La page est en cours de chargement...

INSTRUCTION MANUAL
884 and 885
Hydraulic Benders
99952734 © 2019 Greenlee Tools, Inc. IM 961 REV 11 2/19
Español ............... 13
Français .............. 25
Read and understand all of the instructions and
safety information in this manual before operating
or servicing this tool.
Register this product at www.greenlee.com

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
2
Description
The Greenlee 884 and 885 Hydraulic Benders are
intended to bend 1/2" to 4" GRC (galvanized rigid
conduit) and schedule 40 pipe when used with standard
aluminum bending shoes. The 884 and 885 bend up to
90° in one shot.
• Standard aluminum bending shoes bend 1-1/4" to 4"
GRC and schedule 40 pipe
• Optional aluminum bending shoes bend 1/2" to 1"
GRC and schedule 40 pipe
• Optional PVC-type shoes bend 1/2" to 4"
PVC-coated rigid conduit
• Optional ductile iron bending shoes bend 1" to 3"
pipe, schedule 40 through schedule 80
• Optional ductile iron bending shoe bends 4" pipe,
schedule 40 through schedule 120
In addition, the 885 Hydraulic Bender includes a
segment bending shoe for 5" conduit.
The 884 and 885 benders are to be coupled to any
Greenlee electric hydraulic pump with a usable oil
volume of 6 quarts or more. Suggested pump models
are the 980, 980-22FS, 980-22PS, and 960 SAPS.
Safety
Safety is essential in the use and maintenance of
Greenlee tools and equipment. This manual and any
markings on the tool provide information for avoiding
hazards and unsafe practices related to the use of this
tool. Observe all of the safety information provided.
Purpose of this Manual
This manual is intended to familiarize all personnel with
the safe operation and maintenance procedures for the
following Greenlee tools:
884 Hydraulic Bender
885 Hydraulic Bender
Keep this manual available to all personnel.
Replacement manuals are available upon request at no
charge at www.greenlee.com.
All specications are nominal and may change as design
improvements occur. Greenlee Tools, Inc. shall not be liable for
damages resulting from misapplication or misuse of its products.
KEEP THIS MANUAL
Table of Contents
Description .................................................................... 2
Safety ............................................................................ 2
Purpose of this Manual ................................................. 2
Important Safety Information ........................................ 3
Setup ............................................................................. 4
Bending Conduit ........................................................... 5
Illustrated Bending Glossary ......................................... 6
Bending Instructions ................................................7–12
Laying Out One-Shot 90° Bends ............................... 7
Laying Out Offset Bends ........................................8–9
Laying Out a Segment Bend ...............................10–12
Illustrations and Parts Lists ....................................37–39
Optional Shoes and Accessories ................................ 40

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
3
IMPORTANT SAFETY INFORMATION
SAFETY
ALERT
SYMBOL
This symbol is used to call your attention to hazards
or unsafe practices which could result in an injury or
property damage. The signal word, dened below,
indicates the severity of the hazard. The message
after the signal word provides information for pre-
venting or avoiding the hazard.
Immediate hazards which, if not avoided, WILL result
in severe injury or death.
Hazards which, if not avoided, COULD result in
severe injury or death.
Hazards or unsafe practices which, if not avoided,
MAY result in injury or property damage.
Read and understand all of the
instructions and safety information
in this manual before operating or
servicing this tool.
Failure to observe this warning could
result in severe injury or death.
Pinch points:
Keep hands away from bending shoe,
pipe supports, and conduit when
bender is in use.
Failure to observe this warning could
result in severe injury or death.
Wear eye protection when operating
or servicing this tool.
Failure to wear eye protection could
result in serious eye injury from ying
debris or hydraulic oil.
• Do not stand in direct line with the hydraulic ram. A
component failure could propel parts with sufcient
force to cause severe injury or death.
• Do not operate while wearing loose clothing. Loose
clothing can get caught in moving parts.
Failure to observe these warnings could result in
severe injury or death.
Do not change accessories, inspect, adjust, or
clean tool when it is connected to a power source.
Accidental start-up can result in serious injury.
Failure to observe this warning could result in severe
injury or death.
• Conduit moves rapidly as it is bent. The path of
the conduit must be clear of obstructions. Be sure
clearance is adequate before starting the bend.
• Inspect the bender, pump, and hose before each
use. Replace damaged, worn, or missing parts with
Greenlee replacement parts. A damaged or improp-
erly assembled component could break and strike
nearby personnel.
• Some of the bender parts and accessories are
heavy and may require more than one person to lift
and assemble.
Failure to observe these precautions may result in
injury or property damage.
Make sure all hose ttings are properly seated before
starting the bend. Incomplete connections may not
allow the ram to retract after the bend is complete.
Note: Keep all decals clean and legible, and replace
when necessary.

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
4
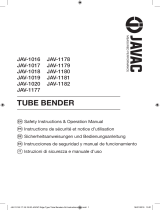
Setup
J
N
E
M
G
K
B
H
I
E
L
F
D
B
B
F
O
C
A
C
J
1. Place the cylinder block of the ram (A) between the
two halves of the frame unit (D).
2. Insert the cylinder block pins (C) through the frame
unit (D) and cylinder block of the ram (A). Secure the
cylinder head pins in place with the spring clips (B).
3. Select the appropriate shoe support and shoe
support pins as follows:
• For 2" and smaller bending shoes, secure the
small shoe support (G) to the ram with the small
ram pin (H). Secure the pin (H) with a spring clip
(K). Attach the shoe (J) to the small shoe support
(G) with the small shoe pin (I).
• For 2-1/2" and larger bending shoes, secure the
large shoe support (L) to the ram with the two
large support ram pins (M). Attach the shoe (J),
with counterbored holes upward, to the large shoe
support (L) with the large shoe pin (N). Secure the
pin (N) with spring clip (B).
4. Place the pipe supports (F) into the frame, locat-
ing them in the hole positions that correspond to
the size of conduit or pipe to be bent. Insert the
pipe support pins (E) through the frame unit (D)
and through the pipe supports (F). Secure the pipe
support pins in place by turning the locking pin over
the ball.
5. Position the pipe support so that the appropriate
side of the pipe support is toward the conduit.
6. Connect the high-pressure hydraulic hose (O) to the
ram (A) and to the pump (not shown).
Note: Clean the quick-change couplers before
making the connections. Hand-tighten the couplers
completely. Do not use tools.
Follow the instructions and safety information supplied
with your hydraulic pump.

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
5
Bending Conduit
1. Use the hydraulic pump to advance the ram until
the shoe contacts the conduit. Apply slight pressure
to the ram. Loosen the ram travel scale nut; set the
ram travel scale, which is read at the edge of the
block, to zero. Tighten the nut.
2. Mark the conduit. Refer to the “Bending
Instructions” section of this manual for marking the
conduit for the necessary bend.
3. Insert the conduit into the bender. Align the bending
mark on the conduit with the center of the bending
shoe.
4. Consult the “Ram Travel Table for Common Bends”
to nd the amount of ram travel necessary to
accomplish the bend.
5. Use the hydraulic pump to advance the ram by the
amount of ram travel found in Step 4.
6. Release the hydraulic pressure at the pump and
move the conduit to the next bending position.
Note: If making an offset bend, rotate the conduit
180° before making the second bend. If making a
three-bend saddle, rotate the conduit 180° before
making the second and third bends. If making a
four-bend saddle, rotate the conduit 180° before
making the second and fourth bends.
7. Repeat Steps 5 and 6 until the last bend is made.
8. Remove the conduit from the bender.
Ram Travel Table for Common Bends
Conduit
Size
Angle of Bend
10° 15° 30° 45° 60° 90°
1/2 1 1-1/4 1-15/16 2-1/2 3 4-1/16
3/4 1 1-3/16 1-13/16 2-3/8 2-15/16 3-11/16
1 1-5/8 1-15/16 2-3/4 3-1/2 4-1/4 5-9/16
1-1/4 1-7/8 2-1/4 3-5/16 4-5/16 5-1/4 7
1-1/2 2 2-7/16 3-3/4 5-1/16 6-5/16 8-11/16
2 2-3/16 2-3/4 4-1/4 5-3/4 7-3/16 10-1/8
2-1/2 2-1/4 2-7/8 4-5/8 6-1/4 7-3/4 10-11/16
3 2-5/16 3-1/4 5-3/16 7 8-11/16 11-13/16
3-1/2 3 3-3/4 5-15/16 7-15/16 9-13/16 13-1/4
4 3-1/16 3-15/16 6-5/16 8-1/2 10-1/2 14-1/16
Figures are approximate.
To use this table, nd the size of the conduit
to be bent in the left column, and nd the
desired angle of bend in the second row. The
intersection of the appropriate column and
row shows the approximate amount of ram
travel necessary to ac com plish the desired
angle of bend.
Ram Travel Scale
Read scale at
edge of block.
Centerline Bending Radii for the 884 and 885 Benders
Rigid Shoe Size (inch) 1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4 5
Bending Radius (inch) 4 4-1/2 5-3/4 7-1/4 8-1/4 9-1/2 12-1/2 15 17-1/2 20 25
Bending Radius (cm) 10.16 11.43 14.60 18.41 20.95 24.13 31.75 38.10 44.45 50.80 63.50

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
6
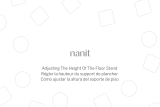
Illustrated Bending Glossary
1. amount of offset—the
distance that the conduit or
pipe must be re-routed to
avoid an obstruction; refer
to offset bend in this glos-
sary and “Laying Out Offset
Bends” in this manual
2. back-to-back bend—any
U-shaped bend formed by
two parallel 90° bends with
a straight section of conduit
or pipe between the bends
3. center-to-center
distance—the distance
between the succes-
sive bends that make up
an offset or a three-bend
saddle
4. degrees per shot—a
segment bending term
which refers to the amount
of bend accomplished each
time the conduit is bent;
to achieve a smooth bend,
each shot must accom-
plish the same number of
degrees of bend
5. depth of offset—same as
amount of offset
6. developed length—the
actual length of pipe
that will be bent; refer to
distance “d” in the following
illustration
7. gain—the difference
between the straight-line
distance (a + a) and the
shorter radial distance, (d)
where:
θ = angle of bend
r = the centerline bending
radius of the
bending shoe
8. height of offset—same as
amount of offset
9. kick—single bend of less
than 90°
10. leg length—the distance
from the end of a horizontal
section of conduit or pipe
to the bend; measured from
the end to the outside edge
of the conduit or pipe
11. 90° bend—any bend that
changes the direction of the
conduit or pipe by 90°
12. number of bending shots—a
segment bending term which
refers to the total number of
small bends that are required
to make up a more gradual
segment bend
13. O.D.—the size of any piece of
conduit or pipe as measured
by its outside diameter
14. offset bend—two bends with
the same degree of bend;
used to avoid an obstruction
blocking the run of the conduit
or pipe
15. ram travel—the distance
that the ram of hydraulic
bender moves to accomplish
a particular bend; inches of
ram travel are proportionate to
degrees of bend
16. rise—the distance from the
end of a vertical section of
conduit or pipe to the bend;
measured to the centerline of
the conduit or pipe
17. segment bend—any bend
formed by a series of bends of
a few degrees each, rather
than a single bend; allows a
more gradual bend
18. shot—a single bend; a shot
may accomplish a complete
bend or, when making a
segment bend, several shots
may be required to make a
more gradual bend
19. shrink—the amount of conduit
“lost” when laying out an
offset bend working toward
an obstruction; refer to the
explanation under “Laying Out
Offset Bends” in this manual
20. springback—the amount,
measured in degrees, that
a conduit or pipe tends to
straighten after being bent
21. stub—same as rise
22. stub-up—same as rise
a
a
d
r
θ

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
7
Bending Instructions
Laying Out One-Shot 90° Bends
1. Measure the length of the required stub. Refer to
Figure 1.
2. Find the minimum stub length for that diameter of
conduit on the “Deduct and Minimum Stub Length
Table.” The stub you require must be equal to or
longer than the minimum stub length.
3. Measure and mark the stub length on the conduit.
This is mark 1. Subtract the deduct from the stub
and mark the conduit. This is mark 2, or the bending
mark. Refer to Figure 2.
4. Insert the conduit into the bender so that mark 2,
the bending mark, lies at the center of the shoe.
5. Bend the conduit. To achieve the desired angle,
refer to the “Ram Travel Table for Common Bends”
in the “Bending Conduit” section this manual. Refer
to Figure 3.
Deduct and Minimum Stub Length Table
Conduit Size Deduct
Minimum Stub
Length
1/2 1-5/16 10
3/4 1-1/2 10
1 1-7/8 13
1-1/4 2-3/8 15-13/16
1-1/2 2-3/4 18-3/4
2 3-1/4 21-9/16
2-1/2 4-1/8 25
3 4-15/16 28-1/8
3-1/2 5-3/4 31
4 6-1/2 33-7/8
Figures are approximate.
FLOOR
LENGTH
OF
STUB
JUNCTION
BOX
{
MARK 1MARK 2
LENGTH OF STUB
{
DEDUCT
JUNCTION
BOX
MARK 1
FLOOR
MARK 2
Figure 1
Figure 2
Figure 3

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
8
Bending Instructions (cont’d)
Laying Out Offset Bends
An offset bend is used to route the conduit around an
obstruction. To make an offset, two bends are required.
The operator must measure the height of the offset and
determine the angle of the offset. The distance between
the two bends is the center-to-center distance.
HEIGHT OF OFFSET
OFFSET
ANGLE
CENTER-TO-
CENTER
OF BENDS
CENTER-TO-
CENTER
OF BENDS
OFFSET
1. Measure the obstruction.
2. Determine the angle of the offset bends.
3. Calculate the center-to-center distance. Refer to the
“Greenlee Offset Multiplier and Shrink Table.”
Note: If working toward an obstruction, calculate
the amount of shrink. Refer to “Calculating Shrink”
in this section of the manual.
4. Mark the conduit.
5. Refer to the bending instructions under “Bending
Conduit” in this manual.
Calculating the Center-to-Center Distance
To calculate the center-to-center distance of commonly
used offset bends, multiply the amount of offset by the
appropriate offset multiplier:
Angle of Offset Offset Multiplier
15° 3.86
22-1/2° 2.6
30° 2
45° 1.4
60° 1.2
To use this table, measure the obstruction and deter-
mine the angle of the offset. Find the angle of the offset
in the left column. Multiply the height of the obstruction
by the corresponding multiplier in the right column to
nd the center-to-center distance.
Example: 5" of offset
15° bend
Multiplier for 15°: 3.86
Multiply the amount of offset by the multiplier to nd
the center-to-center distance:
5 x 3.86 = 19.3
Round off to the nearest common fraction:
19-5/16
The “Offset Table” shows the center-to-center distance
for selected amounts of offset for commonly used
bends.
Offset Table
OFFSET ➧
2 4 6 8 10 12 14 16 18 20 22
Common
Offset
Bends
15°
Maximum
Conduit Size
3/4 1-1/2 3-1/2 4 4 4 4 4 4 4 4
Center-
to-Center
7-3/4 15-7/16 23-3/16 30-15/16 38-5/8 46-3/8 54-1/16 61-13/16 69-9/16 77-1/4 85
30°
Maximum
Conduit Size
3/4 1 1-1/2 2 2-1/2 3-1/2 4 4 4 4
Center-
to-Center
8 12 16 20 24 28 32 36 40 44
45°
Maximum
Conduit Size
1/2 1 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4
Center-
to-Center
8-1/2 11-5/16 14-1/8 16-15/16 19-13/16 22-5/8 25-7/16 28-1/4 31-1/8

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
9
Bending Instructions (cont’d)
Laying Out Offset Bends (cont’d)
Calculating Shrink
When making offsets, it is common practice to make
the offset as close to the obstruction as possible. When
laying out an offset and working away from an obstruc-
tion, no special provisions are required. However, when
approaching an obstruction, the conduit “shrinks.”
To get the second bend closer to the obstruction,
both bends must be adjusted forward. The amount of
this adjustment is referred to as “shrink.” The follow-
ing illustration shows the same installation with shrink
factored in.
CENTER-TO-CENTER DISTANCE
SHRINK
{
OFFSET
ANGLE
Bending marks have been moved forward.
Second bend is closer to the obstruction.
{
To nd the center-to-center distance and the amount of
shrink per inch of depth for a particular offset, consult
the “Greenlee Offset Multiplier and Shrink Table.”
Greenlee Offset Multiplier and Shrink Table
Offset Angle Multiplier
Shrink Per Inch
of Offset Depth
10° 6.0 1/16"
15° 3.86 1/8"
22-1/2° 2.6 3/16"
30° 2.0 1/4"
45° 1.4 3/8"
60° 1.2 1/2"
To use this table, determine the depth of the offset
and the degree of bend. Calculate the center-to-center
distance by multiplying the amount of the offset by
the multiplier (center column). Calculate the amount of
shrink by multiplying the shrink per inch of offset depth
(right column) by the offset depth.
Example: 6" offset
30° bend
Multiplier for 30°: 2
Multiply the amount of offset by the multiplier to nd
the center-to-center distance:
2 x 6 = 12
Find the amount of shrink per inch of offset in the
table:
1/4"
Multiply the shrink per inch by the amount of the
offset:
6 x 1/4" = 1.5"
Mark the conduit: Place the second bending mark
1.5" past the obstruction. Measure back toward the
starting point, and place the rst bending mark 12"
before the second bending mark.
6
6
CENTER-TO-CENTER
DISTANCE IS 12"
{
Second
bending
mark is
1.5" past the
obstruction.

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
10
Bending Instructions (cont’d)
Laying Out a Segment Bend
When a bend with a large radius is necessary, segment
bending is required. Segment bending requires a series
of small bends, or shots, spaced closely together.
Use the formulas and tables that follow to mark the
conduit. To easily and accurately make the bend, use
a model 1802 Bending Table or a model 1807 Bending
Degree Indicator.
1. Determine the size of conduit to be used, the length
of stub needed, the degree of the bend, and the
bending radius.
2. Find the total length of conduit needed, which is
the “developed length.” Use the “Developed Length
Formula” or, for a 90° bend, use the “Developed
Length for 90° Bend Table.”
3. Find the location of the center bend and mark the
conduit. To nd the location, refer to “To Locate the
Center of a 90° Bend” in this section of the manual.
4. Refer to the “Suggested Number of Bends Table.”
Based on the radius, nd an appropriate number of
bends. This is usually an odd number.
5. Divide the developed length by the number of
bends to nd the distance between each bend.
6. Mark the conduit.
7. Use the “Ram Travel Constants Table” to nd the
approximate amount of ram travel per bend.
8. Bend the conduit.
Example: 2" conduit 90° bend
60" stub 46" radius
Example: 90° bend, 46"
Formula: 0.01744 x 90 x 46 = 72.2
Table: 72.22
Developed length: 72.22
Number of bends: 15
Distance between bends: 72.22 ÷ 15 = 4.81
Round to the nearest fraction or whole number:
4-13/16
Place marks 4-13/16" apart.
Ram travel constant: 6.2
Number of bends: 15
Approximate ram travel per bend:
6.2 ÷ 15 = 0.41"
CENTER BENDING MARK
48.92"
48.92"

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
11
Bending Instructions (cont’d)
Laying Out a Segment Bend (cont’d)
Developed Length Formula
Use the following formula to calculate the developed length for any bend:
developed length = 0.01744 x degree of bend x bending radius
Developed Length for 90° Bend Table
Radius—
Increments by Tens
Radius—Increments by Ones
0 1 2 3 4 5 6 7 8 9
0 0 1.57 3.14 4.71 6.28 7.85 9.42 10.99 12.56 14.13
10 15.70 17.27 14.84 20.41 21.98 23.85 25.12 26.69 28.26 29.83
20 31.40 32.97 34.54 36.11 37.68 39.25 40.82 42.39 43.96 45.53
30 47.10 48.67 50.24 51.81 53.38 54.95 56.52 58.09 59.66 61.23
40 62.80 64.37 65.94 67.50 69.03 70.65 72.22 73.79 75.36 76.93
50 87.50 80.07 81.64 83.21 84.78 86.35 87.92 89.49 91.06 92.63
60 94.20 95.77 97.34 98.91 100.48 102.05 103.62 105.19 106.76 108.33
70 109.90 111.47 113.04 114.61 116.18 117.75 119.32 120.89 122.46 124.03
80 125.60 127.17 128.74 130.31 131.88 133.45 135.02 136.59 138.16 139.73
90 141.30 142.87 144.44 146.01 147.58 149.15 150.72
To use the table above, nd the intersection of the
appropriate row (“tens” digit of the radius) and appropri-
ate column (“ones” digit of the radius) to determine the
developed length.
Example: 46" radius
Find the appropriate row: 40
Find the appropriate column: 6
Find the developed length
at that intersection: 72.22
To Locate the Center of a 90° Bend
TO BOTTOM OF PIPE
Measure and mark the length of the stub. Subtract the
radius of the bend and 1/2 of the O.D. of the pipe. Add
1/2 of the developed length.
Example: 60" stub 46" radius 90° bend
Developed length: 0.01744 x 90 x 46 = 72.2
1/2 of developed
length: 72.2 x 1/2 = 36.1
Center mark: 60 – 46 – 1.18 + 36.1 = 48.92
CENTER BENDING MARK
48.92"
Suggested Number of Bends Table
Radius
Suggested Number of Bends*
Minimum Maximum
4" to 10" 2 3
10" to 20" 3 5
20" to 30" 5 9
30" to 40" 9 13
40" to 50" 13 19
50" to 60" 19 25
* The minimum and maximum number of bends are suggestions
only. Using a larger number of bends will produce a smoother
segment bend.

884 and 885 Hydraulic Benders
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
12
Bending Instructions (cont’d)
Laying Out a Segment Bend (cont’d)
Ram Travel Constants Table
Conduit or Pipe Size 1/2" 3/4" 1" 1-1/4" 1-1/2" 2" 2-1/2" 3" 3-1/2" 4"
“D” 5.2 5.2 5.2 5.2 5.2 6.2 7.1 8.1 9.1 10.2
To use this table, nd the conduit or pipe size in the top
row, and nd the constant “D” that corresponds to that
size. Divide constant “D” by the number of bends to be
made. The result is the amount of ram travel per bend
required after the shoe contacts the conduit or pipe.
Gain Factor Table
Angle—
Increments by Tens
Angle—Increments by Ones
— 1° 2° 3° 4° 5° 6° 7° 8° 9°
0° 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0001 0.0001 0.0003 0.0003
10° 0.0005 0.0006 0.0008 0.0010 0.0013 0.0015 0.0018 0.0022 0.0026 0.0031
20° 0.0036 0.0042 0.0048 0.0055 0.0062 0.0071 0.0079 0.0090 0.0100 0.0111
30° 0.0126 0.0136 0.0150 0.0165 0.0181 0.0197 0.0215 0.0234 0.0254 0.0276
40° 0.0298 0.0322 0.0347 0.0373 0.0400 0.0430 0.0461 0.0493 0.0527 0.0562
50° 0.0600 0.0637 0.0679 0.0721 0.0766 0.0812 0.0860 0.0911 0.0963 0.1018
60° 0.1075 0.1134 0.1196 0.1260 0.1327 0.1398 0.1469 0.1544 0.1622 0.1703
70° 0.1787 0.1874 0.1964 0.2058 0.2156 0.2257 0.2361 0.2470 0.2582 0.2699
80° 0.2819 0.2944 0.3074 0.3208 0.3347 0.3491 0.3640 0.3795 0.3955 0.4121
90° 0.4292 — — — — — — — — —
To use this table, nd the gain factor by nding the inter-
section of the appropriate row (“tens” digit of the angle)
and appropriate column (“ones” digit of the angle). Refer
to the following example.
Example: 64° bend
15" centerline radius
Correct row: 60°
Correct column: 4°
Gain factor: 0.1327
Gain for total bend: 0.1327 x 15 = 1.9905
Round up to nearest whole
number or common fraction.
Gain for total bend: 2"

MANUAL DE INSTRUCCIONES
Dobladoras Hidráulicas
884 y 885
Lea y entienda todas las instrucciones y la
información sobre seguridad que aparecen en
este manual, antes de manejar esta herramienta o
darle mantenimiento.
Registre este producto en www.greenlee.com
99952734 © 2019 Greenlee Tools, Inc. IM 961 REV 11 2/19

Dobladoras Hidráulicas 884 y 885
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
14
Descripción
Las Dobladoras Hidráulicas 884 y 885 de Greenlee
están diseñadas para doblar tubería portacables rígida
galvanizada (GRC, por sus siglas en inglés) de 1/2 pulg.
a 4 pulg. y tubo programa 40 cuando se usan con
zapatas de plegado estándar de aluminio. Los modelos
884 y 885 producen plegados de hasta 90° en un solo
intento.
• Las zapatas de plegado estándar de aluminio doblan
GRC de 1-1/4 pulg. hasta 4 pulg. y tubo programa 40
• Las zapatas de plegado de aluminio opcionales
doblan GRC de 1/2 pulg. hasta 1 pulg. y tubo
programa 40
• Las zapatas de plegado tipo PVC doblan tubería
portacables rígida revestida con PVC de 1/2 pulg.
hasta 4 pulg.
• Las zapatas de plegado de hierro dúctil opcionales
doblan tubo de 1 pulg. a 3 pulg., de programa 40
hasta programa 80
• La zapata de plegado de hierro dúctil opcional dobla
tubo de 4 pulg., de programa 40 hasta programa 120
Además, la Dobladora Hidráulica 885 incluye una zapata
de plegado de segmentos para tubería portacables de
5 pulg.
Las dobladoras 884 y 885 se acoplan a cualquier
bomba hidráulica eléctrica de Greenlee con un volumen
utilizable de aceite de 6 cuartillos o más. Los modelos
sugeridos de bomba son los siguientes: 980, 980-22FS,
980-22PS y 960 SAPS.
Acerca de la seguridad
Es fundamental observar métodos seguros al utilizar
y dar mantenimiento a las herramientas y equipo
Greenlee. Este manual y todas las marcas que ostenta
la herramienta le ofrecen la información necesaria para
evitar riesgos y hábitos poco seguros relacionados con
su uso. Siga toda la información sobre seguridad que se
proporciona.
Propósito de este manual
Este manual tiene como propósito familiarizar a todo
el personal con los procedimientos de operación y
mantenimiento seguros para las siguientes herramientas
Greenlee:
Dobladora Hidráulica 884
Dobladora Hidráulica 885
Manténgalo siempre al alcance de todo el personal.
Puede obtener copias adicionales de manera gratuita,
previa solicitud en www.greenlee.com.
Todas las especicaciones son nominales y pueden cambiar cuando
se realicen mejoras en el diseño. Greenlee Tools, Inc. no será
responsable por daños que resulten de la aplicación o uso indebidos
de sus productos.
CONSERVE ESTE MANUAL
Índice
Descripción ................................................................. 14
Acerca de la seguridad ................................................ 14
Propósito de este manual ........................................... 14
Importante Información sobre Seguridad ................... 15
Instalación ................................................................... 16
Plegado de Tubería Portacables ................................. 17
Glosario de Plegado Ilustrado ..................................... 18
Instrucciones de Plegado ....................................... 19–24
Cómo Tender un Plegado
de 90° en un Solo Intento ........................................ 19
Cómo Tender un Plegado
de Compensación ...............................................20–21
Cómo Tender un Plegado
de Segmentos .....................................................22–24

Dobladoras Hidráulicas 884 y 885
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
15
IMPORTANTE INFORMACIÓN SOBRE SEGURIDAD
SÍMBOLO DE
ALERTA SOBRE
SEGURIDAD
Este símbolo se utiliza para indicar un riesgo o práctica
poco segura que podría ocasionar lesiones o daños
materiales. Cada uno de los siguientes términos denota
la gravedad del riesgo. El mensaje que sigue a dichos
términos le indica cómo puede evitar o prevenir ese
riesgo.
Peligros inmediatos que, de no evitarse, OCASIONARÁN
graves lesiones o incluso la muerte.
Peligros que, de no evitarse, PODRÍAN OCASIONAR
graves lesiones o incluso la muerte.
Peligro o prácticas peligrosas que, de no evitarse,
PUEDEN OCASIONAR lesiones o daños materiales.
Lea y entienda todas las instrucciones
y la información sobre seguridad
que aparecen en este manual, antes
de manejar esta herramienta o darle
mantenimiento.
De no observarse esta advertencia
podrían sufrirse graves lesiones o incluso
la muerte.
Puntos de indentación:
Mantenga las manos alejadas de las
zapatas de plegado, soportes de tubo
y tubería portacables cuando se esté
utilizando la dobladora.
De no observarse esta advertencia
podrían sufrirse graves lesiones o incluso
la muerte.
Nota: Mantenga limpias y legibles todas las calcomanías y
reemplácelas cuando sea necesario.
Utilice protectores para ojos al manejar o
darle mantenimiento a esta herramienta.
De no utilizar protectores para ojos
puede sufrir graves lesiones oculares
ocasionadas si el aceite para aparatos
hidráulicos, o restos de materiales
llegaran a saltar.
• No se pare en línea recta con el pistón hidráulico. Un
fallo del componente podría lanzar partes con suciente
fuerza para ocasionar lesiones graves o la muerte.
• No opere esta dobladora si lleva puesta vestimenta
holgada. La vestimenta holgada puede quedar atrapada
en partes movibles.
De no observarse estas advertencias podrían sufrirse
graves lesiones o incluso la muerte.
No cambie accesorios ni inspeccione, ajuste o limpie la
herramienta mientras esté conectada a una fuente de
energía. Si se activa accidentalmente, podría ocasionar
graves lesiones.
De no observarse esta advertencia podrían sufrirse graves
lesiones o incluso la muerte.
• La tubería portacables se mueve rápidamente conforme
se dobla. La trayectoria de la tubería portacables debe
estar libre de obstáculos. Antes de comenzar a doblar,
asegúrese de que el espacio libre sea el adecuado.
• Revise minuciosamente la dobladora y la manguera antes
de cada uso. Reemplace los componentes dañados,
desgastados o faltantes con piezas de repuesto de
Greenlee. Los componentes dañados o mal armados
pueden quebrarse y golpear al personal que esté cerca
de la unidad.
• Algunas piezas y accesorios de las dobladoras son
pesadas y podría necesitarse más de una persona para
levantarla y montarla.
De no observarse estas precauciones pueden sufrirse
graves lesiones o daños materiales.
Asegúrese que todos los accesorios de las mangueras
estén debidamente asentados antes de comenzar el
plegado. Las conexiones incompletas podrían impedir que
el pistón se retraiga después de terminar el plegado.

Dobladoras Hidráulicas 884 y 885
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
16
Instalación
J
N
E
M
G
K
B
H
I
E
L
F
D
B
B
F
O
C
A
C
J
1. Coloque el bloque de cilindro del pistón (A) entre las
dos mitades de la unidad de armazón (D).
2. Introduzca las clavijas del bloque del cilindro (C) a
través de la unidad de armazón (D) y el bloque de
cilindro del pistón (A). Sujete en posición las clavijas
de la culata del cilindro con las abrazaderas de
resorte (B).
3. Selecciones el apoyo apropiado de la zapata y
las clavijas de apoyo de la zapata de la manera
siguiente:
• Para las zapatas de plegado de 2 pulg. y
menores, sujete el apoyo pequeño de la zapata
(G) al pistón con la clavija pequeña del pistón
(H). Sujete la clavija (H) con una abrazadera de
resorte (K). Acople la zapata (J) al apoyo de la
zapata pequeña (G) con la clavija de la zapata
pequeña (I).
• Para las zapatas de plegado de 2-1/2 pulg.
y mayores, je el apoyo de la zapata grande
(L) al pistón con las dos clavijas del pistón del
apoyo grande (M). Acople la zapata (J), con los
oricios avellanados orientados hacia arriba, al
apoyo de la zapata grande (L) con la clavija de la
zapata grande (N). Sujete la clavija (N) con una
abrazadera de resorte (B).
4. Coloque los soportes de tubo (F) en el armazón,
haciéndolos coincidir con las posiciones de los
oricios que corresponden con el diámetro de la
tubería portacables o tubo a doblar. Introduzca las
clavijas de apoyo del tubo (E) a través de la unidad
del armazón (D) y a través de los soportes de tubo
(F). Fije en posición las clavijas del soporte de tubo
girando la abrazadera sobre la bola.
5. Coloque el soporte de tubo de manera que el lado
apropiado del soporte de tubo quede orientado
hacia la tubería portacables.
6. Conecte la manguera hidráulica de alta presión (O)
al pistón (A) y a la bomba (no se muestra).
Nota: Limpie los acopladores de enganche
rápido antes de realizar las conexiones. Apriete a
mano completamente los acopladores. No utilice
herramientas.
Siga las instrucciones y la información de seguridad
suministradas con su bomba hidráulica.

Dobladoras Hidráulicas 884 y 885
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
17
Plegado de Tubería Portacables
1. Use la bomba hidráulica para avanzar el pistón
hasta que la zapata haga contacto con la tubería
portacables. Aplique presión leve al pistón. Aoje la
tuerca de la escala de carrera del pistón; ponga a
cero la escala de carrera del pistón, la cual se lee en
el borde del bloque. Apriete la tuerca.
2. Haga una marca en la tubería portacables. Consulte
la sección “Instrucciones de Plegado” en este
manual para marcar la tubería portacables según la
curvatura necesaria.
3. Introduzca la tubería portacables en la dobladora.
Alinee la marca de plegado en la tubería
portacables con el centro de la zapata de plegado.
4. Consulte la “Tabla de Carreras del Pistón para
Plegados Comunes” a modo de encontrar la
cantidad de carrera de pistón necesaria para lograr
el plegado.
5. Use la bomba hidráulica para avanzar el pistón
según la cantidad de carrera del pistón determinada
en el Paso 4.
6. Libere la presión hidráulica en la bomba y mueva
la tubería portacables a la siguiente posición de
plegado.
Nota: Si se va a realizar una compensación gire
la tubería portacables 180° antes de efectuar el
segundo plegado. Si intenta realizar una silla de tres
plegados, gire la tubería portacables 180° antes de
efectuar el segundo y el tercer plegados. Si intenta
realizar una silla de cuatro plegados, gire la tubería
portacables 180° antes de efectuar el segundo y el
cuarto plegados.
7. Repita los Pasos 5 y 6 hasta efectuar el último
plegado.
8. Retire la tubería portacables de la dobladora.
Tabla de Carreras del Pistón para Plegados Comunes
Tamaño de
la Tubería
Portacables
Ángulo de Plegado
10° 15° 30° 45° 60° 90°
1/2 1 1-1/4 1-15/16 2-1/2 3 4-1/16
3/4 1 1-3/16 1-13/16 2-3/8 2-15/16 3-11/16
1 1-5/8 1-15/16 2-3/4 3-1/2 4-1/4 5-9/16
1-1/4 1-7/8 2-1/4 3-5/16 4-5/16 5-1/4 7
1-1/2 2 2-7/16 3-3/4 5-1/16 6-5/16 8-11/16
2 2-3/16 2-3/4 4-1/4 5-3/4 7-3/16 10-1/8
2-1/2 2-1/4 2-7/8 4-5/8 6-1/4 7-3/4 10-11/16
3 2-5/16 3-1/4 5-3/16 7 8-11/16 11-13/16
3-1/2 3 3-3/4 5-15/16 7-15/16 9-13/16 13-1/4
4 3-1/16 3-15/16 6-5/16 8-1/2 10-1/2 14-1/16
Las cifras son aproximadas.
Para usar esta tabla, encuentre el diámetro
de la tubería portacables a doblar en la
columna izquierda y encuentre el ángulo
de plegado deseado en la segunda la. La
intersección de la columna y la apropiadas
muestra la cantidad aproximada de carrera
del pistón necesaria para lograr el ángulo de
plegado deseado.
Escala de Carrera del Pistón
Lea la escala en el
borde del bloque.
Eje del Radio del Plegado para las Dobladoras 884 y 885
Tamaño de la Zapata
Rígida (pulgadas)
1/2 3/4 1 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4 5
Radio del Plegado
(pulgadas)
4 4-1/2 5-3/4 7-1/4 8-1/4 9-1/2 12-1/2 15 17-1/2 20 25
Radio del Plegado (cm) 10,16 11,43 14,60 18,41 20,95 24,13 31,75 38,10 44,45 50,80 63,50

Dobladoras Hidráulicas 884 y 885
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
18
Glosario de Plegado Ilustrado
1. amount of offset
cantidad de compensación — la distancia que
debe desviarse la tubería portacables o tubo para
evitar un obstáculo; consulte el término plegado de
compensación en este glosario y “Cómo Tender un
Plegado de Compensación” en este manual
2. back-to-back bend
plegado contiguo — cualquier
plegado en forma de U formado
por dos plegados paralelos de 90°
con una sección recta de tubería
portacables o tubo entre los plegados
3. center-to-center distance
distancia centro a centro — la distancia entre
los plegados sucesivos que conforman una
compensación o silla de tres plegados
4. degrees per shot
grados por accionamiento — un término de
plegado de segmentos que se reere a la cantidad
de plegado que se logra cada vez que se dobla
la tubería portacables; para lograr un plegado
uniforme, cada accionamiento debe alcanzar el
mismo número de grados de plegado
5. depth of offset
profundidad de compensación — lo mismo que
cantidad de compensación
6. developed length
longitud desarrollada — la longitud real del tubo
que será doblado; consulte la distancia “d” en la
ilustración que aparece a continuación
7. gain
ganancia — la diferencia
entre la distancia en línea
recta (a + a) y la distancia
radial más corta, (d)
donde:
θ = ángulo del plegado
r = el radio de plegado
del eje longitudinal de
la zapata de plegado
8. height of offset
altura de compensación — lo mismo que la
cantidad de compensación
9. kick
desviación — plegado sencillo menor de 90°
10. leg length
longitud de la pata — la distancia
desde el extremo de una sección
horizontal de la tubería portacables
o tubo hasta el plegado; medida
desde el extremo hasta el borde
exterior de la tubería portacables
o tubo
11. 90° bend
Codo de 90° — cualquier plegado que
cambie 90° la dirección de la tubería
portacables o tubo
12. number of bending shots
número de accionamientos de dobladora — un
término de plegado de segmentos que se reere
al total de plegados pequeños necesarios para
conformar un plegado de segmentos más gradual
13. O.D.
D.E. — el diámetro de cualquier pieza de la tubería
portacables o tubo según se mide a través de su
diámetro exterior
14. offset bend
plegado de compensación — dos plegados con
el mismo grado de plegado; utilizado para esquivar
un obstáculo que bloquee el paso de la tubería
portacables o tubo
15. ram travel
carrera del pistón — la distancia que el pistón
de la dobladora hidráulica se desplaza para lograr
un plegado particular; las pulgadas de carrera del
pistón son proporcionales a los grados de plegado
16. rise
elevación — la distancia desde el extremo
de una sección vertical de la tubería
portacables o tubo hasta el plegado;
medida hasta el eje longitudinal
de la tubería portacables o tubo
17. segment bend
plegado de segmentos — cualquier plegado
formado por una serie de plegados de pocos
grados cada uno, en vez de un solo plegado;
permite un plegado más gradual
18. shot
accionamiento — un solo plegado; un
accionamiento puede lograr un plegado completo
o, al ejecutar un plegado por segmentos, quizá se
necesiten varios accionamientos para lograr un
plegado más gradual
19. shrink
contracción — la cantidad de tubería portacables
“que se pierde” cuando se tiende un plegado de
compensación trabajando hacia un obstáculo;
consulte la explicación bajo “Cómo Tender un
Plegado de Compensación” en este manual
20. springback
resistencia al doblez — la cantidad,
medida en grados, que una tubería
portacables o tubo tiende a
enderezarse luego de ser doblada
21. stub
codo — lo mismo que elevación
22. stub-up
codo hacia arriba — lo mismo que elevación
a
a
d
r
θ

Dobladoras Hidráulicas 884 y 885
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
19
Instrucciones de Plegado
Cómo Tender un Plegado de 90°
en un Solo Intento
1. Mida la longitud necesaria del codo. Consulte la
Figura 1.
2. Determine la longitud mínima del tramo para ese
diámetro de tubería portacables en la “Tabla de
Deducción y Longitud Mínima del Codo”. El codo
necesario debe ser igual o más largo que la longitud
mínima del codo.
3. Mida y marque la longitud del codo en la tubería
portacables. Ésta es la marca 1. Reste la deducción
del codo y marque la tubería portacables. Ésta es
la marca 2 o la marca de plegado. Consulte la
Figura 2.
4. Introduzca la tubería portacables en la dobladora de
manera que la marca 2, la marca de plegado, quede
en el centro de la zapata.
5. Doble la tubería portacables. Para lograr el ángulo
deseado, consulte el párrafo “Tabla de Carreras
del Pistón para Plegados Comunes” en la sección
“Plegado de Tubería Portacables” en este manual.
Consulte la Figura 3.
Tabla de Deducción y Longitud Mínima del Codo
Tamaño de
la Tubería
Portacables
Deducción
Longitud Mínima
del Codo
1/2 1-5/16 10
3/4 1-1/2 10
1 1-7/8 13
1-1/4 2-3/8 15-13/16
1-1/2 2-3/4 18-3/4
2 3-1/4 21-9/16
2-1/2 4-1/8 25
3 4-15/16 28-1/8
3-1/2 5-3/4 31
4 6-1/2 33-7/8
Las cifras son aproximadas.
Piso
Longitud
del Codo
Caja de
Empalmes
{
Marca 1Marca 2
Longitud del Codo
{
Deducción
Caja de
Empalmes
Marca 1
Piso
Marca 2
Figura 1
Figura 2
Figura 3

Dobladoras Hidráulicas 884 y 885
Greenlee Tools, Inc. 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
20
Cómo Tender un Plegado de Compensación
Se utiliza un plegado de compensación para enrutar
la tubería portacables alrededor del obstáculo. Para
realizar una compensación, se requieren dos plegados.
El operador debe medir la altura de la compensación
y determinar el ángulo de dicha compensación. La
distancia entre dos plegados es la distancia centro a
centro.
Altura de la
Compensación
Ángulo de la Compensación
Distancia centro
a centro de los
plegados
Distancia centro
a centro de los
plegados
Compensación
1. Mida el obstáculo.
2. Determine el ángulo de los plegados de
compensación.
3. Calcule la distancia centro a centro. Consulte la
“Tabla de Multiplicadores de Compensación y
Contracción de Greenlee”.
Nota: Si se trabaja hacia un obstáculo, calcule la
cantidad de contracción. Consulte el párrafo “Cómo
Calcular la Contracción” en esta sección del manual.
4. Haga una marca en la tubería portacables.
5. Consulte las instrucciones de plegado en el párrafo
“Plegado de Tubería Portacables” en este manual.
Cómo Calcular la Distancia Centro a Centro
Para calcular la distancia centro a centro de los
plegados de compensación utilizados comúnmente,
multiplique la cantidad de compensación según el
multiplicador apropiado para la compensación:
Ángulo de la
Compensación
Multiplicador de
Compensación
15° 3,86
22-1/2° 2,6
30° 2
45° 1,4
60° 1,2
Para usar esta tabla, mida el obstáculo y determine
el ángulo de la compensación. Determine el ángulo
de la compensación en la columna de la izquierda.
Multiplique la altura del obstáculo por el multiplicador
correspondiente en la columna de la derecha para
encontrar la distancia centro a centro.
Por ejemplo: 5 pulg. de compensación
plegado de 15°
Multiplicador para 15° = 3,86
Multiplique la cantidad de compensación por el
multiplicador para encontrar la distancia centro a
centro:
5 x 3,86 = 19,3
Redondee el resultado a la fracción común más
próxima:
19-5/16
La “Tabla de Compensación” muestra la distancia
centro a centro para las cantidades seleccionadas
de compensación para los plegados utilizados
comúnmente.
Tabla de Compensación
COMPENSACIÓN ➧
2 4 6 8 10 12 14 16 18 20 22
Plegados de
Compensación Comunes
15°
Diámetro Máximo
de la Tubería
Portacables
3/4 1-1/2 3-1/2 4 4 4 4 4 4 4 4
Centro a Centro
7-3/4 15-7/16 23-3/16 30-15/16 38-5/8 46-3/8 54-1/16 61-13/16 69-9/16 77-1/4 85
30°
Diámetro Máximo
de la Tubería
Portacables
3/4 1 1-1/2 2 2-1/2 3-1/2 4 4 4 4
Centro a Centro
8 12 16 20 24 28 32 36 40 44
45°
Diámetro Máximo
de la Tubería
Portacables
1/2 1 1-1/4 1-1/2 2 2-1/2 3 3-1/2 4
Centro a Centro
8-1/2 11-5/16 14-1/8 16-15/16 19-13/16 22-5/8 25-7/16 28-1/4 31-1/8
Instrucciones de Plegado (continuación)
/