
êtes incertain de son état.
Dans la présente fiche technique, les termes AVERTISSEMENT, ATTENTION et
REMARQUE servent à souligner des renseignements importants comme suit :
Dangers ou pratiques
dangereuses qui peuvent
entraîner des blessures
légères et des dommages
matériels.
!
ATTENTION
Dangers ou pratiques
dangereuses qui peuvent
entraîner des blessures
graves, la mort ou des
dommages matériels
considérables.
!
AVERTISSEMENT
Renseignements
importants relatifs à
l'installation, le
fonctionnement ou
l'entretien.
REMARQUE
Lisez les avertissements suivants avant d'utiliser cet équipement.
LIRE LE MANUEL
Avant d'utiliser le matériel de finition, il est impératif
de lire et comprendre toutes les informations
relatives à la sécurité, à l'utilisation et à l'entretien,
disponibles dans le mode d'emploi.
PORTER DES LUNETTES DE SÉCURITÉ
Ne pas porter de lunettes de sécurité à écrans
latéraux peut entraîner des blessures oculaires
sérieuses ou la cécité.
NE JAMAIS MODIFIER L'ÉQUIPEMENT
Ne modifiez pas l'équipement, à moins d'obtenir
l'autorisation écrite du fabricant.
IL INCOMBE À L'EMPLOYEUR DE FOURNIR CES
RENSEIGNEMENTS À L'OPÉRATEUR DE L'APPAREIL.
POUR DE PLUS AMPLES INFORMATIONS CONCERNANT LES
ÉQUIPEMENTS BINKS ET DEVILBISS, CONSULTEZ LE LIVRET
DE SÉCURITÉ DES ÉQUIPEMENT (77-5300).
TOUJOURS CONNAÎTRE L'EMPLACEMENT
ET LE MODE D'EMPLOI DES DISPOSITIFS
D'ARRÊT DE L'ÉQUIPEMENT POUR LES CAS
D'URGENCE
PROCÉDURE DE DÉCOMPRESSION
Toujours suivre la procédure de décompression
indiquée dans le manuel d'utilisation de
l'équipement.
RISQUE LIÉ AU BRUIT
Vous pouvez être blessé par un bruit fort. Une
protection auditive peut être nécessaire lors de
l'utilisation de cet équipement.
CHARGE STATIQUE
Le fluide peut développer une charge statique qui
doit être dissipée par le biais du raccordement à la
terre de l'équipement, des objets à peindre et de
tous les objets conducteurs d'électricité dans la zone
d'application. Une mauvaise mise à la terre ou des
étincelles peuvent créer une situation dangereuse et
provoquer un incendie, une explosion, un choc
électrique et d'autres blessures graves.
RISQUE D'INCENDIE ET D'EXPLOSION
Ne jamais utiliser de 1,1,1-trichloroéthane, de
chlorure de méthylène, d'autres solvants
hydrocarbures halogénés ou des fluides contenant
de tels solvants dans un appareil avec des pièces
en aluminium en contact avec le fluide. Une telle
utilisation pourrait entraîner une grave réaction
chimique, avec un risque d'explosion. Consultez
vos fournisseurs de fluides pour vous assurer que
les fluides utilisés sont compatibles avec les
pièces en aluminium.

77-3049-R6 (8/2023)FR-4 / 20
FR
www.carlisleft.com
25
17
9
8
7
6
5
1
31
14
13
12
11
10
15
16
21
20
19
18
30
29
28
27
26
24
22
23
33
32
35
36
34
37
38
PISTOLET DE PULVÉRISATION BINKS DE LA GAMME « TROPHY »
!
ATTENTION
Raccord d’entrée de fluide n'est pas
destinée à être retirée ou remplacée. Des
dommages permanents peuvent se produire
sur le corps du pistolet, s’il est retiré.
Couple
240 à 260 po/lb.
Couple
230 à 240 po/lb.
Couple
210 à 230 po/lb.
À acheter
séparément
À acheter
séparément

77-3049-R6 (8/2023) FR-5 / 20
FR
www.carlisleft.com
TABLEAU 1 : LISTE DES PIÈCES DES PISTOLETS DE PULVÉRISATION BINKS
DE LA GAMME « TROPHY »
NUMÉRO
D'ARTICLE RÉFÉRENCE DESCRIPTION QTÉ
1 54-6120 ENSEMBLE BAGUE DU CHAPEAU D'AIR 1
5
VOIR LES TABLEAUX DE LA PAGE 11
CHAPEAU D'AIR
1
6 JGA-156-K10 CLIP DE RETENUE (KIT DE 10) 1
7
VOIR LES TABLEAUX DE LA PAGE 11
BUSE DE FLUIDE 1
8 54-6102-K3 DÉFLECTEUR/SÉPARATEUR (KIT DE 3) 1
9 54-6313 ENSEMBLE VALVE DE RÉGLAGE DE JET 1
10 ------ ∆CLIP DE MAINTIEN DE LA VALVE DE RÉGLAGE DE JET 1
11 ------ CORPS DE LA VALVE DE RÉGLAGE DE JET 1
12 ------ ∆JOINT TORIQUE DE LA VALVE DE RÉGLAGE DE JET,Ø 4,8
x1,6 1
13 ------ MOLETTE DE RÉGLAGE DE VALVE DE RÉGLAGE DE JET 1
14 ------ ∆GOUPILLE DE LA VALVE DE RÉGLAGE DE JET 1
15 54-6312 TÊTE DE PISTON 1
16 54-6311 RESSORT DU PISTON 1
17 54-6322 ENSEMBLE PISTON 1
18 ------ • JOINT TORIQUE,À L'INTÉRIEUR DU PISTON 1
19 ------ • JOINT TORIQUE,À L'EXTÉRIEUR DU PISTON 1
20 ------ • JOINT TORIQUE,À L'INTÉRIEUR DU PISTON 1
21 ------ PISTON 1
22
47-6860 AIGUILLE, ACIER INOXYDABLE, MARQUAGE : I (STANDARD) 1
47-6861 PAGE 8 AIGUILLE, CARBURE DE TUNGSTÈNE, MARQUAGE : II 1
47-6862 AIGUILLE, PLSTIQUE, MARQUAGE : III 1
VOIR LE TABLEAU 2 DE LA PAGE 8
AIGUILLE, PEINTURE EN DÉGRADÉ 1
23 54-6320-K3 ENSEMBLE RESSORT ET TAMPON D'AIGUILLE (KIT DE 3) 1
24 54-6309 BOUTON DE RÉGLAGE DE L'AIGUILLE 1
25 54-6319 ENSEMBLE CARTOUCHE DE JOINTS 1
26 54-6318-K3 PRESSE-ÉTOUPE D’AIGUILLE, VERT (KIT DE 3) 1
27 ------ § JOINT TORIQUE, À CARTOUCHE EXTÉRIEUR 1
28 ------ CORPS DU PRESSE-ÉTOUPE 1
29 ------ § JOINT TORIQUE,À L'INTÉRIEUR DE LA CARTOUCHE 1
30 54-6315-K3 VIS DE PRESSE-ÉTOUPE (KIT DE 3) 1
31 20-1359-1 VIS DE RÉGLAGE, MONTAGE 1
32 ------ ENSEMBLE CORPS DE PISTOLET AVEC GARNITURE 1
33 54-308 RACCORD, RACCORD PNEUMATIQUE, 1/4 PO NPS 2
34 54-6317-K3 RACCORD, ENTRÉE DE RECIRCULATION DE FLUIDE,
1/4 PO HEX (KIT DE 3) 1
35 ------ GUNNER'S MATE (SACHET DE 3 CC) 1
36 82-469 BROSSE DE PISTOLET 1
37 54-6316 ◊RACCORD DE RECIRCULATION 3/8 PO NPS(F) 1
38 54-6158 ◊ENSEMBLE RACCORD POUR COMMANDER À DISTANCE JET
EN ÉVENTAIL, 1/4” NPS/BSPP(M) 1
∆ PIÈCES COMPRISE DANS LE KIT DE LA VALVE DE RÉGLAGE GTI-428-K5
• PIÈCES COMPRISES DANS 54-6327-K3
ACCESSOIRE EN OPTION, RESSORT ROBUSTE 54-839 (Tampon d’aiguille n’est pas nécessaire)
§ PIÈCES COMPRISES DANS LE KIT 54-6328-K3
◊ ACCESSOIRE EN OPTION, À ACHETER SÉPARÉMENT

77-3049-R6 (8/2023)FR-6 / 20
FR
www.carlisleft.com
PISTOLET DE PULVÉRISATION AUTOMATIQUE BINKS DE LA GAMME « TROPHY »
ENTRÉE
D'AIR DE
PULVÉRISATION
1/4 po NPS / BSP(M)
ENTRÉE DU CYLINDRE
PNEUMATIQUE,
1/4 po NPS / BSP(M)
ENTRÉE DE FLUIDE
3/8 po NPS / BSP(M)
RACCORD DE
RECIRCULATION
(1/4 po HEX)
RÉGLAGE DE
L'AIGUILLE
(CONTRÔLE
DU FLUIDE)
VALVE DE CONTRÔLE DU JET
(COMMANDE DU JET EN ÉVENTAILLE)
VIS DE MONTAGE
ORIFICE DE MONTAGE
(DIA. 1/2 po)
POSITION
NOMINALE
3/8 po
VANNE DE RETOUR DE PRESSION
RÉGULATEUR DE FLUIDE
RÉGULATEUR D'AIR
(VENTILATEUR ET AIR DE
PULVÉRISATION COMBINÉS)
VALVE DU CYLINDRE
PNEUMATIQUE
(3 VOIES)
ALIMENTATION DU FLUIDE
ALIMENTATION DU VENTILATEUR
ET DE L'AIR DE PULVÉRISATION
ALIMENTATION
PNEUMATIQUE DU
CYLINDRE
RETOUR DE FLUIDE (SI UTILISÉ)
PISTOLET DE PULVÉRISATION AUTOMATIQUE BINKS DE LA GAMME « TROPHY »
VENTILATEUR ET AIR DE PULVÉRISATION COMBINÉS
(BRANCHEMENT TYPE POUR PISTOLET DE PULVÉRISATION STANDARD)

77-3049-R6 (8/2023) FR-7 / 20
FR
www.carlisleft.com
VANNE DE RETOUR DE PRESSION
RÉGULATEUR DE FLUIDE
RÉGULATEUR D'AIR
(AIR DE PULVÉRISATION)
VALVE DU CYLINDRE PNEUMATIQUE
(3 VOIES)
VALVE DU JET EN ÉVENTAILLE
(3 VOIES)
ALIMENTATION DU FLUIDE
ALIMENTATION D'AIR
DE PULVÉRISATION
ALIMENTATION
DU CYLINDRE
PNEUMATIQUE
RETOUR DE FLUIDE (SI UTILISÉ)
ALIMENTATION DU JET
EN ÉVENTAILLE
RÉGULATEUR
DU JET EN
ÉVENTAILLE
PISTOLET DE PULVÉRISATION AUTOMATIQUE BINKS DE LA GAMME « TROPHY »
VENTILATEUR ET AIR DE PULVÉRISATION INDEPENDANT
(BRANCHEMENT OPTIONNEL POUR PISTOLET DE PULVÉRISATION)

77-3049-R6 (8/2023)FR-8 / 20
FR
www.carlisleft.com
PISTOLET À PRESSION ET À
ASPIRATION
TAILLES D'ORI-
FICES
50 0,50 MM
85 0,85 MM
10 1,0 MM
12 1,2 MM
14 1,4 MM
16 1,6 MM
18 1,8 MM
20 2,0 MM
22 2,2 MM
24 2,4 MM
26 2,6 MM
0 POUR UTILISATION FUTURE
3465 – XXXX – XXXX
MATÉRIAU DE L'AIGUILLE
S ACIER INOXYDABLE
V GLACÉ (AIGUILLE ET
BUSE EN CARBURE DE
TUNGSTÈNE)
P POINTE EN PLASTIQUE
DÉSIGNATION DU CHAPEAU D'AIR
Série 10 CONVENTIONNELLES
Série 20 LVMP
Série 30 HVLP
TECHNOLOGIE
DE PULVÉRISATION
CN CONVENTIONELLE
LV LVMP
HV HVLP
SYSTÈME DE NUMÉROTATION POUR LES PISTOLETS AUTOMATIQUES DE LA
GAMME « TROPHY » DE BINKS
Voir les tableaux aux pages 9 et 10 pour les ensembles complets de pistolets.
TABLEAU 2 :
AIGUILLES ET BUSES DE PEINTURE
EN DÉGRADÉ EN ACIER INOXYDABLE
– EN OPTION
RÉF.
AIGUILLE DE
PEINTURE
EN DÉGRADÉ
MARQUAGE
SUR
L'AIGUILLE
N° DE RÉF. DE LA BUSE
CORRESPONDANTE
(TAILLE DE L'ORIFICE)
47-6864 I IIII 45-11050-12 1,2MM (0,047 po)
47-6865 II IIII 45-11050-14 1,4MM (0,055 po)
47-6866 III IIII 45-11050-18 1,8MM (0,071 po)
TABLEAU 3 :
AIGUILLES ET BUSES EN CARBURE
DE TUNGSTÈNE
TAILLE DE LA
BUSE N.RÉF. BUSE EN
C.T. N.RÉF. AIGUILLE
EN C.T.
1,4 MM (0,055 po) 45-11080-14 47-6861
1,8 MM (0,071 po) 45-11080-18 47-6861
2,2 MM (0,086 po) 45-11080-22 47-6861
2,6 MM (0,102 po) 45-11080-26 47-6861
TABLEAU 4 :
BUSES EN ACIER INOXYDABLE
(DURCI) – STD.
TAILLE DE L'ORIFICE DE LA
BUSE EN ACIER INOXYDABLE
NUMÉRO DE
RÉFÉRENCE DE LA
BUSE
0,020 po 0,50 mm 45-11050-50
0.035 po 0,85 mm 45-11050-85
0,039 mm 1,0 mm 45-11050-10
0,047 mm 1,2 mm 45-11050-12
0,055 mm 1,4 mm 45-11050-14
0,063 mm 1,6 mm 45-11050-16
0,071 mm 1,8 mm 45-11050-18
0,079 mm 2,0 mm 45-11060-20
0,087 mm 2,2 mm 45-11060-22
0,102 mm 2,6 mm 45-11060-26
TABLEAU 5 :
KITS D’ESSAI DE CHAPEAU
D’AIR – EN OPTION
CONVENTIONNEL
54-6140-K KIT 11-C
54-6141-K KIT 12-C
54-6142-K KIT 14-C
LVMP
54-6146-K KIT 22-L
54-6147-K KIT 23-L
54-6148-K KIT 24-L
54-6149-K KIT 25-L
HVLP
54-6151-K KIT 31-H – HVLP
54-6152-K KIT 32-H – HVLP
54-6153-K KIT 33-H – HVLP
54-6154-K KIT 39-H – HVLP

77-3049-R6 (8/2023) FR-9 / 20
FR
www.carlisleft.com
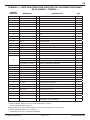
TABLEAU 6 : CONFIGURATIONS DE PISTOLET CONVENTIONNEL
TYPE DE LIQUIDE À PULVÉRISER NUMÉRO DE RÉFÉRENCE DE
L'ENSEMBLE PISTOLET COMPLET BUSE DE FLUIDE ET CHAPEAU D'AIR
MINCE
5-25 CENTIPOISE
Coupe 2 de Zahn 15-19 s
Wash primers, teintures, lasures, solvants, eau,
encres, peintures d'impression, laques, lubriants,
chromates de zinc, acryliques
3465-10CN-11S0 1,0 mm (0,039 po) X 11C
3465-12CN-11S0 1,2 mm (0,047 po) X 11C
3465-14CN-11S0 1,4 mm (0,055 po) X 11C
3465-16CN-11S0 1,6 mm (0,063 po) X 11C
3465-16CN-12S0 1,6 mm (0,063 po) X 12C
MOYEN
25-70 CENTIPOISE
Coupe 2 de Zahn 20-30 s
émail synthétique, vernis, laque, enduits,
apprêts, époxy, uréthanes, lubriants, émulsions
de cires, émaux
3465-12CN-11S0 1,2 mm (0,047 po) X 11C
3465-14CN-11S0 1,4 mm (0,055 po) X 11C
3465-16CN-11S0 1,6 mm (0,063 po) X 11C
3465-16CN-12S0 1,6 mm (0,063 po) X 12C
3465-18CN-11S0 1,8 mm (0,070 po) X 11C
3465-20CN-14S0 2,0 mm (0,079 po) X 14C
3465-22CN-14S0 2,2 mm (0,087 po) X 14C
LOURD
70-160 CENTIPOISE
Coupe 2 de Zahn 31-66 s
3465-16CN-11S0 1,6 mm (0,063 po) X 11C
3465-16CN-12S0 1,6 mm (0,063 po) X 12C
3465-18CN-11S0 1,8 mm (0,070 po) X 11C
3465-20CN-14S0 2,0 mm (0,079 po) X 14C
3465-22CN-14S0 2,2 mm (0,087 po) X 14C
ADHÉSIFS
colles de vinyle à base d'eau, solvants à base de
neoprenes, adhésifs de contact
3465-20CN-14S0 2,0 mm (0,079 po) X 14C
3465-22CN-14S0 2,2 mm (0,087 po) X 14C
DÉMOULAGE 3465-12CN-11S0 1,2 mm (0,047 po) X 11C
CÉRAMIQUE
matériaux abrasifs, vernis, engobes, émail vitrié
3465-14CN-14V0 1,4 mm (0,055 po) X 14C
3465-18CN-14V0 1,8 mm (0,070 po) X 14C
3465-22CN-14V0 2,2 mm (0,087 po) X 14C
3465-26CN-14V0 2,6 mm (0,102 po) X 14C
REVÊTEMENTS ANTIADHÉSIFS 3465-10CN-11S0 1,0 mm (0,039 po) X 11C
3465-12CN-11S0 1,2 mm (0,047 po) X 11C
MARTELÉS
3465-14CN-11S0 1,4 mm (0,055 po) X 11C
3465-16CN-11S0 1,6 mm (0,063 po) X 11C
3465-16CN-12S0 1,6 mm (0,063 po) X 12C
ÉMAUX À CRACLURE 3465-14CN-11S0 1,4 mm (0,055 po) X 11C
3465-16CN-11S0 1,6 mm (0,063 po) X 11C
REVÊTEMENTS RICHES EN ZINC 3465-22CN-14V0 2,2 mm (0,087 po) X 14C
◾ Congurations avec aiguille et buse en carbure de tungstène ● Congurations avec aiguille à pointe en plastique
GUIDE DE SÉLECTION DES BUSES ET AIGUILLES DES PISTOLETS AUTOMATIQUES
DE LA GAMME "TROPHY" DE BINKS

77-3049-R6 (8/2023)FR-10 / 20
FR
www.carlisleft.com
GUIDE DE SÉLECTION DES BUSES ET AIGUILLES DES PISTOLETS AUTOMATIQUES
DE LA GAMME "TROPHY" DE BINKS
Congurations avec aiguille et buse en carbure de tungstène ● Congurations avec aiguille à pointe en plastique
TABLEAU 9 :
CONFIGURATIONS DU PISTOLET À
JET ROND
TYPE DE
LIQUIDE À
PULVÉRISER
NUMÉRO DE
RÉFÉRENCE DE
L'ENSEMBLE
PISTOLET
COMPLET
BUSE DE FLUIDE ET
CHAPEAU D'AIR
MINCE
5-25
CENTIPOISE
Coupe 2 de
Zahn 15-19 s
3465-12CN-16S0 1,2 mm (0,047 po) X 16
MOYEN
25-70
CENTIPOISE
Coupe 2 de
Zahn 20-30 s
3465-12CN-16S0 1,2 mm (0,047 po) X 16
TABLEAU 7 :
CONFIGURATIONS DE PISTOLET LVMP
TYPE DE
LIQUIDE À
PULVÉRISER
NUMÉRO DE
RÉFÉRENCE DE
L’ENSEMBLE
PISTOLET
COMPLET
BUSE DE FLUIDE ET
CHAPEAU D’AIR
MINCE
5-25
CENTIPOISE
Coupe 2 de
Zahn 15-19 s
3465-85LV-22S0
0,85 mm (0,034 po) X 22L
3465-10LV-22S0
1,0 mm (0,039 po) X 22L
3465-12LV-23S0
1,2 mm (0,047 po) X 23L
3465-14LV-23S0
1,4 mm (0,055 po) X 23L
3465-14LV-24S0
1,4 mm (0,055 po) X 24L
3465-85LV-25S0
0,85 mm (0,034 po) X 25L
3465-10LV-25S0
1,0 mm (0,039 po) X 25L
MOYEN
25-70
CENTIPOISE
Coupe 2 de
Zahn 20-30 s
3465-12LV-23S0
1,2 mm (0,047 po) X 23L
3465-14LV-23S0
1,4 mm (0,055 po) X 23L
3465-14LV-24S0
1,4 mm (0,055 po) X 24L
3465-16LV-23S0
1,6 mm (0,063 po) X 23L
3465-14LV-25S0
1,4 mm (0,055 po) X 25L
3465-18LV-25S0
1,8 mm (0,070 po) X 25L
TABLEAU 8 :
CONFIGURATIONS DE PISTOLET HVLP
TYPE DE
LIQUIDE À
PULVÉRISER
NUMÉRO DE
RÉFÉRENCE DE
L’ENSEMBLE
PISTOLET
COMPLET
BUSE DE FLUIDE ET
CHAPEAU D’AIR
MINCE
5-25
CENTIPOISE
Coupe 2 de
Zahn 15-19 s
3465-85HV-33S0
0,85 mm (0,034 po) X 33H
3465-85HV-31P0
0,85 mm (0,034 po) X 31H ●
3465-10HV-33S0
1,0 mm (0,039 po) X 33H
3465-10HV-31P0
1,0 mm (0,039 po) X 31H ●
3465-10HV-32S0
1,0 mm (0,039 po) X 32H
3465-12HV-32S0
1,2 mm (0,047 po) X 32H
3465-12HV-31P0
1,2 mm (0,047 po) X 31H ●
3465-85HV-39S0
0,85 mm (0,034 po) X 39H
3465-10HV-39S0
1,0 mm (0,039 po) X 39H
3465-12HV-39S0
1,2 mm (0,047 po) X 39H
MOYEN
25-70
CENTIPOISE
Coupe 2 de
Zahn 20-30 s
3465-10HV-32S0
1,0 mm (0,039 po) X 32H
3465-12HV-32S0
1,2 mm (0,047 po) X 32H
3465-12HV-31P0
1,2 mm (0,047 po) X 31H ●
3465-14HV-32S0
1,4 mm (0,055 po) X 32H
3465-14HV-31P0
1,4 mm (0,055 po) X 31H ●
3465-16HV-32S0
1,6 mm (0,063 po) X 32H
3465-18HV-32S0
1,8 mm (0,070 po) X 32H
3465-12HV-39S0
1,2 mm (0,047 po) X 39H
3465-14HV-39S0
1,4 mm (0,055 po) X 39H
LOURD
70-160
CENTIPOISE
Coupe 2 de
Zahn 31-66 s
3465-14HV-32S0
1,4 mm (0,055 po) X 32H
3465-14HV-31P0
1,4 mm (0,055 po) X 31H ●
3465-16HV-32S0
1,6 mm (0,063 po) X 32H
3465-18HV-32S0
1,8 mm (0,070 po) X 32H

77-3049-R6 (8/2023) FR-11 / 20
FR
www.carlisleft.com
TABLEAUX DE SÉLECTION DES BUSES ET DES CHAPEAUX D'AIR DES PISTOLETS
AUTOMATIQUES DE LA GAMME "TROPHY" DE BINKS
TABLEAU 10 : TABLEAU DE SÉLECTION DES BUSES ET DES CHAPEAUX D'AIR
CONVENTIONNELS
Chapeau
d'air
N° de
réf. du
chapeau
d'air
Plage
répartition de
pulvérisation
PI3/MIN
À 30 LB/
PO2
PI3/MIN
À 50 LB/
PO2
PI3/MIN
À 70 LB/
PO2
Buse de uide Revêtements types
11-C 46-6500 8 – 12 po 9,8 14,2 18,7 Série 45-11050,
1,0 à 1,8 mm Teintures, apprêts, laques, émaux,
peintures acryliques, réduit de Latex
12-C 46-6501 4 – 12 po 8,3 12,1 14,2 Série 45-11050,
1,0 à 1,8 mm Laques, émaux, couches de nition,
adhésifs à faible viscosité
14-C 46-6503 8 – 14 po 17,0 24,4 31,2
Série 45-11060,
2,0 mm – 2,6 mm ou
Série 45-11080 au
carbure de tungstène
(VT),
1,4 mm – 2,6 mm
Émaux riches en zinc, adhésifs,
vernis, engobes et céramiques
TABLEAU 11 : TABLEAU DE SÉLECTION DES BUSES ET DES CHAPEAUX D'AIR À
BAS VOLUME ET PRESSION MOYENNE - LVMP
Chapeau
d'air
N° de réf.
du chapeau
d'air
Plage
répartition de
pulvérisation
PI3/MIN @ 30
lb/po2 entrée
du pistolet
(dynamique)
Buse de uide Revêtements types
22-L 46-6510 4 – 12 po 11,2 Série 45-11050,
0,5 à 1,6 mm Teintures, apprêts, laques, émaux, peintures acryliques,
réduit de Latex
23-L 46-6511 4 – 12 po 10,6 Série 45-11050,
1,0 à 1,8 mm Laques, émaux, couches de nition, adhésifs à faible
viscosité
24-L 46-6512 2 à 6 po 14,3 Série 45-11050,
0,5 à 1,8 mm Applications à projection étroite des lasures, émaux,
laques, peintures acryliques
25-L 46-6513 4 à 15 po 14,7 Série 45-11050,
0,85 à 1,8 mm
Taches, colorants, Toners, Émaux, Vernis-laques,
Apprêts, Uréthanes, Revêtements à base de solvent,
Revêtements à base d’eau
TABLEAU 12 : TABLEAU DE SÉLECTION DES BUSES ET DES CHAPEAUX D'AIR À
HAUT VOLUME ET PRESSION MOYENNE - HVLP
Chapeau
d'air
N° de
réf. du
chapeau
d'air
Plage
répartition de
pulvérisation
pi³/min @
10 lb/po2
pression
du chapeau
(dynamique)
Entrée de
pistolet lb/
po2 @ 10
lb/po2 au
chapeau d'air
(dynamique)
Buse de uide Revêtements types
31-H 46-6517 8 – 12 po 10,5 17 Série 45-11050,
0,85 à 1,8 mm Teintures, émaux à faible viscosité
32-H 46-6518 8 – 18 po 15,5 24 Série 45-11050,
0,85 à 1,8 mm
Laques, émaux, multi-couleurs,
Multi-spécication, revêtements antiadhésifs,
Latex pré-coupé
33-H 46-6519 8 – 12 po 11,0 16 Série 45-11050,
0,85 à 1,6 mm Teintures, laques, émail, multicolore, Multi-
spécication, revêtements antiadhésifs
39-H 46-6525 4 – 12 po 8,7 14 Série 45-11050,
0,85 à 1,6 mm
Taches, colorants, Toners, Émaux, Vernis-
laques, Apprêts, Uréthanes, Revêtements à
base de solvent, Revêtements à base d’eau

77-3049-R6 (8/2023)FR-12 / 20
FR
www.carlisleft.com
TABLEAUX DE SÉLECTION DES BUSES ET DES CHAPEAUX D'AIR DES PISTOLETS
AUTOMATIQUES DE LA GAMME "TROPHY" DE BINKS
TABLEAU 13 : TABLEAU DE SÉLECTION DES BUSES ET DES CHAPEAUX D'AIR
POUR JETS RONDS
Chapeau
d'air
N° de
réf. du
chapeau
d'air
Plage
répartition de
pulvérisation
PI3/MIN
À 30 LB/
PO2
PI3/MIN
À 50 LB/
PO2
PI3/MIN
À 70 LB/
PO2
Buse de uide Revêtements types
16 46-6505 2 – 4 po 5,6 7,8 10,5 Série 45-11050,
1,0 à 1,8 mm Laques, émaux
CONFIGURATION POUR PULVÉRISATION
RACCORDEMENT DU PISTOLET AU TUYAU
DE PRODUIT
Le pistolet doit être raccordé par une longueur convenable de
flexible d'un diamètre de 3/8 po équipé d'un connecteur avec écrou
de 3/8 po NPS(f) à l'extrémité du pistolet. Il est recommandé
d'utiliser un flexible de diamètre 1/4 po avec les produits de faible
viscosité. (Des flexibles de fluide de différentes compositions sont
disponibles pour les fluides spéciaux. Pour sélectionner un flexible
ou un tuyau, voir le catalogue tuyau Binks).
RACCORDEMENT DU PISTOLET À L'AIR DE
PULVÉRISATION
Le pistolet doit être raccordé par une longueur convenable de
flexible pneumatique d'un diamètre de 3/8 po équipé d'un
connecteur avec écrou de 1/4 po NPS(f) à l'extrémité du pistolet.
RACCORDEMENT DU PISTOLET À L'AIR DU
CYLINDRE PNEUMATIQUE
Le pistolet doit être raccordé par la plus petite longueur possible
de flexible pneumatique à diamètre intérieur de 3/16 po ou 1/8 po
avec un raccord 1/4 po NPS(f). Le cylindre pneumatique doit être
raccordé à une vanne manuelle à 3 voies ou une électrovanne à 3
voies pour fonctionner correctement.
UTILISATION DU PISTOLET DE PULVÉRISATION AUTOMATIQUE BINKS DE LA GAMME « TROPHY »
CONTRÔLER LE DÉBIT DU PRODUIT
Lors d'un alimentation sous pression, une augmentation de la
pression augmente la vitesse d'écoulement. Une taille adéquate
de la buse de fluide assure un bon débit du produit. Si
nécessaire, le débit du produit peut être également réglé en
ajustant la course de l'aiguille. Cela se fait en ajustant la
molette de commande (24) jusqu'à obtenir la course désirée
de l'aiguille.
RÉGLAGE DE LA FORME DU JET
La largeur de la forme du jet est contrôlée par la valve de
réglage (9). (Voir page 4). Tourner cette valve au maximum
dans le sens horaire donnera un jet rond, alors que tourner
vers la gauche élargira le forme du jet en éventail. Le jet en
éventail peut se régler sur n'importe quelle position à 360° en
tournant le chapeau d'air (5) en fonction du pistolet. Pour ce
faire, desserrez l'ensemble chapeau d'air, buse de position, et
ensuite, resserrez l'ensemble chapeau d'air.
ENTRETIEN
LUBRIFICATION
Mensuel : Retirez l'ensemble piston (17) et lubrifiez la chambre du
cylindre pneumatique et le ressort de la valve d'aiguille avec une
couche de Gunners Mate (35). Lubrifiez également l'ensemble de
valve de réglage de jet (9) avec de l'huile.
!
ATTENTION
Ne jamais utiliser de lubrifiants contenant
du silicone car ces lubrifiants peuvent causer
des défauts de finission. Le Gunners Mate
(35) de Binks est recommandé.
RETRAIT DU PISTON
Pour retirer le piston, dévissez en premier l'embout (15), retirez les
deux ressorts (16 & 23) et sortez l'aiguille en tirant dessus (22).
Retirez le piston en vissant la molette de réglage de l'aiguille (24)
dans le piston (21). Voir la page 13 pour plus de détails.
POUR REMPLACER LE JOINT DE L'AIGUILLE
ET LE PRESSE-ÉTOUPE DANS L'ARRIVÉE DU
FLUIDE
Voir les instructions de la page 14.

77-3049-R6 (8/2023) FR-13 / 20
FR
www.carlisleft.com
NETTOYAGE
Dans certains États, il est désormais illégal de pulvériser
dans l'atmosphère des solvants contenant des composés
organiques volatils (COV) lors du nettoyage d'un pistolet.
Pour se conformer à ces nouvelles lois de qualité de l'air,
Binks recommande de suivre une des deux méthodes
suivantes pour nettoyer votre équipement de finition :
1. Pulvérisez du solvant dans le pistolet en utilisant un
système fermé. Une unité fermée, ou une station de
nettoyage de pistolets, condense les vapeurs de
solvants dans une forme liquide qui empêche les COV
de s'échapper dans l'atmosphère.
2. Placez le pistolet pulvérisateur dans un conteneur de
lavage. Durant les cycles de lavage, rinçage et
vidange, ce système doit totalement contenir le
pistolet pulvérisateur, les coupes, les buses et les
autres pièces. Ce type d'appareil doit pouvoir rincer le
solvant dans le pistolet sans libérer des vapeurs de
COV dans l'atmosphère. En outre, vous ne devez
utiliser aucun conteneur ouvert pour le stockage ou
l'élimination des solvants, des chiffons ou papiers
contenant des solvants et utilisés pour la préparation
des surfaces et le nettoyage. Les conteneurs doivent
être non absorbants.
Pour nettoyer le pistolet, rincez les conduites de fluide
avec du solvant et soufflez de l'air à travers les conduites
d'air pour s'assurer que tous les passages d'air sont secs.
!
ATTENTION
Ne plongez jamais le pistolet complètement
dans le solvant car cela va dissoudre l'huile
lubrifiante et sécher les joints.
DÉPANNAGE
JET DÉFECTUEUX
Une vaporisation défectueuse peut être causée par un
mauvais nettoyage, une accumulation de produits secs
autour de l'extrémité de la buse ou du chapeau d'air.
Faire tremper ces pièces dans des diluants pour ramollir
les matériaux secs qu'on retire ensuite avec une brosse
ou un chiffon.
!
ATTENTION
N'utilisez jamais d'instruments en métal
pour nettoyer les buses d'air ou de liquide.
Ces pièces sont usinées avec soin et tout
dommage entrainera une mauvaise
pulvérisation.
Si le chapeau d'air (5) ou la buse (7) sont endommagés,
ces pièces doivent être remplacées pour obtenir une
pulvérisation parfaite.
JET INTERMITTENT
Si le jet n'est pas régulier, cela peut être causé par un
des défauts suivants :
1. Produit disponible insuffisant. Vérifiez la réserve et
remplir si nécessaire.
2. Buse mal serrée (2). Serrez, mais sans serrage
excessif.
3. Fuite au presse-étoupe (35) et dans les joints de
l'aiguille (36). Serrez l'écrou du presse-étoupe (39) s'il
est desserré, remplacez le presse-étoupe et les joints
de l'aiguille si nécessaire.
4. Raccord pour fluide insuffisamment serré ou saleté sur
les faces du cône de raccordement. Corrigez si
nécessaire.
5. Fuite dans le cylindre pneumatique ou pression
insuffisante.

77-3049-R6 (8/2023)FR-14 / 20
FR
www.carlisleft.com
FIG.1
PROCÉDURES D'INSTALLATION ET D'ENLÈVEMENT DU PISTON ET DES GARNITURES
(REMARQUE : DÉMONTAGE ILLUSTRÉ – SUIVEZ LA SÉQUENCE INVERSE POUR LE MONTAGE.)
FIG.2 FIG.3 FIG.4
FIG.11 FIG.12 FIG.13
FIG.5 FIG.6 FIG.7
FIG.8 FIG.9 FIG.10
5/16 po
HEX
#10 VIS POUR RETIRER LE
PRESSE-ÉTOUPE UNIQUEMENT
1/4 po
1/4 po

77-3049-R6 (8/2023) FR-15 / 20
FR
www.carlisleft.com
FIG.1 FIG.2 FIG.3
FIG.4 FIG.5 FIG.6
FIG.7 FIG.8
PISTOLET DE PULVÉRISATION AUTOMATIQUE BINKS DE LA GAMME « TROPHY »
ENTRETIEN – MONTAGE ET DE DÉMONTAGE DE L'AIGUILLE, DE LA BUSE ET DU DÉFLECTEUR
FIG.1 FIG.2 FIG.3
INSTALLATION DU DOIGT D'INDEXAGE DU CHAPEAU D'AIR DES PISTOLETS
AUTOMATIQUES DE LA GAMME "TROPHY" DE BINKS
(EN OPTION - FONCTION D'INDEXATION À 90°)
ALIGNER LE LO-
GEMENT AVEC
LA GOUPILLE
3/8 po
3/8 po
230-240 PO-LBS

77-3049-R6 (8/2023)FR-16 / 20
FR
www.carlisleft.com
Surépaisseur en haut
et en bas Trous évasés bouchés. Nettoyer. Aléser avec une pointe non-métallique.
Obstruction en haut ou en bas de la buse. Nettoyer.
Chapeau et/ou siège de buse encrassé. Nettoyer.
Jet épais sur le côté droit ou
gauche Trous évasés gauches ou droits bouchés. Nettoyer. Aléser avec une pointe non-métallique.
Côté gauche ou droit de la buse encrassé. Nettoyer.
Solutions pour remédier à la surépaisseur de produit en haut, en bas, à droite et à gauche :
1. Déterminer si l’obstruction se situe sur le chapeau d’air ou la buse. Pour ce faire, effectuer un essai de pulvérisation.
Tourner ensuite le chapeau d’un demi tour et effectuer une nouvelle pulvérisation. Si le défaut est inversé,
l’obstruction se situe sur le chapeau d’air. Nettoyer le chapeau d’air comme expliqué précédemment.
2. Si le défaut n’est pas inversé, le problème provient de la buse. Vérier si de la peinture sèche s'est déposée sur le
bord de la buse. Enlever avec du papier de verre humide ou sec #600.
3. Vérier si de la peinture sèche est déposée dans l’orice central du chapeau et l’éliminer au besoin avec du solvant.
Surépaisseur centrale Débit de uide trop élevé pour l'air de pulvérisation. Régler la pression d'air et le débit du produit. Augmenter la
largeur de pulvérisation avec la valve de réglage de jet.
Le débit du produit dépasse la capacité du chapeau d'air. Réduire le débit du produit.
Valve de réglage de jet trop fermée. Régler
Pression de pulvérisation trop faible. Augmenter la pression.
Produit trop épais. Diluer pour obtenir une consistance correcte.
Creux au centre de
l’application Pression d’air trop élevée. Réduire au niveau du régulateur ou de la poignée du
pistolet.
Débit de produit trop faible. Augmenter le débit du produit (augmente la vitesse
d'utilisation du pistolet).
Molette de réglage de produit trop serrée. Régler.
Projection irrégulière ou
saccadée Buse ou siège desserré ou endommagé. (Le problème le
plus courant) Serrer ou remplacer.
Niveau de produit insufsant. Rajouter du produit.
Godet trop incliné. Redresser le pistolet.
Obstruction dans le conduit de produit. Rincer avec du solvant.
Écrou de presse-étoupe d’aiguille desserré ou sec. Lubrier ou serrer.
Impossible d'obtenir une
pulvérisation ronde
La vis de réglage du jet n'est pas correctement mise
en place. Nettoyer ou remplacer.
La bague de retenue du chapeau d'air est desserrée. Serrer.
Aucune pulvérisation
Aucune pression d'air dans le pistolet. Vérier l'alimentation en air et les tuyaux d'air, soufer
le circuit d'air du pistolet.
La vis de réglage de l'aiguille de produit est trop fermée.
Ouvrir la vis de réglage de l'aiguille de produit.
Bulles de peinture dans
le godet
La buse n'est pas serrée. Serrer la buse.
Le produit fuit ou
s’égoutte par le couvercle
du godet
Couvercle de godet mal fermé. Serrer le couvercle.
lets du couvercle encrassés. Nettoyer.
Godet ou couvercle ssuré. Remplacer le godet et le couvercle.
Projection faible
Mauvais débit de produit. Desserrer la molette de réglage de produit ou remplacer
la buse par une plus grande.
Pression d’air de pulvérisation trop basse. Augmenter la pression d’air et équilibrer le pistolet.
DÉPANNAGE

77-3049-R6 (8/2023) FR-17 / 20
FR
www.carlisleft.com
DÉPANNAGE
CONDITION CAUSE CORRECTION
Retombées de pistolage
excessives
Pression d’air trop élevée. Réduire la pression.
Pistolet trop loin de la surface de travail. Ajuster la distance du pistolet.
Mauvaise application (inclinaison, mouvement trop
rapide du pistolet). Travailler à un rythme modéré, parallèlement à la
surface de travail.
Dissipation excessive
Trop de diluant ou le diluant sèche trop rapidement. Re-mélanger correctement.
Pression d’air trop élevée (pression de pulvérisation). Réduire la pression d'air.
Pulvérisation sèche
Pression d’air trop élevée. Réduire la pression d'air.
Pistolet trop loin de la surface de travail. Ajuster la distance du pistolet.
Mouvement du pistolet trop rapide. Ralentir.
Pistolet mal réglé. Régler.
Fuite de produit par
l’écrou de presse-étoupe
Écrou de presse-étoupe desserré. Serrer sans affecter l'aiguille.
Presse-étoupe usé ou sec. Remplacer ou lubrier.
Fuite de produit par
l'avant du pistolet
Écrou de de presse-étoupe trop serré. Régler.
Presse-étoupe sec. Lubrier.
Buse ou aiguille usée ou endommagée. Remplacer la buse et l'aiguille.
Corps étranger dans la buse. Nettoyer.
Ressort de de l'aiguille endommagé. Remplacer.
Aiguille ou buse de dimension incorrecte. Remplacer.
Coulures et festons
Débit de produit excessif. Régler le pistolet ou réduire le débit du produit.
Produit trop dilué. Mélanger correctement ou appliquer en couches
minces.
Pistolet incliné ou mouvement d’application trop lent. Tenir le pistolet à l’angle correct et adopter une
technique de pistolage correcte.
Finition mince, grossière
et sableuse séchant avant
l'application
Pistolet trop loin de la surface de travail. Vérier la distance. Elle est normalement d'environ
8 po.
Pression d’air trop élevée. Réduire la pression d'air et vérier la projection.
Mauvais diluant utilisé. Suivre les instructions de préparation du fabricant de
peinture.
Finition épaisse en « peau
d'orange »
Pistolet trop proche de la surface. Vérier la distance. Elle est normalement d'environ
8 po.
Trop de produit pulvérisé grossièrement. Suivre les instructions de préparation du fabricant de
peinture.
Pression d’air trop faible. Augmenter la pression d'air ou réduire le débit du
produit.
Mauvais diluant utilisé. Suivre les instructions de préparation du fabricant de
peinture.
Produit incorrectement préparé. Suivre les instructions de préparation du fabricant de
peinture.
Surface rugueuse, grasse, encrassée. Nettoyer et préparer correctement.

77-3049-R6 (8/2023)FR-18 / 20
FR
www.carlisleft.com
ACCESSOIRES
54-380 SUPPORT DE MONTAGE POUR LES
PISTOLETS AUTOMATIQUES
• Support en acier
• Réglable à n'importe quelle position
• Bras de support 18 po
• Orifice d'un diamètre de 1 po pour la fixation du
matériel
• Poids à l'expédition : 5 livres
• Fiche technique : 77-1185
54-6004 SUPPORT DE MONTAGE POUR
LES PISTOLETS AUTOMATIQUES
• Permet de retirer rapidement le pistolet sans changer
la position de pulvérisation originale du pistolet
Diamètre de 1 po
Montage du pistolet d'un
diamètre de 1/2 po
Orifice de montage du pistolet
d'un diamètre de 1/2 po
54-6198 ARRÊT DE L’AIGUILLE DE
RÉGLAGE POUR LES PISTOLETS
AUTOMATIQUES

77-3049-R6 (8/2023) FR-19 / 20
FR
www.carlisleft.com
NOTES

77-3049-R6 (8/2023)FR-20 / 20
FR
www.carlisleft.com
Carlisle Fluid Technologies est un leader mondial des technologies innovantes de nition.
Carlisle Fluid Technologies se réserve le droit de modier les spécications de ses produits sans préavis.
BGK™, Binks®, DeVilbiss®, Hosco®, MS®, et Ransburg®
sont des marques déposées de Carlisle Fluid Technologies, LLC.
©2023 Carlisle Fluid Technologies, LLC.
Tous droits réservés.
Pour les informations les plus récentes sur nos produits, consulter www.carlisleft.com
Région Industrie/automobile Réparation peinture automobile
Americas N° de tél. vert : 1-800-992-4657 N° de tél. vert : 1-800-445-3988
N° de Fax vert : 1-888-246-5732 N° de Fax vert : 1-800-445-6643
Europe, Afrique,
Moyen-Orient, Inde
Tél. : +44 (0)1202 571 111
Fax : +44 (0)1202 573 488
Chine Tél. : +8621-3373 0108
Fax : +8621-3373 0308
Japon Tél. : 081 45 785 6421
Fax : 081 45 785 6517
Australie Tél. : +61 (0) 2 8525 7555
Fax : +61 (0) 2 8525 7575
Pour toute assistance technique ou pour trouver un distributeur agréé,
contacter un de nos sites internationaux de vente et d'assistance à la clientèle.
POLICE DE GARANTIE
Ce produit est couvert par la garantie limitée matériaux et main-d'oeuvre de
Carlisle Fluid Technologies. L'utilisation de pièces ou d'accessoires d'une autre provenance que
Carlisle Fluid Technologies invalidera toutes les garanties. Le défaut de respect raisonnable
des instructions d'entretien fournies peut annuler toute garantie.
Pour toute information précise sur la garantie, contacter Carlisle Fluid Technologies.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Carlisle Trophy Automatic Manuel utilisateur
- Taper
- Manuel utilisateur
Documents connexes
-
Carlisle Trophy Pressure Siphon Le manuel du propriétaire
-
-
-
Carlisle Ransburg - Ransflex 81545 81565 RXQ & RFXQ Manuel utilisateur
-
-
Ransburg Vector Cascade or Classic Manual Gun Manuel utilisateur
-
-


