La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...

MANUEL D’INSTRUCTIONS
Cintreuses hydrauliques
884 et 885
Lire attentivement et bien comprendre toutes
les instructions et les informations sur la sécurité
de ce manuel avant d’utiliser ou de procéder à
l’entretien de cet outil.
Enregistrez votre produit en ligne, www.greenlee.com
99952734 © 2011 Greenlee Textron Inc. IM 961 REV 10 4/11

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
26
Description
Les cintreuses hydrauliques 884 et 885 de Greenlee
sont conçues pour plier des tubes rigides galvanisés
(TRG) de 1/2 po à 4 po et des tuyaux de nomenclature
40 lorsqu’elles sont utilisées avec des sabots de
cintrage en aluminium standard. La 884 et 885 peut
cintrer jusqu’à un angle de 90° en une seule fois.
• Les sabots de cintrage en aluminium standard
peuvent plier un tuyau TRG de 1-1/4 po à 4 po de
nomenclature 40
• Les sabots de cintrage en aluminium en option
peuvent plier un tuyau TRG de 1/2 po à 1 po de
nomenclature 40
• Les sabots de type PVC en option peuvent plier un
tube rigide revêtu de PVC de 1/2 po à 4 po
• Les sabots en fonte ductile en option peuvent plier un
tuyau de 1 po à 3 po de nomenclature 40 à 80
• Les sabots en fonte ductile en option peuvent plier un
tuyau de 4 po de nomenclature 40 à 120
En outre, la cintreuse hydraulique 885 inclut un sabot de
cintrage progressif pour tubes de 5 po.
Les cintreuses 884 et 885 doivent être raccordées à
toute pompe hydraulique électrique de Greenlee d’un
volume d’huile utilisable de 4 litres ou plus. Voici les
modèles de pompes suggérés : 980, 980-22FS,
980-22PS et 960 SAPS.
Consignes de sécurité
Lors de l’utilisation et de l’entretien des outils et des
équipements de Greenlee, votre sécurité est une
priorité. Ce manuel d’instructions et toute étiquette
sur l’outil fournit des informations permettant d’éviter
des dangers ou des manipulations dangereuses liées à
l’utilisation de cet outil. Suivre toutes les consignes de
sécurité indiquées.
Dessein de ce manuel
Ce manuel est conçu pour que le personnel puisse se
familiariser avec les procédures de fonctionnement
et d’entretien en toute sécurité des outils Greenlee
suivants :
Cintreuse hydraulique 884
Cintreuse hydraulique 885
Mettre ce manuel à la disposition de tous les employés.
Vous pouvez obtenir des exemplaires gratuits sur simple
demande en visitant le www.greenlee.com.
Toutes les spécications sont nominales et peuvent changer avec
l’amélioration de la conception. Greenlee Textron Inc. ne peut être
tenue responsable des dommages résultant d’une application
inappropriée ou d’un mauvais usage de ses produits.
CONSERVER CE MANUEL
Table des matières
Description .................................................................. 26
Consignes de sécurité ................................................. 26
Dessein de ce manuel ................................................. 26
Consignes de sécurité importantes............................. 27
Installation ................................................................... 28
Cintrage d’un tube ....................................................... 29
Glossaire illustré sur le cintrage .................................. 30
Instructions de cintrage .......................................... 31–36
Pliage mono-coup de coudes à 90° ........................ 31
Pliage d’un coude en Z .......................................32–33
Pliage d’un cintrage progressif ...........................34–36

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
27
CONSIGNES DE SÉCURITÉ IMPORTANTES
SYMBOLE
D’AVERTISSEMENT
Ce symbole met en garde contre les risques et les
manipulations dangereuses pouvant entraîner des
blessures ou l’endommagement du matériel. Le mot
indicateur, déni ci-dessous, indique la gravité du danger.
Le message qui suit le mot indicateur indique comment
empêcher le danger.
Danger immédiat qui, s’il n’est pas pris en considération
ENTRAINERA des blessures graves, voire mortelles.
Danger qui, s’il n’est pas pris en considération, POURRAIT
entraîner des blessures graves, voire mortelles.
Dangers ou manipulations dangereuses qui, s’ils
ne sont pas pris en considération, POURRAIENT
EVENTUELLEMENT entraîner des dommages à la
propriété ou causer des blessures.
Nous vous conseillons de lire
attentivement et de bien comprendre
les instructions et les informations sur la
sécurité gurant dans ce manuel avant
d’utiliser ou de procéder à l’entretien de
cet outil.
L’inobservation de cette consigne pourrait
entraîner des blessures graves, voire
mortelles.
Points de pincement :
Garder les mains loin des sabots de
cintrage, des supports de tuyaux et des
tubes lorsque la cintreuse fonctionne.
L’inobservation de cette consigne pourrait
entraîner des blessures graves, voire
mortelles.
Remarque : Conserver toutes les décalcomanies propres et
lisibles et les remplacer au besoin.
Nous vous conseillons de porter des
lunettes de protection lors de l’utilisation
ou de l’entretien de cet outil.
Le fait de ne pas porter des lunettes de
protection pourrait entraîner des blessures
oculaires graves causées par la projection
de débris ou d’huile hydraulique.
• Ne pas se tenir directement dans la trajectoire du vérin
hydraulique. Une défaillance d’un composant risque de
projeter des pièces avec sufsamment de force pour
causer des blessures graves ou mortelles.
• Ne pas utiliser si l’on porte des vêtements lâches, car ils
peuvent être happés par les parties mobiles.
L’inobservation de ces avertissements pourrait entraîner
des blessures graves, voire mortelles.
Ne pas changer les accessoires, inspecter, régler ou
encore nettoyer l’outil lorsqu’il est branché à une source
d’alimentation électrique. Un démarrage accidentel peut
entraîner de graves blessures.
L’inobservation de cette consigne pourrait entraîner des
blessures graves, voire mortelles.
• Le tube se déplace rapidement lors du cintrage. Aucun
obstacle ne doit se trouver sur le chemin parcouru par le
tube. S’assurer que l’espace libre est adéquat avant de
commencer le cintrage.
• Vérier la cintreuse, la pompe et le tuyau avant chaque
utilisation. Remplacer des pièces endommagées, usées
ou manquantes par des pièces d’origine Greenlee. Un
élément endommagé ou incorrectement monté peut se
briser et blesser les personnes se tenant à proximité.
• Certaines pièces ou certains accessoires de cintreuse
sont lourds et peuvent exiger plusieurs personnes pour
les lever et les assembler.
L’inobservation de ces précautions est susceptible
d’entraîner des blessures ou des dégâts matériels.
S’assurer que tous les raccords des tuyaux exibles
sont à la bonne position avant d’utiliser la cintreuse. Des
raccordements incomplets peuvent empêcher le vérin de se
rétracter après l’exécution du cintrage.

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
28
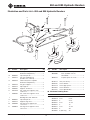
Installation
J
N
E
M
G
K
B
H
I
E
L
F
D
B
B
F
O
C
A
C
J
1. Placer le bloc cylindre du vérin (A) entre les deux
moitiés du cadre (D).
2. Insérer les broches (C) à travers le cadre (D) et
le bloc cylindre du vérin (A). Fixer solidement les
broches de tête de vérin en place avec les brides à
ressort (B).
3. Sélectionner le support de sabot qui convient avec
ses broches correspondantes, comme suit :
• Pour un sabot de cintrage de 2 po ou plus petit,
xer solidement le petit support de sabot (G)
au vérin avec la petite broche de vérin (H). Fixer
solidement la broche (H) avec une bride à ressort
(K). Fixer le sabot (J) au petit support de sabot (G)
avec la petite broche de sabot (I).
• Pour les sabots de cintrage de 2-1/2 po et
plus, xer solidement le support de gros sabot
(L) au vérin avec les deux grosses broches de
support de sabot (M). Fixer le sabot (J) avec les
trous réalésés vers le haut, au gros support de
sabot (L) avec la grosse broche de sabot (N).
Fixer solidement la broche (N) avec une bride à
ressort (B).
4. Placer les supports de tuyaux (F) dans le cadre,
en les plaçant dans les positions de trou qui
correspondent au diamètre du tube ou du tuyau à
cintrer. Insérer les broches de support de tuyau (E)
à travers le cadre (D) et à travers les supports de
tuyau (F). Fixer solidement en position les broches
de support de tuyau en tournant la tige de blocage
par-dessus la bille.
5. Placer le support de tuyau de sorte que le bon côté
du support de tuyau soit face au tube.
6. Raccorder le tuyau hydraulique haute pression (O)
au vérin (A) et à la pompe (non illustrée).
Remarque : Nettoyer les raccords à démontage
rapide avant d’effectuer les raccordements. Serrer
complètement les raccords à la main. Ne pas utiliser
d’outils.
Suivre les instructions et les consignes de sécurité
fournies avec la pompe hydraulique.

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
29
Cintrage d’un tube
1. Utiliser la pompe hydraulique pour faire avancer le
vérin jusqu’à ce que le sabot entre en contact avec
le tube. Appliquer une légère pression sur le vérin.
Desserrer l’écrou de réglage d’échelle de course du
vérin; régler l’échelle de course du vérin, que l’on
peut lire sur le bord du bloc, à zéro. Serrer l’écrou.
2. Marquer le tube. Se reporter à la section
« Instructions de cintrage » de ce manuel pour
marquer le tube en fonction du cintrage requis.
3. Insérer le tube dans la cintreuse. Aligner la marque
de cintrage sur le tube avec le centre du sabot de
cintrage.
4. Consulter le « Tableau de course du vérin pour les
cintrages courants » pour connaître la course de
vérin nécessaire pour le cintrage.
5. Utiliser la pompe hydraulique pour faire avancer le
vérin par la valeur de course trouvée à l’étape 4.
6. Relâcher la pression hydraulique au niveau de la
pompe et déplacer le tube à la position de cintrage
suivante.
Remarque : Dans le cas de pliage en Z faire
tourner le tube sur 180° avant d’exécuter le
deuxième cintrage. Dans le cas d’un dos d’âne à
trois cintrages, faire tourner le tube sur 180° pour
exécuter le deuxième est le troisième cintrage.
Dans le cas d’un dos d’âne à quatre cintrages, faire
tourner le tube sur 180° pour exécuter le deuxième
est le quatrième cintrage.
7. Répéter les étapes 5 et 6 jusqu’au dernier cintrage.
8. Enlever le tube de la cintreuse.
Tableau de course du vérin pour les cintrages courants
Diamètre
du tube
Angle de cintrage
10° 15° 30° 45° 60° 90°
1/2 1 1-1/4 1-15/16 2-1/2 3 4-1/16
3/4 1 1-3/16 1-13/16 2-3/8 2-15/16 3-11/16
1 1-5/8 1-15/16 2-3/4 3-1/2 4-1/4 5-9/16
1-1/4 1-7/8 2-1/4 3-5/16 4-5/16 5-1/4 7
1-1/2 2 2-7/16 3-3/4 5-1/16 6-5/16 8-11/16
2 2-3/16 2-3/4 4-1/4 5-3/4 7-3/16 10-1/8
2-1/2 2-1/4 2-7/8 4-5/8 6-1/4 7-3/4 10-11/16
3 2-5/16 3-1/4 5-3/16 7 8-11/16 11-13/16
3-1/2 3 3-3/4 5-15/16 7-15/16 9-13/16 13-1/4
4 3-1/16 3-15/16 6-5/16 8-1/2 10-1/2 14-1/16
Les valeurs sont approximatives.
Pour utiliser ce tableau, trouver le diamètre
du tube à cintrer dans la colonne de gauche
puis l’angle de cintrage désiré dans la
deuxième rangée. L’intersection de la colonne
et de la rangée appropriées indique la course
approximative du vérin nécessaire pour
obtenir l’angle de cintrage désiré.
Échelle de course de vérin
Lire l’échelle au
bord du bloc.
Rayon de cintrage par rapport à l’axe pour les cintreuses 884 et 885
Dimension du sabot rigide
(pouce)
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4 5
Rayon de cintrage (pouce) 4 4-1/2 5-3/4 7-1/4 8-1/4 9-1/2 12-1/2 15 17-1/2 20 25
Rayon de cintrage (cm) 10,16 11,43 14,60 18,41 20,95 24,13 31,75 38,10 44,45 50,80 63,50

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
30
Glossaire illustré sur le cintrage
1. amount of offset
décalage — la distance de réacheminement requise
pour le tube ou le tuyau permettant d’éviter un
obstacle; se reporter à pliage en Z dans ce glossaire
et à la section « Pliage d’un coude en Z » dans ce
manuel
2. back-to-back bend
cintrage bout à bout — tout
cintrage en U formé par deux
cintrages parallèles de 90°
comportant une section droite de
tube ou de tuyau entre les deux cintrages
3. center-to-center distance
distance d’axe à axe — la distance entre les
cintrages successifs qui produit un décalage ou un
dos d’âne à trois cintrages
4. degrees per shot
nombre de degrés par coup — un terme de
cintrage progressif qui renvoie à la valeur de pliage
obtenue à chaque pliage du tube; pour obtenir un
pliage lisse, chaque coup doit produire le même
nombre de degrés de pliage
5. depth of offset
profondeur de décalage — identique à la valeur de
décalage
6. developed length
longueur développée — la longueur actuelle
du tuyau à cintrer; voir la distance « d » dans
l’illustration suivante
7. gain
gain — la différence entre
la distance en ligne droite
(a + a) et la plus petite
distance radiale, (d) où :
θ = angle de cintrage
r = le rayon de cintrage
de l’axe du sabot de
cintrage
8. height of offset
hauteur de décalage — identique à la valeur de
décalage
9. kick
coude — cintrage unique de moins de 90°
10. leg length
longueur de jambe — la distance
calculée à partir de l’extrémité
d’une section horizontale d’un tube
ou d’un tuyau jusqu’au cintrage;
mesurée à partir de l’extrémité du
bord extérieur du tube ou du tuyau
11. 90° bend
coude à 90° — tout coude qui change
la direction du tube ou du tuyau de 90°
12. number of bending shots
nombre de coups — un terme de cintrage
progressif qui renvoie au nombre total de petits
cintrages requis pour obtenir un cintrage progressif
plus graduel
13. O.D.
diamètre extérieur — la dimension de toute partie
de tube ou de tuyau mesurée par son diamètre
extérieur
14. offset bend
pliage en Z — deux coudes pliés au même angle;
utilisé pour éviter un obstacle sur le chemin du tube
ou du tuyau
15. ram travel
course de vérin — distance parcourue par le
vérin d’une cintreuse hydraulique pour effectuer un
cintrage particulier; la longueur de la course du vérin
est proportionnelle à l’angle de cintrage
16. rise
hauteur — distance calculée à partir
de l’extrémité d’une section verticale
d’un tube ou d’un tuyau jusqu’au
coude; mesurée à partir de l’axe du
tube ou du tuyau
17. segment bend
cintrage progressif — toute partie courbe formée
d’une série de coudes de quelques degrés chacun,
plutôt qu’un coude obtenu en un seul coup; permet
un cintrage plus graduel
18. shot
coup — un cintrage unique; un coup peut permettre
d’obtenir un cintrage complet ou, dans le cas d’un
cintrage progressif, plusieurs coups peuvent être
nécessaires pour obtenir un cintrage plus graduel
19. shrink
contraction — la valeur de tube « perdue » lors
d’un pliage en Z en vue d’éviter un obstacle; voir
l’explication du « Pliage d’un coude en Z » dans ce
manuel
20. springback
ressort — le redressement, exprimé
en degrés, d’un tube ou d’un tuyau
après le cintrage
21. stub
coude — identique à hauteur
22. stub-up
couder — identique à hauteur
a
a
d
r
θ

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
31
Instructions de cintrage
Pliage mono-coup de coudes à 90°
1. Mesurer la longueur de l’extrémité coudée requise.
Consulter la Figure 1.
2. Trouver la longueur minimale de l’extrémité coudée
pour ce diamètre du tube dans le « Tableau de
déduction et de longueur de coude minimale ». La
longueur de tube requise doit égaler ou dépasser la
longueur minimale de l’extrémité coudée.
3. Mesurer et marquer la longueur de l’extrémité
coudée sur le tube. Voici la marque 1. Soustraire
la déduction du tube et marquer le tube. Voici la
marque 2, ou la marque de cintrage. Consulter la
Figure 2.
4. Insérer le tube dans la cintreuse pour que la marque
2, la marque de cintrage, soit au centre du sabot.
5. Cintrer le tube. Pour obtenir l’angle désiré, se
reporter à la sous-section « Tableau de course du
vérin pour les cintrages courants » de la section «
Cintrage d’un tube » dans ce manuel. Consulter la
Figure 3.
Tableau de déduction et longueur de coude minimale
Diamètre du tube Déduction
Longueur de
coude minimale
1/2 1-5/16 10
3/4 1-1/2 10
1 1-7/8 13
1-1/4 2-3/8 15-13/16
1-1/2 2-3/4 18-3/4
2 3-1/4 21-9/16
2-1/2 4-1/8 25
3 4-15/16 28-1/8
3-1/2 5-3/4 31
4 6-1/2 33-7/8
Les valeurs sont approximatives.
Plancher
Longueur
de
coude
Boîte de
jonction
{
Marque 1Marque 2
Longueur de coude
{
Déduction
Boîte de
jonction
Marque 1
Plancher
Marque 2
Figure 1
Figure 2
Figure 3

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
32
Instructions de cintrage (suite)
Pliage d’un coude en Z
On utilise un pliage en Z pour faire passer le tube
autour d’un obstacle. Un décalage est le résultat de
deux cintrages. L’opérateur doit mesurer la hauteur du
décalage et déterminer son angle. La distance entre les
deux décalages est la distance d’axe à axe.
Hauteur de décalage
Angle de décalage
Entre-axes
des coudes
Entre-axes
des coudes
Décalage
1. Mesurer l’obstacle.
2. Déterminer les angles de pliage.
3. Calculer la distance d’axe à axe. Se reporter au «
Multiplicateur de décalage et tableau de contraction
Greenlee ».
Remarque : Si l’on se dirige vers un obstacle,
calculer la contraction. Se reporter à « Calcul de la
contraction » dans cette section du manuel.
4. Marquer le tube.
5. Se reporter aux instructions de cintrage de la
section « Cintrage d’un tube » dans ce manuel.
Calcul de la distance d’axe à axe
Pour calculer la distance d’axe à axe des pliages en Z
couramment utilisés, multiplier la valeur de décalage par
le multiplicateur de décalage approprié :
Angle de décalage Multiplicateur du décalage
15° 3,86
22-1/2° 2,6
30° 2
45° 1,4
60° 1,2
Pour utiliser ce tableau, mesurer l’obstacle et déterminer
l’angle de décalage. Trouver l’angle de décalage dans
la colonne de gauche. Multiplier la hauteur de l’obstacle
par le multiplicateur correspondant dans la colonne de
droite pour trouver la distance d’axe à axe.
Exemple : 5 po de décalage
pour un cintrage de 15°
Multiplicateur pour 15° : 3,86
Multiplier la valeur du décalage par le multiplicateur
pour trouver la distance d’axe à axe :
5 x 3,86 = 19,3
Arrondir à la fraction la plus près :
19-5/16
Le « Tableau des décalages » présente la distance d’axe
à axe pour les valeurs sélectionnées de décalage des
cintrages les plus courants.
Tableau des décalages
DÉCALAGE ➧
2 4 6 8 10 12 14 16 18 20 22
Cintrages les plus courants
15°
Diamètre
maximal
du tube
3/4 1-1/2 3-1/2 4 4 4 4 4 4 4 4
Axe à axe 7-3/4 15-7/16 23-3/16 30-15/16 38-5/8 46-3/8 54-1/16 61-13/16 69-9/16 77-1/4 85
30°
Diamètre
maximal
du tube
3/4 1 1-1/2 2 2-1/2 3-1/2 4 4 4 4
Axe à axe 8 12 16 20 24 28 32 36 40 44
45°
Diamètre
maximal
du tube
1/2 1 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4
Axe à axe 8-1/2 11-5/16 14-1/8 16-15/16 19-13/16 22-5/8 25-7/16 28-1/4 31-1/8

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
33
Instructions de cintrage (suite)
Pliage d’un coude en Z (suite)
Calcul de la contraction
Dans le cas des décalages, la pratique générale est de
les faire aussi près que possible de l’obstacle. Lors de
la préparation d’un décalage et quand on s’en éloigne,
aucune pratique particulière n’est requise. Toutefois,
lorsqu’on s’approche d’un obstacle, le tube « se
contracte ».
Pour obtenir le deuxième coude plus près de l’obstacle,
les deux coudes doivent être ajustés vers l’avant. La
valeur de cet ajustement est appelée une « contraction
». L’illustration qui suit indique la même installation à
laquelle on a intégré une contraction.
Distance d’axe à axe
Contraction
{
Angle de
décalage
Les marques de cintrage ont été avancées.
Le deuxième coude est plus près de l’obstacle.
{
Pour trouver la distance d’axe à axe et la valeur de
contraction par pouces de profondeur d’un décalage
particulier, consulter le « Multiplicateur de décalage et
tableau de contraction Greenlee ».
Multiplicateur de décalage et tableau
de contraction Greenlee
Angle de
décalage
Multiplicateur
Contraction par pouce de
décalage de profondeur
10° 6,0 1/16 po
15° 3,86 1/8 po
22-1/2° 2,6 3/16 po
30° 2,0 1/4 po
45° 1,4 3/8 po
60° 1,2 1/2 po
Pour utiliser ce tableau, déterminer la profondeur du
décalage et l’angle du coude. Calculer la distance
d’axe à axe en multipliant la valeur de décalage par le
multiplicateur (colonne du centre). Calculer la valeur
de contraction en multipliant la contraction par pouce
de décalage de profondeur (colonne de droite) par le
décalage de profondeur.
Exemple : Décalage de 6 po
Coude de 30°
Multiplicateur pour 30° : 2
Multiplier la valeur du décalage par le multiplicateur
pour trouver la distance d’axe à axe :
2 x 6 = 12
Trouver la valeur de contraction par pouce de
décalage dans le tableau :
1/4 po
Multiplier la contraction par pouce par la valeur de
décalage :
6 x 1/4 po = 1,5 po
Marquer le tube : Placer la deuxième marque
de cintrage à 1,5 po après l’obstacle. Mesurer
en retournant vers le point de départ, et placer
la première marque de cintrage 12 po avant la
deuxième marque de cintrage.
6
6
La distance d’axe à axe
est de 12 po
{
La deuxième
marque de
cintrage
dépasse
l’obstacle
par 1,5 po.

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
34
Instructions de cintrage (suite)
Pliage d’un cintrage progressif
Lorsqu’un coude à grand rayon est requis, effectuer un
cintrage progressif. Le cintrage progressif s’obtient par
une série de petits coudes, ou coups, très rapprochés
les uns des autres.
Utiliser les formules et les tableaux qui suivent pour
marquer le tube. Pour que le cintrage soit facile et
précis, utiliser le tableau de cintrage modèle 1802 ou un
indicateur d’angle de cintrage 1807.
1. Déterminer le diamètre du tube à utiliser, la longueur
de coude requise, l’angle du coude et le rayon de
cintrage.
2. Déterminer la longueur totale de tube requise, qui
équivaut à la « longueur développée ». Utiliser
la « Formule de longueur développée » ou, pour
un coude à 90°, utiliser le, « Tableau de longueur
développée pour un coude de 90° ».
3. Trouver l’emplacement de l’axe de courbure et
marquer le tube. Pour trouver cet emplacement, se
reporter à « Repérage de l’axe d’un coude à 90° »
dans cette section du manuel.
4. Se reporter au « Tableau du nombre suggéré de
coudes ». En fonction du rayon, identier un nombre
approximatif de coudes. C’est généralement un
nombre impair.
5. Diviser la longueur développée par le nombre de
coudes pour trouver la distance entre chacun des
coudes.
6. Marquer le tube.
7. Utiliser le « Tableau des constantes de course vérin
» pour trouver la valeur approximative de course du
vérin pour chaque coude.
8. Cintrer le tube.
Exemple : Tube de 2 po Coude de 90°
Tube de 60 po Rayon de 46 po
Exemple : Coude de 90°, 46 po
Formule : 0,01744 x 90 x 46 = 72,2
Tableau : 72,22
Longueur développée : 72,22
Nombre de coudes : 15
Distance entre les coudes : 72,22 ÷ 15 = 4,81
Arrondir à la fraction ou au
nombre entier le plus près : 4-13/16
Placer les marques à une distance de 4-13/16 po
les unes des autres.
Constante de course
de vérin : 6,2
Nombre de coudes : 15
Course de vérin approximative
pour chaque coude : 6,2 ÷ 15 = 0,41 po
Marque du cintrage central
48,92 po
48,92 po

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
35
Instructions de cintrage (suite)
Pliage d’un cintrage progressif (suite)
Formule pour le calcul de la longueur développée
Utiliser la formule suivante pour calculer la longueur développée de n’importe quel coude :
Longueur développée = 0,01744 x angle du coude x rayon de cintrage
Tableau de longueur développée pour un code de 90°
Rayon—
Incréments de dix
Rayon—Incréments de un
0 1 2 3 4 5 6 7 8 9
0 0 1,57 3,14 4,71 6,28 7,85 9,42 10,99 12,56 14,13
10 15,70 17,27 14,84 20,41 21,98 23,85 25,12 26,69 28,26 29,83
20 31,40 32,97 34,54 36,11 37,68 39,25 40,82 42,39 43,96 45,53
30 47,10 48,67 50,24 51,81 53,38 54,95 56,52 58,09 59,66 61,23
40 62,80 64,37 65,94 67,50 69,03 70,65 72,22 73,79 75,36 76,93
50 87,50 80,07 81,64 83,21 84,78 86,35 87,92 89,49 91,06 92,63
60 94,20 95,77 97,34 98,91 100,48 102,05 103,62 105,19 106,76 108,33
70 109,90 111,47 113,04 114,61 116,18 117,75 119,32 120,89 122,46 124,03
80 125,60 127,17 128,74 130,31 131,88 133,45 135,02 136,59 138,16 139,73
90 141,30 142,87 144,44 146,01 147,58 149,15 150,72
Pour utiliser le tableau ci-dessus, trouver l’intersection
de la rangée appropriée (incréments par dix du rayon)
dans la colonne appropriée (incréments de un du rayon)
pour déterminer la longueur développée.
Exemple : Rayon de 46 po
Trouver la rangée appropriée : 40
Trouver la colonne appropriée : 6
Trouver la longueur développée
à cette intersection : 72,22
Comment localiser l’axe d’un coude à 90°
Vers le bas du tuyau
Mesurer et marquer la longueur de la partie coudée.
Soustraire le rayon du coude et la moitié du diamètre
extérieur du tuyau. Ajouter la moitié de la longueur
développée.
Exemple : Tube de 60 po, rayon de 46 po,
coude de 90°
Longueur développée : 0,01744 x 90 x 46 = 72,2
La moitié de la longueur développée : 72,2 x 1/2 = 36,1
Emplacement de l’axe : 60 – 46 – 1,18 + 36,1 = 48,92
Marque du cintrage central
48,92 po
Tableau du nombre suggéré de coudes
Rayon
Nombre suggéré de coudes*
Minimum Maximum
4 à 10 po 2 3
10 à 20 po 3 5
20 à 30 po 5 9
30 à 40 po 9 13
40 à 50 po 13 19
50 à 60 po 19 25
* Le nombre minimum et maximum de coudes n’est qu’une
suggestion. L’utilisation d’un plus grand nombre de coudes donne
un cintrage progressif plus lisse.

Cintreuses hydrauliques 884 et 885
Greenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
36
Instructions de cintrage (suite)
Pliage d’un cintrage progressif (suite)
Tableau des constantes de course de vérin
Diamètre du tube ou du tuyau (po) 1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4
“D” 5,2 5,2 5,2 5,2 5,2 6,2 7,1 8,1 9,1 10,2
Pour utiliser ce tableau, trouver le diamètre du tube ou
du tuyau dans la rangée supérieure, puis la constante
« D » qui correspond à ce diamètre. Diviser la constante
« D » par le nombre de coudes à faire. On obtient ainsi
la course du vérin requise pour chaque coude une fois
que le sabot est entré en contact avec le tube ou le
tuyau.
Tableau de facteur de gain
Angle—
Incrément de dix
Angle—Incrément de un
— 1° 2° 3° 4° 5° 6° 7° 8° 9°
0° 0,0000 0,0000 0,0000 0,0000 0,0000 0,0000 0,0001 0,0001 0,0003 0,0003
10° 0,0005 0,0006 0,0008 0,0010 0,0013 0,0015 0,0018 0,0022 0,0026 0,0031
20° 0,0036 0,0042 0,0048 0,0055 0,0062 0,0071 0,0079 0,0090 0,0100 0,0111
30° 0,0126 0,0136 0,0150 0,0165 0,0181 0,0197 0,0215 0,0234 0,0254 0,0276
40° 0,0298 0,0322 0,0347 0,0373 0,0400 0,0430 0,0461 0,0493 0,0527 0,0562
50° 0,0600 0,0637 0,0679 0,0721 0,0766 0,0812 0,0860 0,0911 0,0963 0,1018
60° 0,1075 0,1134 0,1196 0,1260 0,1327 0,1398 0,1469 0,1544 0,1622 0,1703
70° 0,1787 0,1874 0,1964 0,2058 0,2156 0,2257 0,2361 0,2470 0,2582 0,2699
80° 0,2819 0,2944 0,3074 0,3208 0,3347 0,3491 0,3640 0,3795 0,3955 0,4121
90° 0,4292 — — — — — — — — —
Pour utiliser ce tableau, déterminer le facteur de gain
en trouvant l’intersection de la rangée appropriée (angle
par incréments de dix) et la colonne appropriée (angle
par incréments de un). Se reporter à l’exemple suivant.
Exemple : Coude de 64°
Rayon de ligne centrale de 15 po
Rangée correcte : 60°
Colonne correcte : 4°
Facteur de gain : 0,1327
Gain pour tout
le coude : 0,1327 x 15 = 1,9905
Arrondir au nombre entier ou à
la fraction la plus près.
Gain pour tout
le coude : 2 po
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
La page est en cours de chargement...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40








































Greenlee 884 Manuel utilisateur
- Taper
- Manuel utilisateur
- Ce manuel convient également à
dans d''autres langues
- English: Greenlee 884 User manual
- español: Greenlee 884 Manual de usuario
Documents connexes
-
Greenlee 555 DELUXE Manuel utilisateur
-
-
-
-
-
-
-
-
-
Autres documents
-
Powerfist 9046228 Le manuel du propriétaire
-
 JAVAC JAV-1016 Safety Instructions & Operation Manual
JAVAC JAV-1016 Safety Instructions & Operation Manual
-
RIDGID 300 Series Plumbing Benders Instruction Sheet
-
 nanit Floor Stand Manuel utilisateur
nanit Floor Stand Manuel utilisateur
-
Klein Tools 89030 Mode d'emploi
-
Rothenberger Electric bender ROBEND 4000 set Manuel utilisateur
-
Classic Flame 36EB220-GRT Manuel utilisateur
-

