DROPSA MaXtreme Le manuel du propriétaire
- Taper
- Le manuel du propriétaire

1
C2314IF WK 19/20
Manuel rédigé en conformité avec
la directive 2006/42
MaXtreme
Usinage à lubrification par quantité minimale
Sous forme d'aérosol
Manuel d'utilisation et d'entretien
Instructions originales
Les produits DropsA peuvent être achetés dans les filiales DropsA et auprès des distributeurs agréés,
veuillez consulter le site www.dropsa.com ou contacter ou écrire à sales@dropsa.com

2
Sommaire
INTRODUCTION ........................................................ 3
1. DESCRIPTION GÉNÉRALE ....................................... 3
1.2 FONCTION AUTOADAPTATIVE ET HYBRIDE ......... 3
1.3 TABLEAU RÉCAPITULATIF DE FONCTIONNEMENT
DU SYSTÈME ............................................................. 4
1.3.1 MISE EN MARCHE/À L’ARRÊT DU
MULTIPLICATEUR...................................................... 4
1.4 FONCTIONNEMENT SCHEMATIQUE DEBIT
AEROSOL ET CONSOMMATION ................................. 4
2. STRUCTURE ET FONCTIONNEMENT ....................... 5
2.1 FONCTIONNEMENT DU CIRCUIT BP/HP ............... 5
2.2 DÉCLENCHEMENT À DISTANCE DU CIRCUIT HP ... 5
3. SECURITE ET PRECAUTIONS D’UTILISATION .......... 7
3.1. MATERIAUX UTILISES DANS LE SYSTEME ........... 8
3.2 QUALITE DE L’AIR ................................................ 8
3.3 LUBRIFIANT : HUILE MAXTREME ......................... 9
3.4 PRESSION .......................................................... 10
4. IDENTIFICATION DE LA MACHINE ........................ 10
5. CARACTÉRISTIQUES TECHNIQUES ....................... 11
6. COMPOSANTS DE L’ÉQUIPEMENT ....................... 12
7. DÉBALLAGE ET INSTALLATION DE LA MACHINE .. 12
7.1 DÉBALLAGE ....................................................... 13
7.2 INSTALLATION .................................................. 13
7.2.2 RACCORDEMENT DE L’AIR COMPRIMÉ ........... 13
7.2.3.2 REMPLISSAGES SUIVANTS .......................... 14
8. INSTRUCTIONS POUR L’UTILISATION .................. 15
8.1 RÉGLAGES MAXTREME ..................................... 15
8.2 MISE EN ROUTE – PRINCIPES DE BASE ............... 15
8.3 LUBRIFICATION INTERNE................................... 16
8.4 CONSOMMATIONS INDICATIVES....................... 17
8.5 RACCORDEMENTS ÉLECTRIQUES NIVEAU
MINIMUM .............................................................. 18
8.6. DÉPANNAGE .................................................... 18
9. PROCÉDURES DE MAINTENANCE ........................ 19
9.1 ÉLIMINATION DES PRESSONS RÉSIDUELLES....... 19
9.2 NETTOYAGE EXTÉRIEUR DE L’ÉQUIPEMENT ...... 20
9.3 NETTOYAGE INTÉRIEUR DE L’ÉQUIPEMENT ....... 20
10. ÉLIMINATION .................................................... 20
11. INSTRUCTIONS DE COMMANDE ........................ 21
12.2 DOUBLE BUSE COMMANDE
PNEUMATIQUE/ÉLECTRIQUE .................................. 22
13. MANUTENTION ET TRANSPORT ........................ 23
14. PRÉCAUTIONS D‘EMPLOI .................................. 23
15. CONTRE-INDICATIONS D’UTILISATION .............. 24
COPYRIGHT ............................................................. 25

3
INTRODUCTION
Le présent Manuel d'utilisation et d'entretien concerne le produit MaXtreme utilisé dans les processus d’usinage
quasi à sec.
Pour obtenir l’édition la plus récente de ce document, vous pouvez contacter le Service technico-commercial ou visiter
notre site Web à l’adresse http://www.DropsA.com.
Ce manuel d’utilisation et d’entretien contient des informations importantes pour la protection de la santé et la
sécurité du personnel amené à utiliser cet appareil. Il est impératif de lire attentivement ce document et de le
conserver avec soin dans un endroit accessible à toute personne utilisant le produit, pour consultation.
1. DESCRIPTION GÉNÉRALE
MaXtreme est utilisé pour les usinages quasi à secs, une technologie récente conçue dans le but de remplacer les
systèmes de refroidissement à l’huile entière ou soluble. Un flux d’air comprimé contrôlé transporte des quantités
minimes d’huile de coupe sous forme d’aérosol vers la surface de coupe. Cette technologie garantit la lubrification de
la surface de coupe et permet des usinages de haute précision en procurant également une vie utile plus longue à
l’outil, et des temps de cycle réduits. L’élimination du réfrigérant du processus fournit aussi de nets avantages pour
l’environnement et réduit les coûts élevés de mise au rebut.
L’aérosol est amené sur la surface de coupe extérieur (par le biais de buses positionnées autour de l’outil) ou par
l’intérieur. Cette méthode est appelée méthode « à travers l’outil »
La lubrification interne est la plus difficile à obtenir à cause de la coalescence des particules d’huile à l’intérieur de
l’outil. Néanmoins, MaXtreme a trouvé une solution qui consiste à générer des particules ultrafines pouvant passer à
travers l’outil rotatif en éliminant les gênes causées par la force centrifuge.
MaXtreme met à profit des années de recherches et de développement en effets aérodynamiques et
fluidodynamiques pour produire des particules d’huile sous forme d'aérosol ultrafin (d’un diamètre au-dessous du
micron) qui permettent des usinages de haute précision.
La solution à double vortex est un système révolutionnaire qui permet une lubrification minimale interne ou externe
quasi sèche de haute performance.
En effet, pour certaines applications, la seconde buse optimisée pour des pressions plus élevées, est conçue pour
augmenter le débit de l’aérosol directement sur les outils aux sections de passage minimes, en permettant une
meilleure évacuation des copeaux et un refroidissement constant de l’outil.
Cette option peut opérer en configuration hybride avec une buse principale qui diffuse en continu un aérosol de
bonne qualité également à faibles débits, en réduisant la « zone morte » à des débits extrêmement faibles.
En complément à la directive 2006/42/CE, et à cause de l’augmentation de la pression jusqu’à 20 bar, MaXtreme
détient la certification de conformité à la directive européenne « équipements sous pression » DESP nº 2014/68/UE,
au sens de laquelle le circuit présente les caractéristiques suivantes :
- CATÉGORIE DE RISQUE OU DESP = I
- Module DESP : Module A
- Pression maximale admissible: 22 Barg
- Pression d’essai: 36 Barg
- Température admissible: min 0° C – max +60° C
- Groupe de fluide: Groupe 2
1.2 FONCTION AUTOADAPTATIVE ET HYBRIDE
Les fonctions autoadaptative et hybride signifient qu’il n’est pas nécessaire d’effectuer de réglage entre les
changements d’outils ou les configurations complexes de programmation. Le système est monté et s’adapte
automatiquement.
Comment ça fonctionne:
L’aérosol est produit en utilisant un nouveau générateur de vortex dont l’enveloppe de fonctionnement est
améliorée.

4
Une conception particulière de l’embout conique de déchargement combinée à une finition de surface contrôlée,
fragmente les particules d’huile en les décélérant à une vitesse contrôlée, pour créer un aérosol aux particules d’une
dimension inférieure au micron. Lorsque les débits sont très élevés (généralement pour les très grands outils) un
multiplicateur de pression d’air s’ouvre afin d’intégrer le flux d’air éliminant les copeaux et la chaleur, et réduire ainsi
la densité de l’aérosol non désirée pour ce type d’usinage.
1.3 TABLEAU RÉCAPITULATIF DE FONCTIONNEMENT DU SYSTÈME
ΔPress = pression d’alimentation – pression réservoir
1.3.1 MISE EN MARCHE/À L’ARRÊT DU MULTIPLICATEUR
PRESSION D’ALIMENTATION
D’AIR
PRESSION DU RÉSERVOIR
DURANT L’USINAGE
MULTIPLICATEUR
AIR
6 bar
> 4,5 bar
on
<4,5 bar
off
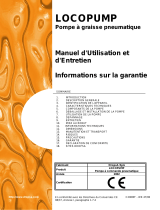
1.4 Fonctionnement schématique Débit aérosol et consommation
CONDITIONS DE FONCTIONNEMENT
VORTEX 1
VORTEX 2
AIR
SUPPLÉMENTAIRE
DENSITÉ DE
L’AÉROSOL
PRESSION
RÉSERVOIR
ΔPress. >1<=2
OUTILS NORMAUX
EN MARCHE
À L’ARRÊT
À L’ARRÊT
NORMAL
NORMAL
ΔPress. >2
GRANDS OUTILS
EN MARCHE
À L’ARRÊT
EN MARCHE
BASSE
BASSE
ΔPress.=1
OUTILS PETITS OU MOYENS
EN MARCHE
EN MARCHE
À L’ARRÊT
NORMAL-HAUTE
NORMAL
ΔPress.<1
PETITS OUTILS
À L’ARRÊT
EN MARCHE
À L’ARRÊT
HAUTE
HAUTE
DÉBIT AÉROSOL ET CONSOMMATION
ZONE MORTE
PAS D’AÉROSOL
ZONE
HAUTE
PRESSION
ZONE
HYBRIDE
ZONE PRESSION
NORMALE
ZONE PRESSION
AVEC AIR
SUPPLÉMENTAIRE
(4)
(3)
(1)
(2)
Zone (4)
Zone (3)
Zone (1)
Zone (2)
Commande CNC
Commande CNC
Commande CNC
Commande CNC

5
Remarque : Dans la version à double buse, possible en externe. Le pilotage HP à distance (à partir de la CNC) en insérant une
électrovalve ON/OFF
2. STRUCTURE ET FONCTIONNEMENT
2.1 FONCTIONNEMENT DU CIRCUIT BP/HP
Le système est constitué d’un réservoir de lubrifiant pressurisé par l’air. Le lubrifiant contenu dans le réservoir (1), par
effet de la pression d’air régulée par la vanne (2), est envoyé par un tube interne au réservoir et à la buse génératrice
(3) située dans la tête génératrice.
L’huile préalablement régulée par la vanne (4) est étirée par le flux d’air en rotation à haute vitesse, et se divise ainsi
en microgouttelettes qui vont former un brouillard sous forme d’aérosol, et être projetées grâce à l’ouverture de la
vanne électropneumatique (14) vers l’organe à lubrifier dans la chambre de la machine-outil à commande numérique
(CNC).
Sur simple rotation de la vanne (4), on définit en pourcentage la quantité d’huile introduite dans le circuit en fonction
de la position de la sphère sur le débitmètre (11) faisant varier en conséquence la densité du brouillard. (vrai
seulement pour la modalité BP)
Même si elle est totalement fermée, la vanne (4) laisse passer un minimum d’huile permettant de garantir une
lubrification minime continue.
Le débitmètre sait lire les deux modalités de fonctionnement HP/BP.
La règle de gauche permet de lire l’alimentation d’huile du circuit BP, tandis que la règle de droite lit l’alimentation
d’huile du circuit HP.
En cas de forts débits d’air, la vanne (5) émet de l’air supplémentaire dans le réservoir afin de maintenir la pression
constante dans le réservoir. (Voir le schéma 1 page 6)
Pour des utilisations de pointe avec des diamètres de lubrification très petits, une augmentation de la pression est
réalisée dans le réservoir. Cette condition permet à la vanne pneumatique (10) d’ouvrir le conduit à haute pression et
de déclencher l’éventuel multiplicateur (8) (si présent) ou l’accessoire externe raccordé à la porte (7).
Dans cette situation, la pression à l’intérieur du réservoir aura tendance à augmenter en refermant de fait le clapet
anti-retour (9). Une plus haute pression facilitera l'évacuation des déchets d’usinage, et garantira un
refroidissement/lubrification continu(e) de l’outil. (Voir le schéma 2 page 6)
Sur le circuit HP la régulation de l’huile n’est pas prévue.
Le remplissage de l’huile peut être effectué par le bouchon (16) ou par la vanne (15) qui sert aussi à évacuer l’huile.
Le niveau maximum/minimum d’huile présente dans le réservoir est visible sur le tube (12) situé sur le réservoir.
Remarque : le niveau d‘huile ne doit pas dépasser la limite indiquée sur le réservoir.
Pendant l’opération de remplissage, éliminer l’air du réseau agissant sur la vanne (18), évacuer la pression résiduelle
présente dans le réservoir en agissant sur la vanne de décharge rapide (22).
Il est possible aussi de raccorder une alarme de niveau minimum (13) directement au connecteur situé sous
l’équipement afin d’éviter tout usinage sans lubrifiant lorsque le système n’est pas sous surveillance.
(Voir le schéma 1 page 6)
Remarque : Une version à buse simple avec circuit HP désactivé est disponible
2.2 DÉCLENCHEMENT À DISTANCE DU CIRCUIT HP
Il est possible de monter une électrovanne ON/OFF (21) à l’extérieur, pilotée par la CNC, qui commande l’intervention
des accessoires externes.
Dans ce cas, il est préférable de désactiver la vanne pneumatique (10) en dévissant complètement la vis de régulation
située sur la vanne (voir le schéma 3 page 6).
En cas d’entretien, il est possible d´éliminer la pression résiduelle sur le circuit du multiplicateur en ouvrant la vanne
(23) et en activant l’électrovanne ON/OFF (21) si présente.

6
AVANTAGES:
• Réduction du temps de cycle: de 25 à 80 %.
• Réduction de la quantité de lubrifiant
nécessaire;
• Plus grande durée de l’outil;
• Meilleure finition des pièces.
APPLICATIONS:
• Machines-outils;
• Machines de découpe et de pliage de tôle
métallique;
• Aciéries.
Schéma hydraulique
Fonctionnement Vortex (BP) Fonctionnement Vortex (HP) à partir de la
vanne de pilotage pneumatique
Schéma 1 Schéma 2
Pilotage (BP/HP) avec électrovanne
Schéma 3
Commande CNC
Commande CNC
Commande CNC
Commande CNC

7
3. Sécurité et précautions d’utilisation
Il est important de lire le présent manuel avant d'effectuer toute opération. Il est toujours recommandé de respecter
les règles de sécurité du pays dans lequel l'équipement est installé et la nécessité de recourir à du personnel spécialisé
dans les différentes opérations d'entretien, d'utilisation, d'installation, etc. nécessaires pendant la durée de vie de
l'équipement. Le présent manuel contient des instructions de sécurité et des pictogrammes conformes aux normes
ANSI Z535, ISO 3864 et ISO 7010 énumérées ci-après:
Tableau des mises en garde
Mise en garde
Dommage
aux
Définition
Conséquences
Personnes
Indique une situation dangereuse
qui, si elle n'est pas évitée, entraînera
certainement la mort ou des blessures
graves.
Mort ou blessure
grave entraînant la
paralysie.
Indique une situation dangereuse
qui, si elle n'est pas évitée, pourrait
provoquer la mort ou des blessures
graves.
Mort probable ou
blessures graves.
Indique une situation dangereuse
qui, si elle n'est pas évitée, pourrait
avoir pour conséquence des blessures
légères ou modérées.
Blessures légères ou
modérées possibles.
Biens
Indique des situations qui n’entraînent
pas
de lésion aux personnes.
Suggestions ou autres informations.
Dommage aux biens et
non aux personnes
Tableau des pictogrammes
DANGER
INTERDICTION
OBLIGATION
Danger général
Interdiction générale
Obligation générale
Danger rayonnement
laser
Interdiction de fumer
ou d’utiliser des
flammes nues
Obligation de lire les
instructions
Danger électrique
Articles métalliques
ou montres interdits
Protection auditive
obligatoire
Danger surface chaude
Interdiction de
toucher
Protection oculaire
obligatoire
Danger équipement
sous pression
Interdiction
d'éteindre avec de
l'eau
Mise à la terre obligatoire
Danger Écrasement des
mains
Obligation de couper le
courant
Danger atmosphère
explosive
Gants de protection
obligatoires
DANGER
MISE EN GARDE
ATTENTION
AVERTISSEMENT

8
Les principales règles de conduite à respecter pour travailler avec un bon niveau de sécurité sont les suivantes:
• Les opérations d'installation, d'utilisation, d'entretien, etc. doivent toujours être effectués par du
personnel qualifié et formé.
• Il est conseillé de toujours porter des équipements de protection individuelle, sans exception.
• Toujours effectuer les opérations de nettoyage, de réglage et d'entretien, après s'être assuré que
toutes les alimentations en énergie et en air comprimé sont déconnectées.
• Installez l’équipement loin des voies de passages afin d'éviter qu'il ne soit heurté ou endommagé.
• Ne pas endommager les plaques de signalisation et les pictogrammes apposés sur l'équipement; dans le
cas où ils seraient endommagés par inadvertance, les remplacer immédiatement par des plaques et
pictogrammes identiques.
• Vérifier la compatibilité chimique des matériaux constituants l’équipement avec l’huile que vous avez
l'intention d'utiliser. Outre les dommages à l’équipement et aux tuyaux, un mauvais choix pourrait
impliquer des risques graves pour les personnes (fuite de produits irritants et nocifs pour la santé) et
pour l’environnement.
• Ne jamais dépasser la valeur maximale de la pression de fonctionnement de l’équipement autorisée ni
celle des composants connectés à celui-ci. En cas de doute, consulter les informations figurant sur la
plaque de l’équipement.
• Utiliser exclusivement des pièces de rechange d’origine.
• S’il est nécessaire de remplacer certains composants, s’assurer que les substituts sont aptes à
fonctionner à la pression maximale de travail de l’équipement.
La société DropsA S.p.a. décline toute responsabilité pour les dommages aux personnes ou aux biens résultant
d'une utilisation incorrecte de l'équipement, d'une altération de ses dispositifs de sécurité ou du non-respect de la
réglementation en matière de sécurité au travail.
MISE EN GARDE
Il est nécessaire de lire le Manuel
d’utilisation et d'entretien de
l'équipement pour connaître les risques
liés à son utilisation
3.1. Matériaux utilisés dans le système
Aucun matériau utilisé dans la fabrication du système n’est dangereux pour les personnes autorisées à les utiliser
(durant toutes les phases de vie du système). Plus en détail, les matériaux utilisés pour la construction de la machine
sont principalement:
• les dérivés du fer;
• les dérivés du plastique;
• les dérivés de l’aluminium.
•
3.2 Qualité de l’air
Dans le but d’éviter les mélanges d’eau dans l’huile du réservoir et/ou l’obturation des buses à cause d’impuretés
présentes dans le circuit d’alimentation, il est conseillé d’utiliser de l’air filtré et déshumidifié.
En cas d’utilisation de l'équipement à des températures inférieures à 3°C, il est nécessaire d’utiliser de l'air filtré et
déshumidifié, conformément à la norme DIN ISO 8573-1 (1.3.1).

9
3.3 Lubrifiant : Huile MaXtreme
Durant son fonctionnement, le système nécessite des produits spécifiques conçus pour la production, c’est-à-dire que
les produits lubrifiants contenus dans le réservoir servent à produire l’activité développée. Le seul lubrifiant permis
par le fabricant DropsA S.p.A. est un mélange non dangereux conforme au Règlement (CE) nº1272/2008 [SGH], tel
que décrit dans sa propre MSDS (fiche de sécurité des matériaux), avec les avantages suivants :
Ne contient pas de chlore Propriétés lubrifiantes, refroidissantes antiusure
Ne contient pas d’huile minérale Réduit les reflux à éliminer et diminue la
consommation
Il n'y a pas d'eau à recycler
Pour les applications avec :
Systèmes de lubrification minimale Opérations de découpe génériques de
haute/moyenne pénibilité
Utilisation sur des matériaux ferreux et non ferreux
Au cas où il serait fait usage d’huiles autres que celles conseillées par DropsA S.p.A., il est indispensable qu’elles
fassent partie du groupe 2 conformément à la directive DESP, avec un mélange non dangereux en conformité avec le
Règlement (CE) nº1272/2008 [SGH], et qu'elles présentent les caractéristiques physiques suivantes :
Viscosité : <50 cSt 40°
Densité : 918 Kg/m3 15 °C
Point d'inflammabilité : >250 °C
Pour l’élimination de l'huile, respecter strictement les réglementations locales et les FDS (fiche de données de sécurité
du matériel)
DANGER
Le lubrifiant utilisé dans les circuits de
lubrification est inflammable à une
température >250°C. Éviter tout contact
avec des pièces chaudes ou des flammes
nues.
ATTENTION
Pendant les opérations de remplissage d'huile, porter des lunettes et des gants de
protection afin d’éviter tout contact direct avec le lubrifiant.

10
3.4 Pression
ATTENTION
Avant chaque intervention, vérifier l’absence de pression résiduelle dans chaque
branche du circuit de lubrification.
Après de longues périodes d’inactivité, vérifier l’étanchéité de toutes les parties
susceptibles d'être sous pression
Éviter les chocs violents sur les raccords, les tubes
et les parties sous pression.
Tout tuyau flexible ou raccord endommagé constitue un DANGER, et doit donc être
impérativement remplacé
4. IDENTIFICATION DE LA MACHINE
Une plaque signalétique est fixée sur le côté de la machine sur laquelle sont indiqués le code du produit, la tension
d’alimentation et les caractéristiques de base.

11
5. CARACTÉRISTIQUES TECHNIQUES
Caractéristiques techniques
* Buse alimentation d’air BP :
6 bars (87 psi)
*Buse débit d’air/sortie BP :
35000 Nl/h (W/air supplémentaire) (1236 cfh) 6 bars
*Débit d’huile :
220 ml/h (13.2 cu/h)20°
* Buse alimentation d’air HP :
20 bars ( 290 psi)
*Débit d’air/sortie buse HP :
6500 Nl/h (229.5 cfh)
*Buse débit d’huile n HP :
9.5 ml/h (0.6 cu/h)20°
Diamètre min. de la buse BP (6 bars)
2 mm (7000 Nl/h) (247 cfh)
Diamètre min. de fonctionnement de la buse HP (20 bars)
0.8 mm(3500 Nl/h)(123 cfh)
Capacité du réservoir :
2 litres (0.50 galls)
Tube d’alimentation d’air :
Ø12 mm.(0.47 in)
Tube d’utilisation :
Ø12 ÷ 16 mm (0.47 ÷ 0.6 in.)
Nombre de sorties aérosol :
1÷3
Lubrifiant
DropsA vous suggère d’utiliser l’huile MaXtreme pour de
meilleurs résultats
Degré de protection :
IP 65
Alimentation vanne électropneumatique :
(Optionnel)
24 VCC 200 mA
Température de fonctionnement
0°C ÷ +60°C
Température de stockage
-10°C ÷ +80°C
Bruit (distance 1m)
70 dB (A)
Vanne de sûreté :
22 bars
Manomètre mesure de pression du réservoir :
0÷25 Bar
Toutes les valeurs des spécifications techniques se réfèrent à des connexions en entrée/sortie de Ø12
*la valeur varie selon le Ø de sortie ou de l’outil utilisé pour la version de la buse à HP

12
6. COMPOSANTS DE L’ÉQUIPEMENT
Vanne de sureté
Vanne de décharge rapide
de la pression
du réservoir
Groupe de régulation
de la pression du
réseau
Manomètre pression
du réservoir
Vanne coulissante
On/Off
Buse à haut débit
6 bars
Régulateur débit
d’huile
Admission d’air
du réseau
Porte d’utilisation
libre
Électrovanne
(optionnel)
Raccord rapide Ø 12
(optionnel)
Bouchon pour
remplissage
huile
Niveau d’huile
(visuel)
Vanne de
décharge/de
remplissage d’huile
Débitmètre
Buse haute
pression 6
bars
Pilotage haute/basse pression
HP/BP
Vanne
anti-retour
Buse HP 20 bars
Connecteur d’alarme
niveau minimum
Admission alimentation
d’air 20 bars
Vanne de décharge
rapide circuit HP
(20 bars)

13
7. DÉBALLAGE ET INSTALLATION DE LA MACHINE
7.1 DÉBALLAGE
Après avoir choisi un lieu adapté pour l’installation, ouvrir l’emballage et sortir l’équipement. Vérifier que
l’équipement n’a subi aucun dommage durant le transport et le stockage. Le matériel d‘emballage, n‘étant ni
dangereux ni polluant, ne nécessite aucune mesure particulière d‘élimination. Pour la destruction de l’équipement,
veuillez suivre la réglementation locale.
7.2 INSTALLATION
L’équipement peut être installé selon deux modalités :
a) Fixer l’équipement à la structure de la machine-outil. Ne pas installer l’équipement dans un endroit
particulièrement soumis à de fortes oscillations ou vibrations.
b) Installer l’équipement non loin de la machine-outil, en vérifiant que le lieu est adapté pour un tel
équipement.
AVERTISSEMENT
Positionner l'équipement sur la machine
verticalement et dans une position
facilement accessible
NE JAMAIS retourner l’équipement
L’opérateur est responsable de tous les dommages causés à l’équipement MaXtreme s’il a été mal installé.
7.2.2 RACCORDEMENT DE L’AIR COMPRIMÉ
Le nouveau MaXtreme doit être connecté au raccordement d’air
comprimé prévu à cet effet.
L’alimentation doit être au maximum de 6 bars.
MISE EN GARDE
Le raccordement à l’air comprimé doit être effectué par
le personnel compétent et qualifié.
Pour des questions de sécurité, la pression de l’air
comprimé sur le raccordement au réseau d’air ne doit
pas dépasser 6 bars.
Raccordeme
nt au réseau
d’air

14
7.2.3 REMPLISSAGE DU RÉSERVOIR
7.2.3.1 PREMIER REMPLISSAGE
Pour le premier remplissage il est indispensable qu’il
n’y ait aucune pression résiduelle à l’intérieur du
réservoir (voir paragraphe 9.1).
L’huile est transvasée à l’intérieur du réservoir par
l'orifice d'entrée prévue à cet effet (REMPLISSAGE
D’HUILE).
Le niveau « maximum » (B) sur l’indicateur de
remplissage ne doit en aucun cas être dépassé.
7.2.3.2 REMPLISSAGES SUIVANTS
Lorsque l’huile atteint le niveau minimum (A),
MaXtreme doit être réapprovisionné en huile. Si
l’équipement est en fonctionnement, veuillez le
mettre à l’arrêt et éliminer la pression résiduelle (voir
paragraphe 9.1) Dans ce cas, procéder comme indiqué
au point
7.2.3.1 PREMIER REMPLISSAGE.
Si l’équipement est raccordé en mode analogique avec
alarme au niveau minimum, le contrôle numérique
bloque le système. Dans ce cas, éliminer la pression
résiduelle, (voir le paragraphe 9.1), et procéder
comme indiqué au point
7.2.3.1 PREMIER REMPLISSAGE
MISE EN GARDE
Pour des questions de sécurité, durant les
opérations de remplissage, ne jamais oublier
de déconnecter le système d’air comprimé, en
actionnant la vanne coulissante manuelle, et le
réducteur de la pression d’alimentation du
multiplicateur, en le tournant complètement
dans le sens antihoraire.
Durant le remplissage du réservoir, NE JAMAIS
dépasser le niveau maximum (B).
AVERTISSEMENT
En cas de remplissages successifs, veuillez
utiliser toujours la même huile.
Dans le cas contraire, veuillez éliminer toute
trace du lubrifiant précédemment utilisé en
ouvrant le robinet d’évacuation d’huile.
Ce n’est qu’après cette étape que vous pouvez
remplir le réservoir avec la nouvelle huile et
mettre en route l’équipement.
La société DropsA S.p.a. décline toute
responsabilité en ce qui concerne le
fonctionnement incorrect de l’équipement
DropsA Lubrifiants conseillés: Huile MaXtreme
ALARMES DE NIVEAU
MINIMUM
(CONNEXION DIGITAL)
ÉVACUATION HUILE
(15)
(A) NIVEAU MIN. HUILE
(B) NIVEAU MAX. HUILE
REMPLISSAGE HUILE

15
7.3 TUYAUX ET BUSES
Les tuyaux recommandés doivent avoir un diamètre externe de 12 mm pour toute la partie du système qu’il est
possible de couvrir avec ce diamètre.
La longueur de la conduite de l’aérosol doit être réduite le plus possible. Plus la longueur des conduites de l’aérosol
est importante, plus les pertes de pression et d’aérosol sont importantes.
Les conduites de l’aérosol doivent être posées le plus linéairement possible, en évitant surtout les « coudes étroits ».
Dans le cas contraire, il existe un danger de précipitation du lubrifiant. Dans le cas où il ne serait possible d’éviter les
raccords de renvoi, ils devront présenter un rayon d’un minimum de 200 mm.
La ligne de conduite de l’aérosol doit présenter une inclinaison continue en direction de la machine. Éviter le plus
possible les courbes vers le bas, étant donné que du lubrifiant pourrait s'accumuler aux points de courbure lorsque la
machine est à l’arrêt.
L’adduction d’aérosol dans les mandrins ou outils rotatifs doit être effectuée le plus possible en direction axiale. En
cas d’adduction radiale, il peut arriver, spécialement à un nombre élevé de tours du mandrin, que le lubrifiant soit
« centrifugé à l’extérieur » en provoquant une séparation de l’aérosol.
Cela arrive en particulier en utilisant des outils de petites dimensions et à une vitesse de rotation élevée.
MISE EN GARDE
L’équipement doit fonctionner respecter les
paramètres indiqués dans les
caractéristiques techniques.
8. INSTRUCTIONS POUR L’UTILISATION
Veuillez observer les mêmes procédures et précautions générales typiques de l’installation des systèmes de
lubrification et de réfrigération traditionnels.
8.1 RÉGLAGES MaXtreme
Voir le schéma au paragraphe 6
• Quantité d’air : avec le régulateur de pression d’air et le manomètre.
• Quantité d’huile : avec la vanne de régulation du débit.
8.2 MISE EN ROUTE – PRINCIPES DE BASE
Voir le schéma au paragraphe 6
a) Fermer complètement la vanne du régulateur de pression d’air en tournant la bague dans le sens antihoraire.
b) Raccorder le tuyau d’air comprimé au réseau de distribution d’air.
c) Monter l’outil sur la machine.
d) Ouvrir les vannes suivantes :
• Vanne coulissante manuelle on/off pour l’air comprimé en la positionnant horizontalement sur (ON).
• Tourner la bague du régulateur de pression d’air jusqu’à obtention de 6 bars de lecture sur le
manomètre.
f) Ouvrir la vanne d'utilisation.
AVERTISSEMENT
Durant le fonctionnement en modalité HP, le pourcentage d’huile
indiqué sur le débitmètre peut atteindre au maximum 20 %. Débit
à BP, le pourcentage d’huile indiqué sur le débitmètre peut
atteindre au maximum 100%.
Le débit d’huile de la buse HP n’est pas réglable.

16
8.3 LUBRIFICATION INTERNE
MaXtreme est utilisé pour les travaux de lubrification interne : l’aérosol est amené à l’intérieur de l’outil à travers la
broche.
Dans une telle situation, il est conseillé de suivre les instructions suivantes :
• La broche doit être adapté au type d’application en objet (usinage à sec).
• Certaines broches ont une vanne anti-retour. Cela pourrait être un problème à cause de la pression
relativement basse de fonctionnement du système. Une modification de la vanne pourrait être nécessaire.
Demander conseil à DropsA.
• S’assurer que le tuyau de transport de l’huile fourni ne présente pas d’altération, telle que des coupures
transversales, des fissures ou des déchirures. Dans un tel cas, le lubrifiant se déposerait dans les fissures et
n’arriverait pas en quantité correcte au point de coupe.
• Prendre conseil pour le choix de l’outil idéal de lubrification par quantité minimale.
• S’assurer qu’il n’y a pas de flexions ou de resserrement excessifs (réductions de diamètre) dans la tuyauterie
de la ligne de lubrification. Cela signifierait qu’il pourrait y avoir un dépôt de lubrifiant dans ces zones qui
empêcherait l’aérosol d’atteindre le centre de travail.
• S’assurer que le brouillard d’aérosol sort bien de l’outil.
• La pièce à travailler doit être positionnée à une distance maximale de 40 mm (1,57 pouce) de la sortie du
canal de lubrification par quantité minimale, de façon à assurer la formation d’un fin film de lubrifiant.
• La quantité de mélange d’aérosol doit être appropriée au type d’usinage. Dans le cas contraire, modifier le
débit avec la vanne de régulation du flux d’huile. (Voir le paragraphe 6)
REMARQUE
MaXtreme est en mesure d’effectuer une lubrification efficace
également dans de très petits canaux (capillaires) ; dans ce cas, il
pourrait être nécessaire de configurer le système pour la pression
de l’aérosol jusqu’à 20 bars.
Pour une plus grande efficacité du système, il est conseillé
d’utiliser des outils identiques ou avec un passage interne de
lubrification similaire s’ils sont utilisés en même temps.

17
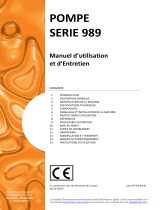
DÉBIT D’HUILE (cc/h)
DÉBIT D’AIR (Nm3/h)
DÉBIT D’HUILE (cc/h)
DÉBIT D’AIR (Nm3/h)
DÉBIT D’HUILE (cc/h)
DÉBIT D’AIR (Nm3/h)
8.4 CONSOMMATIONS INDICATIVES
*non applicable à MaXtreme one
*non applicable à MaXtreme one
Huile MaXtreme : viscosité <50cSt 40°
Température d’essai: 20°C
AVERTISSEMENT
Pour des performances optimales en cas d'utilisation à des
températures < 20 °C, l'utilisation d'un réchauffeur est
recommandée
PRESSION DU RÉSERVOIR (Bar)
Déb
it
d’h
uile
(cc/
h)
Déb
it
d’ai
r
(N
m3
/h)
DÉBIT D’AIR/D’HUILE HAUTE PRESSION 20 BARS VORTEX 2
DÉBIT D’AIR/D’HUILE VORTEX COMBINÉS
DÉBIT D’AIR/D’HUILE PRESSION NORMALE 6 BARS VORTEX 1
PRESSION DU RÉSERVOIR (Bar)
Déb
it
d’h
uile
(cc/
H)
Déb
it
d’ai
r
(N
m3
/h)
PRESSION DU RÉSERVOIR (Bar)
Déb
it
d’h
uile
(cc/
h)
Déb
it
d’ai
r
(N
m3
/h)

18
8.5 RACCORDEMENTS ÉLECTRIQUES NIVEAU MINIMUM
Le niveau minimum peut être relié à un signal de pré-alarme ou d'alarme.
1
Commun
2
Pré-alarme de niveau minimum (N.O. en absence d'huile)
3
Alarme (N.O. en l'absence d'huile)
Non connecté (terre)
8.6. DÉPANNAGE
MISE EN GARDE
Toute ouverture et réparation de l’unité
doit être exclusivement effectuée par le
personnel agréé par DropsA
Le tableau de diagnostic ci-dessous indique les anomalies principales, les causes probables et les solutions possibles.
Si, après consultation du tableau de diagnostic, le problème reste insoluble, veuillez ne pas procéder à la recherche de
la panne en démontant les organes de la machine, mais contacter le service technique de DropsA afin de signaler les
anomalies constatées, en donnant une description détaillée.
TABLEAU DE DIAGNOSTIC
ANOMALIES
CAUSE
SOLUTION À ADOPTER
En activant l’électrovanne l’air ne
sort pas
Il manque de l’air dans l'alimentation
d’air
Vérifier qu’il y a de la pression dans le
réservoir.
S’assurer qu’il y a de l’air dans le réseau
et que toutes les vannes et réducteurs
de pression sont réglés correctement
Panne de l’électrovanne
S’adresser au service d’assistance de
DropsA S.p.A
En activant l’électrovanne l’aérosol
n’est pas généré.
Panne de l’électrovanne
S’adresser au service d’assistance de
DropsA S.p.A
La pression du réservoir est égale à la
pression d’alimentation
Augmenter le trou de passage de l’air
sur l’unité à lubrifier
Manque d’huile
Vérifier le niveau d‘huile
Lubrifiant au-dessous du niveau
minimum dans le réservoir
Remplir le réservoir avec un nouveau
lubrifiant.
Le multiplicateur fonctionne toujours
au-dessous de 4,5 bars
Vanne de pilotage
Visser la vis située sur la vanne de
pilotage jusqu’à ce que le multiplicateur
soit quasiment à l’arrêt.
Le multiplicateur ne fonctionne pas
et
la pression du réservoir est égale à la
pression du réseau
Vanne de pilotage
Dévisser la vis située sur la vanne de
pilotage jusqu’à ce que le multiplicateur
reprenne son fonctionnement normal.
(par la suite la vanne sera recalibrée,
voir le point précédent)

19
MISE EN GARDE
S‘assurer que l’alimentation pneumatique
est débranchée avant d‘effectuer toute
opération d‘entretien.
9. PROCÉDURES DE MAINTENANCE
ATTENTION
Avant chaque intervention, vérifier l’absence de pression résiduelle, dans chaque
branche du circuit de lubrification
Après de longues périodes d’inactivité, vérifier l’étanchéité de toutes les parties
soumises à une certaine pression.
Éviter les chocs violents sur les raccords, les tubes et les parties sous pression
Tout tuyau flexible ou raccord endommagé constitue un DANGER, et doit donc être
impérativement remplacé.
Il est conseillé d’utiliser exclusivement des pièces de rechange d’origine.
Les pompes ont été conçues et fabriquées de façon à ne nécessiter qu’un entretien minimal.
Pour simplifier la maintenance, il est recommandé de les monter à un endroit facilement accessible.
(Voir le paragraphe 7.2).
• Vérifier régulièrement les joints des tuyaux pour repérer les éventuelles fuites.
• Contrôler périodiquement le niveau d’huile, et procéder éventuellement au remplissage en ouvrant le bouchon
de charge.
Aucune des activités de contrôle et/ou maintenance de la machine ne requiert d‘équipement spécial. Il est
recommandé d‘utiliser des outils et des protections individuelles adaptés à l‘utilisation conformément au décret
législatif 81/2008, et en bon état (selon la réglementation en vigueur) pour éviter tout dommage aux personnes ou
aux parties de la machine.
9.1 ÉLIMINATION DES PRESSONS RÉSIDUELLES
Voir le schéma au paragraphe 6
• Éliminer la pression du réseau en intervenant sur la vanne on/off.
• Éliminer la pression du réseau sur un éventuel accessoire externe.
• Ouvrir la vanne de décharge rapide située sur la tête en s’assurant que le manomètre est sur « 0 » bar
• Ouvrir la vanne de décharge rapide située sur le circuit à 20 bars.

20
9.2 NETTOYAGE EXTÉRIEUR DE L’ÉQUIPEMENT
Nettoyage de MaXtreme
• Éliminer les pressions résiduelles (voir paragraphe 9.1)
• Nettoyer avec un chiffon humide; ne pas utiliser de brosses en acier.
• Ne pas laver à l’eau courante.
• Ne pas utiliser d’agents nettoyants agressifs, de détergents, de substances chimiques.
• Après le nettoyage, essuyer avec un chiffon doux.
• Remettre l’équipement en place. Ne pas raccorder la source d’air comprimé avant que toutes les autres
opérations de connexion ne soient terminées.
9.3 NETTOYAGE INTÉRIEUR DE L’ÉQUIPEMENT
Dans des conditions d’utilisation normale, le nettoyage intérieur n’est pas nécessaire. Cependant, s’il était
indispensable d’y procéder :
• Éliminer les pressions résiduelles. (paragraphe 9.1)
• Décompresser aussi les tuyaux en sortie.
• Ouvrir le robinet d’évacuation d’huile
• Récupérer l’huile dans une petite bassine.
• Refermer la sortie d’huile. Remplir l’unité avec le nouveau lubrifiant (environ 2 l – 0,44 gallons - comme
indiqué dans la section 5.3.1.
Remettre en marche l’équipement (voir chapitre 8. Instructions pour l’utilisation)
MISE EN GARDE
Avant toute opérations de maintenance,
veuillez vérifier que l’alimentation
pneumatique sont débranchées
10. ÉLIMINATION
Lors de l’entretien de la machine ou en cas de rebut de celle-ci, ne pas disperser les parties polluantes dans
l’environnement. Se référer aux réglementations locales pour une élimination en règle. Au moment du rebut de la
machine, il est nécessaire de détruire la plaque d‘identification et tout autre document.
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25

























DROPSA MaXtreme Le manuel du propriétaire
- Taper
- Le manuel du propriétaire
Documents connexes
-
 DROPSA MiQueL EXT - External pump Le manuel du propriétaire
DROPSA MiQueL EXT - External pump Le manuel du propriétaire
-
 DROPSA MiQueL Le manuel du propriétaire
DROPSA MiQueL Le manuel du propriétaire
-
 DROPSA MiQueL Le manuel du propriétaire
DROPSA MiQueL Le manuel du propriétaire
-
 DROPSA MiQueL EXT - External pump Le manuel du propriétaire
DROPSA MiQueL EXT - External pump Le manuel du propriétaire
-
 DROPSA Pump Series 3103 Le manuel du propriétaire
DROPSA Pump Series 3103 Le manuel du propriétaire
-
 DROPSA Motor Driven Gear Pumps Le manuel du propriétaire
DROPSA Motor Driven Gear Pumps Le manuel du propriétaire
-
 DROPSA SUMO Le manuel du propriétaire
DROPSA SUMO Le manuel du propriétaire
-
 DROPSA Locopump Le manuel du propriétaire
DROPSA Locopump Le manuel du propriétaire
-
 DROPSA Pump Series 201000 Le manuel du propriétaire
DROPSA Pump Series 201000 Le manuel du propriétaire
-
 DROPSA Pump Series 989000 Le manuel du propriétaire
DROPSA Pump Series 989000 Le manuel du propriétaire










